The Die Market
advertisement

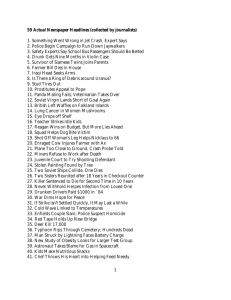
INTERNAL DOCUMENT Product Fact Sheet CimatronE – Die Design Background .......................................................................................................................... 2 What Is a Stamping Die?.................................................................................................... 2 Line Dies .......................................................................................................................... 2 Transfer Dies .................................................................................................................... 3 Progressive Die ................................................................................................................. 3 What is the Cimatron Die Design Application? ......................................................................... 4 The Die Market ..................................................................................................................... 6 General overview .............................................................................................................. 6 Typical Progressive Die Life Cycle ....................................................................................... 8 Die Makers Current Pains and Potential Solutions ................................................................. 9 Target Customers ................................................................................................................. 9 Typical Use .........................................................................................................................10 Key Benefits ........................................................................................................................10 Related Cimatron Products ...................................................................................................11 Competition ........................................................................................................................11 Frequently-Asked Questions .................................................................................................13 More Information.................................................................................................................14 Page 1 of 14 INTERNAL DOCUMENT Background What Is a Stamping Die? A stamping die is a special, one-of-a-kind precision tool that cuts and forms sheet metal into a desired shape or profile. Stamping is a cold-forming operation, which means that no heat is introduced into the die or the sheet material intentionally. Dies range in size from those used to make microelectronics to those that are used to make entire automobile body sides. Certain dies can make more than one piece part per cycle and can cycle as fast as 1,500 cycles (strokes) per minute. There are many kinds of stamping dies, all of which perform two basic operations: Cutting operation which remove part of the material. Some common operations are: Punching, Trimming, Notching, Blanking, Piercing, Lancing and Shearing Forming operation which deforms sheet material by exposing it to tension. Some common operations are: Bending, Flanging, Drawing, Ironing Extruding and Coining. Piece Parts Made in Stamping Dies Among the many factors to consider when choosing a production method are the production speeds; the material consumption needed for each part; the production method cost; preventive maintenance requirements; equipment availability; and the part shape, size, and geometric tolerance specified. The three common production methods are Line Dies, Transfer Dies and Progressive Dies. Line Dies Line dies are tools that typically are hand or robotically loaded. Often each station that forms or cuts the sheet metal represents a single operation die. Some line die advantages are: They often cost less than more complicated dies. The operation's simplicity allows the part to be turned over or rotated in any axis by the operator or robot if necessary. This often allows for more complex geometries to be created. Smaller individual tools are lighter and can be handled with lower-cost die handling equipment. Maintaining a single station does not require removing all the dies. Common line die disadvantages are: Page 2 of 14 INTERNAL DOCUMENT They often cannot compete with production speeds achievable with other methods, such as progressive dies. They require expensive robots or human labor. They often require several presses to manufacture a single part. Transfer Dies Transfer dies are special line dies that are timed together and properly spaced an even distance apart in a single press. The distance between each die is referred to as the pitch, or the distance the part must travel between stations. Unlike with conventional line dies, the piece parts are transferred by special traveling rails mounted within the press boundaries. Transfer systems can perform numerous motions. However, the two basic types are two-axis and three-axis. Transfer systems are popular for manufacturing axial-symmetrical (round), very deep-drawn parts. Some transfer system advantages are: Large parts can be handled at fairly rapid speeds. Stamped parts can be turned over or rotated during the transfer process. Servodrive-type transfers can be programmed to accommodate a large variety of parts, press speeds, and stroke lengths. Transfer dies do not tie each part together, often allowing for material savings. Large volumes of parts can be produced in a fairly short time frame. Some transfer system disadvantages are: They often are quite costly. They often require sophisticated electronics and mechanical finger motion to function properly. They require more die protection sensors. They require a blank destacking system. Progressive Die The progressive die is one of the most common, fastest methods available for producing piece parts. Unlike line or transfer dies, progressive dies tie the parts together by a portion of the original strip or coil, which is called a strip carrier. Different types of parts require different carrier designs. Progressive dies can produce as few as seven or eight parts per minute or as many as 1,500 parts per minute. Unlike transfer or line dies, all necessary stations are mounted on a single common die set. These stations are timed and sequenced so that the piece part can be fed ahead Page 3 of 14 INTERNAL DOCUMENT a constant given distance called the progression or pitch. Many parts can be tied together allowing many parts to be made with each single press stroke. Progressive dies most commonly are coil-fed, and if they contain the proper sensing system, they often can run unattended. It is not uncommon for a single press operator to run two or three progressive dies. The coil material typically is pushed through the die; however, systems that can pull and push the coil material through the die are available. Progressive dies usually require the use of a coil feeder and stock straightener. Progressive die advantages are: They can produce a great volume of parts very quickly. They often can run unattended. They require only one press. Progressive die disadvantages are: They usually cost more than line or transfer dies. They often require precision alignment and setup procedures. They require a coil feeder system. They require an open-ended press to allow for the metal to feed into the die. Damage to a single station requires removing the entire die set. They often are much heavier than single-station line dies. Progressive Die and Strips What is the Cimatron Die Design Application? The Die Design application is a special environment and set of dedicated applicative tools for designing the Die tools and the strip. The application is focused on progressive dies but is suitable for any other dies types The Die Design is an Add-On module to the CimatronE Designer Solution or Master Solution (like MoldDesign) The Die Design is a fully integrated solution, from quoting to delivery. The user has no need to leave CimatronE in order to complete his Die. All the necessary tools are available in the Die Design, including a complete hybrid (surfaces and solid) package, 2D tools, progressive strip design, Finite Elements (FEM) tools, unique assembly for building die set, die catalogs parts, NC integration and wire EDM. Die Design is the name of the application which will be used for designing dies. In this document we will refer to Die Design as the CimatronE complete solution for Die making. Page 4 of 14 INTERNAL DOCUMENT The Die Design application promotes a Flexible Process methodology, derived from the following underlying assumption: o There are many ways and methods to design dies, and different users may choose different processes and steps in their work. The application must never limit the user’s work process in any way. o Most users are experts in die design, and know what needs to be done in each step. The application makes the right tools available to the user at any point, allowing him to quickly implement his design concepts in the most productive way. The application practices the common working methods of the industry and enables the user to work in his natural environment. These principals make Die Design an easy and intuitive application for the user to learn and adopt. The Hybrid 2D/3D capabilities of CimatronE are fully combined in Die Design to achieve the best speed and quality. The Die Design application consists of three environments which support the natural user work flow: o Forming Design – the Forming environment enables the user to build the various forming shapes of the part, starting from the Blank (unfolded shape) through all the forming shapes of the part, to the final result. Forming Design environment includes the next tools: Finite Element Analysis tools: part analysis for Thinning, Blank and Local Blank. Strong geometric (deformation) tools: Unfold, Bend, Unbend, Twist and Deform. Applicative tools like: Form UCS (similar to Work UCS in MoldDesign application), Skin and Special Copy for Forming Shapes Dedicated tools like Add, Copy and Delete Forming Shapes. Hybrid (Surface and Solid) functions like Remove & Extend, Bounded Faces, Extensions and Offset, adapted for Dies. o Strip Design – the Strip environment enables to design and creation of the Progressive Die Strip. In this environment, the user decides how to nest his part (or parts) in the strip, how many progressions he will have in the Die and what forming operation will be done in each progression. Strip Design environment includes the next tools: Punch, Trim and Progressive Copy tools Strip management tools. Process Analysis tools like: Material Utilization, Scrap Area, Minimal Distance, etc. 2D Tools, adapted for Dies. Nesting and Strip Dimension tools to determine the number of progressions (stations), progression distance (pitch) and strip width Page 5 of 14 INTERNAL DOCUMENT o Die Tool Design – the Die Tool environment enables the design and creation of the Die Tool assembly. In this environment the user uses standard CimatronE Assembly and Catalogs tools, augmented with dedicated Die catalogs, parts and assemblies (quite different than those used in mold design). Die Tool Design environment includes the next tools: Die Sets Adapted Assembly Die Catalog parts and mechanism (e.g. CAM) The Die Market General overview According to CIMData, the global market for CAM (all software used for manufacturing) is $1,275M (end-user payments). The Die and Sheet Metal segments hold 20% of this market, meaning $255M. Like the mold industry (and even more so), the majority of the die makers serve the automotive industry, both for progressive dies and the larger forming dies. Large die markets can be found in the same industrial countries, such as North America, Japan, Germany, Spain, Portugal and France. Other, 2% Sheet Metal, 2% Prismatic Production, 11% Prototype, 8% Prismatic Job Shop, 7% Tools, 7% Aerospace, 14% Dies, 18% Molds, 31% Cimdata Report 2005 The following are key observations regarding the die industry: Die Companies are usually bigger than mold makers Unlike mold makers, die makers often get jobs that include the production of the parts, in addition to the design and production of the tool. As a consequence, their quoting process is more complex, and is sensitive to issues like the cost of steel and material utilization. Page 6 of 14 INTERNAL DOCUMENT Die Design needs a lot of knowledge and experience, due to the physical properties of the material (spring-back, deformation ratio …). As a consequence of the inherit complexity, die making has not shifted to low-wages countries (such as China) to the extent that mold making has. Many die makers have remained active in the traditional manufacturing countries in West Europe, even in places where the mold making industry has suffered during the recent years. Due to competition, die makers need to submit a “scary” number of quotations per each job they actually win. The Quoting to PO ratio is between 1% and 5%. In addition, die quotes sometimes need to include a basic design of the process (the Strip), Die tools cost and final part cost. As a consequence, the die quoting task requires a lot of resources, and is an expensive overhead. Parts produced by Dies can usually be classified into two main groups: o A – Analytical parts (simple parts made of cylindrical and planar faces) o B – Non-Analytical parts (complex parts or deep drawing parts, containing also double curvature and shaped faces) In order to handle B type parts, users need Finite Element analysis tools in order to get the planar shape of the parts (also known as the Blank) Machining of the die parts is usually not very complex. Die makers use different machining methods than mold makers: o 3X milling and drilling (for the forming punches). o 5X milling is usually not required. o 4X Wire EDM is very important (much more than with mold making). It is used to cut punches and the corresponding holes in the matrix (die). o Electrodes are hardly used. In general, die makers use outdated CAD tools in their process. Most of them use 2D software, such as AutoCAD and CADKey. For the strip layout, the industry has not yet made the move to 3D CAD (mostly, because the available tools are not satisfactory and the design time is much longer). This presents an opportunity for the new Die Design application. o Die makers use multiple SW packages to complete their jobs. They use 2D tools for the basic design, they use another surfacing software (e.g., Cimatron it or Cimatron E) for the forming shapes, and yet another software for the NC and Wire-EDM process. o As a consequence, associativity is mostly non-existent. Design changes and ECOs cannot be carried forward, and many errors occur. Use of catalog parts by die makers is less significant than by mold makers. Most parts have to be custom-made and cannot be bought as standard parts. The parts and mechanisms than are bought from catalogs are quite different too, and use different catalogs. Page 7 of 14 INTERNAL DOCUMENT Typical Progressive Die Life Cycle The following table describes a typical life cycles of a progressive die. It gives a good description of the steps that die makers have to go through in the work, and the tools they currently use to implement each task. Life Cycle Quotation Stage Description Current software solutions Quotation - The quote will consider several factors such as: Approximate Die size, Blank size Pitch size (distance between stations), number of stations and required operations for DI each one, final part cost. DI – in most of the cases the part is imported Direct Readers and standard formats. from external software. Strip Design Strip Design – In this stage, the Die maker Blank - FEM tools like: FTI, Autoform, will calculate the Blank size, design the Forming Dynaform Shapes (intermediary shapes) of the strip and Forming Shape - surfacing tools like: design the Strip Layout. Cimatron, UG, Catia. Strip Layout - 2D tools like: Autocad, Cadkey, Tool Design Documentation Cimatron IT. Tool Design – in this stage the Die maker Die set – 3D assembly tools like: SolidWorks, designs the Die set and Die stations. Each Solid Edge, UG, Catia, Cimatron E. station is composed of blocks – forming or Punches - surfacing tools like: Cimatron, UG, cutting blocks, and other relevant die tools – Catia. punches, healing blocks, guide blocks, etc. Tool Manufacturing Documentation – the documentation will 2D drawing tools like: Autocad, Cadkey, include Strip drawings, Die tool drawings and Cimatron, SolidWorks, UG, Catia, etc. BOM. Tryouts Tool Manufacturing – the common 3X milling and drilling – Cimatron, UG, manufacturing procedures are: Plate drilling, Delcam. Plate machining and Wire EDM. Electrodes are Wire EDM – Esprit, Fikus. hardly used. 5X milling is usually not required. Tryouts - test runs tryouts must be performed Tool Maintenance in order to validate the tool design Tool Maintenance – Sharpening & Calibration Page 8 of 14 INTERNAL DOCUMENT Die Makers Current Pains and Potential Solutions The process includes several trial-and-error iterations, where test runs must be performed in order to validate the tool design. This is the most expensive and time-consuming part of the process. o Too many design errors occur due to the use of outdated 2D software, and because the process takes place in several disconnected tools (2D, Surfacing, NC, etc.). o o The quoting process can be made more productive by the use of applicative tools to quickly generate a basic strip design. o Professionally looking quotations (with FEM analysis diagrams and Strip design) may help raise the success rate. High dependency on user expertise and experience – new employees take a long time to train, and expertise is becoming quite rare. Automation and analysis may help to some extent, but not really solve the problem. Die making is almost an “art”, and expertise will continue to play a major role in the process for many years to come. Inefficient manufacturing process, since the design takes place in 2D and cannot be automatically converted to machining instructions. Often, much of the work has to be done again, modeling the machined parts based on 2D drawings. o Migrating to a single 2D/3D system that covers the entire process with built-in associativity and analysis tools will greatly reduce the number of errors. Cost and resources invested in quoting, especially when compared to the low success rate. In addition, quoting errors cause loss of business (price too high) or actual losses (price too low). o Better Finite Element analysis tools may help reduce the number of cycles, but no robust solution is known to this inherent problem. By deploying one hybrid 2D/3D system, die makers can enjoy a higher level of automation in the manufacturing process, where parts that need to be machined can be easily extracted from the design. Effectively and profitably managing changes and ECOs, while using multiple software systems. This can be greatly improved by migrating to a single system covering the entire process. Target Customers Die Design can be sold to any Die maker who wishes to improve his productivity and work processes. Typical users can be found mostly in automotive, electronic, electrical and consumer industries. Die Design is most effective at customers who meet the following criteria: Progressive Die makers (although other die makers can also use it). Page 9 of 14 INTERNAL DOCUMENT Working with 2D tools (Autocad, Cadkey, etc.) and outdated products. Using several systems to do various tasks (2D, surfacing, NC). Doing medium to complex jobs (for the very easy A-type jobs, other solutions exist that can do the job. Note, however, that practically every die maker also has to deal with more complex parts). Typical Use A Die Quotation tool Finite Element Analysis tool (fully integrated in our application) Strip design (progressive dies only) Die Tool Design NC + Wire EDM Dealing with medium and complex parts (free forming shapes) Key Benefits Flexible Process – Powerful Tools o CimatronE Die Design is the only application of its type that gives the user all the tools that he needs, while maintaining full process flexibility and control. o The user is always in full control of the process, using as much automation and manual control as appropriate for the task at hand. o Powerful surfacing tools and complete hybrid operation provide the best solution for die making. Performs in real-life conditions o The only Die application which really works on complex parts. Other existing products are known to show nice demos but have been found by users to be quite useless in real-life situations and with non-trivial parts. Full integrated solution to achieve highest productivity o Die Design application has all the tools the user needs in order to complete his job. These tools include embedded FE analysis, Surfacing tools, 2D tools, Die catalogs and so forth. o The mixture of these tools ensures that the user will be able to use the best and fastest tool to do the job at each point of the process and by that ensures maximum productivity. o In addition the user enjoys the fully integrated environment of CimatronE in order to complete his drawings, NC programming and wire EDM. o The Analysis tools for the quoting, metal simulation (thinning & wrinkling) & other CAD analysis tools help the user to avoid errors and achieve faster delivery cycle. Page 10 of 14 INTERNAL DOCUMENT Solution for Die Quoting o All the necessary tools to analyze the part and create a professionally-looking and accurate quotation. o Improves the die maker chance to win business without losing money doing so. Easy to learn and use o Since Die Design implements the common working methods of the industry, the user will find the application tools very easy to operate and adopt. o The applicative tools are not “too” automated; an approach that leaves the user the flexibility that he needs to overcome any design need on one hand and ease of use on the other hand. Build in analysis tools for quality design o Simulation of punch operation to show removal of material o Finite Element Thinning Analysis to show split and wrinkle tendency o Blank calculation Related Cimatron Products CimatronE NC solutions Wire EDM Competition Several competitors have already presented vertical solutions for die makers (e.g., UG, Visi, Solidworks, SolidEdge, ProE). However, users are not satisfied with the existing solutions. It is widely agreed in the industry that the existing vertical solutions are only useful for demos and very simple scenarios and parts. Hence, the real competition comes from the widely used 2D design systems. These systems provide a low level of automation and virtually no vertical solutions, but they are very fast to use and operate. As a consequence, die designers see the operating speed as a key requirement for any product to even be considered as an alternative. 2D design o Mostly CADKey, AutoCAD o Note that these systems do not cover the entire process – they are accompanied with other software tools for surfacing and NC. Dedicated Progressive Die Applications o VISI - VISI-Progress & VISI-Blank (www.vero-software.com) o Missler – TopSolid’Progress (www.topsolid.com/products/industry/description/progress_cad_software.asp?sm=progress ) Page 11 of 14 INTERNAL DOCUMENT o UG - NX Progressive Die Wizard (www.ugs.com/products/nx/tooling/mold/prog_die_wizard.shtml) o Soidwork’s Gold-Partners – 3DQuickPress (www.3dquickpress.com ) & Logopress3 (www.logopress3.com ) o CATIA Gold partner – VAMOS CAA V5 progressive die (www.c3pdm.com/des_e/products/vamos/documentation/Flyer-prog-die_e.pdf ) o PTC – Pro/ENGINEER Progressive Die (www.ptc.com/appserver/mkt/products/home.jsp?k=874 ) o CADCEUS (http://cadceus.com/e/product/f5.html & http://cadceus.com/e/product/pd.html) The following table summarizes the basic weak and strong points of these competitors: Competitor Competitor Weak Points Competitor Strong Points VISI Fails on complex parts Good demo Over-automation, not flexible Recognized as die design vendor Requires solid model Embedded FEM (FTI) Weak surfacing, hybrid operation Good catalogs Associativity is lost when adding forming area User friendly Strong solid modeling Embedded FEM (Autoform) Good Catalogs Missler UG SolidWorks (partners) Page 12 of 14 Same as VISI Requires solid model Automated Punch creation Complex to use and finish the job Broad CAD coverage High price Excellent assembly tools Automatic tool are too automatic can not use them most of the time Excellent Drafting Many standard Catalog items (purchasable components) No technical support that really knows the product Only used by the very large die shops Will incorporate Dynaform and existing customers will have to pay for it Partner solution – no focus Poor support by resellers ? INTERNAL DOCUMENT CATIA (partners) PTC CADCEUS (Japan) To many add on products expensive could get to $40K per seat Two solutions-one for big dies and one for small progressive dies At least 5 weeks of training needed Works on simple parts Have a blank analysis-one step analysis (FTI solution) No solution for stamping steps Widely used by large customers No solution for forming of complex parts Excellent Assembly Excellent Drafting Good bending tools have a blank analysis-one step analysis Associativity is lost when adding forming area No focus on progressive dies No solution to the strip of complex parts No solution to the strip of complex parts Associativity is lost when adding forming area No focus on the market ? ? Frequently-Asked Questions Q: Can I use the Die Design application for any part complexity? A: Yes you can, although when dealing with complex deep drawing parts you'll need to use Cimatron surfacing and solid capabilities and your knowledge in order to model the intermediary forming shapes. The main problem in deep drawing is not geometrical; the problem is to estimate the behavior of the material in each progression. Q: Are the three design environment (Forming, Strip, Die) sold separately? A: The official packaging and configurations are not yet finalized. The specific packages and options will be published later, together with pricing information. Q: Will the special tools (BEND, UNBEND, UNFOLD and TWIST) be available in the regular CAD packages (Designer and Master Solutions)? A: The new Twist, Unbend & Unfold will be protected by a special license for "Die Tools". They will not be available for CAD users without a Die Design license. Other new tools, including Page 13 of 14 INTERNAL DOCUMENT BEND & Single Indication, Stretch, Face Corner and Merge Wire will be available to any user of Designer Solution and Master Solution, starting with CimatronE version 8. Q: Can I use external Finite Element tools? A: Yes, there are tools that enable you to add any forming shape includes blank into the forming shape environment. The advantages of using internal FEM are: o Local blank: instead of blanking the entire model you can blank partial area and keep the other 3D geometry o The position of the form is done automatically while using external FEM it needs to be defined by the user o Quality and quantity of the curves: FEM SW creates huge amount of curves, usually lines. In the internal FEM, Cimatron E merges and simplifies the counter base on the 3D model and the tolerance. Q: Can I use the Strip in other software? A: Yes, notice that the strip is an assembly. When you write or read the file, change the parameter to a single part Q: Can I use the Die Design parts in regular CimatronE without Die Design? A: Yes, you can use Die Design parts without Die Design application but once you have changed an applicative part of Die Design (such as the strip) you will not be able to use it again with the Die Design application. More Information For additional information regarding CimatronE Die Design, please contact Shlomo Katirai (shlomok@cimatron.com) or Rami Khalon (ramik@cimatron.com). Pricing information is contained in the CimatronE 8 Price List. Page 14 of 14