productions/operations management
advertisement

Chapter 11
Inventory
Management
1
Types of Inventories
• Raw materials & purchased parts
• Incoming students
• Work in progress
• Current students
• Finished-goods inventories
– (manufacturing firms) or merchandise (retail
stores)
• Graduating students
• Replacement parts, tools, & supplies
• Goods-in-transit to warehouses or customers
• Students on leave
2
Functions of Inventory
• To meet anticipated demand
• To smooth production requirements
• To decouple components of the productiondistribution
• To protect against stock-outs
• To take advantage of order cycles
• To help hedge against price increases or to take
advantage of quantity discounts
• To permit operations
3
Inventory performance measures
and levers
• Inventory level
– Low or high
• Customer service levels
– Can you deliver what customer wants?
• Right goods, right place, right time, right quantity
•
Inventory turnover
– Cost of goods sold per year / average inventory investment
• Inventory costs, more will come
– Costs of ordering & carrying inventories
Decisions: Order size and time
4
Inventory Counting Systems
• A physical count of items in inventory
• Periodic/Cycle Counting System:
Physical count of items made at
periodic intervals
–How much accuracy is needed?
–When should cycle counting be performed?
–Who should do it?
• Continuous Counting System
System that keeps track of
removals from inventory
continuously, thus monitoring
current levels of each item
5
Inventory Counting Systems (Cont’d)
• Two-Bin System - Two containers of inventory;
reorder when the first is empty
• Universal Bar Code - Bar code
printed on a label that has
information about the item
to which it is attached
0
214800 232087768
•RFID: Radio frequency identification
6
Key Inventory Terms
• Lead time: time interval between ordering and
receiving the order, denoted by LT
• Holding (carrying) costs: cost to carry an item in
inventory for a length of time, usually a year, denoted
by H
• Ordering costs: costs of ordering and receiving
inventory, denoted by S
• Shortage costs: costs when demand exceeds supply
7
Effective Inventory Management
• A system to keep track of inventory
• A reliable forecast of demand
• Knowledge of lead times
• Reasonable estimates of
– Holding costs
– Ordering costs
– Shortage costs
• A classification system
8
ABC Classification System
Classifying inventory according to some
measure of importance and allocating control
efforts accordingly.
Importance measure= price*annual sales
A - very important
B - mod. important
C - least important
High
A
Annual
$ volume
of items
B
C
Low
Few
Many
Number of Items
9
Inventory Models
• Fixed Order Size - Variable Order Interval Models:
– 1. Economic Order Quantity, EOQ
– 2. Economic Production Quantity, EPQ
– 3. EOQ with quantity discounts
All units quantity discount
– 3.1. Constant holding cost
– 3.2. Proportional holding cost
– 4. Reorder point, ROP
• Lead time service level
• Fill rate
• Fixed Order Interval - Variable Order Size Model
– 5. Fixed Order Interval model, FOI
• Single Order Model
– 6. Newsboy model
10
1. EOQ Model
• Assumptions:
–
–
–
–
–
Only one product is involved
Annual demand requirements known
Demand is even throughout the year
Lead time does not vary
Each order is received in a single delivery
• Infinite production capacity
– There are no quantity discounts
11
The Inventory Cycle
Profile of Inventory Level Over Time
Q
Usage
rate
Quantity
on hand
Reorder
point
Receive
order
Place Receive
order order
Place Receive
order order
Time
Lead time
12
Average inventory held
• Length of an inventory cycle
From one order to the next = Q/D
• Inventory held over entire inventory cycle
Area under the inventory level = ½ Q (Q/D)
• Average inventory held
= Inventory held over a cycle / cycle length
= Q/2
13
Total Cost
Annual
Annual
Total cost = carrying + ordering
cost
cost
TC =
Q
H
2
+
DS
Q
14
Figure 11-4
15
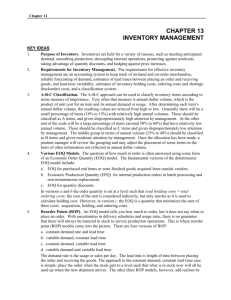
Cost Minimization Goal
Annual Cost
The Total-Cost Curve is U-Shaped
Q
D
TC H S
2
Q
Ordering Costs
QO (optimal order quantity)
Order Quantity
(Q)
16
Deriving the EOQ
Using calculus, we take the derivative of the total
cost function and set the derivative (slope) equal
to zero and solve for Q.
Q OPT =
2DS
=
H
2( Annual Demand )(Order or Setup Cost )
Annual Holding Cost
The total cost curve reaches its minimum where
the carrying and ordering costs are equal.
Total cost( Q EOQ ) 2 DSH
17
EOQ example
Demand, D = 12,000 computers per year.
Holding cost, H = 100 per item per year. Fixed cost, S =
$4,000/order.
Find EOQ, Cycle Inventory, Optimal Reorder Interval and
Optimal Ordering Frequency.
EOQ = 979.79, say 980 computers
Cycle inventory = EOQ/2 = 490 units
Optimal Reorder interval, T = 0.0816 year = 0.98 month
Optimal ordering frequency, n=12.24 orders per year.
18
Optimal Quantity is robust
19
Total Costs with Purchasing Cost
Annual
Annual
Purchasing
+
TC = carrying + ordering cost
cost
cost
Q
H
TC =
2
+
DS
Q
+
PD
Note that P is the price.
20
Cost
Total Costs with PD
Adding Purchasing cost
doesn’t change EOQ
TC with PD
TC without PD
PD
0
EOQ
Quantity
21
2. Economic Production Quantity
• Production done in batches or lots
• Capacity to produce a part exceeds the part’s
usage or demand rate
• Assumptions of EPQ are similar to EOQ
except orders are received incrementally
during production
– This corresponds to producing for an order with
finite production capacity
22
Economic Production Quantity Assumptions
•
•
•
•
Only one item is involved
Annual demand is known
Usage rate is constant
Usage occurs continually
• Production rate p is constant
• Lead time does not vary
• No quantity discounts
23
Usage
Production
& Usage
Production
& Usage
Economic Production Quantity
Usage
24
Average inventory held
p-D
(Q/p)(p-D)
D
Q/p
Time
Q/D
Average inventory held=(1/2)(Q/p)(p-D)
Total cost=(1/2)(Q/p)(p-D)H+(D/Q)S
Q
2 DS
H
p
pD
25
EPQ example
Demand, D = 12,000 computers per year.
p=20,000 per year. Holding cost, H = 100 per
item per year. Fixed cost, S = $4,000/order.
Find EPQ.
EPQ = EOQ*sqrt(p/(p-D))
=979.79*sqrt(20/8)=1549 computers
26
3. All unit quantity discount
Cost/Unit
$3
$2.96
$2.92
Two versions
Constant H
Proportional H
5,000 10,000
Order Quantity
27
3.1.Total Cost with Constant Carrying Costs
Total Cost
TCa
TCb
TCc
Decreasing
Price
Annual demand*discount
EOQ
Quantity
28
3.1.Total Cost with Constant Carrying Costs
Total Cost
TCa
TCb
TCc
Decreasing
Price
Annual demand*discount
EOQ
Quantity
29
Example Scenario 1
Total Cost
Price a > Price b > Price c
a
b
c
TCa
TCb
TCc
Q*=EOQ
Quantity
30
Example Scenario 2
Total Cost
Price a > Price b > Price c
a
b
c
TCa
TCb
TCc
EOQ Q*
Quantity
31
Example Scenario 3
Total Cost
Price a > Price b > Price c
a
b
c
TCa
TCb
TCc
EOQ
Q*
Quantity
32
Example Scenario 4
Total Cost
Price a > Price b > Price c
a
b
c
TCc
TCa
TCb
Q*=EOQ
Quantity
33
Total Cost
3.1. Finding Q with all units discount with
constant holding cost
Note all the price ranges have the same EOQ.
Stop if EOQ=Q1 is in the lowest cost range (highest
quantity range), otherwise continue towards
quantity break points which give lower costs
1
2DS
Q1
H
2
Quantity
34
All-units quantity discounts
Constant holding cost
A popular shoe store sells 8000 pairs per year. The
fixed cost of ordering shoes from the distribution
center is $15 and holding costs are taken as
$12.5 per shoe per year. The per unit purchase
costs from the distribution center is given as
C3=60, if 0 < Q < 50
C2=55, if 50 <= Q < 150
C1=50, if 150 <= Q
where Q is the order size. Determine the optimal
order quantity.
35
Solution
•
There are three ranges for lot sizes in this problem:
– (0, q2=50),
– (q2=50, q1=150)
– (q1=150,infinite).
2(15)(8000)
• Holding costs in all there ranges of shoe prices
EOQ
138.6
12.5
are given as H=12.5,
• EOQ is not feasible in the lowest price range because
138.6 < 150.
• The order quantity q1=150 is a candidate with cost
TC(150)=8000(50)+8000(15)/150+(12.5)(150)/2
=401,900
• Let us go to a higher cost level of (q2=50, q1=150).
• EOQ=138.6 is in the appropriate range, so it is another
candidate with cost
TC(138.6)=8000(55)+8000(15)/138.6+(12.5)(138.6)/2
=441,732
• Since TC(150) < TC(132.1), Q=150 is the optimal solution.
• Remark: In these computations, we do not need to compute
TC(50), why? Because TC(50) >= TC(132.1).
36
Total Cost
3.2. Summary of finding Q with all units
discount with proportional holding cost
Note each price range has a different EOQ.
Stop if Q1=“EOQ of the lowest price” feasible
Otherwise continue towards higher costs until an EOQ
becomes feasible.
In each price range, evaluate the lowest cost.
Lowest cost is either at an EOQ or price break quantity
Pick the minimum cost among all evaluated
2DS
Q1
H1
Example: Q1
feasible stop
1
Quantity
37
Total Cost
3.2. Finding Q with all units discount with
proportional holding cost
2DS
Q1
H1
2
1’
Q2
2 DS
H2
Example: Q1 infeasible, Q2
feasible, Break point 1 is
selected since TC1 < TC2
Quantity
38
Total Cost
3.2. Finding Q with all units discount with
proportional holding cost
Stop if 1 is feasible, otherwise
continue towards higher costs until a
EOQ becomes feasible. Evaluate
cost at all alternatives
2
1’
Quantity
39
All-units quantity discounts
Proportional holding cost
A popular shoe store sells 8000 pairs per year. The
fixed cost of ordering shoes from the distribution
center is $15 and holding costs are taken as
25% of the shoe costs. The per unit purchase
costs from the distribution center is given as
C3=60, if 0 < Q < 50
C2=55, if 50 <= Q < 150
C1=50, if 150 <= Q
where Q is the order size. Determine the optimal
order quantity.
40
Solution
•
There are three ranges for lot sizes in this problem:
– (0, q2=50),
– (q2=50, q1=150)
– (q1=150,infinite).
• Holding costs in there ranges of shoe prices
2(15)(8000)
EOQ
132.1
2
are given as
13.75
– H3=(0.25)60=15,
2(15)(8000)
– H2 =(0.25)55=13.75
EOQ
138.6
1
– H1 =(0.25)50=12.5.
12.5
• EOQ1 is not feasible because 138.6 < 150.
• The order quantity q1=150 is a candidate with cost
TC(150)=8000(50)+8000(15)/150+(0.25)(50)(150)/2
=401,900
• Let us go to a higher cost level of (q2=50, q1=150).
• EOQ2=132.1 is in the appropriate range, so it is another candidate with
cost
TC(132.1)=8000(55)+8000(15)/132.1+(0.25)(55)(132.1)/2
=441,800
• Since TC(150) < TC(132.1), Q=150 is the optimal solution.
• We do not need to compute TC(50) or EOQ3, why?
41
Types of inventories (stocks) by function
Deterministic demand case
• Anticipation stock
– For known future demand
• Cycle stock
– For convenience, some operations are performed occasionally and
stock is used at other times
• Why to buy eggs in boxes of 12?
• Pipeline stock or Work in Process
– Stock in transfer, transformation. Necessary for operations.
• Students in the class
Stochastic demand case
• Safety stock
– Stock against demand variations
42
4. When to Reorder with EOQ Ordering
• Reorder Point - When the quantity on hand of
an item drops to this amount, the item is
reordered. We call it ROP.
• Safety Stock - Stock that is held in excess of
expected demand due to variable demand rate
and/or lead time. We call it ss.
• (lead time) Service Level - Probability that
demand will not exceed supply during lead time.
We call this cycle service level, CSL.
43
Optimal Safety Inventory Levels
inventory
An inventory cycle
Q
ROP
time
Lead Times
Shortage
44
Quantity
Safety Stock
Maximum probable demand
during lead time
Expected demand
during lead time
ROP
Safety stock
LT
Time
45
Inventory and Demand during Lead Time
ROP
0
Inventory
0
Upside
down
Inventory=
ROP-DLT
ROP
DLT: Demand
During LT
LT
Demand
During LT
0
46
0
Shortage=
DLT-ROP
ROP
Upside
down
0
ROP
Shortage
LT
Demand
During LT
0
Shortage max{ 0, ( DLT ROP )}
DLT: Demand During LT
Shortage and Demand during Lead Time
47
Cycle Service Level
Cycle service level: percentage of cycles with shortage
For example consider 10 cycles :
11 0 111 0 1 0 1
10
CSL 0.7
CSL
Write 0 if a cycle has shortage, 1 otherwise
CSL 0.7 Probabilit y that a single cycle has sufficient inventory
[Sufficien t inventory] [Demand during lead time ROP]
48
DLT : Demand during lead time
LT and demand may be uncertain.
D Average demand per period
D2 Variance of demand
L Average lead time in number of periods
2
LT
Variance of lead time
Expected value of the demand during lead time
LT
E ( Di ) ( L)( D)
i 1
Variance of the demand during lead time
LT
2
2
Var ( Di ) L D D 2 LT
DLT
i 1
2
49
Reorder Point
Service level
Risk of
a stockout
Probability of
no stockout
Expected
demand
0
ROP
Quantity
Safety
stock
z
z-scale
ROP = E(DLT) + z σDLT
50
Finding safety stock from cycle service
level CSL
Note we use normal density for the demand
during lead time
2
CSL P( DLT ROP ) P( Normal ( L D, DLT
) ROP )
ROP L D
P( z
)
DLT
z : Standard normal variable
ROP L D
normsinv(C SL)
DLT
ROP L D ss DLT normsinv(C SL)
The excel function normsinv has default values of 0 and 1 for the mean and
standard deviation. Defaults are used unless these values are specified.
51
Example: Safety inventory vs. Lead time
variability
D = 2,500/day; D = 500
L = 7 days; CSL = 0.90
Normsinv(0.9)=1.3, either from table or Excel
If LT=0, DLT=sqrt(7)*500=1323
ss=1323*normsinv(0.9)=1719.8
ROP=(D)(L)+ss=17500+1719.8
If LT=1, DLT=sqrt(7*500*500+2500*2500*1)=2828
ss=2828*normsinv(0.9)=3676
ROP=(D)(L)+ss=17500+3676
52
Expected shortage per cycle
• First let us study shortage
during the lead time
Expected shortage E (0, max( DLT ROP ))
( D ROP ) f
D
( D)dD where f D is pdf of DLT.
D ROP
• Ex:
d1 9 with prob p1 1/4
ROP 10, D d 2 10 with prob p2 2/4 , Expected Shortage?
d 11 with prob p 1/4
3
3
3
Expected shortage max{0, (d i ROP )} pi
i 1
11
(d ROP )}P( D d )
d 10
1
2
1 1
max{0, (9 - 10)} max{0, (10 - 10)} max{0, (11 - 10)}
4
4
4 4
53
Expected shortage per cycle
• Ex:
ROP 10, D Uniform(6,12), Expected Shortage?
D 12
1 10 2
1
1 D2
1 12 2
Expected shortage ( D 10) dD
10 D
10(12)
10(10)
6
6 2
6 2
6 2
D 10
D 10
172 - 170 2
12
If we assume that DLT is normal,
Let z
ROP D L
DLT
then E (max( 0, DLT ROP )) DLT E ( z ) use Table 11 - 3.
54
Example: Finding expected shortage per cycle
Suppose that the demand during lead time has
expected value 100 and stdev 30, find the
expected shortage if ROP=120.
z=(120-100)/30=0.66.
E(z)=0.153 from Table 11-3.
Expected shortage = 30*0.153=4.59
55
Fill rate
• Fill rate is the percentage of demand filled from
the stock
• In a cycle
– Fill rate = 1-(Expected shortage during LT) / Q
• For normally distributed demand
Expected shortage per cycle
Demand per cycle
E( z)
1 DLT
Q
Expected number of units short per year D * (1 Fill rate)
E( z)
D DLT
Q
Fill rate 1
56
Example: computing the fill rate
Suppose that the demand during lead time has
expected value 100 and stdev 30, find the
expected shortage if ROP=120. Compute the fill
rate if order sizes are 200. Compute the annual
expected shortages if there are 12 order cycles
per year.
Expected shortage per cycle=4.59 from the last
example.
Fill rate = 1-4.59/20=0.7705
Annual expected shortage=12*4.59=55.08.
57
Determinants of the Reorder Point
•
•
•
•
The rate of demand
The lead time
Demand and/or lead time variability
Stockout risk (safety stock)
58
5. Fixed-Order-Interval Model
•
•
•
•
•
Orders are placed at fixed time intervals
Order quantity for next interval?
Suppliers might encourage fixed intervals
May require only periodic checks of inventory levels
Items from same supplier may yield savings in:
– Ordering
– Packing
– Shipping costs
• May be practical when inventories cannot be closely
monitored
59
FOI compared against variable order interval
models
A single order must cover the demand until the next
order arrives. Exposure to random demand during not
only lead time but also before.
Requires higher safety stock than variable order interval
models.
May provide savings in set up / ordering costs.
60
6. How many to order for the winter?
Parkas at L.L. Bean
Demand
Di
4
5
6
7
8
9
10
11
12
13
14
15
16
17
Probabability
pi
.01
.02
.04
.08
.09
.11
.16
.20
.11
.10
.04
.02
.01
.01
Cumulative Probability of demand Probability of demand
being this size or less, F()
greater than this size, 1-F()
.01
.99
.03
.97
.07
.93
.15
.85
.24
.76
.35
.65
.51
.49
.71
.29
.82
.18
.92
.08
.96
.04
.98
.02
.99
.01
1.00
.00
61
Parkas at L.L. Bean
•
•
•
•
Cost per parka = c = $45
Sale price per parka = p = $100
Discount price per parka = $50
Holding and transportation cost = $10
•
Salvage value per parka = s = $40
•
Profit from selling parka = p-c = 100-45 = $55
Underage cost=$55
Cost of overstocking = c-s = 45-40 = $5
Overage cost=$5
•
62
6. Single Period Model
• Single period model: model for ordering of
perishables and other items with limited useful
lives
• Shortage cost: generally the unrealized profits
per unit, $55 for L.L.Bean. We call this underage.
• Excess cost: difference between purchase cost
and salvage value of items left over at the end of
a period, $5 for L.L.Bean. We call this overage.
63
Parkas at L.L. Bean
• Expected demand = 10 (‘00) parkas
• Expected profit from ordering 10 (‘00) parkas = $499
The underage and overage probabilities after ordering
1100 parkas
P(D>1100):Probability of underage
P(D<1100):Probability of overage
64
Optimal level of product availability
p = sale price; s = outlet or salvage price; c = purchase price
CSL = Probability that demand will be at or below reorder point
At optimal order size,
Expected Marginal Benefit from raising order size =
=P(Demand is above stock)*(Profit from sales)=(1-CSL*)(p - c)
Expected Marginal Cost =
=P(Demand is below stock)*(Loss from discounting)=CSL*(c - s).
Let Co= c-s; Cu=p-c, then the optimality condition is
(1-CSL*)Cu = CSL* Co,
CSL* = Cu / (Cu + Co)
65
Parkas at L.L. Bean
Additional Expected
Expected
Expected Marginal
100s
Marginal Benefit Marginal Cost Contribution
11th
5500.49 = 2695 500.51 = 255 2695-255 = 2440
12th
5500.29 = 1595 500.71 = 355 1595-355 = 1240
13th
5500.18 = 990
500.82 = 410 990-410 = 580
14th
5500.08 = 440
500.92 = 460 440-460 = -20
15th
5500.04 = 220
500.96 = 480 220-480 = -260
16th
5500.02 = 110
500.98 = 490 110-490 = -380
17th
5500.01 = 55
500.99 = 495 55-495 = -440
66
Order Quantity for a Single Order
Co = Cost of overstocking = $5
Cu = Cost of understocking = $55
Q* = Optimal order size
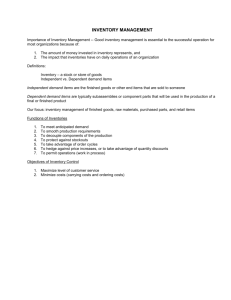
CSL P ( Demand Q * )
Cu
55
0.917
Cu Co 55 5
See the next slide.
If the demand is normally distribute d,
Cu
Q norminv
, mean _ demand , stdev _ demand
Cu C o
*
67
Optimal Order Quantity
without Normal Demands
1.2
1
0.8
Cumulative
Probability
0.6
0.4
0.2
16
14
12
10
8
6
0
4
0.917
Optimal Order Quantity = 13(‘00)
68
Operations Strategy
• Too much inventory
– Tends to hide problems
– Easier to live with problems than to eliminate them
– Costly to maintain
• Wise strategy
–
–
–
–
Reduce lot sizes
Reduce set ups
Reduce safety stock
Aggregate negatively correlated demands
• Remember component commonality
• Delayed postponement
69