Manual filter manual - Manvel Machinery Sales Co.
advertisement

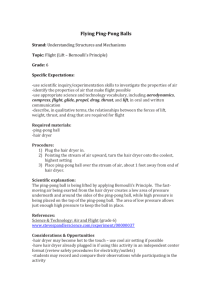
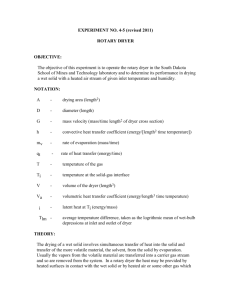
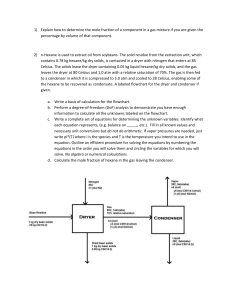
Luxor 50, 80 & 120 TM Dryers Operating Instructions Part Number: 4006404 Issue Date: Revision Date: ECO Number: Revision Level: 12.17.98 09.29.00 701 0 Motan, Inc. Mailing Address: Plainwell Industrial Park 320 N. Acorn Street Plainwell, MI 49080 Phone: (616) 685-1050 (800) 991-9921 Fax: (616) 685-1059 Service Email: service@motan-inc.com Web Address: www.plasticsnet.com/motan www.motan.com Shown: Luxor 80 Dryer w/ 1 Drying Bin and Metro 6 Conveyor Table of Contents Section Description Safety General Explanation of Safety Symbols Operational Safety Notes Function Terms Features Distinguishing each Luxor Dryer Behavior of the Luxor Dryers Installation Uncrating and Inspection Mounting Compressed Air Connections Electrical Connections Tubing Connections Operation Section Number 1.0 1.1 1.2 1.3 2.0 2.1 2.2 2.3 2.4 3.0 3.1 3.2 3.3 3.4 3.5 4.0 Pre-Operation Using the Luxor Dryer Controls Using the Luxor TM Controls 4.1 4.2 4.3 Recommended Periodic Maintenance 5.0 Troubleshooting 6.0 Spare Parts List 7.0 Electrical / Mechanical Drawings 8.0 1 SAFETY 1.1 GENERAL Before using the equipment, it is imperative that you read this manual thoroughly. MOTAN accepts no responsibility or liability for damage or malfunction of the equipment arising from non-observance of these operating instructions. To avoid errors and to ensure trouble-free operation, it is essential that these operating instructions are read and understood by all personnel who are to use the equipment. These operating instructions must be read, understood and implemented in all respects by all personnel who are responsible for the device or the system. These operating instructions should always be kept in such a way that they can be rapidly made available at any time. 1.2 EXPLANATION OF SAFETY SYMBOLS The following safety signs are recommended and approved by the Safety Sign Development Committee of The Machinery Division of The Society of the Plastics Industry. Each is accompanied by a detailed reason for its posting, but the symbol’s meaning alone should also be noted. This symbol is used as an operational safety symbol for all work which involves a risk for life and limb for personnel. In such cases, particular care and caution must be exercised when carrying out work. This symbol is used as an operational safety symbol for all work which involves risk of electrocution. For instance, it can represent areas of high voltage where power should be disconnected in advance to any servicing. These symbols are used as rotating blade. It is when the guard is securely warnings to notify the presence of a sharp knife or a recommended that operation is only performed in place. This symbol is used as a warning to notify presence of a rotating screw. It is recommended that special attention is given when working around areas with access to the screw and that at no time should hands or feet be put near the opening. This symbol is used to caution handlers of the presence of unsafe vapors or fumes. Consulting the Material Safety Data Sheets is recommended, as well as wearing suggested safety gear. This symbol is used as a warning to notify areas of moving parts. Special attention should be taken so that hands are not caught. It is recommended that operation is only performed when the guard is securely in place. These symbols are used as warnings of areas of high temperature or hot surfaces. Protective gear must be worn when working near these areas. This symbol is used to warn handlers of moving belts. It is recommended that operation is only performed when the guard is securely in place. 1.3 OPERATIONAL SAFETY NOTES The devices and systems are built to be operationally safe, but nevertheless there are risks and hazards that may occur during operation and particularly during maintenance and/or repair work. Every person who is concerned with the assembly, installation, removal, commissioning, operation, maintenance and repair of the devices/systems, must have read and understood these operating instructions in full. It is recommended that the user obtains written confirmation of this in each case. The personnel responsible for the equipment/systems shall be obliged to ensure that no unauthorized personnel work on the system. Responsibility must be clearly defined and maintained during the assembly, installation, removal, commissioning, maintenance and repair work. For all work which relates to transport, assembly, installation, removal, commissioning, maintenance and repair work, the specifications issued by the manufacturer and the safety instructions especially provided in the operating instructions must be respected. The user is obliged at all times to operate the equipment/system only with the safety features in perfect condition. The manufacturer shall provide no further guarantee for function and safety in the event of conversions or modifications being carried out by the user. Before repair work is started, the device is to be disconnected from the electrical power supply, compressed air supply and water supply (where applicable), and secured against inadvertent reconnection. All pipework must be securely connected before commissioning. The local safety and accident prevention regulations shall apply under all circumstances to the operation of the device. The specified connection voltage for the unit must concur with the main voltage provided. 2.0 FUNCTION The Motan Luxor 50, 80 and 120 press-side drying units both have the basic function of using a combination of molecular sieve desiccant and a process heater to produce a low dewpoint air stream to dry hygroscopic plastic pellets. Luxor 50 and 80 dryers use a single blower design with twin desiccant beds for simultaneous process air and bed regeneration. The Luxor 120 model utilizes individual process and regeneration blowers for increased air flow and more efficient operation. (Explanations of hygroscopic material and the molecular sieve are given in the next section, Terms (2.1).) 2.1 TERMS Hygroscopic Hygroscopic material is the term used to describe resin that has absorbed moisture into its minute interior chambers. In addition to stripping the moisture from the surface of the material, the Luxor press-side dryers also pull moisture out of the particles’ interiors, assuring that all resin, including hygroscopic, is thoroughly dry. Desiccant (Molecular Sieve) The desiccant, or “molecular sieve” is very much like small clay beads. The desiccant absorbs moisture much in the same way a sponge absorbs water. The actual process by which desiccant dries the material is discussed later in the Behavior of the Luxor Dryers (2.4) section. NOTE: The desiccant, although very efficient, will “break down” or lose its effectiveness over time. This is caused by absorption of gases or material, or just simple abrasion. This will begin to occur after about 5 years of use. Desiccant supplies may be renewed by contacting Motan with the number on the cover of this manual. Dryer Phase Time When the dryer is operational, one desiccant bed will be in the process cycle while the other is in its regeneration cycle. After a preset time, a solenoid valve (Luxor 120) or an electric valve (Luxor 50, 80) switches the beds and the freshly regenerated bed is now in process, while the old process bed is being regenerated. This preset amount of time between cycle shifts is known as the dryer’s phase time. This method of switching beds at preset intervals guarantees that a fresh bed is always being used and that material is most efficiently dried. For the Luxor 50 ,Luxor 80, and Luxor120, the dryer’s phase time is set to 60 minutes: 30 minutes heat-up and 30 minutes cool down. The Process Cycle During the process cycle, the low dewpoint air generated by the dryer is heated to process temperature by the external booster heaters mounted on the dryer or at the drying bin. The blower circulates the air through the desiccant bed “in process”, across the booster heater, and then through the material in the drying bin. The process air from the drying bin is then returned back to the dryer in a “closed loop” process cycle. The combination low dewpoint and high temperature of the process air stream, draws moisture out of the plastic pellets in the drying bin. The material residence time in the bin is material dependent, usually between 2 and 4 hours. The Regeneration (Regen) Cycle During the regeneration cycle, the blower forces air across a regen heater and then through the “wet” desiccant bed to “bake off” moisture absorbed during the previous process cycle. The bed which is being regenerated is heated with 400-550º F air for a preset time and then allowed to cool before it is again brought online to the process cycle. Luxor 50/80/120 dryers operate with a 30 min. heat-up and a 30 min. cool-down period. 2.2 FEATURES The dryer can be utilized as a stand alone unit for a machine mount drying bin or the bin can be attached directly to the dryer on a common frame for a portable drying system. Luxor Portable Dryers feature Twin stationary desiccant design each individually performing process and regeneration cycles Insulated bins reduce energy costs Accurate, simple to operate, easy to maintain controls Easy-change filter Two-year warranty (2.2.1) Number of Desiccant Beds Maximum Temperature w/ Process Heater Dewpoint Monitored To.. LUXOR 50 2 LUXOR 80 2 LUXOR 120 2 2kw / 350°F -40º F 2kw / 265°F -40º F 4kw / 300°F -40º F Power 208/3/60 240/3/60 380/3/60 480/3/60 575/3/60 By Request X By Request X By Request By Request X By Request X By Request By Request X By Request X By Request X X X X X X Single Single Dual Not Required Not Required 90-100 PSI @ 1 SCFM 24" x 26" x 36" 24" x 26" x 36" 24" x 26" x 36" 30CFM / 50 lb/hr 50 CFM / 80lb/hr 80 CFM / 120lb/hr Controls Basic (TM) (1, 2, or 3 Bin Configuration) Process Htr. Interlock Blower Compressed Air Req. Dimensions ( L x W x H ) Capacity (2.2.2) DRYER SIZE Luxor 50 Luxor 80 Luxor 120 2.3 DRYING BIN SIZES DBA-30 DBA-60 1 or 2 1 or 2 n/a 1 or 2 1 or 2 n/a DBA-100 DBA-120 DBA-200 DBA-400 1 or 2 1 or 2 n/a 1 or 2 1 or 2 n/a 1 1 1 or 2 n/a n/a 1 DISTINGUISHING EACH LUXOR DRYER As shown in the chart (2.2.1), there is only one primary difference between the Luxor 50 and Luxor 80—the material drying capacity. The Luxor 50 can dry up to 50lb/hr and the Luxor 80 can dry up to 80lb/hr. Although several changes are made to the Luxor’s internal components to accommodate the difference in drying capacity, the graphics in this manual are drawn generically to represent both dryers. The Luxor 120 is a dual blower dryer with extra valving to accommodate two separate air flow circuits. See diagram 2.4.1b. 2.4 BEHAVIOR OF THE LUXOR DRYERS Figure (2.4.1) illustrates the flow path of the single blower Luxor dryer at any given time. The steps of the Luxor drying process are listed below: Moist air, returning from the drying bin enters the process filter where particles are removed. A clean air stream is combined with a small amount of ambient air and proceeds through the process blower to the process desiccant bed. Air is forced through the sieve, stripping off all moisture. The dry air then passes out the process bed. At this point, on single blower models, 25% of the dry air is directed to the regen desiccant bed where it is heated to bake off moisture from that chamber of desiccant and exhausted. The remaining 75% of the dry air coming from the process bed continues to the process heater where it is brought up to drying temperature before entering the drying bin. The hot, low dewpoint air dries the material. A thermocouple on the outlet of the booster heater is used to monitor and regulate the process temperatures. ( 2.4.1 ) Single Blower Flow Luxor 50 / 80 Ambient air added Return air from bin(s) Process blower Drying bin Booster heater Bed Process filter Regen air exhaust Desiccant 100% Process bed 75% process air returning to booster heater and drying bin 75% 25% switching valves Regen bed When the dryer’s preset “phase time” expires, the bed switching valves are actuated switching the regen bed to process and the process bed to regeneration. At this time, the regen heater on the bed now in regeneration turns on. ( 2.4.1b ) Dual Blower Flow Luxor 120 From Drying Bin Process Bed To Drying Bin Regen Bed 3.0 INSTALLATION Designed as portable systems, the Luxor Dryers have relatively quick and simple installation processes. However it is still recommended that upon every installation of this equipment (like all Motan equipment) each installation step in this manual is to be read thoroughly and carried out. Doing this will assure that there is no error in installation that may hinder production and equipment will function properly the first time. 3.1 UNCRATING AND INSPECTION The Motan Luxor Dryer is boxed and shipped on a pallet. Inspect the dryer for any damage that might have occurred during shipment. Normally the dryers are shipped F.O.B. from Plainwell Michigan, any shipping damages must be resolved between the purchaser and the shipper. If any shipping damage is discovered, immediately contact the freight company to file a claim. Once the dryer is uncrated, check for the following items included with the unit: Hose Clamps Female power plug for main power, if specified. (voltage specific to factory requirements ) Two sections of white hi-temp hose (for 1 drying bin) see Tubing Connections (3.5)* *Will be pre-piped on drying sled applications. NOTE: Additional tees or hosing that are specific to each order should also be included. If the items listed above are not included with your particular dryer model, please contact Motan at the phone and fax numbers listed on the front of the manual cover. 3.2 MOUNTING If receivers are purchased to load the drying bin and / or if the Luxor will be conveying to new machine-mount receivers, please see the mounting instructions provided in the MetroVac Receiver users guide and carry out procedures for mounting MetroVacs at this time. 3.3 COMPRESSED AIR CONNECTIONS Located on the top panel of the Luxor dryer frame is the 1/8” NPT compressed air inlet fitting. Air lines to be used are ¼” OD. Compressed air requirements for the Luxor 120 Dryer are: 90-100 PSIG with a usage of 1 SCFH. The dryer is fitted with a compressed air gauge located on the side panel adjacent to the fitting. Since operating with proper air pressure is so important, the dryer is also fitted with a pressure switch in addition to the gauge. If the compressed air pressure is not within the required range, The “ low air flow “ light will illuminate and the dryer will not continue to heat until that pressure has been increased to 90PSIG. Compressed air to the dryer should be dry and non-lubricated. 3.4 ELECTRICAL CONNECTIONS Luxor Dryer Along with the factory-wired cord plug option, which may be supplied with the dryer, an accommodating female power plug would also be included. This is provided for main power connection. A chart is provided (3.4.1) to determine what wire size is recommended for each amperage-rated power plug. When the wiring and all other installation steps are complete, connect the male power plug into (3.4.1) the female receptacle. Plug Gauge 30A 50A 60A #10 AWG #6 AWG #4 AWG Customer to supply a Male Plug and recommended wire for power connection. 480V Plug Recommended: NEMA L16-3 30A 240V Plug Recommended: NEMA L15-3 30A 3.5 TUBING CONNECTIONS Tubing connections are specific to each Luxor order, basing hose requirements such as amount, length, material, etc. on a number of things. Some in particular are: The distance to the press receiver(s), etc. Whether material proportioning or line purging are required. Diagram 3.5.1 As shown in this diagram (3.5.1), for each single drying bin arrangement, 2 sections of hose are required: One from the process air delivery port (closest to the back) of the dryer to the air inlet at the base of the booster heater; and one from the return air outlet on the top of the drying bin to the return air port (towards the front) of the dryer. Hose clamps must be tightened to guarantee a strong and secure connection. NOTE: Be sure to connect the bin inlet only to the process delivery port and the bin outlet only to the return port. If these line connections are reversed, material can be drawn into the dryer and heat damage to the dryer may occur! The majority of Luxor portable sled systems will be factory set-up, but for Luxor dryers and bins shipped as stand-alone or machine mount, certain items will be the responsibility of the customer to have installed or connected. If your dryer was supplied as a portable sled assembly, then the thermocouples are factory-installed, so it is not necessary to perform any installation steps on them. Damper valves on the inlet and outlet of the drying bin must be in the open position for the Drying Bin and Booster Heater to operate and dry material. However, if a drying bin is empty for cleaning on or other purposes, the damper valves on that bin should be closed to force air to the bin being used. 4.0 OPERATION Once the Luxor dryer has been installed and successfully integrated into the molding system, PreOperation steps can be taken. Luxor Dryer Pre-Operation Calibrating the Luxor controls to particular system specifics, including: Setting the drying bin process temperature at operator control counsel. Setting the high temperature alarm value. Verify that the Drying Bin Temperature Controller has the proper presets and calibration. (Refer to Tables 4.0.1a, 4.0.1b) 4.0.1a Temperature Control Set-up Parameters SET-UP PARAMETERS FOR THE MOTAN / FUJI PXW-4, 1/16TH DIN, DUAL DISPLAY, TEMPERATURE CONTROLLER (1005248) PROGRAMMING The FUJI PXW controller programming menu consists of three blocks- Primary (Setpoint) Menu, Secondary (System) Menu, and Factory Preset Menu. At power up the controller will be in the operational mode, and process variable (PV) and setpoint variable (SV) will be displayed. PV is the variable that is being controlled, and is not programmable. Listed below are the Motan settings for the temp. controller. To set-up the temp. controller, first access the “FACTORY (PRESET) MENU” as listed below and edit or verify the settings, second move onto the “PRIMARY (SETPOINT) MENU” and edit or verify the settings, and third finish up with the “SECONDARY (SYSTEM) MENU” and edit or verify the settings. NOTE: The “MOTAN SETTING” values, which are denoted by an asterisk ( * see NOTE), may change from their initial value due to the auto-tuning function of the temperature controller. FACTORY (PRESET) MENU Press the “SEL” key for 9 seconds. Use the “” or the “” key to edit the setting. Use the “SEL” key to advance to the next parameter. After 30 seconds if no keys have been pushed, the controller will go back to displaying the PV & SV temperatures. PARAMETER RANGE DESCRIPTION MOTAN SETTING P-n1 0 - 19 Control Action Mode 0 P-dF 0.0 - 900.0 sec Input Filter Constant 5.0 P-An 0 - 50% FS Alarm Hysteresis 1 FUZY OFF / ON Fuzzy control on dSP1 0 - 255 Parameter Mask 9 dSP2 0 - 255 Parameter Mask 240 dSP3 0 - 255 Parameter Mask 1 dSP4 0 - 255 Parameter Mask 252 dSP5 0 - 255 Parameter Mask 255 dSP6 0 - 255 Parameter Mask 240 dSP7 0 - 255 Parameter Mask 123 PRIMARY (SETPOINT) MENU Press the “SEL” key for 3 seconds. Use the “” or the “” key to edit the setting. Use the “SEL” key to advance to the next parameter. After 30 seconds if no keys have been pushed, the controller will go back to displaying the PV & SV temperatures. PARAMETER RANGE DESCRIPTION MOTAN SETTING Blinking red “H” led 0 - 100% FS High Alarm Setpoint 20 Blinking red “L” led 0 - 100% FS Low Alarm Setpoint 32 AT 0–2 Auto-tuning 1 (* see NOTE) LoCO 0–2 Lock-out 0 4.0.1b SET-UP PARAMETERS FOR THE MOTAN / FUJI PXW-4, 1/16TH DIN, DUAL DISPLAY, TEMPERATURE CONTROLLER (1005248) NOTE: The “MOTAN SETTING” values, which are denoted by an asterisk ( * see NOTE), may change from their initial value due to the auto-tuning function of the temperature controller. SECONDARY (SYSTEM) MENU Press the “SEL” key for 7 seconds. Use the “” or the “” key to edit the setting. Use the “SEL” key to advance to the next parameter. After 30 seconds if no keys have been pushed, the controller will go back to displaying the PV & SV temperatures. PARAMETER RANGE DESCRIPTION MOTAN SETTING P 0.0 - 999.9% FS Proportional band 5 . 0 (* see NOTE) C 0 - 3200 sec Integral Time 2 4 0 (* see NOTE) d 0.0 - 999.9 sec Derivative time 6 0 . 0 (* see NOTE) TC 1 - 150 sec Cycle Time (output #1) 30 HYS 0 - 50% FS Hysteresis 1 (* see NOTE) P-n2 0 - 16 Input type code 2 P-SL -1999 - 9999 Lower range of input 32 P-SU -1999 - 9999 Upper range of input 400 P-dP 0-2 Decimal point position 0 P-AH 0 - 11 Alarm Type 1 code 5 P-AL 0 - 15 Alarm Type 2 code 0 PUOF -10 - 10% FS PV offset 0 SUOF -50 - 50% FS SV offset 0 P-F C / F C / F selection F This section will also provide step-by-step instructions (4.2) for understanding the control panel on the Luxor Dryer. Users should become familiar with the control panel and the purpose of each component. Illustrations matching the Luxor control are provided in each section, making referencing control information quick and easy to follow. 4.1 PRE-OPERATION Once the electrical, compressed air, and drying bin connections have been made, and the process temperature has been set to the desired drying temperature, the dryer is ready for pre-operation. The factory process Set Point temperature is 150°F. Please refer to (4.0.1a, 4.0.1b & 4.0.1c) for information about adjusting drying Set Point. Blower Rotation Check On top of the dryer are two hose connections for the drying bin, one to deliver process air to the bin, and the other for the return air from the bin. Remove these hoses from the top of the dryer and observe the proper process air flow as described here. Connect the main power plug to the dryer and rotate the door mounted disconnect switch to the ON position. Locate the amber rocker switch on the dryer’s faceplate, and depress the rocker switch to the 1 position. The amber light in the rocker switch will illuminate. The dryer will start running. With the dryer operational, verify that the process air is blowing out of the dryer from the dryer’s process air outlet port and that air is being drawn into the process air inlet return port. If the process air flow is correct, depress the amber rocker switch to 0 and the dryer will de-energize. Re-connect the hoses to the dryer and proceed with operation. If the process air flow is reversed, depress the amber rocker switch to 0 immediately and the dryer will de-energize. Turn the disconnect switch on the dryer to the OFF position and remove the main power plug. On Luxor 120 models you must also verify that the regeneration blower is rotating in the proper direction. Verify this by checking that air is being exhausted thru one of the two bleed air hoses near the floor on the bottom of the dryer. Both blowers are phased together at the factory during testing. Follow the instructions below. Do not attempt to change phase at the process blower contactor. NOTE: The electrical installer must change two of the “hot” phase wires in the main power plug as described below. Only qualified personnel should attempt to change these main power wires and all power must be “LOCKED-OUT” to the main power plug before proceeding. LOCK-OUT power to the main power plug and interchange two of the three phase “hot” wires connected to the terminals of the plug. Re-connect the main power plug, re-start the dryer, and verify that the blower rotation as been corrected (reversed). Drying Bin Damper Valve Check Check all drying bin inlet/outlet damper valves to ensure that they are in the open position (the handle will be “in line” with the tube). This will prevent the dryer from loosing air flow and damaging the regeneration heaters. Each process heater on each bin is protected by differential pressure switch to detect the loss of air flow. Dryer Power Up When main power is supplied to the dryer and the dryer’s disconnect switch is rotated to the ON position, depress the amber rocker switch labeled “POWER” to the 1 position. The rocker switch will illuminate and the dryer will run. 4.2 LUXOR TM DRYER CONTROL PANEL The dryer control panel is shown in Section 8.0 (Manual-A). The four amber status lights on the left side indicate dryer regeneration status. They indicate which bed is in regeneration and whether Bed A or Bed B is being heated or in the cool down portion of the cycle. As viewed facing the front of the dryer, Bed A is on the left and Bed B is on the right. The red alarm light/alarm reset located underneath the “power” rocker switch, indicate a “high process temperature” , “low air flow” or “motor overload” condition. The low air flow alarm may be from any of three sources: Loss or reduction of process drying air flow Loss or reduction of regeneration air flow (on Luxor 120 models only). Loss or reduction of compressed air ( below 65 psig ). Any of the three air flow alarms will de-energize all heaters and suspend the regeneration cycle until the alarm condition is cleared. The normal cycle will resume from the point where it was suspended. A “high process temperature alarm” will de-energize only the process heater until the temperature falls within limits, when it will automatically re-energize. This alarm will have no effect on the regeneration circuit. 4.2 USING THE LUXOR TM CONTROLS The TM control system consists of a pre-programmed PLC and a state of the art “fuzzy logic” P.I.D. temperature controller. REGENERATION CONTROL The PLC sequences through a time based regeneration program. If the program is interrupted, through a power failure or dryer shutdown, the timer will retain its memory. Regeneration will continue from the point of suspension when the power is re-applied. 4.2.1 PROCESS TEMPERATURE CONTROL The process drying temperature is controlled through the 1/16 DIN controller on the front panel. All set-up parameters are pre-set at the factory for optimum control. SEL Up Arrow Down Arrow PV SV C H L - To modify Calibration and Set-Up Parameters. (See 4.0.1a & 4.0.1b) - To “Increase” Process Set Value. - To “Decrease” Process Set Value. - Actual Process Temperature. - Process temperature set value. - Booster Heater is “Calling” for more heat. (This should pull 3CON/4CON in unless the air dampers are closed on that drying bin. - High Drying Bin Temperature. (If this condition exists for more than 1 minute, an alarm will sound. - Low Temperature. (Not Used) The set-points the customer will want to check and possibly reset are: A. To change the process set value ( SV ) drying temperature, turn the dryer on. Press the or ( up or down arrow key ) to increment the SV value to the desired temperature. B. To change the high temperature alarm value: Press and hold down the “SEL” key for three seconds. “r oFF” will appear. Press the to select “ r rUn/r HLd”. Press the “SEL” key once more. The “H” LED on the top of the controller face will blink On and off. Press the or key to increment to the desired (positive) value. Press and hold the “SEL” key for three seconds to return to the operational mode. C. To change temperature scale selection to degrees C or F: Press and hold down the “SEL” key for seven seconds. “P” will appear. Press the “SEL” key again to increment through the parameters until “P-F” appears. Press the or key to toggle between C or F as desired. Press and hold the “SEL” key for three seconds to return to operational mode. The alarm value you set will be a deviation value from the drying set point. (SV) This value will automatically track the set point wherever it is set. The low temperature alarm feature of this controller is not utilized. The temperature controller is configured to use a type J ungrounded thermocouple. If any other type is desired, consult the controller operation manual for details. A list of controller error messages is listed below with the probable cause and the control output result. See the controller manufacturers manual for more detailed information. 4.2.2 DEW POINT MONITOR SYSTEM (OPTIONAL with all TM Series Dryers) The dewpoint is described as the temperature at which the air becomes saturated with moisture and condenses to water(or frost in the case of dryers!). It is usually measured in degrees Fahrenheit (ºF, but can be set to °C when preferred). The lower the dewpoint means the dryer the air. The digital dew point monitor indicates the dryness of the process air. Defining Dewpoint Status Terms Process Dewpoint gives the current dewpoint of the process air being sent to the drying bin. Typically during the last ¼ of the process cycle, the dewpoint may slowly begin to rise, just prior to bed-switching (depending on the ambient humidity present). The bed which is in the process cycle will continue to absorb moisture from the process air loop for the process cycle duration. At the end of the cool down portion of the cycle, the valves switch air flow direction and bring the fresh bed on line. The moisture in the air is measured across the dew point sensor mounted in the black block located on the dryer control back panel. The sensor is sensitive to heat, so its tap on the air stream must be in a cool location, before the booster heater. It cannot be checked for proper operation or resistance with a multimeter! The sensor will be damaged! If operation of the sensor is questioned, replace it. The monitor control board is factory calibrated and re-calibration in the field is impractical. To insure its continued accuracy, it is recommended that the sensor be replaced annually. If the P.C. board calibration is in question, contact Motan Inc., Service Dept. for instructions. The display is factory configured to read in degrees Farenheit. If degrees Celsius is desired, use a pair of needle nose pliers to move jumpers J10 and J11 to the upper position. Reference the diagram. 4.2.3 7 DAY CLOCK (OPTIONAL with all TM Series Dryers) Application The Luxor Series Dryers offer an OPTIONAL Digital Time Clock which has a 7-day time base, therefore each day of the week can be uniquely programmed. The time base control can be used to schedule dryer up/down time when you automatically require the dryer to be turned on/off. The control encompasses 24-hours a day, 7-day schedules as well as a “8th day” or holiday schedule. (Control Set-Up Parameters are enclosed separately in the control cabinet.) Technical Data 2 Week minimum battery back-up. Supply Voltage: 120VAC Shortest switch time - 1 minute Ambient Temperature Range: -20 – 140 deg. F Accuracy +/- 4 minutes per year. See 7.0 for Electrical Wiring Schematic. 5.0 RECOMMENDED PERIODIC MAINTENANCE The Luxor Dryers require very little regular maintenance. Alarm conditions serious enough to affect the dryer’s performance will be indicated through the red light and audible alarm. The items listed below, if regularly checked, should prevent most alarm conditions from occurring. Weekly Visually inspect the process filter, to monitor dirt/debris buildup before the filter pressure alarm switches shut off the heater elements. Replace or clean the filter as often as indicated. The filter is accessible at the lower right side of the dryer, while facing the controls. Monthly Drain the compressed air supply filter of accumulated water. Inspect process and return air lines for leaks. Tighten clamps. Annually Remove the dryer panels and visually check all hoses for wear, chafing or tears. Check all Teflon air lines and hose clamps for tight connections. Replace any faulty lines or clamps. To insure continued accuracy of the dewpoint readings, the manufacturer of the dewpoint sensor recommends the sensor to be replaced annually. Replacement dewpoint sensor is Motan part number: 5001245 6.0 TROUBLESHOOTING The ultimate function of every dryer is to produce a certain capacity of air at a specified dewpoint. When either of these two parameters (air and dewpoint) is below specifications, the dryer will not perform the required drying task (either in amount of material dried per hour, or in the final moisture content of the material). When a high moisture condition is encountered in the material, the most likely cause is a decay in the dewpoint of the dryer process air. Troubleshooting this condition is detailed below. Initial Dewpoint Reading The first step in a dewpoint problem is determining whether the problem is within the dryer or outside the dryer. To determine this, a dewpoint reading must taken in two places: 1) 2) After the desiccant bed (at the bottom of the desiccant bed which is online) Before the desiccant bed (at the top of the desiccant bed which is online) These two measurements will provide an indication of the dryer performance. If the dewpoint temperature differential across the dryer is less than 30° (i.e. +10° to -10°), the dryer is not functioning properly. Proceed to Incomplete Regeneration. If the dewpoint temperature differential across the dryer is greater than 30° (i.e. +10° to -40°), the dryer is functioning properly and the problem resides outside the dryer. Follow the instructions outlined in the following section, Dryer External Diagnosis. Dryer External Diagnosis If the dewpoint drop across the dryer exceeds 30°, a dewpoint quality problem is caused by excessive moisture in the return air from the drying bin(s). This excessive moisture can be caused by: 1) 2) Leaks in the drying bin and connecting tubing and hose, or by an extremely high moisture level of the material in the drying bin. If the problem is caused by extremely wet material in the drying bin, the dewpoint should gradually improve as material is dried. Refrain from adding any new material into the drying bin(s) for a couple of hours and monitor the process dewpoint. If the dewpoint gradually improves, excessively wet material is probably the cause. If the dewpoint does not improve, the problem is most likely caused by leaks in the drying bin(s) and connecting hose and tubing. In a drying system, the drying bin and return air tubing is under a slight vacuum. Therefore any leaks will cause ambient air (and accompanying moisture) to enter the return air and cause an excessively high return air dewpoint. Potential areas to check for leaks are: 1) all hose connections and clamps, 2) breaks and tears in the hose, 3) open or poor seating discharge valves on the receiver on top of the drying bin, 4) all tubing clamps, and gaskets around the bin lid, vacuum receiver and take-off box. Dryer Internal Diagnosis: Incomplete Regeneration The most common cause of low dewpoint is incomplete regeneration. During the regeneration heating phase, 500°-550° F air is blown through the molecular sieve. When the exit temperature of the bleed air at the top of bed being regenerated exceeds 340° F, the molecular sieve has been sufficiently dried. Failure of the bleed air temperature to achieve 180°F at the discharge of the bleed air hoses within 40 minutes is considered incomplete regeneration. If this condition occurs, a failure of the regeneration heater has most likely occurred. With the dryer power disconnected, check the heater resistance. At 240V resistance should measure 29 ohms; at 480V resistance should measure 154 ohms. A failed heater will show up as an “open” circuit. Leaking Process Valves If the regeneration heater system checks out, the problem may be due to a leaking process valve(s). Monitor the process air dewpoint for both bed A and bed B. If the dewpoint readings from each bed differ by more than 20°, the problem is probably due to a leaky valve. Also check air flow from the regeneration bleed hoses on the bottom of the dryer. Air should only be discharged from the hose off the bed that is being regenerated. Remove the three way valves from the molecular sieve chambers and: 1) 2) Inspect the plungers for cracks or other wear. Confirm that the plungers seal tightly against the inner valve tubes in both the extended and retracted positions. Replace any plunger which does not seal properly. Check the proper operation of the air cylinders and bed shift solenoid valve. To check the condition of the air cylinders, remove the three-way valves from the desiccant beds. With the compressed air lines still attached to the cylinders and air supply, depress the manual actuation button on the bottom of solenoid valve mounted on the dryer housing. All valve plungers should move to seat against the opposite opening in the valve block. If the solenoid valve fails to actuate the cylinders, replace it. If any cylinder fails to actuate the plunger all the way to the opposite opening, the cylinder has failed. Replace the air cylinder. The appropriate part numbers are located in section (7.0). Note: Running the dryer with reversed phasing for even a short period of time will cause heat damage to the lower valve seals! To check the integrity of the solenoid valve coil, with power off, remove the power plug off the solenoid valve's coil from the back of the dryer. Measure the resistance across the two spade terminals on the valve. The resistance should be in the range of 710 to 750 ohms. Molecular Sieve Temperature Another cause of poor dewpoint is excessive molecular sieve temperature. The hotter the desiccant; the less moisture it will be able to absorb This condition is usually caused by the return air from the drying bin being too hot. To measure the temperature of the molecular sieve, reduce the temperature set-point on the process air temperature controller to approximately 150° F. Monitor the temperature reading. Ideally the temperature should be below 150 degrees F. If the temperature reading exceeds 200° F continuously, the molecular sieve is at too high a temperature to work effectively. An after-cooler may have to be installed at the dryer, before the process air return filter. Contact the Motan sales department for assistance in obtaining an after cooler. Process Heater Circuit Inability to reach the desired process drying temperature may be caused by a blown fuse or open heater element caused by the Drying Bin Interlock Pressure Switch being tripped. After ruling out blown fusing, check to see if the damper valves on the drying bin in question are open. If they are, then check the appropriate drying bin pressure switch to verify proper calibration of the dryer interlock circuit. If the temperature controller is C “calling” then chances are, that the pressure switch needs to be adjusted to the proper differential setting. Remove the cover on the appropriate pressure switch and check the voltage between the “Normally Open” terminal and the “Common” terminal. You should obtain 0VDC. If you are getting 120VAC with the damper valves OPEN, use a screw driver to adjust the calibration screw CLOCKWISE until you obtain 0VAC with the damper valves OPEN. Once you have calibrated the screw, close the damper valve to see if you obtain 120VAC and then open it to see if you obtain 0VAC. If so, this is the proper calibration. The drying bin interlock switches are wired “Normally Open” “Held Closed”. Process Heater Circuit If the pressure switches and the fuses are ok, check the heater elements and wiring connections. Disconnect power. With an ohmmeter, check the resistance of the heater assembly at the bottom of contactor on 3CON or 4CON. There are two to four elements wired in series / parallel depending on model. At 240V the 2KW heater assembly resistance should be 29 ohms; at 480V the 2KW heater assembly resistance should be 115 ohms. At 240V the 4KW heater assembly resistance should be 14.5 ohms; at 480V the 4KW heater assembly resistance should be 58 ohms. Any failed (open) elements will not show a resistance reading and they should be replaced. See Spare parts list Section 7.0 Operational Control Refer to the Electrical Schematics in Section 8.0 for PLC I/O (Manual-J). 7.0 SPARE PARTS LIST 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 Air Cylinder, Valve Shifting Blower, 0.3Hp, 240v/480v, Luxor 120 regen Blower, 0.5 Hp, 240v / 480v (Luxor 50) Blower, 1.0 Hp 240v / 480v (Luxor 80 & 120) Caster, 4" Swivel, Locking Desiccant Support Screen (Luxor 120) Desiccant Support Screen (Luxor 50 & 80) Filter Element, Process Gasket, Air Filter Seal Gasket, Desiccant Bed Cover Heater Element, Process, 2 Kw 240v & 480v ( Luxor 50, 80 & 120) Heater Element, Regeneration 480v, 1.5 Kw (Luxor 50, 80 & 120) Heater Element, Regeneration, 240v, 1.5 Kw (Luxor 50, 80 & 120) Hose, Air Delivery, 1.50", White (Luxor 50, 80 & 120) Hose, air delivery, 2.50: white (Luxor 120) Molecular Sieve Desiccant, 4a, Large Bead (Luxor 120) Molecular Sieve Desiccant, 4a, Large Bead (Luxor 50 & 80) Molecular Sieve Desiccant, 4a, Small Bead (Luxor 120) Molecular Sieve Desiccant, 4a, Small Bead (Luxor 50) Molecular Sieve Desiccant, 4a, Small Bead (Luxor 80) Solenoid, Valve Shift, 110vac Valve Seal, Silicone Rubber (Luxor 120) Valve Seal, Silicone Rubber (Luxor 50 & 80) 1000851 5006095 5005050 5002663 5005631 1006090 1005651 5000577 5000812 5005150 1000971 5005633 5005632 5001075 5000753 5000814 5000814 5000734 5000734 5000734 5004448 1006092 1001288 1 2 2 1 1 10 FT. 2 1 1 10 FT. 12 FT. 3 LB. 1 LB. 17 LB. 6 LB. 7 LB 1 4 2 ELECTRICAL SPARE PARTS LISTING FOR LUXOR 50, 80 & 120 CONTROLLER Item # Description Motan P.N. Spares Rec. 1 2 3 4 5 6 7 8 9 10 11 12 13 Contactor 9a 120VAC Coil A-B IEC Style M09 Used On Process & Regen Blowers Compressed Air Pressure Switch Set @ 65psi Contactor 12a 120VAC Coil A-B IEC Style 100-C12 Used For Bin Heaters Control Transformer 480/240VAC To 120 VAC .050 KVA W/ Fuse Block Dew Point Sensor Fuses All Class CC Overload Relay Solid State 1.0-2.9 A Range IEC Overload Relay Solid State 1.6-5.0 A Range IEC Overload Relay Solid State 3.7-12 A Range IEC Pilot Light Amber W/ 120VAC Lamp Dew Point Meter Pressure Switch For Process Air Flow Rocker Switch Amber Illuminated 120VAC 5003776 5005814 5005876 5001058 5001245 5003778 5003825 5003778 5001080 1006377 5005471 5001269 2 1 1 1 1 NOTE 2 NOTE 1 NOTE 1 NOTE 1 4 1 1 1 14 15 16 17 18 19 20 Temperature Switch 392 Deg. F N.C. W/ ¼" Male Tabs Used On Regen Heaters Thermocouple Class J 3/16" OD X 3" Aspirated Temperature Controller, 1/16 din, 120VAC Mitsubishi PLC Electric Valve for Luxor 120 Model Air Pressure Switch 7 Day Clock 5004505 1005754 1005248 5007283 1006371 5005471 5002954 1 1 1 1 1 1 1 Notes: Each Luxor dryer is specifically designed to operate at a specific customer defined voltage 1 Contact Motan for assistance in selecting the proper overload relay for your specific Luxor dryer model. 2 The standard fuses used in the Luxor dryer are available from your local industrial electrical supplier. If a spares fuse kit is desired, contact Motan with your specific Luxor dryer model. 8.0 Electrical / Mechanical Prints. Drawings A thru R SEE NOTE # 1 SEE NOTE # 1