Cycle Time - xs3d.kaist.edu
advertisement

CASE 2014 Technical Presentation
Cycle Time and Throughput Models of Clustered
Photolithography Tools for Fab-Level Simulation
Kyungsu Park and James. R. Morrison
Department of Industrial and Systems Engineering
KAIST, South Korea
© 2014 – James R. Morrison – IEEE CASE – August 2014 - 1
Presentation Overview
•
Motivation
•
System description: Clustered photolithography tool (CPT)
•
Equipment models
•
Linear model
Affine model
Exit recursion model
Flow line model
Numerical experiments
Same sample & same parameter
Different sample & same parameter
Different sample & different parameter
•
Concluding remarks
© 2014 – James R. Morrison – IEEE CASE – August 2014 - 2
Motivation
© 2014 – James R. Morrison – IEEE CASE – August 2014 - 3
Motivation (1)
• Semiconductor manufacturing
• Global revenue in 2013: NT$ 9,540 billion (US$ 318 billion)
[1]
• Construction costs
• 300 mm wafer fab:
• 450 mm wafer fab:
NT$150 billion
NT$300-450 billion
(US$ 5 billion [2])
(US$10-15 billion)
• Significant value for improvements
• 1996-1999: Fab production control method earned Samsung NT$ 15 bi
llion (US$ 1 billion [3]) additional revenue
• 2005: IBM’s 30 independent supply chains merged into a single global
system and saved NT$ 180 billion (US$ 6 billion [4])
• …
© 2014 – James R. Morrison – IEEE CASE – August 2014 - 4
Motivation (2)
• Clustered photolithography tools (CPT)
•
•
•
•
Purchase cost of NT$ 0.6-3 billion (US$ 20-100 M [5])
The most expensive tool in a fabricator
Typically the bottleneck of the fabricator
Key yield and cycle time contributor
[5]
© 2014 – James R. Morrison – IEEE CASE – August 2014 - 5
Motivation (3)
• Want: Models for CPTs
• Accurate:
Predict throughput with less than 1% error
• Expressive:
Incorporate fundamental behaviors
• Computationally tractable: Very quick to calculate results
• For the purpose of:
•
•
•
•
Understanding toolset performance
Enabling capacity optimization
Toolset scheduling or optimization
Improving the quality of fab simulation models
© 2014 – James R. Morrison – IEEE CASE – August 2014 - 6
System Description:
Clustered Photolithography Tool (CPT)
© 2014 – James R. Morrison – IEEE CASE – August 2014 - 7
System Description: CPT (1)
Scanner
Clustered
Photolithography
Tool
•
•
•
•
•
•
Multi-cluster tool, robot in each cluster, IF buffers, STK buffer
Scanner is often the CPT bottleneck
Largely deterministic process times
Process time can vary by product
Setups between lots (reticle changes, pre-scan setup, …)
Wafer handling robot decision policy & deadlock prevention [6]
© 2014 – James R. Morrison – IEEE CASE – August 2014 - 8
System Description: CPT (2)
“
“
© 2014 – James R. Morrison – IEEE CASE – August 2014 - 9
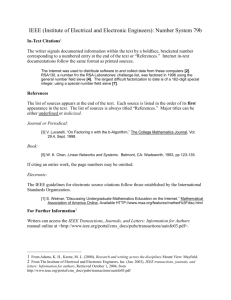
System Description: Performance Metrics
• Notation
al: Arrival time of lot l to the tool
Sl: Start time of lot l in the tool
Cl: Completion time of lot l from the tool
• Performance measures
Cycle time of lot l: CTl := Cl - al
Computation time
Lot residency time of lot l: LRTl := Cl - Sl
Throughput time of lot l: TTl := min{ LRTl , Cl – Cl-1 }
TT1
TT2
TT3
Lot 1
Lot 2
Lot 3
Time
© 2014 – James R. Morrison – IEEE CASE – August 2014 - 10
Equipment Models
© 2014 – James R. Morrison – IEEE CASE – August 2014 - 11
Models for CPTs
• Models with various levels of detail
Detailed Model
Linear Model
“Everything”
A(k1)
A(k1), B
Affine Models
A(k1), B(k1)
Access Big Data
A(k1), B(k1, k2)
Flow Line
Models
Parametric flow lines
Data Analytics
Empirical flow lines
With complete tool log data
Exit Recursion
Models
With wafer in/out log data
With lot in/out log data
Simulate
models
© 2014 – James R. Morrison – IEEE CASE – August 2014 - 12
Linear Model
Ax Model for lot cycle time in a one machine tool
Wafers
enter
Wafers
exit
m
Al
•
Referred to as the Ax equipment model or linear model
Pros:
•
•
between
wafer completions:
–TimeSimple
to understand
estimation:
–Process
Fasttime
computation
•
Cons:
Al
PT
Ak1 ∙ w(l)
( w(l):tothe
number
wafers
–Tl =
Exactly
matched
single
waferoftool,
notof
tolot
CPTl )
𝐴 𝑘1 =
𝑙∈𝛺(𝑘1)[𝐶𝑀,𝛺(𝑙,𝑤 𝑙 ) −𝑆(𝑙)]
Complete Model:
𝑆l = max{ al , 𝑉l-1 }
𝐿l = 𝑆l
𝐶 l = 𝑆l + Ak1 ∙ w(l)
𝑉l = 𝐶 l
𝑙∈𝛺(𝑘1) 𝑤(𝑙)
© 2014 – James R. Morrison – IEEE CASE – August 2014 - 13
Affine Models
𝐴 𝑘1 =
𝑙∈𝛺(𝑘1)[𝐶𝑀,𝛺(𝑙,𝑤 𝑙 )
𝐵=
𝑙∈𝛺(𝑘1)[𝑤
𝑙∈𝛺[𝐶𝑀,𝛺(𝑙,1)
− 𝐶𝑀,𝛺(𝑙,1) ]
𝑙 − 1]
− 𝑆(𝑙)]
𝑙∈𝛺 1
B can be generalized to B(k1), B(k1, k2)
•
Pros:
•
•
••
•
• Referred
Simpletotoasunderstand
the Ax+B model
• FirstFast
computation
wafer
delay:
Bl
Time between wafer completions:
Al
Cons:
estimation:
• Process
Only time
one module
per process, so not matched to CPT
= Ak1
∙ (w(l)
1) +when
Bl the
( w(l)
: the
number of wafers of lot l )
• TlPTNew
lots
enter–only
tool
is empty
Complete model:
𝑆l = max{ al , 𝑉l-1 }
𝐿l = 𝑆l
𝐶 l = 𝑆l + B + Ak1 ∙ (w(l) - 1)
𝑉l = 𝐶 l
© 2014 – James R. Morrison – IEEE CASE – August 2014 - 14
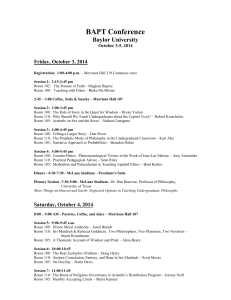
Flow Line Models: Elementary Evolution Equations
Process i
W
W-1
• Notation
• aw : Arrival time of wafer w to the tool, aw≥ aw-1
• Xi(w) : Entry time of wafer w into process i of the tool
• 𝜏𝑖 : Deterministic process time for process i
• Elementary Evolution Equations (EEEs)
• X1(w) = max{aw , X2(w-1) }
• Xi+1(w) = max{Xi(w) + 𝜏𝑖 , Xi+2(w-1) }
• XM(w) = max{XM-1(w) + 𝜏𝑀−1 , XM(w-1) + 𝜏𝑀 }
(M is the last process)
© 2014 – James R. Morrison – IEEE CASE – August 2014 - 15
Flow Line Models: Extensions
Wafers
enter
Wafers
exit
• Elementary Evolution Equations (EEEs) can be generalized to allow:
•
•
•
•
Different classes of wafer to be produced
Multiple modules per process
Consider robotic workload in process times of modules
Consider setups – reticle setup, pre-scan setup
• Parameter extraction
• Parametric flow line model – Known process times, robot times, and setup times
• Empirical flow line model – Parameters extracted from tool processing data
© 2014 – James R. Morrison – IEEE CASE – August 2014 - 16
…
…
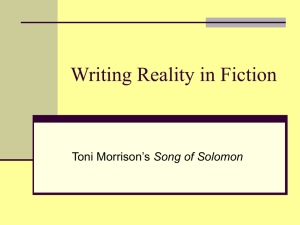
Flow Line Models: Exit Recursions
Wafer Lots
Arrive
P1
P2
P3
t1
t2
t3
PM
…
tM
Wafer Lots
Exit
• Theorem: Exact recursion for customer completion (exit) times [7,8]
…
…
M
cM k 1 max ak 1 t m , cM k t B
m 1
R =3
R1=2
P2
R2=1
3
RM=2
Customers
Arrive
Customers
Exit
…
• Theorem: Recursive bound for customer completion (exit) times [9]
M
(i )
C (k ) max ak t m , max C (k i ) t max
iN
m 1
© 2014 – James R. Morrison – IEEE CASE – August 2014 - 17
Exit Recursion Model (1)
• Conceptually based on flow line exit recursions
~
~
Ci max ai FWD k (i ) A1k(i) (Wi 1), Ci 1 A2k(i),k(i 1) (Wi 1) B k (i ),k (i 1)
No Contention at bottleneck
Contention at bottleneck
• Complete model
~
~
~
k(i)
k(i),k(i1)
Ci max Si FWDk(i) A1 (Wi 1), Ci 1 A2
(Wi 1) Bk(i),k(i 1)
~
~
k(i),k(i 1)
Si Li E
~
~
Li max ai , Vi 1
~ ~
k(i),k(i 1)
Vi Ci D
© 2014 – James R. Morrison – IEEE CASE – August 2014 - 18
Exit Recursion Model (2)
• Parameter extraction
FWD k
1
FWD(l )
Φ1(k) lΦ (k)
k
A1
1
B
k1 ,k 2
1
Φ2(k1,k 2 )
B(l ) D
l Φ2(k1 ,k 2 )
l Φ1(k)
k1 ,k 2
1
A (l )
Wl 1 lΦ (k) 1
1
Φ0 (k1,k2 )
k
A2
1
D(l ) E
lΦ0(k1 ,k 2 )
l Φ 2(k)
k1 ,k 2
1
Φ0(k1,k2 )
• Populations used as a function of available category of data
© 2014 – James R. Morrison – IEEE CASE – August 2014 - 19
1
A (l )
Wl 1 lΦ (k) 2
2
E(l)
lΦ0(k1 ,k 2 )
Model Properties
Proposition: Exactness of completion times in the linear model
(i)
(ii)
All completion times in the linear model exactly match those in a single process deterministic flow
line from which the parameters are derived..
Throughput time can be exactly achieved on average in a flow line with different structure..
Proposition: Exactness of completion times in the affine model
(i)
(ii)
Completion times in the affine model exactly match those in a deterministic flow line in which each
lot starts on an empty tool (via full flush constraint) from which the parameters are derived.
Throughput time can be exactly achieved on average in a flow line with different structure..
Proposition: Exactness on completion times in the exit recursion model
Completion times in the exit recursion model exactly match those in a deterministic flow line from which
the parameters are derived with
(i) A single class of wafers and constant setup between wafers , or
(ii) Multiple wafer classes with no setup, proportional service and geometric decay within channels
© 2014 – James R. Morrison – IEEE CASE – August 2014 - 20
Numerical Experiments
© 2014 – James R. Morrison – IEEE CASE – August 2014 - 21
Numerical Experiments
[1]
•
•
•
•
•
LWP(Longest waiting pair) robot policy[6]: gives optimal steady state throughput
Dead lock avoidance rule
Setup time ~ Uniform(210, 260); Reticle alignment ~ Uniform(240, 420)
13,000 lots x 30 replications
Assume detail simulation is true operation.
A : Linear Model B : Affine Model - A(k1),B C : Affine Model - A(k1),B(k1)
D : Affine Model - A(k1),B(k1,k2) E : FL Model F : EFL Model
G : ER Model - Tool Log H : ER Model - Wafer Log I : ER Model - Lot Log
© 2014 – James R. Morrison – IEEE CASE – August 2014 - 22
Same Sample, Same Parameter
•
loading level : 0.95, train level : 3, lot size : {22, 23, 24} with probability {0.25, 0.5, 0.25}, both setups
Cycle Time
40%
36.36%
36.35%
Lot Residency Time
10%
36.28% 36.26%
0.61%
-2.59%
E
F
G
2.56%
2.34%
0%
30%
-10%
20%
Detail
A
B
C
D
H
I
-20%
10%
0%
-10%
2.74%
Detail
A
B
C
D
-0.09%
-0.13%
E
F
2.60%
3.52%
3.17%
-30%
-40%
G
H
I
-50%
-60%
•
Throughput Time
10%
•
5%
0.00%
0%
Detail
A
-0.00
B
-0.00
C
-0.00
D
-0.01%
E
-0.02%
0.00%
0.03%
-0.09%
F
G
H
I
--51.32% -51.33% -51.33% -51.33%
Linear model & Affine models are only good in
throughput time.
ER models & Flow line models are good in all
times.
-5%
-10%
© 2014 – James R. Morrison – IEEE CASE – August 2014 - 23
Same Sample, Same Parameter
•
loading level : 0.3, train level : 3, lot size : {22, 23, 24} with probability {0.25, 0.5, 0.25}, both setups
Cycle Time
Lot Residency Time
10%
10%
3.97%
5%
5%
2.16%
2.15%
2.15%
2.15%
0%
Detail
A
B
C
D
2.27%
-0.30%
-0.57%
E
F
2.33%
-0.04%
G
H
-17.28% -17.28% -17.28% -17.28%
0%
I
-5%
-5%
Detail
A
B
C
D
0.20%
-0.09%
0.81%
E
F
G
1.71%
H
I
-10%
-15%
-10%
-20%
•
Throughput Time
10%
•
5%
0%
Detail
-0.00%
-0.00%
-0.00%
-0.00%
-0.13%
-0.35%
0.03%
0.07%
-1.82%
A
B
C
D
E
F
G
H
I
Linear model & Affine models are good in cycle
time, and throughput time.
ER models & Flow line models are good in all
times
-5%
-10%
© 2014 – James R. Morrison – IEEE CASE – August 2014 - 24
Different Sample, Same Parameter
•
loading level : 0.95, train level : 3, lot size : {22, 23, 24} with probability {0.25, 0.5, 0.25}, both setups
Cycle Time
Lot Residency Time
80%
10%
0%
58.35%
60%
43.43%
-10%
46.19% 47.40%
40%
-20%
20%
-30%
4.97%
-0.37%
1.24%
2.70%
2.04%
E
F
G
H
I
0%
Detail
A
B
C
D
-20%
•
5%
-0.12%
0%
Detail
A
0.05% 0.05%
B
C
0.06%
0.03%
D
E
0.01%
F
0.01%
G
0.04%
H
B
C
D
E
F
G
H
I
2.75%
0.62%
-2.58%
2.77%
2.46%
-50%
•
10%
A
-40%
-60%
Throughput Time
Detail
-51.40%
-51.31% -51.31% -51.31%
Linear model & Affine models are only good in
throughput time.
ER models & Flow line models are good in all
times.
-0.00%
I
-5%
-10%
© 2014 – James R. Morrison – IEEE CASE – August 2014 - 25
Different Sample, Same Parameter
•
loading level : 0.3, train level : 3, lot size : {22, 23, 24} with probability {0.25, 0.5, 0.25}, both setups
Cycle Time
Lot Residency Time
10%
10%
3.98%
5%
5%
2.57%
2.65%
2.52%
2.30%
2.42%
0.44%
-0.17% -0.35%
0%
Detail
A
B
C
D
E
F
G
H
-17.22% -17.14% -17.16% -17.16%
0%
2.28%
I
-5%
-5%
Detail
A
B
C
D
0.29%
-0.03%
0.84%
E
F
G
2.23%
H
I
-10%
-15%
-10%
-20%
•
Throughput Time
10%
•
5%
0%
Detail
0.09%
0.19%
A
B
0.17%
0.17%
-0.16%
-0.37%
0.05%
0.14%
-1.46%
C
D
E
F
G
H
I
Linear model & Affine models are good in cycle
time, and throughput time.
ER models & Flow line models are good in all
times
-5%
-10%
© 2014 – James R. Morrison – IEEE CASE – August 2014 - 26
Different Sample, Different Parameter
•
From loading level : 0.95 & train level : 3, To lading level : 0.8 & train level : 1
With lot size : {22, 23, 24} with probability {0.25, 0.5, 0.25}, both setups
Cycle Time
Lot Residency Time
25%
10%
19.29%
20%
20.21%
17.67%
15%
0%
Detail
-5.09%
-4.05%
A
B
-5.90% -4.12%
C
D
-0.04%
0.43%
6.36%
5.67%
Detail
A
B
C
D
E
F
G
H
I
E
F
-30%
G
H
I
-10%
-40%
-37.96% -37.89% -37.89% -37.81%
-50%
•
Throughput Time
10%
•
5%
-5.19%
0%
-5%
2.17%
-20%
5%
-5%
0.08%
0%
-10%
10%
0.11%
Detail
A
-5.09%
B
-5.09%
-4.97%
-0.00%
-0.11%
-0.04%
0.00%
-0.42%
C
D
E
F
G
H
I
•
Linear model & Affine models are slightly good
in cycle time, and throughput time .
ER models are good in lot residency time, and
throughput time.
Only FL models are good in all times.
-10%
© 2014 – James R. Morrison – IEEE CASE – August 2014 - 27
Different Sample, Different Parameter
•
From lot size: {22, 23, 24} with {0.25, 0.5, 0.25}, to lot size: {12, 13, 14} with {0.25, 0.5, 0.25}
with loading level : 0.95, train level : 3, both setups
Cycle Time
Lot Residency Time
40%
20%
20%
-33.18% -14.54% -15.85% -15.21%
0%
Detail
A
B
C
D
0.29% -0.64%
E
F
-0.43%
G
H
I
-20%
-20%
Detail
A
B
C
D
F
3.56%
7.43%
G
H
0.38%
I
-40%
-80%
•
Throughput Time
5%
0%
Detail
A
B
C
D
-0.13%
-0.16%
-0.17%
0.02%
-3.78%
E
F
G
H
I
•
•
-10%
-9.92%
-9.92%
Linear model & Affine models are bad in all
times.
ER models are good in lot residency time, and
throughput time.
Only FL models are good in all times.
-9.92%
-15%
-20%
E
0.39%
-60%
-40%
-5%
-59.70% -56.67% -56.68% -56.67% 1.26%
0%
17.66% 16.71%
-16.21%
© 2014 – James R. Morrison – IEEE CASE – August 2014 - 28
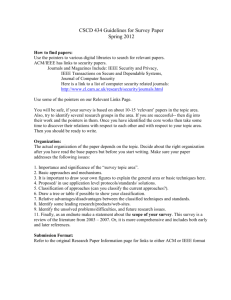
Computational Comparison
Relative Computation Time
Linear Model
0.5
Affine Model
1
ER Model
2.4
FL Model
120
Detailed Simulation
13,000
© 2014 – James R. Morrison – IEEE CASE – August 2014 - 29
Accuracy Comparison
Same Sample, Same Parameter Different Sample, Same Parameter Different Sample, Different Parameter
Linear Model
CT
LRT
TT
CT
LRT
TT
CT
LRT
TT
Affine Models
CT
LRT
TT
CT
LRT
TT
CT
LRT
TT
ER Models
CT
LRT
TT
CT
LRT
TT
CT
LRT
TT
Flow Line Models
CT
LRT
TT
CT
LRT
TT
CT
LRT
TT
• Errors relative to detailed model
• Error of 20%+
• Error 5-20%
• Error 0-5%
© 2014 – James R. Morrison – IEEE CASE – August 2014 - 30
Concluding Remarks
© 2014 – James R. Morrison – IEEE CASE – August 2014 - 31
Concluding Remarks
• CPT: Expensive & typically fab bottleneck toolset
• Models for CPT throughput time, process time & cycle time
• Classic models: Linear, affine
• Recent models: Flow line, exit recursion
• Compare: Computation and accuracy
• Next directions
• Improved models: Newer exit recursions, additional
parameters
• Implementation: Fab simulation, optimization, etc.
© 2014 – James R. Morrison – IEEE CASE – August 2014 - 32
References
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
HIS iSuppli April 2011
Elpida Memory, Inc., available at http://www.eplida.com,
Leachman, Robert C., Jeenyoung Kang, and Vincent Lin. "SLIM: Short cycle time and low inventory in manuf
acturing at samsung electronics." Interfaces32.1 (2002): 61-77
http://www.forbes.com/forbes/2003/0811/076.html
Roger H. French and V. Hoang, “Immersion Lithography: Photomask and Wafer-Level Materials,” Tran.
Annual Review of Materials Research, Vol. 39, 93-126
Hyun Joong Yoon and Doo Yong Lee, “Deadlock-free scheduling of photolithography equipment in semicon
ductor fabrication,” IEEE Trans. Semi. Mfg., vol. 17, no. 1, pp. 42-54, 2004
Avi-Itzhak, B. "A sequence of service stations with arbitrary input and regular service times." Management
Science 11.5 (1965): 565-571
Friedman, Henry D. "Reduction methods for tandem queuing systems." Operations Research 13.1 (1965): 1
21-131
Park, Kyungsu, and James R. Morrison. "Performance evaluation of deterministic flow lines: Redundant mo
dules and application to semiconductor manufacturing equipment." Automation Science and Engineering (
CASE), 2010 IEEE Conference on. IEEE, 2010
Morrison, James R. "Deterministic flow lines with applications." Automation Science and Engineering, IEEE
Transactions on 7.2 (2010): 228-239
Morrison, James R. "Multiclass flow line models of semiconductor manufacturing equipment for fab-level s
imulation." Automation Science and Engineering, IEEE Transactions on 8.1 (2011): 81-94
Longest waiting pair: [7] Geismar, H.N.; Sriskandarajah, C.; Ramanan, N., "Increasing throughput for robotic cells
with parallel Machines and multiple robots," IEEE Trans. Auto. Sci. and Eng., vol.1, no.1, pp.84,89, Jul 2004
© 2014 – James R. Morrison – IEEE CASE – August 2014 - 33