15
JIT and
Lean Operations
McGraw-Hill/Irwin
Copyright © 2007 by The McGraw-Hill Companies, Inc. All rights reserved.
Learning Objectives
Explain what is meant by the term lean operations
system.
List each of the goals of JIT and explain its
importance.
List and briefly describe the building blocks of JIT.
List the benefits of the JIT system.
Outline the considerations important in converting
a traditional mode of operations to a JIT system.
List some of the obstacles that might be
encountered when converting to a JIT system.
15-2
JIT/Lean Production
Just-in-time (JIT): A highly coordinated
processing system in which goods move
through the system, and services are
performed, just as they are needed,
JIT lean production
JIT pull (demand) system
JIT operates with very little “fat”
15-3
Goal of JIT
The ultimate goal of JIT is a balanced
system.
Achieves a smooth, rapid flow of
materials through the system
15-4
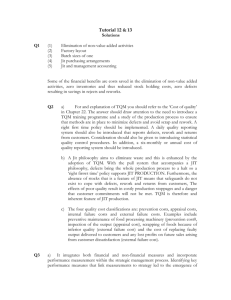
Summary JIT Goals and Building
Blocks
Figure 15.1
Ultimate
A
Goal balanced
rapid flow
Supporting
Goals
Eliminate disruptions
Make the system flexible
Product
Design
Process
Design
Eliminate waste
Personnel
Elements
Manufacturing Planning
Building
Blocks
15-5
Supporting Goals
Eliminate disruptions
Make system flexible
Eliminate waste, especially excess
inventory
15-6
Sources of Waste
Overproduction
Waiting time
Unnecessary transportation
Processing waste
Inefficient work methods
Product defects
15-7
Kaizen Philosophy
Waste is the enemy
Improvement should be done gradually and
continuously
Everyone should be involved
Built on a cheap strategy
Can be applied anywhere
15-8
Kaizen Philosophy (cont’d)
Supported by a visual system
Focuses attention where value is created
Process orienteted
Stresses main effort of improvement should
come from new thinking and work style
The essence of organizational learning is to
learn while doing
15-9
Big vs. Little JIT
Big JIT – broad focus
Vendor relations
Human relations
Technology management
Materials and inventory management
Little JIT – narrow focus
Scheduling materials
Scheduling services of production
15-10
JIT Building Blocks
Product design
Process design
Personnel/organizational
elements
Manufacturing
planning and control
15-11
Product Design
Standard parts
Modular design
Highly capable production
systems
Concurrent
engineering
15-12
Process Design
Small lot sizes
Setup time reduction
Manufacturing cells
Limited work in process
Quality improvement
Production flexibility
Balanced system
Little inventory storage
15-13
Benefits of Small Lot Sizes
Reduces inventory
Less rework
Less storage space
Problems are more apparent
Increases product flexibility
Easier to balance operations
15-14
Single-Minute Exchange
Single-minute exchange of die (SMED): A
system for reducing changeover time
Categorize changeover activities
Internal – activities that can only be done while
machine is stopped
External – activities that do not require stopping
the machine
15-15
Production Flexibility
Reduce downtime by reducing
changeover time
Use preventive maintenance to
reduce breakdowns
Cross-train workers to help clear
bottlenecks
15-16
Production Flexibility (cont’d)
Use many small units of capacity
Use off-line buffers
Reserve capacity for important customers
15-17
Quality Improvement
Autonomation
Automatic detection of defects during
production
Jidoka
Japanese term for autonomation
15-18
Production Flexibility
Balance system: Distributing the workload
evenly among work stations
Work assigned to each work station must be
less than or equal to the cycle time
Cycle time is set equal to the takt time
Takt time is the cycle time needed to match
customer demand for final product
15-19
Personnel/Organizational
Elements
Workers as assets
Cross-trained
workers
Continuous
improvement
Cost accounting
Leadership/project
management
15-20
Manufacturing Planning and
Control
Level loading
Pull systems
Visual systems
Close vendor
relationships
Reduced transaction
processing
Preventive maintenance
15-21
Pull/Push Systems
Pull system: System for moving work
where a workstation pulls output from
the preceding station as needed. (e.g.
Kanban)
Push system: System for moving work
where output is pushed to the next
station as it is completed
15-22
Kanban Production Control
System
Kanban: Card or other device that
communicates demand for work or
materials from the preceding station
Kanban is the Japanese word meaning
“signal” or “visible record”
Paperless production control system
Authority to pull, or produce comes
from a downstream process.
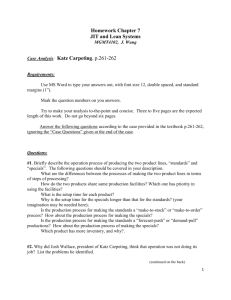
15-23
Kanban Formula
N
=
DT(1+X)
C
N = Total number of containers
D = Planned usage rate of using work center
T = Average waiting time for replenishment of parts
plus average production time for a
container of parts
X = Policy variable set by management
- possible inefficiency in the system
C = Capacity of a standard container
15-24
Limited Work in Process
Benefits
Lower carrying costs
Increased flexibility
Aids scheduling
Saves cost of rework and scrap
Two general approaches
Kanban – focuses on individual work stations
Constant work in process (CONWIP) – focuses
on the system as a whole
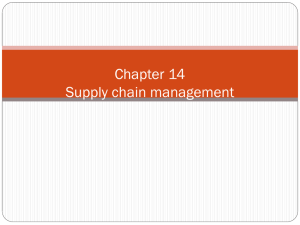
15-25
Traditional Supplier Network
Figure 15.4a
Buyer
Supplier
Supplier
Supplier
Supplier
Supplier
Supplier
Supplier
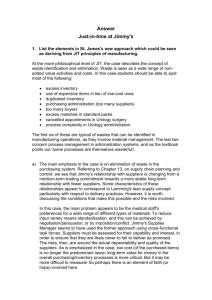
15-26
Tiered Supplier Network
Figure 15.4b
Buyer
First Tier Supplier
Second Tier Supplier
Third Tier Supplier
Supplier
Supplier
Supplier
Supplier
Supplier
Supplier
Supplier
15-27
Preventive Maintenance and
Housekeeping
Preventative maintenance: Maintaining
equipment in good condition and replacing
parts that have a tendency to fail before they
actually fail.
Housekeeping: Maintaining a workplace that
is clean and free of unnecessary materials.
15-28
Housekeeping Five S’s
1.
2.
3.
4.
5.
Sort
Straighten
Sweep
Standardize
Self-discipline
15-29
Table 15.3
Comparison of JIT and
Traditional
Factor
Traditional
JIT
Inventory
Much to offset forecast
errors, late deliveries
Minimal necessary to operate
Deliveries
Few, large
Many, small
Lot sizes
Large
Small
Setup; runs
Few, long runs
Many, short runs
Vendors
Long-term relationships
are unusual
Partners
Workers
Necessary to do the work Assets
15-30
Transitioning to a JIT System
Get top management commitment
Decide which parts need most effort
Obtain support of workers
Start by trying to reduce setup times
Gradually convert operations
Convert suppliers to JIT
Prepare for obstacles
15-31
Obstacles to Conversion
Management may not be committed
Workers/management may not be
cooperative
Difficult to change company culture
Suppliers may
resist
Why?
15-32
Suppliers May Resist JIT
Unwilling to commit resources
Uneasy about long-term commitments
Frequent, small deliveries may be difficult
Burden of quality control shifts to supplier
Frequent engineering changes may cause
JIT changes
15-33
JIT in Services
The basic goal of the demand flow
technology in the service organization is to
provide optimum response to the customer
with the highest quality service and
lowest possible cost.
Eliminate disruptions
Make system flexible
Reduce setup and lead times
Eliminate waste
Minimize WIP
Simplify the process
15-34
JIT II
JIT II: a supplier representative works
right in the company’s plant, making
sure there is an appropriate supply on
hand.
15-35
Benefits of JIT Systems
Reduced inventory levels
High quality
Flexibility
Reduced lead times
Increased productivity
15-36
Benefits of JIT Systems (cont’d)
Increased equipment utilization
Reduced scrap and rework
Reduced space requirements
Pressure for good vendor relationships
Reduced need for indirect labor
15-37
Elements of JIT
Table 15.4
Smooth flow of work (the ultimate goal)
Elimination of waste
Continuous improvement
Eliminating anything that does not add
value
Simple systems that are easy to
manage
Use of product layouts to minimize
moving materials and parts
Quality at the source
15-38
Elements of JIT (cont’d)
Table 15.4
Poka-yoke – fail safe tools and methods
Preventative maintenance
Good housekeeping
Set-up time reduction
Cross-trained employees
A pull system
15-39