Mfg. Operations Standards Need to
Converge into a Manufacturing
Application Integration Framework
Charlie Gifford
Director
Lean Production Management
Agenda
“What are the tough implementation problems
(infrastructure, standards) that must be solved to
make “smart assembly” a reality?”
1. State of 21st Century Plant and Production Mgt. Technology
2. Challenges for B2M and B2B
3. Interoperability Maturity Model
4. Significant Events in Mfg Operations Standards
5. What is Business-to-Manufacturing Integration?
6. A View into an Evolving Manufacturing Application Framework
5 minutes of Discussion
GE’s Standards Liaison
for Manufacturing Operations
Charlie Gifford, Director of Lean Production Management
– Chairman, ISA95 Best Practices Working Group
– Chairman, ISA95 Part 4 Quality Test Ops Mgt Working Group
– Voting Member, ISA88 & ISA95 Committee
– ISA95 Representative, ISA95/SCOR Alignment Working Group
– Information Member: ISA99
– GE Representative, Mfg Interoperability Guideline Working
Group
– GE Representative, MESA Technical Committee
– Director, ISA Computer Technology Division 97-99
– GE Representative, SCOR MAKE Committee
– Chairman, Editorial Board, Industrial Computing Magazine 98-02
– Published over 35 papers on Industrial Computing
– Standards Work: ISA84, 88, 95, MESA, SCOR, Many DOD
Standards
Aligning Mfg. Capabilities to 21st Century
Challenges Mandates Change…
20th Century Manufacturing Flow
Suppliers
Manufacturers
Supplier
Exchanges
Dist
Logistics
Exchanges
Customers
Retailers
Customer
Exchanges
Virtual Mfg.
CMs
Logistics
Providers
Copyright @2004 AMR Research:
All rights reserved.
Business Evolves into Configurable
Demand-Driven Supply Chains
Need:
Production
Capability
DC
Customer
Supplier
Plant
DC
Supplier
Customer
Customer
Plant
DC
Supplier
Customer
Plant
DC
Supplier
Customer
DC
Copyright @2004 AMR Research:
All rights reserved.
DC – Dist. Channel
Customer
Evaluate: Customer Value + OTD +
Configured Production Capability = Profit Margin
Plant
Plant
Plant
Plant
Plant
CM
DCs
CM
Plant
Copyright @2004 AMR Research:
All rights reserved.
CM
CM
CM
Plant
Loosely coupled
capacity based on
profit/value ratio or
compromise between
value chain (profit) and
stream (demand)
21st Century Manufacturing Enablers:
Flexibility & Real-Time Visibility
Challenges of B2M and B2B
Communication and Processes
• Many different applications
across the enterprise doing the
same function
• No enterprise wide application
and information architecture
• Several versions of “enterpriseobjects” or language for Product,
Customer, Order, etc.
Challenges of B2M and M2M Integration
• Effective and Flexible Mfg. Operations
Business
Logistics
…..HARD TO DO!
• Various Forms of the MES / ERP solution:
Industry-specific production types
Mixture of work order types across plant
Speed and Volume of Throughput
Manufacturing
Operations
• Standardization of work flow “best practices”
Must Allow Change in Production Processes
Without requiring change in logistics system
Provide a clear demarcation of MES / ERP
responsibilities and functions
Technology S Curve: Challenge Explained
Also Applies to Methods Development:
Delivery, Training, User, Support and Change disciplines
HMI / SCADA / PLC
ERP
SCM
MES / PM
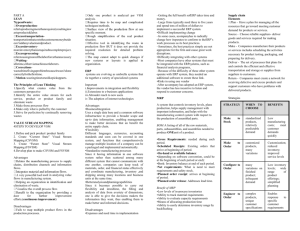
2006 Top Strategic Platform Investments
Focus on Mfg Operations!
Customer
Management
14%
11%
34%
39%
ERP
Product Lifecycle
Management
Sourcing and
Procurement
Supply Chain
Management
5%
4%
3%
3%
15%
12%
Manufacturing
Operations
Desktop software
21%
22%
9%
10%
Most Important (n=442)
Source: AMR Research 2006 IT Spend Survey
Largest Dollar (n=439)
Interoperability Maturity Models Applied to
Logistics and Operations Systems
• Level of Information System Interoperability (LISI)
– Framework scopes connectivity level for technical interoperability
– Does not account for system response required for mfg. workflows
Dept. of Defense
Efforts Now on How to Model Systems to
Business Process Before Going Live
• Levels of
Conceptual
Interoperability
Model (LCIM)
provides a
framework for
planning your data
before modeling
your application
Virginia Modeling, Analysis & Simulation Center
Old Dominion University
Lean Manufacturing
Transformation Road Map
Build Single Schema to Accelerate
Standardization Effect of
Mfg. Application Framework
•Standardization Effect
•S =Standardization
• I = Improvement
•Key elements behind
standardization are:
• Takt time scheduling
• Standard Work towards
single schema & process
• Route & Recipe
verification process
• Change mgt. process
Effect of ISA95 together with Lean process
and 6 Sigma production improvements
Lots of Standards Convergence Activity:
10+ Years of Work Moves toward Product
Machine
Standards
Process Standards (ISA, IEC, ISO, ANSI)
SP-88
OMAC
Packagaing
Workgroup
Dennis Brandl
1
2
3
4
5
6
S88-S95
Lynn Craig
1
SP-95
WBF
Keith Unger
(3)(4*)
Craig Wilkins
(1)(2)(3)(4*)
2
3
4
5
B2MML
Emerson
Brandl
SP-99
(cyber security)
Byran Singer
BatchML
Emerson
Brandl
SC65
Tech.
Reports
Make2Pack
Dave Chappell
(1)(2)
S88 Part 6
Thomas
Nash
OPC
(0)(1)(2)(3)(4)(5)
MIMOSA
(3)(4)
OAG /
OASIS
(3)(4)
Supply Chain
/ SCOR
(4)(5)
IEC
61513
62264
CIDX
ISO
JWG15
OMAC-ISA Activity
OMAC
Manufacturing
Infrastructure
OMAC
Architecture
Group
Executive
Council
Numerous
Technical
Director
Dave Bauman
Microsoft Man.
Users Group
Machine Tool
HMI-API
Step-NC
Packagaing
Workgroup
PackConnect
PackSoft
PackAdvantage
PackML
PackLearn
Make2Pack
Rick VanDyke
Gerd Hoppe
Bill Henderson
Fed Putnam
Mike Lamping
Dr. Ken Ryan
Dave Chappell
An Integration Evolution:
MIG WG Manufacturing Domain Mapping
• Data Modeling:
Real-Time Data Aggregation vs. Business Process
Transactions
OAGIS, SCOR
Level 5+: Inter-Enterprise
OAGIS, SCOR
Level 4+: Enterprise
Process
ISA-95
OAGIS
B2MML
ISA-88
OPC: DA, HDA, A&E
OMAC
FOUNDATION
ISA-99
MIMOSA
OPC UA
Discrete
Hybrid
Level 3:
Manufacturing Operations
Levels 2, 1, 0:
Machine / Plant Work
ISA-95 & Purdue Hierarchy Model Defines
MOM and ERP+ Domains for Information
Exchanges
4 - Establishes the basic plant schedule Business Planning
& Logistics
ISA 95.01, .02, &
.05 Standards
Plant Production Scheduling,
Operational Management, etc
production, material use, delivery, and
shipping. Determines inventory levels.
Time Frame
Months, weeks, days
3 - Work Unit and Flow Defined. Work flow
/ recipe control produces desired end
ISA 95.03, .04 &
Manufacturing
products. Analyzes Work Data, Maintains
.06 Standards
Operations Management
records and optimizes the production
Dispatching Production, Detailed Production
process.
Scheduling, Reliability Assurance, ...
Time Frame
Days, Shifts, hours, minutes, seconds
2 - Work unit (operation): Monitor, supervisory
control and automated control of the
production work process
Batch Continuous Discrete
Control
Control
Control 1 - Sensing of production work process,
manipulate the production work process
0 - The actual production work process
Manufacturing Application Framework and
Transformation Methodology
Supply Chain &
Mfg. Scenario &
Metrics
Domain
Definitions
Functional Segregation
& Metrics
by Scenarios and Domain
Functions &
Data Flows
of Interest
Inputs
Conversion Distribution Consumer
(Supplier) (Mfg.)
OutR&D Inbound Mfg. Mkting bound Service
Logistics Ops. & Sales Logistics
Material Production
Assembly QA
Prep
Package
Manufacturing
Use Case
Metrics
Use Cases and
Transaction Set
Construction
Customer
Supplier
Metrics
Information
Company
Data Model, Construction
Production
Objects and Categories for
Information
Canonical Schema Definitions
Analytics
ProcessPurchaseOrder
AcknowledgePurchaseOrder
ShowDeliveryReceipt
ProcessInvoice
ConfirmBOD
From ANSI/ISA-95.00.01-1995 Copyright ISA 2006. Used with permission. www.isa.org
ISA-95 Functional Enterprise-Control Model
Order
Processing
(1.0)
Product Cost
Accounting
(8.0)
Product
Shipping Admin
(9.0)
Product
Inventory
Control(7.0)
Production
Scheduling
(2.0)
Material and
Energy Control
(4.0)
Procurement
(5.0)
Production
Control
(3.0)
Maintenance
Management
(10.0)
ISA S95
Part 1&2
Research
Development
& Engineering
Quality
Assurance
(6.0)
Marketing
& Sales
From ISA-95 Copyright ISA 2004. Used with permission. www.isa.org
ISA 95: 4x4 Object Model Defines
Production Work for B2M Data
Exchanges
4 Resource Categories
Resources
People
Equipment
4 Information Categories
Product
Materials
Structure / View
Capability
Product Definition
Product
Time
Production Capability
Production
Production Schedule
Segments
Production Performance
From ISA-95 Copyright ISA 2004. Used with permission. www.isa.org
First, Lets Understand Primary Drivers for
MOM / ERP+ Segregation Requirements
Work Flow Complexity
Matrix
Production Types
Discrete Manufacturing
Batch Processing
Continuous Processing
Work Order Types
Engineer-to-Order (ETO)
Make-to-Order
(MTO)
Make-to-Stock
(MTS)
9
Packaging &
Assembly
Discrete
Production
Batch
Mtl. Prep
Process
ETO
MTO
MTS
Mfg. Scenarios (with hybrids) of Production and WO Types
Each have a specific set of business processes and rules
Contributors: Legacy, Speed, Volume, Size, Compliance, SKU
Count
Interoperability Interface Depends on
Production Environment, Industry, Products…
Product
Definition
Production
Capability
Production
Schedule
Production
Performance
D/B-ETO
Detailed
Production
Scheduling
B/P-MTO
P-MTS
Production
tracking
Production
Resource Mgt.
Production
Performance
Analysis
Production
Dispatching
Production
Data Collection
Product
Definition Mgt.
B-MTO
Production
Execution
P-MTS
Level 2 Process Control/ Plant Work
From ISA-95 Copyright ISA 2004. Used with permission. www.isa.org
System Function Segregation &
Interoperability
Determines Lean Performance
ISA 95.03 “- Part 3: Activity Models of MOM”
Maintenance
Production
Quality Test
Inventory
Level 4+: Extended Enterprise
Maintenance
Definitions
Maintenance
Capability
B2M
U
Maintenance Maintenance
Request
Response
Product
Definition
Production
Capability
Maintenance
data
collection
Maintenance
execution
Production
tracking
Production
data
collection
Product
definition
management
Quality
test resource
management
Production
performance
analysis
Production
dispatching
Maintenance
analysis
Maintenance
dispatching
Inventory
Definitions
Inventory
Capability
Quality
test data
collection
Quality test
execution
Inventory
Response
Inventory
tracking
Inventory
dispatching
Quality
analysis
Quality test
dispatching
Production
execution
Inventory
resource
management
Quality test
tracking
Quality
definition
management
Inventory
Request
Detailed
inventory
scheduling
Detailed
quality test
scheduling
Production
resource
management
Maintenance
tracking
Maintenance
definition
management
Quality Test Quality Test Quality Test
Quality
Response
Request
Definitions Capability
Detailed
production
scheduling
Detailed
maintenance
scheduling
Maintenance
resource
management
Production Production
Schedule Performance
Inventory
analysis
Inventory
data
collection
Inventory
definition
management
Inventory
execution
Level 2: Plant Work
Manufacturing Application (Use Case) Framework (MAF)
System Architecture Must Support Continuous Improvement
Must Allow Change in Production Processes
Clear demarcation of MOM / ERP+ responsibilities & functions
From ISA-95 Copyright ISA 2004. Used with permission. www.isa.org
Current State of Integration
• Mostly at the data level
• Mostly point to point
• Custom program interfaces or
flat file exchange
• Grows at exponential rate
Integration Technology Evolves From
Data to Process Level Capabilities…
Integration Architecture Patterns
Point
to
Point
(Custom)
Message
Oriented
Middleware
Object
Brokers
Enterprise
Business
Process
Application
Management
Integration
Continually Evolving
© CSC
2005 All
rights
reserved.
Data
Replication
&
File
Transfer
Extract
Transform
Load
(ETL)
Workflow
Service
Oriented
Architecture
Enterprise
Application Service
Servers
Bus
Web Services
BUT….Semantic Layer in Integration is
Lagging
• Interoperability requires interfaces to be
standardized. Only 5% of the interface is a function
of the middleware. The other 95% is a function of
the application semantics. (Gartner Group)
Application
Integration
Semantics
Messaging and
Transport Services
95%
5%
OAGIS® 9.0 Scope
Provides Business Semantics
Domains Addressed
• eCommerce
• Manufacturing
• Logistics
• CRM
• ERP
10 Years in the Field
70 Business Scenarios, 434 Messages (BODs)
77 Nouns (Common Objects) & 12 Verbs Defined
7 Workgroups of new Content
More localization for more International support
UN/CEFACT/ISO compliant
ISO 11179, CCTS 2.01/ISO 15000-5, TBG17
BIE/ABIE
OAGIS B2M Integration: ISA95/OAGIS
Convergence
Plant
Functions
BODS
Product Definitions
and Production
Capabilities
Production Orders
WIP and
Inventory Status
Order Completion &
Resource
Consumption
Sync/Get/Show
ItemMaster
Sync/Get/Show Production
Order
Get/Show/Update
Inventory Count
Get & Show
Consumption
Sync/Get/Show
Inventory
Sync/Get/Show
Routing
Get/Show/Confirm
Inventory Issue
Allocate Costing
Activity
Sync/Get/Show
Unit of Measure Group
Sync/Get/Show
Dispatch List
Issue/Receive
Inventory Movement
Update Inspection
Sync/Get/Show
Bill Of Material
Sync/Get/Show
Maintenance Order
Get/Show/Update
WIP Confirm
Get/Show/Confirm
Inventory Issue
Get/Show/Sync
Engineering Change
Document
Sync/Get/Show
Planning Schedule
Process WIP Merge
Issue/Receive
Inventory Movement
Sync/Get/Show
Engineering Work
Document
Sync/Get/Show
Sequence Schedule
Process WIP Move
Show Shipment
Schedule
Sync/Get/Show
Planning Schedule
Sync/Get/Show
Employee Schedule
Process WIP
Recover
Show Shipment
Sync/Get/Show
Sequence Schedule
Process WIP Split
Get/Show/Update
Picklist
Sync/Get/Show
Inspection
Get/Show WIP
Status
Time & Attendance
MAF Best Practice
Transformation Methodology
Utilizes ISA95 with other Models throughout Best Practices
ISA95/MESA BP Working Group: Book 1.0, December
2006
Step 1: (Define)
Train Staff on Technical Applications used to benchmark &
design business process in Methodology (Steps 2-4)
Step 2: (Define, Measure, Analyze)
Structured Mfg. Ops. Assessment and Schema Migration Plan
Step 3: (Analyze, Improve, Control)
Accelerated MOM Application Implementation &
Transformation
Step 4: (Analyze, Improve, Control)
Life Cycle Management of MOM Application, Interfaces &
Smart Assembly Need Methods for Schema,
Process, & Lean 6 Sigma Transformations
• Interoperable MOM / ERP solutions require consistent:
• Production Data Model and Schema based on Work Definition
• Functional and Data Exchange Models
• Consistent Message Structure from M2B and B2M
• Methodology for MOM / ERP integration
• Single Production Schema Reinforces Lean practices such as:
Standard work flow practices across MOM Activities:
Production, Quality, Maintenance, & Inventory Operations
Schedule/Dispatch, Data entry methods, CID, ECO, Routes,
etc.
Cross-training operators and mechanics:
Common work definition for operations and resources
Single XML production schema across all MOM applications
simplify Data Collection, Analytics, Interfaces and Reporting
Questions?
Charlie Gifford
charlie.gifford@ge.com
Director-Lean Performance Mgt.
GE Fanuc America
Chairman, ISA-95 Best Practices Working Group