Six Sigma
Qualtec
Improving Your Business Results
Transactional Black Belts
Are Different!
Six Sigma In Service and Transaction Environments
Six Sigma Qualtec – All Rights Reserved
March 11, 2016
Improving Your Business Results
Transactional Black Belts Are Different!
Transactional Black Belts are different!
We advance this argument based on our experience that
Transactional Black Belts often encounter environments where
no process is defined, often must define and re-design a whole
process versus a step in a manufacturing process, find cycle time
is a more useful overall measure versus defect count for project
selection, and find changes are hard to reverse in a human
related environment versus the more reversible machine or
material-related environment. Learn more details in this
presentation and how this training will have more impact on your
results.
Six Sigma Qualtec – All Rights Reserved
March 11, 2016
Improving Your Business Results
Transactional Black Belts Are Different!
Transactional Black Belts are different!
Learn typical problem modes, why cycle time is
your most useful overall measure, and the cultural
impact on your organization.
Six Sigma Qualtec – All Rights Reserved
March 11, 2016
Improving Your Business Results
Agenda
• Origins of Six Sigma — Manufacturing
Systems
• Previous applications of Six Sigma in
Service and Transaction Environments
• Characteristics of the Service and
Transaction Environment
• Principles and structures of a new
transaction curriculum
Six Sigma Qualtec – All Rights Reserved
March 11, 2016
Improving Your Business Results
What is Process Capability?
The Manufacturing Perspective
Example Output from Manufacturing Capability Study
The focus of process capability analysis in manufacturing systems is to predict the
likelihood of producing products which do not meet specifications.
Six Sigma Qualtec – All Rights Reserved
March 11, 2016
Improving Your Business Results
Components of Variation
The Manufacturing Perspective
Most variation has multiple causes. We refer to these
causes as “components” of variation. In a manufacturing
process, variation is caused by:
•Machines
•Materials
•Product Designs
•People
•The environment
•Measurement systems
Six Sigma Qualtec – All Rights Reserved
March 11, 2016
Improving Your Business Results
Short Term (Inherent) Capability
The Manufacturing Perspective
One “generic” component of variation is referred to as “Short Term” in the
world of Six Sigma. Six Sigma was originally developed around the concepts
of manufacturing capability and more specifically, machine capability.
Sometimes we refer to this as “inherent” capability. We estimate inherent
capability by determining the standard deviation of parts produced over a
very short period of time, hence the term Short Term Capability.
x
sshort term
Six Sigma Qualtec – All Rights Reserved
March 11, 2016
Improving Your Business Results
Long Term Capability (Performance)
The Manufacturing Perspective
The other “generic” component of variation in Six Sigma is referred to
as “Long Term”. It is assumed that anything that occurs over the
long term is related to factors other than the internal properties of the
machine itself. Factors like material variation, fluctuations in
temperature or humidity, different people, and tool wear are all
potential causes of long term variation.
st
lt
total
2
st
2
lt
2
total
Estimates inherent machine capability
Estimates degree of process control
Estimates variability in final, delivered parts
Six Sigma Qualtec – All Rights Reserved
March 11, 2016
Improving Your Business Results
General Manufacturing Improvement Strategy
Measure
Define the project scope.
Select the output characteristics (the Ys).
Assess the performance specifications.
Validate the measurement systems.
Establish the initial capability (for the Ys).
Define the performance objectives.
Document the potential Xs.
Analyze the sources of variability.
Analyze
Improve
Screen the potential causes.
Identify the appropriate operating
conditions.
Determine the process capability
Control
Six Sigma Qualtec – All Rights Reserved
(for Xs).
Implement the process controls.
Document what you have learned.
March 11, 2016
Improving Your Business Results
Traditional Approaches to Six Sigma in
Service and Transaction
• Retained all of the metrics from manufacturing
systems including short-term and long-term variation
• Retained most of the statistical tools except:
•Variable gage studies
•Fractional factorial experiments
•Optimization experiments
• Added few new tools
• Changed examples from manufacturing focus to
business focus
Six Sigma Qualtec – All Rights Reserved
March 11, 2016
Improving Your Business Results
Understanding the Service & Transaction
Process
“Let the data do the talking”
Recently, we evaluated completed Black Belt
projects from service and transaction oriented
companies to determine if there were any patterns
to the problems these organizations face. In
addition, we discussed Six Sigma implementation
efforts with Black Belts, Black Belt Candidates,
course instructors, and other consultants.
Here’s what we found:
Six Sigma Qualtec – All Rights Reserved
March 11, 2016
Improving Your Business Results
Who Is in the Class?
• Black Belt Candidates
– Demographics
•
•
•
•
Age is late 20’s to mid 30’s
Traditional, small cog in big machine
Compartmentalized, little sense of big picture
Risk and change averse
– Education
• Liberal Arts degrees
• Professional roles, such as accounting
• Some MBAs and engineering backgrounds
– Selection (usually one of the below reasons)
• Available body
• Fast track
• Close to critical problem
Six Sigma Qualtec – All Rights Reserved
March 11, 2016
Improving Your Business Results
What Kind of Problems Do We Face?
• Over 80% of the projects found that system or process design
was the major cause of problems.
– No process
• There was no standard, documented process and workers operated
“by the seat of their pants”
– Multiple (sometimes conflicting) processes
• Several documented process designs existed. This problem most
often occurred across organizational boundaries
– Bad process
• The process, as designed, was poorly structured, had too many
alternative paths, undocumented decision making points or criteria, or
poor cross-functional interfaces
– Process not followed
• A process (possibly even a “good” process) existed, but was not
followed. Organization boundaries were often major stumbling block.
Six Sigma Qualtec – All Rights Reserved
March 11, 2016
Improving Your Business Results
How Do People Perceive Their Process?
• Most participants in service and transaction
systems had a poor understanding of the
concepts of:
–
–
–
–
–
Process
Product
Cycle Time
Defects
Requirements
• Most participants had little or no experience
with data collection
Six Sigma Qualtec – All Rights Reserved
March 11, 2016
Improving Your Business Results
How Do People Solve Problems?
• Most existing problem solving methods were
based on systematic trial and error
• Methods were characterized by:
–
–
–
–
Poor problem definition
“Solution Speculation”
Poor solution validation
Shotgun implementation
• Phrase “The last time we solved this
problem…” was common!
Six Sigma Qualtec – All Rights Reserved
March 11, 2016
Improving Your Business Results
What Kind Of Data Do We Have?
There are only three main characteristics which can be
measured in the business environment:
•Money
•Opinion
•Time
Everything else is based on:
•Counts
Six Sigma Qualtec – All Rights Reserved
March 11, 2016
Improving Your Business Results
How Good Is Our Data?
• Existing process measurements had the following
general characteristics:
– Measures of money were fairly accurate and reliable, but were
often made too far after problem creation to be of value in problem
solving. Financial measures were most valuable in project
selection.
– Measures of of time were non-existent, wrong, or over-simplified.
Time was observed to be the best problem identification and
problem solving metric.
– Measures of opinion (where they existed) were found to be of poor
reliability, from uncertain sources, and pointed to product Vs.
process characteristics. Most of the time, they were oversimplified (to averages) and poorly analyzed.
Service and transaction projects need to focus on measuring
the right things rather than measuring things right!
Six Sigma Qualtec – All Rights Reserved
March 11, 2016
Improving Your Business Results
How Good Are Inspections and Reviews?
Most counts of defects or errors are based on
some form of review or inspection. Evaluations
of inspection efficiencies found that:
• Best case inspection efficiencies were in the
range of 90% to 95%. Typical inspection
efficiencies were between 75% and 85%.
• A “better safe than sorry” attitude is common in
inspections and reviews. This leads to increased
cycle time, more labor and cost.
• No organizations dealt effectively with statistical
uncertainty in counts.
Six Sigma Qualtec – All Rights Reserved
March 11, 2016
Improving Your Business Results
How Do We Address These
System Characteristics?
• Six Sigma focuses on understanding the
system:
–
–
–
–
–
Process flow
Decision making points and decision reliability
Cycle Time
Resources
Schedules
• These elements are incorporated into an “as
is” process model
• This model is validated against the actual
process and then used as a characterization
and improvement tool.
Six Sigma Qualtec – All Rights Reserved
March 11, 2016
Improving Your Business Results
Understanding Process Flow & Structure
• Detailed process maps are created. Maps
address issues of:
–
–
–
–
–
Parallel vs. serial processes
Decision points
Inspections
Loops
Splits and Joins
• Process hierarchy is addressed from system
level through individual tasks
• A software tool, IGrafx Process, is used to
support the creation of process maps and,
ultimately, process models.
Six Sigma Qualtec – All Rights Reserved
March 11, 2016
Improving Your Business Results
Understanding Decisions and Inspections
• The components of decisions and inspections are
explored:
–
–
–
–
Decision makers
Inputs
Criteria
Alternatives
• The decision making process is evaluated for
efficiency and reliability
– Statistics like binomial proportions, Kappa, and Tau are
used to assess the process.
• Inputs, criteria, alternatives, and reliability are
translated into mathematical and statistical
functions which are embedded into the process
model
Six Sigma Qualtec – All Rights Reserved
March 11, 2016
Improving Your Business Results
How Do Bad Decisions Affect Our Process?
• Bad decisions cost us time, money,
effort and resources!
Longer Cycle Time
Higher Cost
Option "A"
Inputs
Decision?
Option "B"
Shorter Cycle Time
Lower Cost
Six Sigma Qualtec – All Rights Reserved
March 11, 2016
Improving Your Business Results
Understanding Cycle Time
• Cycle time is evaluated as a statistical metric
• Distributions of cycle time
– Normal, Weibull, Exponential
– What does distribution shape tell us about process capability
and performance
• Cycle time has components of variation
– Active (touch), wait, queue, transport, …
– Active and some transport is value added, the rest is not
• Targets and limits for cycle time are established and
the process is compared to these requirements
• Cycle time distributions are transformed into statistical
formulas which are embedded into the process model
Six Sigma Qualtec – All Rights Reserved
March 11, 2016
Improving Your Business Results
Time as a Process Metric
A critical characteristic of time as a process metric is its expected shape.
Most manufacturing measurements are expected to follow a normal
distribution. In turn, most manufacturing oriented capability indices assume
that the measurements are normal and use statistics which are appropriate to
that distribution. Time, however is often not normal. In fact, for a good
process, time should be extremely “not normal”!
Expected Distribution Shapes
Manufactured
Characteristic
Six Sigma Qualtec – All Rights Reserved
Cycle Time
March 11, 2016
Improving Your Business Results
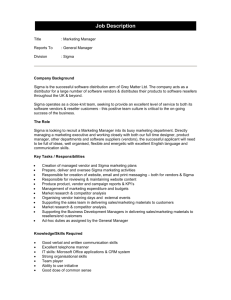
Analyzing Time - Process Entitlement
As Good As It Gets?
Process Entitlement: The theoretical minimum possible
cycle time of the “as is” process.
• Process “A”: As our actual cycle times reach entitlement, our observed distribution
becomes extremely skewed and is best described using the term “exponential”.
• Process “B”: As our actual cycle times begin to approach entitlement, our observed
distribution of cycle times becomes moderately skewed.
• Process “C”: When our actual cycle times are much larger than entitlement, the forces
of random variation come into play and our process tends to look normal.
Entitlement
Process A
Six Sigma Qualtec – All Rights Reserved
Process B
Process C
March 11, 2016
Improving Your Business Results
Understanding Resources & Schedules
• All process resources are identified
– Personnel
– Equipment
– Data/Information
• Resource availability is characterized
• The nature and schedule of transaction arrivals is
characterized
• Availability and transaction arrivals are converted
to schedules and statistical equations which are
embedded into the process model
• The process model is completed and then
validated against the true process
Six Sigma Qualtec – All Rights Reserved
March 11, 2016
Improving Your Business Results
Exploring Improvement Opportunities
• Key output characteristics of the process are identified
– Cycle times
– Resource utilization
– Queue times and sizes
• Based on observation of the actual process and on
simulation using the process model, weak areas of the
process are identified
• Alternative process conditions and structures are
hypothesized
• Alternatives are simulated using statistically designed
experiments
• Potential improvement opportunities can be explored
WITHOUT touching the physical process!
Six Sigma Qualtec – All Rights Reserved
March 11, 2016
Improving Your Business Results
Implementing Change & Maintaining Gains
• Human and organizational issues of change
management are addressed
• Elements and issues of process design, human
factors, long term data management, and
process documentation are addressed
–
–
–
–
–
–
–
Risk Management
The Hawthorn Effect
Lean Enterprise
Process Design
Mistake Proofing
Countermeasures Matrices
Statistical Process Control
Six Sigma Qualtec – All Rights Reserved
March 11, 2016
Improving Your Business Results
Ancillary Effects of the Curriculum
Changes in Culture
• Forces participants to adopt a process
oriented viewpoint
• Stresses and reinforces issues of:
–
–
–
–
–
–
Components of variation
Process design and structure
Resource management
Cycle time as a critical process metric
The effects of decisions on process efficiency
The importance of process discipline
Six Sigma Qualtec – All Rights Reserved
March 11, 2016
Improving Your Business Results
Q&A
Thank You!
Please visit our website at
http://www.ssqi.com to learn more
about our offerings
Six Sigma Qualtec – All Rights Reserved
March 11, 2016