Wood Saws and Sawing Practice
advertisement

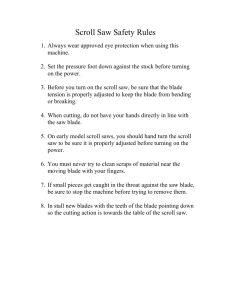
Wood Saws and Sawing Practice Tier 2: Technology Module Cutting wood is a critical operation in all manner of construction and furniture production. In order to work on projects within these industries, students need to know about the available technology and how it is used. As wood working is not a part of the formal engineering education, this module bridges the gap between applicable tier 1 streams such as dynamics and the tier 3 projects. This module covers the different technologies in saw manufacturing. The technology has been sub divided into basic woodworking, the current state of technology, and sawing practice and efficiency. Each of these areas is investigated in turn. Basic Woodworking 1 There are three levels of wood working that can be characterised by the level of freedom in the shapes created; primary conversion, secondary conversion, and product creation. Figure 1.1: Log Profiling Primary conversion is the process of breaking trees into timber. This is done in mills by large machines that are usually automated. The process begins with chippers, which consist of one or more spinning discs containing knives that both face the log and chip the removed waste. This replaced cutting the log as the chipping of the waste is now included on the operation. This process creates a faced log or cant, but there is a subtlety to the process. A cant that has been faced on all four sides can still have rounded corners and usually does. This is to prevent the chippers from removing too much wood and wasting the panels that could be produced from the outside edges. These panels would then need to be trimmed to remove the bark. Once four sided cants have been produced, they are profiled and multi-sawed into standard lumber ready for use in either secondary conversion or product creation. The saws are large blade twin arbour ripsaws with multiple blades on each arbour. The spacing between the blades on each arbour is variable allowing the blade position to change to meet the profile. Figure 1.2: Four Sided Cant Basic Woodworking 2 Secondary conversion refers to the work done by builders, furniture producers and other similar industries. The wood is received from the saw mill and made into something more useful by mitring, bevelling, ripping and cutting to length. There is much more freedom in this level of production as usually the wood is for use and not for resale and therefore no standard sizes are required. The difference between this and product creation is in the tools used and the use for the wood. There are two basic types of cuts associated with secondary conversion of wood; cross cutting and ripping. Mitre and bevel cuts are different again, but are essentially just combinations of the above. Diagrams explaining these can be found in appendix A. A cross cutting saw is usually an over-cutting, climb-cutting circular saw. Since cutting across the grain requires more energy, there is a greater chance of vibration. The downward cutting action against the table helps to minimise any excitation from the bending of the work piece and as such reduce vibrations substantially. Rip saws are designed to cut along the grain, and as such do not need the extra power that often causes vibration. This allows the saws to be under cutting resistance circular saws, giving more blade stability as they can be fixed to a heavy support. Resistance cutting reduces power consumption and improves the finish of the piece. Cutting boards and panels usually creates pieces that will be visible on the finished product. For this a good finish is required, and for that both the top and bottom faces must be considered. An under cutting resistance saw will provide a good top finish, but the bottom face must also be cut into rather than out of to ensure an attractive product. The standard solution is to add a secondary smaller under cutting climb cutting blade to precede the main blade. Now that both faces are being cut into the finish is equally clean on both sides. Figure 1.3: Cross Cutting Source: Cheyenne Figure 1.4: Rip Sawing Source: Cheyenne Product creation refers to consumable products such as dining tables, picture frames and other products that are artistic in nature. This area of wood working uses the methods and tools of secondary conversion, but also uses fine detailing tools such as wood lathes, routers, sanders and grinders. Again, there is no set process to how the wood is treated since the products are not predefined by the industry. Current State of Woodworking Technology – Saw Types It is generally accepted that while band saws are useful machines, they are not the best choice for wood working. The main reason for this is that band saws have thick blades compared to circular saws for equivalent depths of cut. This thicker blade wastes more wood and reduces productivity. In very deep cuts band saws are used in place of circular saws as the blade diameter would be unreasonable large and inefficient as the required torque and power would be extremely high. The orientation of a band saw affects the types of cut it can accomplish. Moving the band saw to create a bevel or mitre cut is not a viable option due to the weight of the cutter head and the need to move both ends of the assembly without twisting the blade. In order to produce an angled cut, the wood would need to be fed through at an angle to the blade. Band saws are also slightly unstable as there is no support in the centre of the blade allowing it to flex and bend. The circular saw offers the solution to these problems and as such has been adopted universally by woodworking industries except in the cases of extreme depths of cut. Support in a single central position, the circular saw has minimal bulk and good stability aided by gyroscopic forces. The current generation of circular saws is mostly tailored to specific tasks. The basic types of saw are chop saws, table saws, and radial arm saws. Each has strengths and weaknesses, and to have a combination is not always a waste of functionality. Figure 2.1: OMGA TR 2B 1 NC Double Chop Miter Saw Source: OMGA Chop Saw Chop saws are over-cutting blades named for the motion of the blade. The rotating blade is on a short arm that pivots and swings down toward the work piece. In modern equipment a guard encasing the blade swings up concurrently allowing the saw to access the wood, but not the operator. The uses for chop saws are to crosscut, mitre and bevel. The maximum width of cut for a chop saw is determined by the size of the blade and so wider pieces can only be mitred at smaller angles and very wide pieces cannot be cut at all. These saws appeal to industries such as housing and picture frame manufacturing for tasks where the width of the work is predetermined and there is no need to bevel along the length of the work piece. More sophisticated machines can cut lengths with angles at both ends through pairs of automated chop saws. This is commonly used for creating picture frames from lengths of wood. These saws can serve a complete purpose, but do not have the functionality to produce any shape. The most obvious cut missing here is straight line ripping of lumber which the table saw addresses well. Figure 2.2: Delta 36-585 Compound Miter Saw Source: Delta Table Saw The table saw offers a stationary under-cutting resistance saw set into a table, the table saw is well designed to cut boards and panels and to rip planks. The saw is also capable of bevelling these cuts. The stationary saw can be adjusted in terms of height and bevelling angle and the motion of operation is much like that of a band saw. An adjustable guide is set up parallel to the blade and the work piece is slid through ensuring a straight cut. On modern saws the guard is stationary around the blade and covers the blade on all sides. The guard is supported from the back by a support thin enough the fit into the cut made by the blade and hangs over the blade at an adjustable height. Table saws are used in industries such as housing and furniture manufacturing for tasks where panels and boards need to be cut to size and beams need to be bevelled. These saws produce finished panels and boards, but ripped planks usually require a chop saw to finish the process. High technology table saws, also known as panel saws, have multiple blades and can split a single panel into several finished pieces. Although this is more productive, it does not increase the functionality of the saw. The table saw and chop saw combined have the ability to produce many finished pieces, but independently they are not complete tools. A table saw without a band saw is like a mill without a lathe. This is where the radial arm saw shines. Figure 2.3: Delta 36-L53L Table Saw Source: Delta Radial Arm Saw The radial arm saw has all the abilities of the chop saw, and the ability to act as an over-cutting table saw. That is to say that it can cross cut, mitre and bevel as well as cut boards and panels. In this sense, the radial arm saw has full functionality. Where the radial arm saw falls short is in its reach. The over-cutting, climb-cutting saw traverses across the cutting plane on a runner and can be set to mitre or bevel. Once the saw reaches the end of the arm, it cannot cut any further. The saw faces similar problems to that of the chop saw in that the width of cut is limited; in this case by the reach of the arm and not the diameter of the blade. This is not a large problem since common angles and widths of wood are within the cutting range. The cutter head can be locked at 90o to the arm in order give an over cutting table saw that can cut and bevel boards or rip long planks. Unlike the other types of saws, automated versions of the radial arm saw are not available. This means that there is no automated saw available with full cutting functionality, though the radial arm saw allows full manual functionality. Figure 2.4: Delta RS830 Radial Arm Saw Source: Delta Current State of Woodworking Technology – Blade Characteristics 1 The saws themselves vary not only in the way they are operated, but also in the blades they use. The different angles and shapes of the blades are optimised for specific cuts and materials. For example; a hardwood resistance blade would likely bind if it were used in a climb-cutting saw to cut softwood. The physical characteristics of saw blades are sometimes known by different names and so appendix B illustrates the angles referred to. The more important characteristics of the blade are hook and clearance angles as well as set and tooth depth. Other aspects worth exploring are top bevel, front bevel, side clearance and radial clearance angles as well as kerf, gauge, tooth depth, gullet area and pitch. Hook angle affects the approach taken by the tooth towards the work piece. It is measured as the angle between the radial line at that point and the front face of the tooth. On a blade turning clockwise, the angle is positive in the clockwise direction. A positive hook angle is used in a rip saw as they are under-cutting resistance saws, while an over-cutting cross-cutting saw requires a negative hook angle. A larger hook angle (not absolute value) requires less power to drive the blade. The penalty for this is a lower quality finish. Cross cut saws normally have a hook angle of -5o for softwoods and can go a little larger for hardwoods as extra power is required to cut the harder material. Rip saws on the other hand have a wide range of values that can be used. The best approach to choosing an angle in this case is to make it as large as possible while ensuring a desirable finish. Figure 3.1: Hook Angle Another important angle is the clearance angle, measured between the radial tangent line and the top of the tooth. The angle in toward the saw centre is considered positive and negative angles are never used. If the angle is too small, the wood will rub against the top of the tooth causing an increase in power consumption. Conversely, if the angle is too low the tooth becomes thin and weak and is more susceptible to breaking. Softwood has elastic properties and needs more clearance that the stiffer hardwood. When the compressed region around the chip is released, the wood once again obstructs the cutting lane and can rub against the tooth top if the clearance angle is too small. Clearance angle and hook angle together determine the radius of curvature that a slightly dulled tooth will have. Since the hook angle needs to be controlled quite rigorously, the clearance angle must also account for this. A larger radius will lead to excessive power consumption. Figure 3.2: Clearance Angle Current State of Woodworking Technology – Blade Characteristics 2 Set is the distance that the outer edge of the tooth protrudes beyond the edge of the saw body. With too much set, power consumption increases and vibration is more likely. With too little set, the saw blade body can bind against the work piece. Softer or moist wood requires more set that harder or dryer timber for the same reason that clearance angle needs to be increased. That is that more elastic materials require more clearance. Set also refers to the way in which the teeth are offset. Spring setting refers to alternately bending the teeth left and right to achieve the desired width of cut. A variation of this is a more gradual approach where the offsetting angle is slowly increased and decreased over a number of consecutive teeth. Swage setting refers to forming the teeth to a little over the desired dimensions and then grinding them back to the required shape. Figure 3.3a: Swage Set Teeth Figure 3.3b: Spring Set Teeth Kerf and gauge are similar and are required to calculate set. Kerf is the distance between the cutting edges (effectively the width of cut) and gauge is the width of the blade body. Set is then calculated as half the difference of kerf and gauge. Figure 3.4a: Kerf Figure 3.4b: Gauge Current State of Woodworking Technology – Blade Characteristics 3 Side and radial clearance angles are related to the shape of the tooth’s cutting face and are generally constant at 5 and 1.5 degrees respectively. Side clearance is the angle at which the front of the tooth protrudes from the back, and radial clearance is angle at which the top of the tooth protrudes from the bottom. These angles are not maintained when cutting very hard or very soft materials, but vary only slightly with material properties. Figure 3.5a: Radial Clearance Angle Figure 3.5b: Side Clearance Angle Bevel angles help to minimise energy loss improve finish. Top bevel angle is the angle between horizontal and the top of the tooth. This formed slope draws sawdust away from cutting surface making the cut cleaner. The angle typically varies from 15o for softwoods to 5o for more abrasive hardwoods. Front bevel angle is the bevel angle of the cutting face of the tooth. It is similar to top bevel angle and works for the same goal. Instead of cleaning the cut, this bevel on the front of the tooth discourages sawdust from ever entering it with spring set teeth. For rip saws, this angle is expected to be lower than for cross cutting. Figure 3.6a: Top Bevel Angle Figure 3.6b: Front Bevel Angle Current State of Woodworking Technology – Blade Characteristics 4 Pitch, number of teeth, and gullet area are considered when planning feed speeds and bite per tooth. Pitch is the distance from one tooth tip to the next. Gullet area is the amount of sawdust that can be held between the teeth. This can be though of as the area under the pitch line. Tooth depth is the protrusion of the tooth tip from the base of the gullet. Mainly, these are limiting qualities since they control which blades can be used where and at what speeds. Figure 3.7a: Tooth Pitch Figure 3.7b: Gullet Area While designing a saw, it will be important to understand the restrictions presented by the saw blade choice and to ensure that the correct blade is selected. The next section helps to quantify this selection. The main considerations are likely to come from power related characteristics more than finish. Several types of blade will need to be investigated, but it is unlikely that a new blade will need to be designed. Current State of Woodworking Technology – Blade Types Not all blades are made from the same material, or even composed of the same number of parts. For wood cutting there are four main types of saw blade types; steel alloy, carbide tipped, stellite tipped, and insert tooth. Blade specification for different woods and tooth patterns recommended by Stephenson can also be found in appendix C. Figure 4.1: Dado Blade Source: Router bit world Steel Alloy Blades Steel alloy blades are the most common from of blades found in low volume saws. They are used for ripping and cross-cutting, and therefore also combinations of these two. In the last case a compromise must be made in order to offer high performance in as many cases as possible. One approach is the novelty blade, which uses groups of teeth. Each group contains ripping and crosscutting teeth that are ordered so as not to be counter productive for any type of cut. The other approach is the dimension or versatile blade. The teeth on this blade are all the same, but are designed to be somewhere between a ripsaw blade and a cross-cut blade. In addition to regularly shaped circular saw teeth, cross cutting and novelty blades introduce peg tooth circular saw blades shown in appendix B. Due to their flexibility, steel alloy saws can be given either swage or spring set tooth types. Note that when a swage set is used, the front and top bevel angles should be 00. Figure 4.2: Combination Saw Blade Source: Circlesaw.com Carbide Tipped Blades Carbide tipped blades have a wider range of applications than alloy blades. As well as wet and dry timber cutting that alloy saws are also capable of, they can cut boards such as plywood, chipboard and medium density fibreboard. This makes them useful in all levels of wood cutting. The material itself is up to ten times harder than steel alloys and as such wear is drastically reduced. This allows for a smaller chip size and therefore a better finish. The teeth are swage set and ground from blanks. Common set patterns explained by Oldham can be found in appendix D. Figure 4.3: Carbide Tipped Saw Blade Source: Simonds Stellite Tipped Blades Stellite tipped blades resist wear well at higher temperatures and are more resistant to the corrosion that attacks carbide tipped blades. Stellite is therefore best suited to primary conversion of wet logs and can also be used for frozen logs. The set patterns for carbide tipped blades also apply to satellite tipped blades. Figure 4.4: Stellite Tipped Saw Blade Source: Ernest Bennett Insert Tooth Blades Insert tooth saws are used almost exclusively in mills for rip sawing especially difficult or abrasive wood. There is no need for clearance angles as the insert is wider than the saw gauge. These extra hard teeth require a stronger material such as carbide or stellite. Figure 4.5: Insert Tooth Blade Woodworking Practice and Efficiency Manual feed saws are generally used without much in the way of time restrictions and a skilled operator can feel when he is moving too quickly or too slowly. Power fed saws however, look to maximise productivity and there are certain considerations that limit feed speeds. Having made this distinction, it is important to remember that all saws have a number of things in common. General Rules of Thumb •When using any saw there are guidelines that help with finish, power consumption, and vibration reduction. •Always have at least three teeth in the wood at any time for stability. •Avoid exceeding the recommended amount of the full gullet area (also known as gullet feed index). This is 0.3 for circular saws. •Avoid exceeding the recommended maximum feed rate. This varies with other parameters and is addressed later. Manual feed saws are generally used without much in the way of time restrictions and a skilled operator can feel when he is moving too quickly or too slowly. Power fed saws however, look to maximise productivity and there are certain considerations that limit this. To maximise production, the feed speed needs to be maximised. As long as the feeding and removing processes can keep up, the productivity increases making feed speed the main enemy of productivity. Feed speed can only be increased at a price, which comes in the form of finish, wear and power consumption. Chip thickness is a good indicator of the efficiency of a cut. A small chip indicates a high quality finish, but reduces the power efficiency and life time of the blade. A small chip has a higher likelihood of escaping into the cut and building up on the side of the blade. This causes binding and further increases the power consumption. A large chip will correspond to a lower quality finish, longer run time and lower power consumption. The chip thickness is very difficult to quantify, but it can be controlled through the bite per tooth and the approach angle. The approach angle is measured as the angle between the front face of the tooth and the horizontal. The positive angle is measure from clockwise from the horizontal. Figure 5.1: Chip Formation Source: Lunstrum 1 Cutting Calculations 1 It takes a skilled machinist to know whether the feed speed, arbour speed and arbour position are optimised. Bite per tooth and arbour height effect chip thickness directly. For a given angle a larger bite must give a thicker chip. Arbour height changes the approach angle and therefore also effects chip thickness directly. For a given bite per tooth a higher arbour gives a thicker chip. Increasing bite per tooth and arbour elevation therefore, leads to a poorer finish, less power consumption and a longer blade life. Neglecting finish and wear, which cannot be easily quantified, there are equations that can give power requirements, feed speeds, bite per tooth, and other useful information once some assumptions have been made. These assumptions make for an iterative process, and a spread sheet or computer model makes the process easier. There are also some limiting equations that prevent the gullet from being over filled. These formulae can only give an approximation since determination of cutting forces and pressures is a very involved process and requires a large number of measurements. The following example uses a specific cutting pressure of 8020 psi for softwood. For firs and hardwoods expected values would be 9000 psi and 16000 psi respectively. Blade Diameter (d) Number of Teeth (n) Blade Kerf (k) Gullet Area (a) Arbour Speed (N) Wood Thickness (t) Feed Rate (f) Specific Cutting Pressure (Ps) 14 in 108 0.125 (1/8) in 0.13 in2 3000 RPM 6 in 150 ft/min 8020 Psi Tooth Pitch (P) P d n 0.407 in Depth of cut (D) Dt P 4 5.898 in Rim Speed (c) c dN 12 10996 ft/min Cutting Calculations 2 Bite per Tooth (b) Cutting force (F) Gullet Feed Index (GFI) b F 12 f n N Ps k b D P GFI b D a Maximum GFI (MAX GFI) Maximum feed rate (MAX f) Power (E) Torque (T) 0.00556 in 80.67 lb 0.252 0.3 MaxGFI a c D P E Ps k b c D P 60 550 T F d 2 12 178.5 ft/min 26.88 hp 47.06 ft lb *Note that the maximum feed rate and GFI have not been exceeded here. Also the pitch is much less than the depth of cut allowing more than three teeth in the cut at any time. Therefore, the rules of thumb are being observed. Appendix A: Cuts 1 Over Cutting: The saw blade passes over the wood. Under Cutting: The saw blade passes under the wood. Climb Cutting: The teeth enter and exit the wood travelling in the same direction as the wood. The diagrams show examples in under cutting and over cutting respectively. Resistance Cutting: The teeth enter the wood travelling in the opposite direction as the wood. The diagrams show examples in under cutting and over cutting respectively. Appendix A: Cuts 2 Rip sawing: Ripping wood refers to cutting parallel to the grain. Rip saws are usually over-cutting saws with matched pairs for larger pieces. Cross Cutting: Cutting across the grain almost always requires an over-cutting climb-cutting saw. In order to get a respectable finish on the exiting face, a negative front bevel angle is required. Mitring: A combination of ripping and cross cutting, mitring requires the cross cutting approach of over-cutting climb-cutting since this will leave the best finish. Bevelling: Another combination of ripping and cross cutting, bevelling also requires a cross cutting approach. Appendix B: Blade Characteristics 1 Regular Tooth Shape: The regular shape of circular saw looks something like a wave. The cutting point of the tooth is at the crest of the wave. Peg Tooth Shape: Another shape of circular saw blade teeth looks more like what would be expected from a bands saw. Novelty Tooth Shape: The novelty tooth shape is a combination of the regular and peg tooth shapes. The tooth shape is not constant; instead identical groups are comprised of several identical groups of teeth. Hook angle: Hook angle is the angle between the face of the tooth’s cutting edge and the radial line at that point. A large hook angle makes for a very aggressive approach to the wood and as such requires less power. The price paid for this is a lower quality of cut and a lower resistance to vibration. In softwoods this could lead to knot being ripped out and spoiling the work piece. Conversely, too small a hook angle gives a cleaner cut with less vibration and requires more power to drive it. . The approximate rule is that power consumption changes by 2% for every 5 degrees. A peg tooth would have a larger negative hook angle, and would not follow the above ratio. Appendix B: Blade Characteristics 2 Clearance angle: Clearance angle is the angle between the top of the blade and the work piece at the point of contact. A large clearance angle is needed to prevent the top of the tooth from rubbing on the work piece and consuming too much power, but too large a clearance angle will produce a weak tooth and allow vibration. Due to the more elastic properties of softwood, a larger angle is required compared to hardwoods. A peg tooth would have a large clearance angle, around 600. Front bevel angle: Front bevel angle is the angle of the bottom face relative to the horizontal. For rip sawing, the front bevel angle is often ignored (0o), but for cross cutting a larger (negative) angle is needed. A larger front bevel angle gives a sharper tooth. Bevel of this face Back bevel angle (Peg tooth only): Back bevel angle is the bevel angle of the back side of the tooth. This is similar in position and function to the clearance angle of a regular tooth. Bevel of this face Appendix B: Blade Characteristics 3 Top bevel angle (Regular tooth only): Top bevel angle is similar to front bevel angle, but on the top face of the tooth. The tilted face clears waste away from the cutting surface. Bevel of this face Kerf: Kerf is the width of the cutting edges. Gauge: Gauge is the width of the saw blade body Set: Set is the difference between kerf and gauge. Spring set is mostly used for high speed steel and allow teeth and involves alternately bending the teeth left and right. Swage set is mostly used for insert teeth and involves forming each tooth to shape in order to cut both sides at once. Below are swage set (left) and spring set viewed from the front of the teeth. Back tooth Single tooth Front tooth Appendix B: Blade Characteristics 4 Side Clearance angle: Side clearance angle is the angle between the cutting plane and the side of the tooth. The diagram is looking at the front face of an insert tooth (swage set). Radial Clearance angle: Radial clearance angle is the angle between the front and back of the tooth. The diagram is looking at the top face of an insert tooth moving right to left. Pitch: Pitch is the distance between the cutting edges of the teeth. For circular saws, this is related to diameter and number of teeth by. Gullet: Gullet is the area between the teeth that holds chips during the cut. The size of gullet and the depth of cut limit the feed speed. Appendix C: Recommended Blade Specifications 1 Rip Saws Wood Type Softwood Light Hardwood Medium Hardwood Dense Hardwood Abraisive Hardwood Density [kg/mm3] <560 560-800 800-1040 >1040 --------------------------- Teeth 48 54 60 80 40 Hook Angle [0] 25-30 15-20 10-15 10 15 Clearance Angle[0] 20 15 15 15 15 Top Bevel Angle [0] 15 15 12 10 5 Gullet Depth * 0.5 0.5 0.5 0.45 0.35 Top Length * 0.25 0.3 0.3 0.3 0.25 Cross Cut Saws Tooth Profile Regular Peg Teeth 56-88 72-132 Hook Angle (0) -5 -30 Clearance Angle (0) 25 60 Top Bevel Angle (0) 10 ------------------------------------ Front Bevel Angle (0) 5 10 Back Bevel Angle (0) ------------------------------------ 15 Gullet Depth* 0.55 ------------------------------------ Top Length* 0.40 ------------------------------------ * Multiply by pitch Appendix C: Recommended Blade Specifications 2 Dimension Saws Tooth Profile Regular Peg Teeth 56-88 84-120 Hook Angle (0) 0 -10 Clearance Angle (0) 25 40 Top Bevel Angle (0) 10 ------------------------------------ Front Bevel Angle (0) 5 10 Back Bevel Angle (0) ------------------------------------ 15 Gullet Depth* 0.60 ------------------------------------ Top Length* 0.35 ------------------------------------ Novelty Blades Tooth Profile Regular Peg Teeth 12-20 12-20 Hook Angle (0) 15 -10 Clearance Angle (0) 25 40 Top Bevel Angle (0) 0 ------------------------------------ Front Bevel Angle (0) 0 10 Back Bevel Angle (0) ------------------------------------ 15 Source: Stephenson Appendix D: Common Swage Set Patterns 1 Square Top Tooth (SQT) Designed for heavy duty cutting, the square top tooth has no top bevel or radial clearance angle. This design benefits from cutting both sides of the kerf simultaneously allowing twice the material removal rate. The balanced forces reduce both body stress and vibration, and the tooth is a simple shape that is easy to maintain. The tooth shape also increases the possibility of tear out and the lack of clearance reduces the finish of the cut. Tungsten Carbide Tip Steel Body Alternating Top Bevel (ATB) The top bevel angle of the teeth alternates from approximately +15 to -15 on each consecutive tooth. The sharp points cut the material cleanly and draw chips away from the cutting surface for a fine finish. Large clearance angles allow the chip to fall cleanly into the gullet and the sharp points reduce the chance to tear out. The leading point is more susceptible to wear and so reduces the lifetime of the insert. The normal forces exerted by the work piece can cause vibration. The angles are more difficult to maintain consistently when sharpening. Appendix D: Common Swage Set Patterns 2 Triple Chip The first tooth is double bevelled on the corners to give two 45o corner bevels. This causes the tooth to only cut the centre of the kerf. The second tooth is a square top tooth that cuts into the corners of the kerf. This combination of the above tooth types has requires less force than square top teeth while maintaining balanced forces, good wear resistance, and free chip flow. This tooth combination is very difficult to accurately maintain and requires additional effort by the saw doctor. Planer Combination Alternating bevel teeth make the cut as with the ATB pattern, but the ‘V’ shaped material remaining is removed by a shorter square top tooth instead of the base of succeeding teeth. Combining the smooth cut of ATB and reduced vibration of SQT, this pattern gives a very good finish. Low pressures almost eliminate chances of tear out and the large clearance angles allow the chip to fall feely. The problem with maintenance is not avoided however, and it is still difficult to maintain the top bevel angles accurately. Source: Oldham References 1 Alden, Harry A. “Softwoods of North America.” Online posting. Sep. 1997. United States Department of Agriculture. 9 Feb 2005. <http://www.fpl.fs.fed.us/documnts/fplgtr/fplgtr102.pdf.> “All Products”. Irwin Industrial Tools. 9 Mar. 2005. <www.irwin.com/irwin/consumer/jhtml/allProducts.jhtml;jsessionid=XQA4FZQLITOS2CQHUB2CHPQKA4QGIIY4> BH Payne & Company, Inc. Home Page. 3 Mar. 2005. <www.paynesaws.com> “Carbide Tipped Bandsaw Blades.” Metal Products. Simonds International. 2003. 28 April 2005. <www.simondsinternational.com/ metal/carbide.html> “Construction and Tools”. Automata 7 Mar. 2005. <http://automata.co.uk/construction.htm> “Delta” Delta Machinery. Home page. 1 Sep 2004. 7 Feb 2005. <www.deltawoodworking.com> “Feeds and Speeds”. Efunda. 2005. Engineering Fundamentals Magazine. 29 Feb. 2005. <http://www.efunda.com/processes/machining/chip_formation_2.cfm?search_string=cutting Food and Agriculture Organisation of the United Nations. FAO Forestry Paper 58: Sawdoctoring manual. Rome: Publications Division FAO, 1985. Glossary of Saw Blade Terms. Oldham. 23 Jun. 2003. 3 Mar. 2005. <www.oldham-usa.com/Products/SawMain/Terms/BladeTerms.htm> “ITK Framing Decking Blade”. CMT. Cheyenne Sales Inc. 29 April 2005. <www.cheyennesales.com/catalog/cmt250_deck.htm> Lunstrum, Stanford J. “Circular Sawmills and their Efficient Operation.” Online posting. 1993. <www.fpl.fs.fed.us/documnts/misc/circsaw.pdf> References 2 Lunstrum, Stanford J. “Forest Products Utilization Technical Report no.10.” online posting. Jun. 1980. USDA Forest Services. 31 Jan. 2005. <http://www.fpl.fs.fed.us/documnts/fputr/fputr10.pdf.> “Machining accuracy”. BC Saw and Tooling Incorporated. Online Article. 30 Feb. 2005. <www.bcsaw.com/articles/art_E_5.htm> “Omega.” omega incorporated. Home page. 25 Apr. 2003. 7 Feb 2005. www.omgainc.com “Saw blade components and tip configurations”. Oldham. 23 Jun. 2003. 3 Mar. 2005. www.oldhamusa.com/Products/SawMain/Terms/carbideSBcomponents.htm “Sawing Formulas”. TKT Engineering. 1 Feb. 2005. http://www.thinkerf.com/formulas.htm. “Stellite”. Reade. 1997. 7 Mar. 2005. <www.reade.com/Products/Alloys/stellite.html> Stephenson, Eric. Circular Saws: Their manufacture, Maintenance and Application in the Woodworking Industries. 2nd ed. Hertford, UK: Stobart Davies, 2002. “Super HPG.” Ernest Bennett Saws. 28 April 2005. <www.ernestbennett.co.uk/superhpg.htm> “Tool King” Toolking.com. Home page. 7 Feb. 2005. 7 Feb. 2005. www.toolking.com Woodworkers Glossary. The Woodworkers choice. 27 Oct. 2004. 3 Mar. 2005. <www.thewoodworkerschoice.com/glossary.htm>