cape breton wallcoverings - the Acadia Institute of Case Studies
advertisement

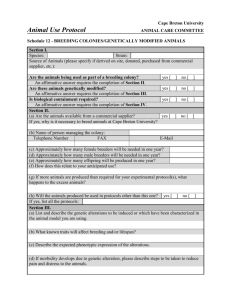
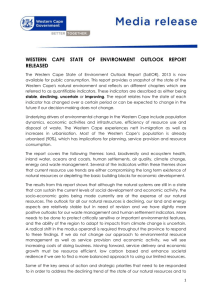
CAPE BRETON WALLCOVERINGS In December, 1989, John Hooker, President of Cape Breton Wallcoverings, a division of St. Clair Paint and Wallpaper Corporation, faced a tough decision. Even though the new plant had been in operation for only a year, an immediate expansion was necessary to meet market demand. However, as only 5% of the staff was experienced in manufacturing wallpaper, major production problems developed. John needed to make a recommendation to the chairman of St. Clair as to whether or not Cape Breton Wallcoverings should expand at this time. The Company At the official opening of the plant located in the Northside Industrial Park (situated between North Sydney and Sydney Mines, in Nova Scotia) in March, 1989, federal and provincial government officials hailed Cape Breton Wallcoverings as a "real success story". The Premier of Nova Scotia stated, "building the 95,000 square foot facility demonstrates the great confidence St. Clair has in this part of Nova Scotia, and is also an expression of the confidence St. Clair has in the economy of Cape Breton and in Cape Bretoners." The plant opening was considered a major boost for the local economy, which was suffering from industry closures and layoffs, creating a large number of unemployed Cape Bretoners. The unemployment rate in Cape Breton was chronically high, compared to the rate in Nova Scotia and the rest of Canada. In March, 1989, the unemployment rate was 20.7%, compared to 9.2% for Nova Scotia and 7.5% for Canada.1 Cape Breton Wallcoverings began production in November 1988 and was fully operational by March, 1989. By December, 1989, the plant employed 103 people including the senior management team: John Hooker, President; Michael O'Shea, Controller/Accountant; Donald Planche, Sales & Marketing Manager; Chris Wood, Production Manager; Carole Degre, Design Director and Howard Venner, Plant Manager (Exhibit 1). All of the senior management team had previous wallpaper experience except Michael O'Shea who had formerly operated his own accounting business. Cape Breton Wallcoverings was the first wallcovering plant to be established in the Atlantic Provinces. The plant included all the latest equipment and technology as well as a design center. The state of the art equipment enabled the plant to produce a 1Statistics Canada, Labour Force Survey Report, March, 1989. -This case was prepared by Professor Pam Seville of the University College of Cape Breton for the Atlantic Entrepreneurial Institute as a basis for classroom discussion, and is not meant to illustrate either effective or ineffective management. Copyright © 1990, the Atlantic Entrepreneurial Institute. Reproduction of this case is allowed without permission for educational purposes, but all such reproduction must acknowledge the copyright. This permission does not include publication. variety of wallcovering: blown vinyl, gravure printing, and rotary screen printing, (see definitions, Appendix 1). John Hooker stated, "These new machines, with their quick changeover capabilities, reflect the industry's need for more selection and less volume. At Cape Breton, we will be able to produce 500 single-roll runs as opposed to the industry standard of 2,000 single-roll runs. That's why we'll be successful and we'll always be here." The Industry Somewhat cyclical in nature, sales in the wallcovering industry reflected the state of the general economy. Between 1982 and 1986, the overall North American consumer consumption of wallcovering increased by approximately 40%, and Canadian consumption of wallcovering increased by 54% (Exhibit 2). Between 1986 and 1989, the growth in North American consumption continued to increase each year by between 1% and 3%. Although there was no growth in consumption in 1989, growth was expected to continue or even improve somewhat in 1990 and 1991 as the downturn in the wallcovering industry experienced in 1989 was expected to level out. The seven main categories of wallcoverings, their market share and growth figures from 1982 to 1986 are provided in Exhibit 3. Although some categories of wallcoverings had reached a mature stage, for example Natural Textures, some aspects, in particular the blown vinyls, were in a rapid growth phase. By 1989, North American sales at the manufacturing level had reached one billion dollars per annum. Company Background St. Clair Paint and Wallpaper Corporation, the parent company of Cape Breton Wall Coverings, was founded in 1939 by the late Harry Litwin, who began with one retail store. By 1989, St. Clair had grown to be a retailer, distributor and a manufacturer. As a retailer, paint, wallpaper, decorative supplies and related products were sold through 51 company-owned and 142 franchised locations in Canada and the United States. The distribution division consisted of Metro Wallcoverings and St. Clair Distribution. Finally, the manufacturing division included Phoenix Wallcoverings, Window Magic and Cape Breton Wallcoverings (Exhibit 4). St. Clair was a public company that traded 30% of its shares on the Toronto Stock Exchange. The remaining 70% was owned by the Litwin family of Toronto. Cape Breton Wallcoverings was established in 1987 after St. Clair's United Kingdom plant, Phoenix Wallcoverings, had reached full capacity. St. Clair wanted to expand into solid sheet vinyl wall covering, and also wanted to increase its share of the world market, so a second plant was deemed necessary. Mr. Jeffery Litwin, President of St. Clair, stated that a major incentive to locate a plant in Cape Breton was the available financial assistance. The Atlantic Canada Opportunities Agency contributed investment tax credit, offered reduced interest on $12.25 million of the total loan of $15 million, provided loan insurance on 85% of the loan for up to 15 years and provided a $3 million mortgage. As well, the Nova Scotia Department of Industry, Trade, and Technology provided an incentive of $15,000 for every job created up to a maximum of seventy jobs. Another incentive was the plentiful labour force, low labour costs and low land costs. A final incentive was the easy accessibility to North American and European markets. The President of Cape Breton Wall Coverings, John Hooker, reported directly to Louis Litwin, Chairman of the Board of Directors of St. Clair. Cape Breton Wallcoverings was centralized in terms of financial controls and major decision-making. However in the day-to-day operations, the Cape Breton plant was autonomous and had its own accounting, shipping, sales, marketing and design departments. As John Hooker stated, "We are a free standing business, not just a production facility". Marketing Cape Breton Wallcoverings offered high quality vinyl products and vinyl base (the basic ingredient used in manufacturing solid vinyl, blown vinyl and flat screen wallcovering), at a competitive price. Wallcoverings were produced for the middle price range. It was essential that the colors and designs offered be consistent with current customer demands. Cape Breton Wallcoverings produced wallcoverings under two brand names - Glenbeigh and Phoenix. They also produced wallcovering known as converted brands for other customers under contract. Channels of distribution included distributors, convertors and retail operators. The most effective promotional tools for Cape Breton Wallcoverings were their wallcovering books (collections.) Each collection consisted of 25 designs in three color varieties (a total of 75 choices). The Design Director worked closely with customers (distributors) to determine what they wanted, and the design department produced collections that included the customers' suggestions. The production of each collection took a year, but as John Hooker said, "It is a good selling device because the customers' ideas have been assimilated into the production of each collection." An investment of $200,000 to $250,000 was needed to design each collection and a further $1 million to stock the complete line for each collection. The wall covering books (collections) were provided to distributors and retail outlets so that the customer could see the product and place orders. Seventy percent of their product was exported -- 60% to the United States and 10% to Europe. The remainder was sold in Canada. Approximately 20% of their sales volume was sold to St. Clair Paint and Wallpaper Stores. The wallcoverings were delivered to customers by transport or shipped by container from Halifax, Nova Scotia. Human Resource Management One of the incentives for building a manufacturing facility in Cape Breton was the large pool of available labour. In November, 1987, John estimated that he would require 60 people to begin work in the plant by June, 1989. At that time he said, "the plant will require fairly technical people for the factory as well as office staff and warehousing personnel. Employees should be familiar with the printing trades or have good color balance." (See Definitions, Appendix 1) More than 550 applications were received for the 60 positions. By the end of 1989, 103 employees had been hired. The breakdown of the number of employees in each department was: Design Department, 5; Purchasing Department, 4; Marketing and Sales Department, 8; Administration Department, 11; and Production Department, 75. Because the staff was relatively inexperienced, it was a challenge for John Hooker and Chris Wood to provide opportunity for training and development throughout the plant. As John said, "From myself, right down to the guy who's sweeping the floor, everyone who is here is in a different position than where he was before." Every employee at Cape Breton Wallcoverings had started on a new career path. Even the key personnel with previous wallcovering experience, who had been assembled to run this new plant, were carrying out new job duties. For example, John Hooker had extensive experience in the wallcovering industry as an import consultant and vicepresident of sales and marketing. However, this was John's first experience as General Manager and President of a wallcovering plant. Similarly, Chris Woods had held positions in customer service, warehousing and direct sales of wallcoverings in Quebec. This was the first Production Manager position that Chris had filled in the wallcovering field. Further, each position at the plant that was filled by a Cape Bretoner was considered to be a training position. This training component was especially evident in the Production Department. Since there was not an apprenticeship program for printing trades in Nova Scotia, the local people hired for the production area were not familiar with the printing craft. In general, the local men and women hired for this department were between 20 and 30 years of age, had obtained, on average, a grade 11 general level education, had very little technical experience, but, they were willing to learn. As John Hooker said, "I have the key elements because the Cape Breton workers have the right attitude and can be taught to make wallpaper." John had hired five employees experienced in manufacturing wallpaper from outside the area, who would supervise 70 Cape Bretoners who were unskilled novices in the printing area. These five employees would report to Chris Wood. The experienced employees acted as models and coaches to the untrained employees who were learning the printing trade through on-the-job training. An informal apprenticeship program was set up whereby the five skilled supervisors trained, monitored and evaluated the novice printers as they learned the new trade through "hands on" experience on the production line. Much of the printing was a computerized procedure. However, the production personnel needed to monitor the equipment and the temperature level of the ovens in addition to operating various types of equipment used in the production of wallcoverings. John had also approached the Canada Employment and Immigration Commission to provide for industry-based training through their National Training Program. This program provided the training dollars ($15,000 per job created) for producing basic jobspecific skills of a technical nature, for example running the gravure printers. John also planned to invite experts in the wallcovering field to provide training for both short and extended periods. An expert in gravure would arrive soon from England to act as a consultant to management and production personnel. The expert would stay for two years during which time he would recommend and implement systems to be put in place, monitor production and initiate specific training for the gravure printing process. Through the technology inflow program of the Department of External Affairs, Michael O'Shea had arranged that a German chemist would assist the new plant with vinyl base formulas and production technologies for 150 days in 1990 and 100 days the following year. These technical experts would assist Cape Breton Wallcoverings in becoming more efficient. The German chemist was an expert in producing vinyl base formulas, knowledgeable as to the intricacies and sensitivities of temperature, mixing processes, and the delicate balance of ingredients so necessary in this production process. Similarly, the gravure expert from England had ten years experience in photo-engraving of coppercoated printing cylinders and was highly experienced in spreading inks onto the cylinders in the process of gravure printing. Both experts were familiar with the state-of-the-art equipment and the processes necessary to produce excellent blown vinyl and gravure printed wallcoverings. Only three North American wallcovering manufacturers produced blown vinyl and Cape Breton Wallcoverings was one of them. The gravure printing and blown vinyl processes were relatively new technologically and it was necessary that Chris Woods and the five supervisors also become familiar with these processes and the state-of-the-art equipment. Consequently, the technical experts were the key to the training and development programs to be implemented in order to produce saleable wallcoverings. Although John was impressed with the Cape Breton workers, he noted, "They do what you tell them to do but you have to tell them what to do. They do not have the experience to make wallpaper better." As novices in the printing trade, the Cape Bretoners were acquiring the technical skills through on-the-job training and through supervision provided by Chris Woods, the five experienced supervisors and the technical experts. A gravure printer in England spent six years as an apprentice. At Cape Breton Wallcoverings, an employee filled this position after only six months. This pressure to perform as an experienced worker after a relatively short training period was affecting productivity levels. It was unrealistic that the Cape Breton gravure printers could compete with the English gravure printer craftsmen after only a short training period. Very little employee turnover or absenteeism occurred at the plant. John attributed this to a team approach in running the business. Production workers were encouraged to discuss any difficulties that developed on the shop floor and to offer suggestions for change to their immediate supervisors, Chris Wood or John Hooker. John maintained an "open door" policy and was often seen chatting with employees on the shop floor. John valued the employees' input and in turn he let them know how the company was faring financially. Everyone knew how much money Cape Breton Wallcoverings was losing on a month-to-month basis and as a team effort, they took pride in reducing the loss. The wage scale for the printers was based on three categories: $7/hour, $9/hour, and $11/hour. The printers' helpers ($7/hour) ensured that all paper, ink and supplies were available in sufficient quantities to meet production needs. The printers' assistants ($9/hour) assisted in the operation of the printing equipment until such time as they were familiar enough with the process to perform the print work independently. Finally, the printers ($11/hour) were fully responsible for independently operating the gravure and rotary screen printers. To reach a higher wage scale, an employee needed to acquire the necessary skills through on-the-job training as determined by Chris Wood and the five supervisors. As a printer's helper advanced through the stages, s/he acquired new skills which were utilized and practiced under the supervision of Chris Wood and the five supervisors. The hourly wage scale for the printers compared to average or slightly above wages in Cape Breton. Yearly increases were based on a cost of living formula. Two unsuccessful attempts to unionize the plant had been made. These attempts were initiated externally and in each case, the Cape Breton Wall Covering employees voted not to unionize. John said, "I don't disagree with unions. Unions are good for a lot of reasons. The bigger you get, the more you see unionism because it standardizes what you do. My problem with unions is that there are too many outside influences. We plan to put in an association that the workers run. An association doesn't keep a union out, but it gives the employees a sense of security, consistency and everyone knows the rules." A draft of the association was in the process of being drawn up by the company's lawyer and this draft would be circulated to the employees for their input. The final version of the employee association document would be voted on by all the employees. Regarding the Cape Breton workers, John said, "You just won't find the kind of loyalty and dedication anywhere that we have in our staff here. In bigger cities and companies, the workforce is more mobile and, therefore, transient. Our people have their roots here. They're proud of what they're doing and it shows in the plant and in the production. Cape Bretoners value employment. They believe in the Work Ethic: to give a fair day's work in exchange for a day's pay." Operations The new manufacturing plant included 95,000 square feet: 40,500 square feet for manufacturing, 47,000 square feet for pre-and post-production storage and 7,500 square feet for administration, sales and design functions. Cape Breton Wallcoverings produced vinyl base and blown vinyl, solid vinyl and flat vinyl wallcoverings in the manufacturing area. Operating at full capacity, the gravure machine could produce 2.9 million single rolls in a year and the rotary machine could produce 3.8 million single rolls a year. However, by 1989 the market demand for the Cape Breton product had already exceeded their full production capacity and orders had been turned down. The employees in the production department had started at the bottom of the learning curve. They did not have the technical skills or previous wallcover manufacturing experience. "During the start-up phase, it was not uncommon for the rotary screen printing equipment to run a month without any good product due to an unskilled labour force" said Chris Wood, the company's production manager. Yet, this production time provided hours of on-the-job training for the novice printers. As well, due to many equipment failures, "down time" was often experienced. There was a definite lack of local expertise to keep the equipment, imported from Holland and Germany, operational. No maintenance people had been trained before the start-up. Michael O'Shea related one example where an expert from Holland had to be flown in to repair the vinyl base machine. The repair and down time costs relating to this incident amounted to $10,000. Each interruption in production caused an additional expense. However, after a year of operation, employees had become more knowledgeable about the equipment and could do repairs themselves. This greatly reduced repair and downtime costs. "By 1989, if a piece of equipment stopped working, someone would walk over, turn a switch and we went on with production" Chris stated. In addition, the production rate had improved to where it was 75% of the industry average from the non productive start up phase. Labour costs (computed on a per-roll basis) were still high. Many of the production personnel, inexperienced in manufacturing wallpaper, and learning new, complex skills, made errors. As John Hooker said, "We lost more money than anticipated due to our naivete in thinking that we could get up and running at 100% efficiency right away. It may take five years before we learn how to solve all the different problems of manufacturing." In the first year of manufacturing, John Hooker wanted to prove that Cape Breton Wallcoverings could "make a roll of wall paper, ship a roll of wallpaper, account for the costs associated with a roll of wallpaper and sell a roll of wallpaper. It was more important to make it better, ship it better, account for it better and sell it better than to be concerned with how much it cost." After a year's operation, the amount of waste ran at 25% as compared to the industry average of 15%. John felt that with "housekeeping and training, waste could be reduced to 20% very quickly, but to reduce it to 15% would take another year." The first objective of the production department was to produce enough wallcoverings to provide an inventory for their collections. When the inventory fell to a pre-determined level, a production order was generated and scheduled into the factory. The lead time to start production, follow through on all the systems, finish off the run and get it into inventory was four weeks. Because the "life" of a collection was two years, John felt that the inventory turnover of 2.5 times per year would improve during their second year of operation. The manufacturing process was carried out in two shifts of 8 hours per day, five days per week. However, it was anticipated that beginning in January, 1990, two shifts of 12 hours per day each week would be necessary. Each employee would work four shifts a week, increasing the hours worked each week from 40 to 48. John said, "This isn't a good way to run a plant - mistakes happen and there is no chance to catch up." However, the extra production shift was necessary to satisfy the objectives of stocking an adequate inventory for the collections and filling a backlog of orders. Finance After reflecting on the past year, John said, "The reason you go into a business is because you have confidence in the business and you tend to be more of an optimist. No matter how much of a pessimist you are, your mind doesn't allow you to say, 'I'm going to go in there and fail for two years.' When you do a business plan, you're almost better off looking at your worst case scenario and adding another 50% to it. We haven't done what we said we were going to do in terms of production, and that relates to sales and cash flow." There were months during the start-up phase when there were cash flow shortages of $300,000 to $400,000. As Michael explained, "This $20 million facility has a lot of overhead to cover: a large computer system, a large area for the design studio and administration and a $1.25 million incinerator to burn off the waste fumes and protect the environment. For overhead cost recovery, we need an expansion." As well, in the first year of production it was difficult to schedule manufacturing of inventory for the stock collections as well as repeat orders. Changing cylinders meant lost time and money. Although the year-end statements had not been completed, John estimated that Cape Breton Wallcoverings had achieved sales of approximately $9.5 million in 1989, a little over 80% of their forecast of $11.5 million. If Cape Breton Wallcovering expanded its plant by 50,000 square feet and added three new gravure printers, their production potential could double. The present production capacity had forced Cape Breton Wallcovering to turn down some orders from companies such as Ralph Lauren and Sherwin Williams. The expansion could allow Cape Breton Wallcovering to capture a large export market in the United States and to be strategically placed when the Free Trade Agreement took effect. John estimated that with an emphasis on increased training and efficiencies the expanded plant would reach sales of $25 million by 1992. The costs of the equipment and the building were estimated at $9 million. As an additional thirty to forty employees would be hired (and increase to seventy within two years), John had prepared a proposal for government financial assistance in June, 1989, to help with the expansion. Cape Breton Wallcovering hoped to begin construction before June 30, 1990, have the machinery installed, and start production by January, 1991. "The company will have to expand if it is going to be successful," said John. However, by December 1989 John had not received any word from the provincial government. To expand or not to expand? To expand meant changing the current focus on increased training of people and improved efficiencies to a focus on expansion. Was the planned expansion premature? - Exhibit 1 Cape Breton Wallcoverings Organizational Structure Source: Company files. Exhibit 2 The Canadian Wallpaper Market: 1982-1991 (MM Metric Single Rolls) Source: CPMA Report, Construction Products Marketing Associates Inc, The Canadian Market for Flexible Wallcoverings: Market Trends and Characteristics 1985-1990. Exhibit 3 Performance Measures of Wallcoverings Product Segments Residential Market Canada and the United States Source: CPMA Report. Exhibit 4 St. Clair Paint & Wallpaper Corporation Structure 1 The partners of the partnership are St. Clair Paint Limited and St. Clair Wallpaper (1980) Limited, both of which are Ontario corporations, wholly owned by the company. 2 The shares of Phoenix Wallcoverings, a corporation incorporated under the laws of England, are held through Tradcorp Canada Limited which is an Ontario corporation wholly owned by the company. Phoenix Wallcoverings is owned as to 66.67% by Tradcorp and as to 33.33% by the local general manager of Phoenix Wallcoverings. Source: Company records. Appendix 1 Description of Terms Blown Vinyl Poly vinyl chloride (PVC) foam is introduced into the vinyl substrate during the printing process. As the wallcovering dries, the PVC expands, giving the wallcovering a threedimensional appearance. Color Balance An ability to determine if wallcovering colors in the production stage match the original design pattern colors. Flat Vinyl Wallcoverings A moving sheet of paper is coated with a specific quantity or thickness of liquid poly vinyl chloride (PVC) such that the PVC coat is applied in consistent thickness over the length and width of the moving paper. Gravure Printing A design image is etched by photo-engraving onto the surface of copper-coated printing cylinders faced with a thin layer of chromium plating for protection. Inks of low viscosity and solid content are used to facilitate ink flow onto image areas. The vinyl base is then fed between the engraved roller and a rubber covered roller under high pressure. Rotary Screen Printing Rotary screen printing is a system similar to flat bed silkscreen printing, but uses a cylindrical drum as a screen rather than a flat bed Screen the cylindrical screen then prints in a very similar fashion to a gravure press. Two types (1) Rotary screen flat printing - uses vinyl base stock and regular inks, superior to gravure printing as it allows additional quantities of ink to be used, giving it a more handpainted look, (2) Rotary screen blow vinyls - poly vinyl chloride (PVC) foam is introduced onto the vinyl substrate during the printing process. As the printing wallcovering is drying, the PVC expands giving the wallcovering a three-dimensional appearance. Vinyl Base Vinyl base production requires the availability of a substantial amount of liquid poly vinyl chloride (PVC). PVC is manufactured according to a specific formula in a mixing tank. Vinyl base is the basic ingredient used in the manufacture of solid vinyl, blown vinyl and flat screen wallcovering. Source: Company records