Stock is held either because it
is convenient to buy in bulk,
or because the item is
required faster than the
supply can provide it.
The Amount of Safety stock held in an organization
depends upon three main factors:
• the variability of demand
•the reliability of supply
• the dependability of transport
The general approach to this situation is to set
stock levels to cover the normal variability of
demand and to adjust the other two variables
so that they are relatively insignificant. Quality
initiatives have improved the supply situation
but it is usually found that the major
uncertainly is caused by customers and their
unpredictable requirements.
Store records show the movement of
stock in and out of the warehouse and
such historical information is essential
for evaluating what level of stock to
hold.
Individual stock movements logged
on the stock records to be analyzed
into movements per time period,
normally weekly, so that weekly usage
statistics are produced for each stock
item.
The normal amount of stockholding can be
determined by statistical methods which rely on
history to predict the future, and assume no
change in circumstances during periods ahead.
Safety stock is primarily to cover random
variations in demand, but it can also cover many
other situations such as:
•Supply failure
•Production shortfall
•Transport failure
•slow, unreliable or inaccurate information
•and any other source of disruption of service
Risk measurement
The reason for having to use SDs and MADs is that they
are the only sensible ways to work out stock levels.
Additional Safety stock
Safety stock is normally calculated on the basis of
unknown demand. The quality of supply from the
manufacturers may also prompt an increase in safety
stock, either because the lead time for an item may
vary between placing one order and the next,
necessitating extra stockholding, or because the
supplier’s delivery performance against the lead time is
unreliable and delivery is more often late than early.
Stock availability
The need to cover for changeability of demand is a
central task of inventory control.
Unexpected demand requires a level of safety stock to
cover for it. In fact using the normal distribution, the
unexpected demand can be anticipated, or at least
taken into account.
Standard deviation
-is theoretically the correct measurement. Standard
deviation should be built into computer systems.
The basic premise for safety stock is that the differences
between the forecast and the actual demand are
random.
SD= √[(1/N) x exi²]
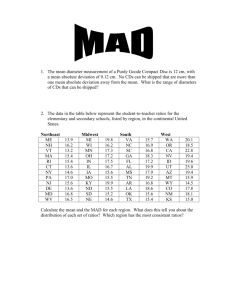
Mean absolute deviation
The MAD is a simple assessment of the variability of
demand pattern. MAD is the basis from which stock is
calculated.
MAD = Sum of absolute deviations from mean
Number of periods included in the sum
Slow-moving items
For a large number of stock items the usage rate is low.
This includes obsolescent items, non-standard lines
and spares. For these the ‘normal’ distribution is
squashed against zero usage and is replaced by a
skewed distribution.
Demand for slow movers is a Poisson distribution.
Standard Dev. = √Ave. demand
Standard Dev. Of sales orders = √Ave. # of sales orders
Excess and obsolete items
Obsolete should be that there is no use for the item. This
information is normally only available when the
customer changes to a direct and improved substitute.
In many instances, goods are classed as obsolete as a
result of a long period with no demand; so the
practical definition is usually that an item is obsolete if
it is has not moved for months.
 0
0