Chapter Fourteen:
Inventory Management
© 2007 Thomson, a part of the Thomson Corporation. Thomson, the Star logo, and Atomic Dog are trademarks used herein under license. All rights reserved.
Outline of Chapter Fourteen
14-1
Types of Inventory Situations
14-2
Costs of Inventory
14-3
Differentiation of Inventory Costs by Process Type
14-4
Order Point Policies (OPP)
14-5
Economic Order Quantity (EOQ) Models—Batch Delivery
14-6
Economic Lot Size (ELS) Models
14-7
Perpetual Inventory Systems
14-8
Periodic Inventory Systems
14-9
Quantity Discount Model
© 2007 Thomson, a part of the Thomson Corporation. Thomson, the Star logo, and Atomic Dog are trademarks used herein under license. All rights reserved.
14-1 Types of Inventory Situations
Seven issues differentiate classes of inventory situations. Here are 1 thru 3.
1. Static vs. Dynamic Inventory Models: Static applies when one decision is
allowed about how much to buy for a constrained marketing window such
as Valentines Day. Dynamic situations require continuous decisions
about how much to order at different points in time.
2. Make or Buy Decisions: A major decision with many factors. Definitive
ways exist to decide whether to do-it-yourself or outsource the work.
3. How certain is demand? Certainty exists if there is a contract for a given
number of units. Risk exists when a distribution of demand possibilities
has been accepted as a reasonable forecast. Uncertainty is when a
reasonable forecast has not been derived—and anything could occur.
© 2007 Thomson, a part of the Thomson Corporation. Thomson, the Star logo, and Atomic Dog are trademarks used herein under license. All rights reserved.
14-1 Types of Inventory Situations (continued)
Seven issues differentiate classes of inventory situations. Here are 4 thru 7.
4. Seasonality will alter demand distributions in a stable fashion. If other
drivers of change occur which are not anticipated, the forecasting system
for demand is not stable, and the distribution will vary in unexpected
ways.
5. Smooth demand systems allow regular withdrawals from inventory and
good production planning. Lumpy and sporadic demands may lead to
stock outages as well as overstock situations.
6. The interval between placing an order and receiving the replenishment
stock is the lead time. Inventory planning is more difficult when lead time
can vary a great deal.
7. Dependent demand exists when components are required as part of an
assembly, e.g., steering wheels and autos. Independent demands are not
tied to other item demands.
© 2007 Thomson, a part of the Thomson Corporation. Thomson, the Star logo, and Atomic Dog are trademarks used herein under license. All rights reserved.
14-2 Costs of Inventory
The core of inventory analysis lies in finding and measuring relevant costs.
Six major costs are listed and a seventh for “others.” Here are 1 thru 3.
1. Ordering costs (Cr) include operating systems to signal need; determining
from whom to order and how much; placing the order; receiving,
inspecting, storing items, documenting receipt, paying suppliers, and
notifying users.
2. Setup, takedown, and changeover functions (Cs) are job shop costs.
Efforts have led to major cost-cutting. This has promoted higher
production variety levels. Such cost savings are termed economy of
scope.
3. Costs of carrying inventory (cCc) are best summarized by Table 14-1
which has estimates for high, medium, and low carrying cost rates (Cc).
The per unit costs (c) of inventoried items are charged a tax (Cc) for
interest that is not earned, storage, spoilage, pilferage, insurance, etc.
© 2007 Thomson, a part of the Thomson Corporation. Thomson, the Star logo, and Atomic Dog are trademarks used herein under license. All rights reserved.
Carrying Costs of Inventory
Table 14-1 Components of Carrying Costs (Cc): Historically
High, Medium, and Low Estimates as a Percent of the
Product’s Cost per Year
Category
High
Medium
Low
Lost opportunity costs*
15.00
9.00
6.00
Obsolescence
3.00
1.00
0.00
Deterioration
3.00
1.00
0.25
Shipping and handling
2.00
1.00
0.25
Taxes
0.25
0.10
0.05
Storage cost
0.25
0.10
0.05
Insurance
0.25
0.10
0.05
Miscellaneous
0.25
0.10
0.05
Theft
6.00
0.10
0.05
Cc totals
30.00%
12.50%
6.75%
*Loss due to inability to invest funds in profit-making ventures, including loss of interest.
© 2007 Thomson, a part of the Thomson Corporation. Thomson, the Star logo, and Atomic Dog are trademarks used herein under license. All rights reserved.
14-2 Costs of Inventory
The core of inventory analysis lies in finding and measuring relevant costs.
Six major costs are listed and a seventh for “others.” Here are 4 thru 6.
4. Accepting discounts offered for buying larger volumes entails extra
carrying costs and reductions in ordering costs. Discounts must at least
offset any net additional costs to make them worth consideration.
5. Out-of-stock costs can vary from trivial to significant penalties. If the
outage applies to a critical item, the problem can assume major
proportions.
6. Costs of running the inventory system include processing data, updating
information, etc. These systemic costs will vary according to the size and
geographic dispersion of the inventory, the need to be up-to-the-minute,
the capabilities of the computer system, and the training of personnel. It
will also depend on whether the inventory system is perpetual or periodic
© 2007 Thomson, a part of the Thomson Corporation. Thomson, the Star logo, and Atomic Dog are trademarks used herein under license. All rights reserved.
14-2 Costs of Inventory (continued)
The core of inventory analysis lies in finding and measuring relevant costs.
Six major costs are listed and a seventh for “others.” Here is 7.
7. Other costs are associated with special circumstances. For example the
cost of delay in processing orders can be crucial for heart transplant
patients.
Service organizations are sensitive to customer displeasure with delays
in providing services such as healthcare, restaurant food, restoration of
electricity, or telephone repair. Production interruptions can be costly.
Salvage costs can be relevant in static inventory situations, for E-bay
and for the antique business. Spoilage costs, in some instances, might
be better treated separately from carrying costs.
The key is to capture costs that are the true drivers of the inventory
system.
© 2007 Thomson, a part of the Thomson Corporation. Thomson, the Star logo, and Atomic Dog are trademarks used herein under license. All rights reserved.
14-3 Differentiation of Inventory Costs by
Process Type
•
Significantly different inventory costs characterize each type
of work configuration. The cost differentials play a major
strategic role in P/OM planning for capacity, quality, and
delivery speed.
•
Flow shops have low ordering cost, rarely incur setup costs,
obtain discounts on volume purchases, suffer serious
penalties for production interruptions. Therefore, deliveries
are crucial.
•
Job shops have salvage problems, do not obtain discounts,
have high ordering costs and low carrying costs, high setup
costs but low outage costs.
© 2007 Thomson, a part of the Thomson Corporation. Thomson, the Star logo, and Atomic Dog are trademarks used herein under license. All rights reserved.
14-3 Differentiation of Inventory Costs
by Process Type
•
Projects have high ordering costs with single orders to
fulfill expected demand. Interruptions can be prohibitively
costly. Time is of the essence. Good project management
controls setup and cleanup costs which can be substantial.
Modularity can help cut setup times and costs.
•
Flexible Process Systems (FPS) including FMS use
common parts for production families. This promotes
volume discounts. By the very nature of flexibility, setup
costs are low but the capital costs of equipment is high and
so full utilization must be promoted.
© 2007 Thomson, a part of the Thomson Corporation. Thomson, the Star logo, and Atomic Dog are trademarks used herein under license. All rights reserved.
14-4 Order Point Policies (OPP)
•
OPP define the stock level for reordering, called the reorder point
(RP), or OPP define an interval (to) between orders.
•
Perpetual inventory systems continuously monitor stock levels. Stock
withdrawals are usually online—real time. The computer is
programmed to note that the RP is reached and calls for an order of
fixed size. Intervals between orders vary with demand.
•
Periodic inventory systems operate a time-based reorder point policy.
Orders are placed at specific dates, often coordinated with delivery
constraints. Orders are of varying size, placed at specific points in
time, with fixed intervals between orders.
© 2007 Thomson, a part of the Thomson Corporation. Thomson, the Star logo, and Atomic Dog are trademarks used herein under license. All rights reserved.
Conditions for OPP and MRP
MRP is the acronym for material requirements planning. It is an
alternative system for managing inventories. Table 14-2 describes the
conditions under which OPP and MRP apply.
Table 14-2
Continuity Requirement
Model Type
Static order
One-shot, single period
Dynamic orders
OPP
Continuous smooth demand
OPP
Sporadic demand in clusters
MRP
Demand Dependency Requirement
Model Type
Independent
OPP
Components dependent on end item
MRP
© 2007 Thomson, a part of the Thomson Corporation. Thomson, the Star logo, and Atomic Dog are trademarks used herein under license. All rights reserved.
14-5 Economic Order Quantity (EOQ)
Models—Batch Delivery
EOQ models determine fixed order quantities (Qo) based on minimizing total
variable costs (TVC) which are the sum of the carrying costs and the ordering
costs for each stock keeping unit (SKU). These costs are shown in
Figure 14-1.
Figure 14-1 Variable Carrying Cost Line (A) and Variable Carrying Cost Curve (B)
© 2007 Thomson, a part of the Thomson Corporation. Thomson, the Star logo, and Atomic Dog are trademarks used herein under license. All rights reserved.
Economic Order Quantity (EOQ) Models
Figure 14-2 shows two separate situations in one diagram.
The first has order quantity of Q = 1,000. Withdrawals from stock are
continuous and regular. For Q = 1,000, the average inventory is half that
amount, i.e., 500. Delivery occurs at year 1 and 2. The 1,000 items
enter inventory in a single batch. Work out the details for Q = 500.
Figure 14-2 Constant Withdrawal Order Policies for Q = 1,000 and Q =
500 units; Demand (D) = 1,000 Units/Year
© 2007 Thomson, a part of the Thomson Corporation. Thomson, the Star logo, and Atomic Dog are trademarks used herein under license. All rights reserved.
Economic Order Quantity (EOQ) Models
Figure 14-4 has more information than Figure 14-1, but it portrays the
same situation. The minimum of the total variable cost line (TVC)
occurs at (Qo). c is the cost per unit; D is the demand per year; Cc is
the carrying cost rate per year, Cr is the ordering cost per order.
Figure 14-4 Total Variable Cost: TVC = ∑ (Carrying Costs + Ordering
Costs) in Dollars/Year As a Function of Q
© 2007 Thomson, a part of the Thomson Corporation. Thomson, the Star logo, and Atomic Dog are trademarks used herein under license. All rights reserved.
Economic Order Quantity (EOQ) Models
The fixed and optimal (Q-sub-oh for Qoptimal) order
quantities (Qo) result from the square root formula shown
here where c is the cost per unit, D is the demand per time
period, Cc is the carrying cost rate, Cr is the ordering cost.
2 DCr
Qo
cCc
© 2007 Thomson, a part of the Thomson Corporation. Thomson, the Star logo, and Atomic Dog are trademarks used herein under license. All rights reserved.
14-6 Economic Lot Size (ELS) Models
ELS models provide continuous delivery of product instead of
delivery in batches. The EOQ delivery pattern is shown in
Table 14-3 where a batch delivery of 6 units is made every
third day (called A). The ELS delivery pattern of two units every
day is called B, and is shown in Table 14-4.
© 2007 Thomson, a part of the Thomson Corporation. Thomson, the Star logo, and Atomic Dog are trademarks used herein under license. All rights reserved.
The Intermittent Flow Shop (IFS) Model
The ELS model determines optimal online run time for an item. Run
time is equivalent to production output in units so ELS determines
optimal online number of production units (Qo).
2 DCs p
Qo
cCc p d
where c is the cost per unit, D is the demand per time period, Cc is
the carrying cost rate, Cs is the setup cost, p is production rate per
day. d is demand in units per day.
© 2007 Thomson, a part of the Thomson Corporation. Thomson, the Star logo, and Atomic Dog are trademarks used herein under license. All rights reserved.
Table 14-3 Batch Production of
Table 14-4 Continuous Production
Six Units at a Time
Day
# of Units
Stage of Completion
Day
# of Units
Stage of Completion
1
6 units
started
Six units are one-third
finished
1
2 units
started
Two units are finished and
delivered
2
Six units are two-thirds
finished
2
2 units
started
Two units are finished and
delivered
3
Six units are completed
and delivered
3
2 units
started
Two units are finished and
delivered
Six units are one-third
finished
4
2 units
started
Two units are finished and
delivered
5
Six units are two-thirds
finished
5
2 units
started
Two units are finished and
delivered
6
Six units are completed
and delivered
6
2 units
started
Two units are finished and
delivered
Six units are one-third
finished
7
2 units
started
Two units are finished and
delivered
8
Six units are two-thirds
finished
8
2 units
started
Two units are finished and
delivered
9
Six units are completed
and delivered
9
2 units
started
Two units are finished and
delivered
18 units delivered in 9
days
Total
18 units
finished
18 units delivered in 9
days
4
7
Total
6 units
started
6 units
started
18 units
finished
© 2007 Thomson, a part of the Thomson Corporation. Thomson, the Star logo, and Atomic Dog are trademarks used herein under license. All rights reserved.
The Intermittent Flow Shop (IFS) Model
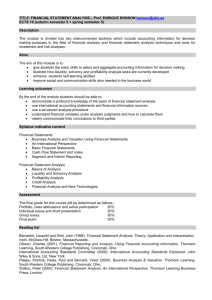
Figure 14-5 graphically depicts the behavior of the ELS model. Note the
production rate line is calculated by pt1. Time, t1, is online production run time for
our item. It is 415 days in the figure. Then, production of our item ceases until
day 500. Off-line time, t2 = 85, can and should be used to make other items that
are group technology compatible.
Figure 14-5 The Operation of the Economic Lot Size (ELS) Model for
Intermittent Flow Shop Planning
© 2007 Thomson, a part of the Thomson Corporation. Thomson, the Star logo, and Atomic Dog are trademarks used herein under license. All rights reserved.
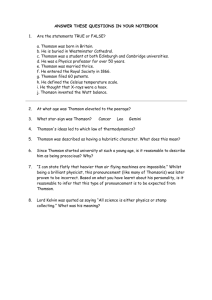
The IFS Model
Figure 14-6 shows maximum storage required as well as rates (p-d)
and d where (p-d) is daily production for period t1 minus daily
withdrawal for period t2.
Figure 14-6 The ELS triangle is divided into two right triangles called A
and B: A shows stock accumulation at the rate of (p – d), and B reflects
continuous deliveries at the rate of (d) units per time period.
© 2007 Thomson, a part of the Thomson Corporation. Thomson, the Star logo, and Atomic Dog are trademarks used herein under license. All rights reserved.
Buy (EOQ) or Make (ELS) with Lead Time
(LT) Determination
Figure 14-7 compares the EOQ purchasing model with the ELS producer
model. The costs of each system can be derived and compared to
determine Make or Buy. LT controls should be exercised including
expediting when required.
Figure 14-7 Lead Time Determines the Reorder Point for Both EOQ and
ELS Models
Lead time = LT
Reorder point = QRP
© 2007 Thomson, a part of the Thomson Corporation. Thomson, the Star logo, and Atomic Dog are trademarks used herein under license. All rights reserved.
14-7 The Perpetual Inventory System
EOQ and ELS models assume no variability of demand. Variability of demand
is a fact of life except under contract. Figure 14-8 shows the calculation of the
reorder point QRP for the online, real time, continuous monitoring of the
perpetual inventory system. Note how Buffer (Safety) stock is included in QRP.
The size of the tail α (probability for outages) is determined by QRP.
Figure 14-8 Determination of the Reorder Point QRP
© 2007 Thomson, a part of the Thomson Corporation. Thomson, the Star logo, and Atomic Dog are trademarks used herein under license. All rights reserved.
Operating the Perpetual Inventory System
Saw tooth shape of the EOQ is evident in this purchase Qo situation.
In Figure 14-9 Buffer stock is shaded; QRP is indicated; LT for
replenishment is constant; interval between orders varies.
Figure 14-9 A Perpetual Inventory System – SOH Computed with Each
Withdrawal
© 2007 Thomson, a part of the Thomson Corporation. Thomson, the Star logo, and Atomic Dog are trademarks used herein under license. All rights reserved.
Two-Bin Perpetual Inventory Control System
Figure 14-10 shows a two-bin (PIC) system. It is ideal for liquid and
small part inventories. When replenishment order, Qo is received, Bin 1
is filled to QRP and (Qo - QRP) is added to Bin 2 which is used for stock
withdrawal. When Bin 2 is empty, QRP is activated.
Figure 14-10 The Two-Bin System Is a Self-Operating Perpetual
Inventory System Where QRP = DLT + buffer stock
© 2007 Thomson, a part of the Thomson Corporation. Thomson, the Star logo, and Atomic Dog are trademarks used herein under license. All rights reserved.
14-8 The Periodic Inventory System
Periodic inventory systems are based on ordering up to a level
M as shown in Figure 14-11.
Figure 14-11 The Periodic Inventory System Where SOH Is Computed at Fixed
Intervals and Q is Variable
© 2007 Thomson, a part of the Thomson Corporation. Thomson, the Star logo, and Atomic Dog are trademarks used herein under license. All rights reserved.
14-8 The Periodic Inventory System
M-level is calculated in terms of the optimal interval between orders (to).
This interval is a function of the optimal order quantity (Qo).
Qo
to
D
2Cr
DcCc
Advances in computing have made perpetual inventory systems preferred
for most situations. Nevertheless, there are circumstances when periodic
systems are essential. For example, to coordinate truck deliveries to auto
part stores or to assemble car load lots for freight trains.
© 2007 Thomson, a part of the Thomson Corporation. Thomson, the Star logo, and Atomic Dog are trademarks used herein under license. All rights reserved.
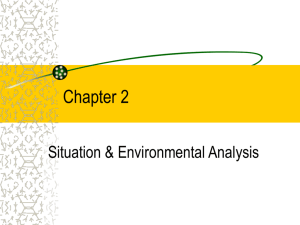
14-9 Quantity Discount Model
When discounts are offered as incentives for ordering more units, total cost
curves become discontinuous at the price breaks. This is shown in the sideby-side curves of Figure 14-12. Ordering more units to qualify for discounts
is not always cost effective. The indicated solution in Figure 14-12 is to
order more than the discount quantity, Q1, i.e., order b.
Figure 14-12 Quantity Discount Model: Total Cost Curves (Break Point, Q1)
© 2007 Thomson, a part of the Thomson Corporation. Thomson, the Star logo, and Atomic Dog are trademarks used herein under license. All rights reserved.
Spotlights in Review 14-1
The Demand for Business Intelligence
• Humans (smart, slow, and prone to error) are giving up some control
to let machines (obedient, fast, and accurate) replace traditional
business methods with on-demand data and retrieval systems.
• By automating an entire company’s operations into a well-managed
business intelligence system, it is possible to analyze contracts with
suppliers and negotiate better ones; see which regional offices are
underperforming, and do a lot more.
• A few years ago, business intelligence systems were a future goal;
now they are a reality for many firms. Installing a reliable system that
integrates all major variables with speed and agility, using the
enormous capabilities of the web to connect all parts of the business
on a global scale is a tremendous achievement.
• Limits have not been reached. Developments continue to astound.
Business intelligence capabilities have been amplified and enhanced
to a point where architecture of internal and external services is
radically improved.
© 2007 Thomson, a part of the Thomson Corporation. Thomson, the Star logo, and Atomic Dog are trademarks used herein under license. All rights reserved.
Spotlights in Review 14-2
The Race for Next-Generation Technology
• Methods for motivating innovation arise when an organization
mandates a fundamental change in its inventory. By congressional
decree, one-third of all ground combat vehicles must be able to
operate unassisted by 2015. DARPA was commissioned to achieve
the result. It spent millions pursuing this goal with no luck at first.
• A new tack was tried. DARPA proposed a competition for the private
sector with large rewards. The Grand Challenge for Autonomous
Ground Vehicles has been successful with its contest for mobile
robotic vehicles riding unassisted over rugged desert-like terrain.
• In March 2004, 15 challengers failed to complete the course and no
one earned the 7-figure reward. A 2nd Grand Challenge was held in
Oct. 2005. The race began with distribution of CDs containing GPS
route coordinates for each vehicle’s computer. Stanford’s Artificial
Intelligence Laboratory entry completed the race with an average
speed of 19.1 mph. Clearly a triumph for MOT and the private sector.
© 2007 Thomson, a part of the Thomson Corporation. Thomson, the Star logo, and Atomic Dog are trademarks used herein under license. All rights reserved.
Questions You Can Now Answer
• What does inventory management entail?
• What differences differentiate static and dynamic inventory models?
• How do demand distributions effect inventory situations?
• How do lead-times play important roles in inventory management?
• How many costs are significant in inventory analysis?
• What are the important inventory costs and how do they differ?
• What is OPP all about?
• What is an EOQ model?
• What is an ELS model?
• What is MRP?
© 2007 Thomson, a part of the Thomson Corporation. Thomson, the Star logo, and Atomic Dog are trademarks used herein under license. All rights reserved.
Questions You Can Now Answer
• How does a perpetual inventory system work?
• Does the perpetual inventory system influence days of inventory?
• Does the perpetual inventory system influence inventory turns?
• How does the periodic inventory system work?
• Does the periodic inventory system influence days of inventory?
• When should a discount be offered?
• When should a discount be taken?
• Why would a marketing manager like inventory levels to be high?
© 2007 Thomson, a part of the Thomson Corporation. Thomson, the Star logo, and Atomic Dog are trademarks used herein under license. All rights reserved.
Study Areas Ahead
• Spotlight 15-1 is titled, Innovation: Everyone Has Something to Say
about It (from the Latin innovare, to renew)
• Understanding MRP is essential for P/OM and other functional
manager as well. MRP applies to about 70 percent of all inventory.
• Learn why the Master Production Schedule (MPS) is a crucial
planning document.
• Know how Closed-Loop MRP and MRP II lead to the powerful
status of ERP in today’s world.
• Spotlight 15-2 is an interview with one of the most influential P/OM
thinkers of our time. Dr. Eliyahu M. Goldratt expounds on “The
Fallacy of Pursuing Local Optimums.”
• Why projects are increasingly important for anyone who hopes to
succeed in business, government, or the private sector.
• And there is more!
© 2007 Thomson, a part of the Thomson Corporation. Thomson, the Star logo, and Atomic Dog are trademarks used herein under license. All rights reserved.