Dental Materials Lecture
BDS II Year
Dr. Raghuwar D Singh
Associate Professor
Prosthodontic Department
King George’s Medical University UP, Lucknow
Amalgam: is an alloy of mercury with one or more
other metals.
Dental amalgam alloy: is an alloy that contains
solid metals of silver, tin, copper and some times
zinc.
Dental amalgam: is the alloy that results when
mercury is combined with the previously
mentioned alloys to form a plastic mass.
Advantages
• Inexpensive
• Ease of use
• Proven track record
– >100 years
• Familiarity
• Resin-free
– less allergies than composite
History
• 1833
–
Crawcour brothers introduce
amalgam to US
•
powdered silver coins mixed with mercury
–
expanded on setting
• 1895
–
G.V. Black develops formula
for modern amalgam alloy
•
67% silver, 27% tin, 5% copper, 1% zinc
–
overcame expansion problems
History
• 1960’s
– conventional low-copper lathe-cut alloys
• smaller particles
– first generation high-copper alloys
• Dispersalloy (Caulk)
– admixture of spherical Ag-Cu
eutectic particles with
conventional lathe-cut
– eliminated gamma-2 phase
History
• 1970’s
–
first single composition spherical
•
•
Tytin (Kerr)
ternary system (silver/tin/copper)
• 1980’s
–
alloys similar to Dispersalloy and Tytin
• 1990’s
–
mercury-free alloys
USES OF AMALGAM
• ANTERIOR TEETH –
Class III = distal surfaces of Canine .
• POSTERIOR TEETH –
Class I & Class II
• OTHER USES –
Retrograde root canal filling ,
Post & Core preparation .
Amalgam Capsules
• Contain (in separate
compartments):
– powdered amalgam
alloy
– liquid mercury
• Some are manually
activated, others
self-activated
• Pestle usually
included
Amalgamator (Triturator)
• Speeds vary upward
from 3000 rpm
• Times vary from 5–20
seconds
• Mix powder and liquid
components to
achieve a pliable
mass
• Reaction begins after
components are
mixed
Constituents in Amalgam
• Basic
– Silver
– Tin
– Copper
– Mercury
• Other
– Zinc
– Indium
– Palladium
Alloy Powder Composition
Type
Low copper
Ag
Sn
63-72 26-28
Cu
Zn Other
2-7
0-2
—
High-Cu admixed
40-70 26-30 12-30 0-2 —
lathe-cut
High-Cu admixed
40-65 0-30 20-40 0 0-1 Pd
spherical
High-Cu unicomp0-5 In,
40-60 22-30 13-30 0
ositional spherical
0-1 Pd
compositions in weight percent
Basic Constituents
• Silver (Ag)
– increases strength
– increases expansion
• Tin (Sn)
– decreases expansion
– decreased strength
– increases setting time
Basic Constituents….
• Copper (Cu)
– ties up tin
• reducing gamma-2 formation
– increases strength
– reduces tarnish and corrosion
– reduces creep
• reduces marginal deterioration
Basic Constituents….
• Mercury (Hg)
– activates reaction
– only pure metal that is liquid
at room temperature
– spherical alloys
• require less mercury
– smaller surface area easier to wet
» 40 to 45% Hg
– admixed alloys
• require more mercury
– lathe-cut particles more difficult to wet
» 45 to 50% Hg
Basic Constituents….
• Zinc (Zn)
– used in manufacturing
•
decreases oxidation of other elements
–
sacrificial anode
– provides better clinical performance
•
less marginal breakdown
–
Osborne JW Am J Dent 1992
– causes delayed expansion with low Cu alloys
•
if contaminated with moisture during condensation
–
Phillips RW JADA 1954
H2O + Zn ZnO + H2
Other Constituents
• Indium (In)
– decreases surface tension
• reduces amount of mercury necessary
• reduces emitted mercury vapor
– reduces creep and marginal breakdown
– increases strength
– must be used in admixed alloys
– example
• Indisperse (Indisperse Distributing Company)
– 5% indium
Other Constituents…
• Palladium (Pd)
– reduced corrosion
– greater luster
– example
• Valiant PhD (Ivoclar Vivadent)
– 0.5% palladium
Basic Setting Reactions
• Conventional low-copper alloys
• Admixed high-copper alloys
• Single composition high-copper alloys
Conventional Low-Copper Alloys
• Dissolution and precipitation
• Hg dissolves Ag and Sn
from alloy
• Intermetallic compounds
formed
Ag-Sn Alloy
Hg
Hg
Ag Ag
Ag
Sn
Sn
Ag-Sn
Ag-Sn
Alloy
Alloy
Mercury
(Hg)
Sn
Ag3Sn + Hg Ag3Sn + Ag2Hg3 + Sn8Hg
1
2
Conventional Low-Copper Alloys
• Gamma () = Ag3Sn
–
–
–
unreacted alloy
strongest phase and
corrodes the least
forms 30% of volume
of set amalgam
Hg
Ag-Sn Alloy
Hg
Hg
Ag
Ag-Sn
Alloy
Sn
Sn
Ag
Ag
Sn
Ag-Sn
Alloy
Mercury
Ag3Sn + Hg Ag3Sn + Ag2Hg3 + Sn8Hg
1
2
Conventional Low-Copper Alloys
• Gamma 1 (1) = Ag2Hg3
–
–
–
matrix for unreacted alloy
and 2nd strongest phase
10 micron grains
binding gamma ()
60% of volume
Ag-Sn Alloy
1
Ag-Sn
Alloy
Ag-Sn
Alloy
Ag3Sn + Hg Ag3Sn + Ag2Hg3 + Sn8Hg
1
2
Conventional Low-Copper Alloys
• Gamma 2 (2) = Sn8Hg
–
–
–
–
–
weakest and softest phase
corrodes fast, voids form
corrosion yields Hg which
reacts with more gamma ()
10% of volume
volume decreases with time
due to corrosion
Ag-Sn Alloy
Ag-Sn
Alloy
2
Ag3Sn + Hg Ag3Sn + Ag2Hg3 + Sn8Hg
1
2
Ag-Sn
Alloy
Admixed High-Copper Alloys
• Ag enters Hg from Ag-Cu
spherical eutectic particles
–
Ag-Cu Alloy
eutectic
•
an alloy in which the elements
are completely soluble in liquid
solution but separate into distinct
areas upon solidification
• Both Ag and Sn enter Hg
from Ag3Sn particles
Hg
Ag Ag
Ag
Ag-Sn
Alloy
Sn
Hg
Ag
Sn
Ag-Sn
Alloy
Mercury
Ag3Sn + Ag-Cu + Hg Ag3Sn + Ag-Cu + Ag2Hg3 + Cu6Sn5
1
Admixed High-Copper Alloys
• Sn diffuses to surface of
Ag-Cu particles
–
Ag-Cu Alloy
reacts with Cu to form
(eta) Cu6Sn5 ()
•
around unconsumed
Ag-Cu particles
Ag-Sn
Alloy
Ag-Sn
Alloy
Ag3Sn + Ag-Cu + Hg Ag3Sn + Ag-Cu + Ag2Hg3 + Cu6Sn5
1
Admixed High-Copper Alloys
• Gamma 1 (1) (Ag2Hg3)
surrounds () eta phase
(Cu6Sn5) and gamma ()
alloy particles (Ag3Sn)
Ag-Cu Alloy
Ag-Sn
Alloy
1
Ag-Sn
Alloy
Ag3Sn + Ag-Cu + Hg Ag3Sn + Ag-Cu + Ag2Hg3 + Cu6Sn5
1
Single Composition
High-Copper Alloys
• Gamma sphere () (Ag3Sn)
Ag-Sn Alloy
with epsilon coating ()
Ag
(Cu3Sn)
Sn
Sn
Ag
Ag-Sn Alloy
• Ag and Sn dissolve in Hg
Ag-Sn Alloy
Mercury (Hg)
Ag3Sn + Cu3Sn + Hg Ag3Sn + Cu3Sn + Ag2Hg3 + Cu6Sn5
1
Single Composition
High-Copper Alloys
• Gamma 1 (1) (Ag2Hg3) crystals
grow binding together partiallydissolved gamma () alloy
particles (Ag3Sn)
• Epsilon () (Cu3Sn) develops
crystals on surface of
gamma particle (Ag3Sn)
in the form of eta () (Cu6Sn5)
–
–
Ag-Sn Alloy
Ag-Sn Alloy
Ag-Sn Alloy
1
reduces creep
prevents gamma-2 formation
Ag3Sn + Cu3Sn + Hg Ag3Sn + Cu3Sn + Ag2Hg3 + Cu6Sn5
1
Classification of dental amalgam
alloys
BASED ON Cu CONTENT
HIGH Cu ALLOYS
> 6% Cu
< 6% Cu
ADMIXED
REGULAR
LOW Cu ALLOYS
UNICOMPOSITION
SINGLE COMPOSITION
BASED ON Zn CONTENT
Zn CONTAINING
Zn FREE ALLOY
> 1% Zn
< 1% Zn
BASED ON SHAPE OF ALLOY
LATHECUT
SPHERICAL
ADMIXED
BASED ON NUMBER OF ALLOY METAL
BINARY
TERTIARY
QUATERNARY
Ag,Sn
Ag,Sn,Cu
Ag,Sn,Cu,Zn
BASED ON SIZE OF ALLOY
MICROCUT \FINE CUT
MACROCUT \COURSE CUT
Copper Content
• Low-copper alloys
– 4 to 6% Cu
• High-copper alloys
– thought that 6% Cu was maximum amount
•
due to fear of excessive corrosion and expansion
– Now contain 9 to 30% Cu
•
at expense of Ag
Particle Shape
• Lathe cut
–
low Cu
•
–
New True
Dentalloy
high Cu
•
ANA 2000
• Admixture
–
high Cu
•
Dispersalloy, Valiant
PhD
• Spherical
–
low Cu
•
–
Cavex SF
high Cu
•
Tytin, Valiant
Method of Adding Copper
•
•
•
•
Single Composition Lathe-Cut (SCL)
Single Composition Spherical (SCS)
Admixture: Lathe-cut + Spherical Eutectic (ALE)
Admixture: Lathe-cut + Single Composition
Spherical (ALSCS)
Single Composition Lathe-Cut
• More Hg needed than spherical alloys
• High condensation force needed due to
lathe cut
• 20% Cu
• Example
–
ANA 2000 (Nordiska Dental)
Single Composition Spherical
• Spherical particles wet easier with Hg
– less Hg needed (42%)
• Less condensation force, larger condenser
• Gamma particles as 20 micron spheres
–
with epsilon layer on surface
• Examples
–
–
Tytin (Kerr)
Valiant (Ivoclar Vivadent)
Admixture:
Lathe-cut + Spherical Eutectic
• Composition
–
–
–
2/3 conventional lathe cut (3% Cu)
1/3 high Cu spherical eutectic (28% Cu)
overall 12% Cu, 1% Zn
• Initial reaction produces gamma 2
–
no gamma 2 within two years
• Example
–
Dispersalloy (Caulk)
Admixture:
Lathe-cut + Single Composition Spherical
• High Cu in both lathe-cut and spherical
components
– 19% Cu
• Epsilon layer forms on both components
• 0.5% palladium added
–
reinforce grain boundaries on gamma 1
• Example
–
Valiant PhD (Ivoclar Vivadent)
Manufacturing Process
• Lathe-cut alloys
–
–
Ag & Sn melted together
alloy cooled
•
–
heat treat
•
–
–
phases solidify
400 ºC for 8 hours
grind, then mill to 25 - 50 microns
heat treat to release stresses of grinding
Manufacturing Process
• Spherical alloys
–
–
melt alloy
atomize
•
–
spheres form as particles cool
sizes range from 5 - 40 microns
•
variety improves condensability
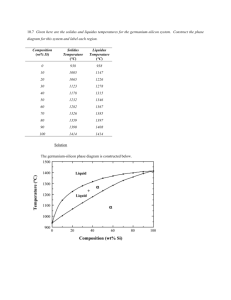
Alloy Selection
• Handling characteristics
• Mechanical and physical
properties
• Clinical performance
Handling Characteristics
• Spherical
– advantages
• easier to condense
– around pins
• hardens rapidly
• smoother polish
– disadvantages
• difficult to achieve tight contacts
• higher tendency for overhangs
Handling Characteristics
• Admixed
– advantages
• easy to achieve tight contacts
• good polish
– disadvantages
• hardens slowly
– lower early strength
Amalgam Properties
Compressive
Strength (MPa)
% Creep
Tensile Strength
(24 hrs) (MPa)
Amalgam Type
1 hr
7 days
Low Copper1
145
343
2.0
60
Admixture2
137
431
0.4
48
Single
Composition3
262
510
0.13
64
1Fine
Cut, Caulk
Caulk
3Tytin, Kerr
2 Dispersalloy,
Material-Related Variables
•
•
•
•
Dimensional change
Strength
Corrosion
Creep
Dimensional Change
• Most high-copper amalgams undergo a
net contraction
• Contraction leaves marginal gap
– initial leakage
• post-operative sensitivity
– reduced with corrosion over time
Dimensional Change
• Net contraction
– type of alloy
• spherical alloys have more
contraction
– less mercury
– condensation technique
• greater condensation = higher contraction
– trituration time
• overtrituration causes higher contraction
Strength
• Develops slowly
– 1 hr: 40 to 60% of maximum
– 24 hrs: 90% of maximum
• Spherical alloys strengthen faster
– require less mercury
• Higher compressive vs. tensile strength
• Weak in thin sections
– unsupported edges fracture
VI. Properties of Dental Amalgam
1. Compressive strength
-Amalgam is strongest in
compression and much weaker
in tension and shear.
-HCU materials have the highest
compressive strength.
Properties of Dental Amalgam
2. Tensile Strength:
-Amalgam is strongest in
compression and much weaker
in tension and shear.
-HCU materials have the highest
early tensile strength.
Properties of Dental Amalgam
• Strength of various phases:
1. Unreacted Ag3Sn () phase.
(strongest)
2. Ag2Hg3(1)phase.
3. Sn8Hg (2)phase.(weakest)
Properties of Dental Amalgam
3. Elastic Modulus:
-High- copper alloys are stiffer than
low-copper alloys.
-Amalgam are viscoelastic.
Corrosion
• Reduces strength
• Seals margins
–
low copper
•
6 months
–
–
–
SnO2, SnCl
gamma-2 phase
high copper
•
6 - 24 months
– SnO2 , SnCl, CuCl
– eta-phase (Cu6Sn5)
Creep
• Slow deformation of amalgam placed under
a constant load
–
•
load less than that necessary to produce
fracture
Gamma 2 dramatically affects creep rate
–
slow strain rates produces plastic deformation
• allows gamma-1 grains to slide
• Correlates with marginal breakdown
Creep
• High-copper amalgams have creep
resistance
– prevention of gamma-2 phase
• requires >12% Cu total
– single composition spherical
•
eta (Cu6Sn5) embedded in gamma-1 grains
–
interlock
– admixture
•
eta (Cu6Sn5) around Ag-Cu particles
–
improves bonding to gamma 1
MCQs
1. Dental situation in which Silver amalgam
is most commonly used:
a) Anterior Class 4
b) Posterior Class 1
c) Root canal feeling
d) Pit and fissure
2. Zn containing Amalgam contains:
a) .001% Zn
b) .01% Zn
c) More than .o1% Zn
d) More than .001% Zn
3. Epsilon phase in dental amalgam is:
a) Ag-Sn
b) Cu3Sn
c) Ag3Sn
d) Cu6Sn
4. Beta phase in dental amalgam is:
a) Ag-Sn
b) Cu3Sn
c) Ag3Sn
d) Cu6Sn5
5. The weakest phase in amalgam is:
a) Gamma- 1
b) Beta
c) Beta- 1
d) Gamma
6. Gamma -2 phase in dental amalgam is:
a) Cu6Sn5
b) Sn7Hg
c) Ag-Cu
d) Ag3Sn
7. Pain, after delayed expansion of amalgam
is produced by:
a) Presence of Zn
b) Hydrogen gas
c) Presence of H2O
d) Improper cavity preparation
8. Which phase of amalgam promotes
tarnish and corrosion:
a) Gamma
b) Gamma- 1
c) Gamma- 2
d) Eta
9. Low copper dental amalgam alloy contains
maximum amount of copper upto:
a) 3%
b) 11%
c) 6%
d) 19%
10. All of the following are feathers of the
high Cu alloys, except:
a) Low dimensional changes
b) Low compressive strength
c) Lower creep values
d) Less susceptible to corrosion
 0
0