Vanderbilt Welding and Automation Laboratory
advertisement

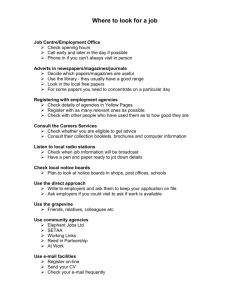
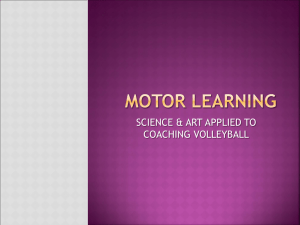
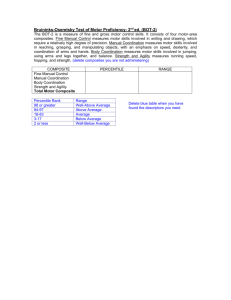
Friction Stir Welding Manual Vanderbilt Welding and Automation Laboratory Estevan L. Bunker Paul A. Fleming Thomas BloodworthTable of Contents I. User’s Manual: Operation of Friction Stir Welding (FSW) Machinery Welding Operation Manual/Non-Automated Welding Operation i. Manual Welding Operation ii. Manual Motor Drive Operation Safety Accident Avoidance II. Components of Friction Stir Welding Machinery Milling Machine i. Internal Motor ii. Installing and Using Manual/Internal Controls iii. Backing Plate iv. Safety Door Motors and Dynamometer i. Lateral Motor ii. Vertical Motor iii. Traverse Motor iv. Spindle Motor v. Gear Ratios vi. Dynamometer Computers and Sensor Box i. Computers ii. Sensor Box iii. Sensor Box Software Maintenance and Other Systems i. Lubricator 1 ii. iii. Motor Lubrication Spindle Head Adjustments III. Appendices 1. Component Specs 1.1 NI-DAQ Boards 1.2 RS-485 Adapter 1.3 Vertical Magnetic Strip Decoder 1.4 Motor Drives 1.5 Ethernet Box 2. Network Schematic 3. Power Supply Schematic 4. Sensor Box Wiring SchematicI. User’s Manual: Operation of FSW Machinery Welding Operation In order to operate the FSW machinery, it is imperative that every step be followed in sequential order and not a single one overlooked or ignored. 1. Install the tool into the milling machine by first inserting it under the spindle which is attached to the dynamometer, and then using an Allen wrench to tighten the set screws in the spindle. Be sure that the flat area of the tool is lined up with the set screws so that proper installation is done. When the materials have all been set into place correctly, the poly-carbonate door must be closed to begin welding and to guarantee the proper level of safety (See Figure 2). Dynamometer Setscrew hole Figure 1. Dynamometer and tool attachment 2 2. All of the fuse boxes for the motor drives and the dynamometer (switch on back of dynamometer signal conditioner) must be turned on (See Figure 3 and 4). The extra gray power plug for the vertical motor should also be plugged in. These fuses are typically turned off while the circuit breakers on the other side of the room that control current into the fuses are normally on. Figure 3. Fuse boxes on wall Switches to be flipped 3 Plug for gray cord Figure 4. Dynamometer Signal Condition 3. For the sensor box, the power strip on the right hand wall must be switched on and each of the outlets containing a plug must also be switched on if it has not already been done. Doing this should provide power to the Ethernet and lubricator as well (See Figures 5 and 6). The Ethernet should be plugged into the sensor box if it has not already been so done. Main power switch to be turned on 3 switches to be turned on Sensor box Figure 5. Power strip and sensor box 4 Power cord plugged in to sensor box Figure 6. Sensor box with power plugged in 4. Turn the Control and Dyno computers on (See Figure 7). The clocks for both computers must be synchronized by double-clicking “internetconfig.bat”, then “Atomic Clock Sync”, and click “Ping Now.” Exit the program and then doubleclick “weldconfig.bat”. The clocks should now be synched correctly to ensure proper data collection. 5. Click on WeldController on the Control computer to bring up the program. The program screen should be orange, indicating the program does not yet detect the necessary components to proceed. Also, click on DYNOSYNC on the Dyno computer to start the dynamometer (See Figure 9). The other Dynamometer program, DYNO FAST, can be used to record force data if the spindle speed is set close to 2000 rpm. This program will yield more reliable data at higher speeds than the original DYNOSYNC program. Extra Computer Control Dyno 5 Figure 7. Computers 6. On the left side of the control program, the buttons “Sensor”, “Dyno”, “Traverse”, “Spindle”, and “Lateral” should be listed. First connect to each of the four motor drives through the connect buttons. Next connect to the dyno computer, checking both computers to make sure connection successful. Finally, connect to the sensor box. This connection informs the user to zero the vertical sensor, which must be done straight away. Auto-Zero button Shows all systems are connected Figure 8. Control screen 6 Adjustable parameters Figure 9. Dyno screen 7. In order for the vertical parameters to be correctly referenced, the vertical axis must be zeroed. The sensor box waits for this process to be done and will eventually time out if not done in time. The vertical motor must be set to continuous on the Control and the velocity set to a not overly fast speed (no more than 5). Then, locate the plastic strip next to the magnetic strip on the left side of the milling machine and move the vertical motor so it may pass this plastic mark (See Figure 10). Pay careful attention for the tool probe not to hit the table by raising the stage to high or going to low and colliding with the floor. Zeroing should clear the orange screen and indicate the vertical axis has been zeroed. Plastic strip to zero the encoder Magnetic strip encoder Figure 10. Vertical magnetic strip encoder 7 8. Parameters for the weld must be set in each of the motor interfaces to ensure a proper weld (See Figure 8). Parameters include information that tells the system information such as the limits of stage travel and where to start and end welds If there are previous parameters that have been saved, they can be uploaded from a file by clicking “Load parameters” and highlighting the appropriate file. To choose the parameters: For the traverse, set the start, stop and Auto-Zero locations. Adjust limits if need be. The start parameter is the location where the tool is set during the Home process, and there should be about 0.25 in. of space between the material and tool shoulder. The stop height is where the tool will stop and this should also leave the same amount of room. The Auto-Zero position is the point where the system will go to automatically auto-zero during weld cycles if that option is selected and should align shoulder of the tool with the end of the material to be welded. For vertical, set the return as a vertical position where the tool can move freely in the x and y directions without colliding with the clamps. The change height should be a very low stage position such that it is easy to change out material. Weld height should be set by Auto-Zero (step 10). Limits should also be taken into consideration. Height definitions can be found in section 2, under Vertical Motor. For lateral, make adjustments if needed, but the parameters for normal welds should be sufficient. Enter values for welding information such as file-names, rotation and traverse speeds in the appropriate boxes in welding parameters and recording parameters. These parameters can be saved as well for future use. BE CAREFUL WHICH PARAMETERS YOU SET AS TO NOT RUIN THE MACHINE. 9. After the lateral position has been set, the lateral brake should be in the engaged position (to the left) to reduce any unnecessary lateral movement (See Figure 11). Not keeping the brake in the on position can lead to inaccurate data collection and damage to the milling machine. Be careful not to move the lateral string potentiometer when adjusting the break. Manual hand-crank 8 Brake lever in the on position 10. Adjust the tool’s position directly above where the shoulder of the tool would touch the edge of the sample material. Slowly raise the stage close to the probe. Run the auto-zero sequence button for the mill machine to find the height of the sample that is secured on the back plate (See Figure 8). During the Auto-Zero sequence, the table may have to be adjusted by turning the wheel on the left-hand side of the table to avoid the probe hitting the sample (See Figure 11). It should be pointed out that after the first weld of the day, if more welds are to be run, this is the point the user comes to begin a second weld, the preceding steps need only be done for system start-up. 11. On the bottom left of the WeldController program there is a section to save the data in an appropriate file and group name. If this hasn't already been set, set these values. When the necessary changes are made to the name of each, click Submit Changes in order to relay the new information to the dynamometer (See Figure 12). Lubricator button Weld button Group and file name Figure 12. Control screen 2 9 Go Home button 12. Click Go Home on the bottom right of the WeldController program for the mill machine to move to the starting position (See Figure 12). It is important to monitor the machine as it is moving to the Home position to ensure nothing collides along the way. Before any welding should take place, check the plunge depth by sliding the steel disk of 0.01 in. under the probe. This distance between the tool and backing plate is called the welding ligament. If the disc slides under easily then the machine is ready to proceed. If not, the probe is too close to the backing plate. 13. If it is the first weld of the day, the lubricator must be run on the mill machine to ensure proper equipment operation. To do this, turn the nozzle on the nitrogen gas tank that is located on the right side of the room (See Figure 13). The pressure from the tank should measure around 50 psi on the left pressure gauge; turn the regulator if adjustment is needed. After the gas is ready, turn on the fume hood using the switch found next to the fuse box by the door. There is also a pressure indicator on the Control panel as another means of monitoring pressure. On the Control, turn on lubricator for about 40-50 sec or until motion can be seen about 2/3 down the tubing that leads to the dynamometer, then shut the lubricator off by the Control computer. (See Figures 12 and 14). Figure 13. Gas tanks Watch for movement here 10 Figure 14. Lubricator Tubing 14. Double-check to make sure everything is suitable for the weld to take place and nothing has the potential to be damaged. Once everything has been inspected, then the next step may be started. 15. Position one person at the Control computer and another person should stand near the table by the red distress button in case anything goes wrong. Once both are ready, start the weld by clicking “WELD”. 16. Data will start to collect on the Dyno screen and the spindle will start up. If the Dwell box has been checked (and virtually always it is) then the following procedure will occur. When the tool gets to spinning at the correct velocity, it will begin to move in to the material for a small distance. Then, it will stop for about 3 seconds and proceed to weld until it is done. 17. When the weld is complete, turn off the gas as soon as possible to prevent leakage. The machine moves to change height so the sample can be removed and the data examined. The computer will then ask if the next sample is ready to be welded; clicking yes will prompt the machine to go to the pre-set Home position. 18. The sample can then be labeled for further research. 19. The temperature of the dynamometer must be monitored every couple of welds to ensure it does not exceed 40 C. Temperatures over this limit have the potential to do damage to the dynamometer. 20. When finished welding, turn off the motors, fume hood, and dynamometer. To completely shut down the computer programs: Hit ctrl-alt-delete and click on “Processes” tab Select “weldcontrol” on the Control computer and “dyno” on the Dyno computer and click “End Process” for both (See Figure 15). 11 Manual/Non-Automated Welding Operation Manual Welding Operation Before the welding operation was automated, the entire process was run manually. This technique required manipulation of the motor drives, levers, and brakes that were once present on the milling machine. In the event that there is a software crash of the WeldController program or sensor box, then the operation must revert back to the manual process. The following steps illustrate the process of welding without the use of any computer automation. 1. Install the tool into the milling machine by first inserting it under the spindle which is attached to the dynamometer, and then using an Allen wrench to tighten the set screws in the spindle. Be sure that the flat area of the tool is lined up with the set screws so that proper installation is done. When the materials have all been set into place correctly, the poly-carbonate door must be closed to begin welding and to guarantee the proper level of safety (See Figure 2). 2. All of the fuse boxes for the motor drives and the dynamometer (switch on back of dynamometer signal conditioner) must be turned on (See Figure 3 and 4). These fuses are typically turned off while the circuit breakers on the other side of the room that control current into the fuses are normally on. 3. Without any automation, it is better that the vertical motor and motor drive are not used for welding because the zeroing process is safer for the machinery when done manually. Since the motor has been attached to the vertical worm drive in the milling machine through an external gear system, it is necessary to remove the entire gear system and metal cover and install the manual cranks. After the external gear system has been removed, the manual hand crank must be installed by following the 12 instructions listed in the section Installing and Using Manual/Internal Controls. The manual hand crank can then be turned to adjust the height of the table anytime during the weld. 4. Turn on the Dyno computer and click on the DYNO icon on the very bottom left of the screen (by the Start button) to start the dynamometer. This is the program is run on the software that was provided by Kistler when the dynamometer was purchased. This software and its operating instructions can be found in the Kistler box which sits on the bookshelves. 5. The lateral position for the weld may be set by manually operating the lateral motor drive. This motor drive is the smallest one on the wall to the right of the milling machine. Since the position cannot be found automatically, it must be estimated by sight. This position can be locked in place by securing the brake into the on position under the left side of the table (See Figure 11). Not keeping the brake in the on position can lead to inaccurate date collection and damage to the milling machine. 6. Adjust the tool’s position directly above where the shoulder of the tool would touch the edge of the sample material. The next step in the process is zeroing the weld height for the milling machine by finding the highest height possible before the dynamometer can detect any force on the z-axis. To do this, slowly raise the stage to the probe by turning the vertical hand crank while monitoring the dynamometer program for any registered forces on the z-axis. When there is the slightest indication of a z-axis force, the height of the stage must then be lowered just slightly until the dynamometer loses the reading. This process of raising and lowering the stage in very small intervals must be done until the correct height is found right before there is any force placed on the z-axis. During the zeroing sequence, the table may have to be adjusted by turning the wheel on the left-hand side of the table to avoid the probe hitting the sample (See Figure 11). *It should be pointed out that after the first weld of the day, if more welds are to be run, this is the point the user comes to begin a second weld, the preceding steps need only be done for system start-up. 7. The traverse motor drive must be operated manually for the mill machine to move to the starting (Home) position (See Figure 12). This location must also be sighted since there is no automation. It is important to monitor the machine as it is moving to the Home position to ensure nothing collides along the way. Also, the plunge depth must be added during this process, so the table height must be adjusted using the manual vertical crank. Before any welding should take place, check the plunge depth by sliding the steel disk of 0.01 in. under the probe. This distance between the tool and backing plate is called the welding ligament. If the disc slides under easily then the machine is ready to proceed. If not, the probe is too close to the backing plate. 8. If it is the first weld of the day, the lubricator must be run on the mill machine to ensure proper equipment operation. To do this, turn the nozzle on the nitrogen gas tank that is located on the right side of the room (See Figure 13). The pressure from the tank should measure around 50 psi on the left pressure gauge; turn the regulator if 13 adjustment is needed. After the gas is ready, turn on the fume hood using the switch found next to the circuit breaker by the door. Turn on lubricator by plugging its power cord into an outlet for about 40-50 sec or until motion can be seen about 2/3 down the tubing that leads to the dynamometer (See Figure 14). 9. Double-check to make sure everything is suitable for the weld to take place and nothing has the potential to be damaged. Once everything has been inspected, then the next step may be started. 10. In order for the weld process to begin, there needs to be one person assigned to operate the spindle motor drive and traverse motor drives, one person assigned to operate the manual traverse hand crank and one person to monitor the Dyno computer. The frequencies for the spindle and traverse motor drives should already be set to ensure there are no mistakes made during the welding itself. 11. Begin welding by having the person assigned to the motor drives press the green start button on the spindle motor drive and allow for it to begin spinning at the necessary speed. After the dynamometer begins to spin, the person assigned to the Dyno computer should begin the dynamometer data collection on the Kistler program. 12. When the spindle reaches its full speed and data is starting to be recorded, the person assigned to the traverse hand crank should begin to turn the hand crank to creep the spindle into the material sample until the entire shoulder of the tool is in contact with the material. The tool should stay in this position for 5-10 seconds to generate the correct amount of heat for it to be a successful weld. After the 5-10 second waiting period, the person assigned to the motor drives must press the green start button on the traverse motor drive for it to begin moving. 13. When the weld is complete, turn off the gas as soon as possible to prevent leakage and the spindle and traverse motor drives can be turned off by pressing their respective red stop buttons. 14. The sample can then be labeled for further research. 15. The temperature of the dynamometer must be monitored every couple of welds to ensure it does not exceed 40 C. Temperatures over this limit have the potential to do damage to the dynamometer. 16. When finished welding, turn off the motor drives, fume hood, and dynamometer. Manual Motor Drive Operation During the manual welding process, it will be necessary to operate the spindle, lateral, and traverse motor drives by hand. This process may seem simple, but it requires a lot of calculations prior to the weld in order for it to be done correctly. Since would be too difficult to run the vertical motor drive manually, it has not been included in the process. The spindle, lateral, and traverse motor drives can be found on the wall on the right side of the milling machine (Figure 23). 14 The spindle, lateral, and traverse motor drives are all frequency drives, meaning that the motor drive will spin their respective motor depending on the frequency that is assigned. Therefore, the higher the frequency that is assigned on the motor drive, the faster the motor will spin. All three of the motor drives can run on a range of 0 to 60 HZ, with 60 HZ turning each motor at its fastest possible speed (Tables 3 and 5). Since the motor drives offer a range of speeds and the speeds are only controlled by changing frequencies, it is necessary that the experimenters do tests and calculations to determine which frequency corresponds to each speed. This process will have to be done for each motor and for each desired speed and should be stored in a table. For the spindle motor drive, the calculations can be done by first determining the final maximum rpm of the spindle head by taking into account the external gear ratio (Table 6), and then use a ratio of frequency to desired rpm to determine the necessary frequency. For example, if the desired speed is half of the maximum speed, then only half of the maximum frequency is needed. For the traverse and spindle motor drives, the first step is to designate a known distance for each of the motor drives separately on the milling machine and run the motor drives at different frequencies. The time that it takes each motor to travel the standard distance on those different frequencies can be used to determine the speeds of those motors. Before any of this experimentation may begin, one must understand how to operate the motor drives. Complete operation instructions for each of the motor drives can be found in their respective Eaton/Cuttler-Hammer manual which can be found on the bookshelves. These manuals guide the user through the complex systems of menus and sub-menus necessary to operate each motor drive. However, power must first be provided to the motor drives by first turning on the necessary fuses on the wall on the left side of the milling machine (See Figure 3) before any work may be done. 15 Safety With the milling machine, caution must be taken to guarantee no one is hurt and the equipment is left undamaged. A few simple rules must therefore always be observed: 1. There must always be at least two people working together when preparing and completing a weld. NO ONE IS ALLOWED TO WORK ALONE. 2. Protective eye-ware must always be worn while the machine is welding. 3. The fuse boxes should never be opened unless the person who does has extensive knowledge and expertise of the subject. 4. Take caution around moving parts such as the belts, pulleys, and gears as some are able to remove fingers and other appendages. 5. If the computer programs act in an unexpected way, the safest thing to do is to completely close the programs via the ctrl-alt-del method described earlier and startup begun over. Continuing using a program that has produced odd errors is a very dangerous thing to do, for instance communications between important components may have been damaged without the operator noticing. Further on this note, if communication between sensor box and control or dyno and control is interrupted or disconnected, it is not advisable to try to reconnect them without fully stopping each program (ctrl-alt-del) and restarting them and then connecting. It is just not safe to do it any other way. However, it is ok to disconnect and re-connect to the motor drives. Accident Avoidance The machinery and computer software for the milling machine and computers are not completely fail-safe, so accident mitigation is vital in protecting all of the expensive equipment. Accidents can be avoided by following the all of the steps listed in the previous section but there are other unique problems that can occur and require immediate action, such as: If the Control screen turns red, that signifies there is an error with something during the weld. This issue is usually diagnosed by the computer itself and can be found at the bottom of the screen. The red screen can be cleared by clicking “Clear Alarm,” but the problem must be resolved before attempting to clear the alarm. Whenever there is a problem with the welding that is taking place, hit the abort button on the Control screen or the red emergency button below the table. If the machinery does not stop working, then the power switches to each of the motors must be shut off immediately. The dynamometer is the most expensive piece of equipment in the FSW lab and everything must be done to prevent it from being damaged. This means that the probe and bottom of dynamometer cannot, under any circumstances, touch the 16 backplate because the contact can ruin the data recorded and the sensors attached. Therefore, there are two scenarios that need to be looked out for: 1. If for some reason the vertical motor does not stop moving up after it is supposed to or the abort buttons do not work, the gray plug for the vertical motor by the motor drives must be pulled. IT IS EXTREMELY IMPERATIVE THAT THIS INSTINCT COMES AS SECOND NATURE WHEN ANYTHING GOES WRONG. 2. When the milling machine has set its Auto-Zero and has gone to the Home position, it is necessary to check that the welding ligament is no less than 0.01 in. This may be tested with the small steel disk found in the lab or with a paper of known thickness. The lower boundaries of movement for the vertical motor must also be carefully monitored because if the motor moves to far down, the motor could disengage from its nut. This would render the motor completely useless and would be incredibly difficult to repair. Wide shot of entire welding machinery 17 II. Components of FSW Machinery Milling Machine Internal Motor The milling machine is a Kearney & Trecker 7.5 hp No. 2 Universal style milling machine that has been modified to hold the FSW system (See Figure 16). Although no milling takes place in the lab, the frame of the machine is perfectly built to accommodate FSW welding. The internal motor of the milling machine was originally used to run all of the worm drives that are a part of the machine, but now all of the worm drives are driven by the attached external motors. The internal motor is now run on a very rare basis for the purpose of lubricating the milling machine’s internal parts. To operate the motor 1. Switch on the fuse-box for the internal machine that is located to the left of the milling machine (See Figure 3). 2. Start the motor by first disengaging the clutch, and then pressing the start button. Press the stop button after 20-40 seconds. 3. This should only be done only when the other motors (traverse, spindle, lateral, and vertical) are turned off. The parts for the machine can be found in the Kearney & Trecker parts catalog, in the event of any further modifications to the machine. On and off buttons Internal motor clutch Figure 16. Internal Motor Clutch and Buttons 18 Installing and Using Manual/Internal Controls If by chance the traverse and lateral motor drives fail, welding will have to continue by re-installing the manual hand cranks and levers that were removed. If the spindle motor drive breaks beyond repair, the only course of action would be to order a new one. Since the milling machine was modified for automated FSW, there are motors now installed on the milling machine where manual hand cranks, wheels, and levers used to reside. By reinstalling all the manual hand cranks, wheels, and levers, the milling machine will still be capable to complete FSW. Turning the manual hand cranks and wheels by hand allows the table of the milling machine to be adjusted. The levers allow the internal motor to operate the vertical, lateral, and traverse worm drives when the internal motor is running. Installing these levers can make the process of welding without any motor drives a little more efficient as constant turning of the cranks and wheels would not be needed. Before installing the manual hand cranks and wheels, the external vertical gear system and cover must be removed (See Figure 17). The metal rods protruding from the milling machine must remain on the machine because they are where the cranks and wheels shall be placed. Taking off this external system grants access to the ports that are necessary for hand crank and wheel installation. The manual hand cranks, wheels, and levers can be found the parts box, which is a small cardboard box located in the cabinets on the opposite side of the room from the milling machine (See Figure 18). The vertical hand crank contains two parts: the hand crank and a relative distance gauge (See Figure 19). The lateral hand wheel is only comprised of the wheel itself (See Figure 18). The levers for the lateral and vertical worm drives are of the same design, while the lever for the traverse worm drive consists of two unique components (See Figures 20 and 21). Small speed gauge Port for lateral wheel Port for vertical hand crank Figure 17. Ports for Manual Controls 19 External gear system to be removed Figure 18. Parts Box Figure 19. Vertical Hand Crank Lateral wheel Hole to go around respective port Pin to secure attachment of bottom hole Mount onto metal rod below respective port Figure 20. Lateral and vertical internal motor lever Milling machine attachments Lever handle Pins to secure attachments Figure 21. Traverse internal motor lever 20 The port where the vertical hand crank must be installed is located to the right of the small green speed internal motor speed gauge (See Figure 17). To install the vertical hand crank, first insert the relative distance gauge onto the port and secure it with its set screw. After the gauge is attached, mount the lever by placing its middle hole around the metal port rod, and then placing its lower hole onto the metal rod directly below the hand crank port. This lever must be pinned into place onto the lower metal rod (all pins should be located in the parts box). The hand crank can then be placed on to the metal port rod and secured into place using its set screw. This final assembly allows for manual and internal manipulation of the vertical worm drive (See Figure 24). The port for the lateral hand wheel is the next port to the right of the vertical hand crank port. The lever for the internal motor to control the lateral direction is mounted in the exact same way as the vertical lever. The hand wheel only needs to be mounted onto this port and secured with a set screw (any and all set screws should be located in the parts box). This assembly also allows for the manual and internal manipulation of the lateral worm drive (See Figure 24). There are also ports located on the bottom left side of the milling machine by the lateral motor that can also house the manual controls for the vertical and lateral directions (See Figure 22). The port on the left is designated for the lateral direction and the port on the right is designated for the vertical direction. Port for vertical crank Port for lateral wheel Figure 22. Side ports for manual controls The internal motor lever for the traverse is comprised of two parts: the handle of lever and milling machine attachment. The area for the lever to be installed is located on the front edge of the table, and it looks like a small gray cylinder protruding up towards the safety door (See Figure 23). To attach the lever, first position the milling machine attachment onto the gray cylinder and fasten them together with the necessary pin. Position the handle of the lever onto the milling machine attachment and fasten these two components with the necessary pin as well (See Figure 24 and all the pins should be located in the parts box). To make adjustments with the manual controls on the milling machine, just turn the hand crank or wheel in the correct direction to move the table to the desired location. It is 21 important to not adjust any of the worm drives outside of their operating limits as this may require very difficult maintenance to repair. Gray cylinder to attach lever Figure 23. Attachment area for traverse internal motor lever Traverse internal motor lever Lateral wheel and internal motor lever Small speed gauge Vertical internal motor lever Figure 24. Model of re-installation of manual controls on milling machine To use the internal motor to operate the worm drives in all three directions: 1. First set the small speed gauge on the left hand side of milling machine to the desired speed (See Figure 24). When using the levers to adjust the table, they will all move at this speed. The numbers listed on the small speed gauge are in inches per minute, and the gauge has a range from 0.25 in/min to 60 in/min. 22 2. Start the internal motor following the instructions listed in the previous section. 3. The internal motor levers that are attached on the vertical hand crank and lateral wheel can be moved from their neutral (middle) position to the right or the left, which engages the motor to move the table in the respective direction. Experimentation of which direction to move the levers to induce the correct table movement may be necessary. 4. The traverse lever for the internal motor can also be moved to the right or the left to use the motor to make the correct adjustments. Experimentation of which direction to move this lever to induce the correct table movement may be necessary as well. 5. If faster movement of the table is desired only for a short period of time while using the internal motor levers, the long lever on the bottom right side of the milling machine can be used to increase the speed of movement in any direction. To do this, just simply pull up and hold onto the long lever to increase the speed to the desired rate while using one of the internal motor levers. The higher the long lever is pulled, the faster the table will move. It is important to note that the increased speed is unknown when the lever is pulled because it is not an absolute speed increase, it is merely relative. Backing Plate The backing plate sits on the table of the milling machine and it is the location where welding samples are securely placed as to not move during the weld (See Figure 17). Table 1. Backing Plate Material and Dimensions* Material Length Width Cold-rolled steel 24 in. 7 in. Height 1 in. *Dimensions may be modified depending on the research and/or experiment that are being done. Figure 25. Backing plate screwed into table 23 Safety Door The safety door helps protect the users of the FSW machine from any harmful pieces of machinery that may fly off the spindle while the weld is taking place (See Figure 2). The safety door is made of two clear polycarbonate sheets that were ordered from McMasterCarr. The width of the door has been calculated to withstand almost any collision from any of the pieces that have a chance of flying off the spindle, but caution must still be taken during the welding process. The other component of the safety door is the pressure sensor which runs to the Control computer, and the computer must detect that the door is closed before any weld is to proceed. However once the weld starts, it may be opened if a more detailed look is needed (However, this is very dangerous). To detect that the switch is closed, the pressure sensor sends a digital signal to the sensor box, which relays it to the Control computer via an Ethernet connection. Table 2. Safety Door Materials and Dimensions Material Length Clear polycarbonate 48 in. Width 12 in. Height 0.5 in. Motors and Dynamometer Lateral Motor The lateral motor on the milling machine drives the stage laterally, or in other words, perpendicular to the weld path. It is driven through a gear box which is coupled to the internal worm drive in the table and it is the gray motor located on the bottom left side of the milling machine. The system has two methods for determining lateral position, a string potentiometer attached to the stage and through a rotary encoder fixed to the lateral motor. For most users, only the absolute position of the stage returned by the string encoder is needed, whereas the relative motor position returned by the encoder are only needed for fine control. The digital signals from the disc encoder are sent back to the Control computer, through a NI-DAQ board which connects to the computer through a USB port. The analog signals from the potentiometer are sent back to the sensor box. The center line for the welding must be manually centered using the lateral motor on the Control panel. During the welding, there is a chance the lateral position may move, so it is necessary to turn on the brake to prevent this from happening (See Figure 11). The motor drive for lateral motor can be found on the wall to the right of the milling machine and runs off of 480 V, which is fused and connected to a 480V circuit breaker in another room (See Figure 31). The specs for the lateral motor can be found in Table 3. 24 Table 3. Specifications for Lateral and Traverse Motors* Manufactur Hp Frame Type Design er U.S. TF GDY Electronic 1.00 143T-80 B TE Motors Final Motor Volts Amps HZ RPM RPM 230/460 3.6/1.8 280 1750 60 Lateral Traverse Minimum Maximum Speed Speed (inches per (ipm) minute) 1.7 ipm 1.4 ipm Code Gear Ratio L 6.02 PH 3 Insul. Class B *The lateral and traverse motors are identical. Optical rotary encoder Figure 26. Lateral motor and encoder Vertical Motor The vertical motor uses a belt and gear which turns a worm drive to adjust the height of the table before and after welding and is located behind the metal plating on the left side of the milling machine (See Figure 27). The system uses the Renishaw linear encoder to monitor vertical position. This sensor returns to the sensor box a digital signal indicating vertical position. 25 There are three heights set by the user for weld sequences: 1. Weld height: This is the height where the tool shoulder just contacts the material. This height is automatically found by the Auto-Zero function on the Control screen. The system welds at a height of weld height + plunge depth. 2. Return height: Safe height at which the lateral and traverse motors make adjustments during the Go Home and Auto-Zero sequences. 3. Change height: The height after welding at which samples can be easily changed out and any work can be done on the table without much worry of damaging other systems. The vertical motor drive has two sources of power: 110 V supplied by the gray power cord inserted in the wall outlet and 240 V which pases through 2 fuses and the circuit breaker by the main door. This motor drive is found on wall, near the bottom, on the left side of the milling machine (See Figure 30). Again, in the event of an emergency that the vertical motor does not stop moving up or down, it is necessary to remove the gray power cord from its socket to completely shut it down. The specs for the vertical motor are found in Table 4. Table 4. Vertical Motor Specifications Manufacturer Model number Serial number Volts Maximum Speed (inches per minute) Parker Compumotor 730 MTR 1831 R 240 and 110 5 ipm Figure 27. Vertical motor 26 Traverse Motor The traverse motor moves the table forward and back so the probe can pass through the material during the welds and to make the necessary adjustments during the Go Home and Auto-Zero sequences. For the motor, forward is moving right relative to the milling machine and reverse is to the left. The traverse motor is the unprotected gear and belt motor that is located at the right edge of the table (See Figure 28). This motor must adjusts a large worm screw nut under the table to allow it to translate forwards and backwards. A small wire potentiometer that works exactly like the one attached to the lateral motor is also attached to the traverse motor to detect traverse position. This wire potentiometer is found under the right side of the table. The analog signals coming from the potentiometer are relayed to the sensor box. The lateral motor will therefore be guided to the parameters set in the Control screen. The traverse motor drive for the traverse motor is powered by the 240 V supplied from the fuse box, which is connected to the breaker by the door (See Figure 31). The motor is identical to the lateral motor and the specs for the motor are found in Table 3. Figure 28. Traverse Motor Spindle Motor The spindle motor is responsible for spinning the dynamometer and the tool during the welding process. This motor is therefore very powerful as it spins the tool at very high speeds to maintain the correct steady-state conditions for the weld. The tool shaft is spun through a belt and gear system at the top of the milling machine (See Figure 29). The RPM and spin direction of the spindle can be set through the Control screen before the weld commences. The motor drive for the spindle is the largest on the wall and can be found on the right side of the milling machine and is powered by 240 V supplied by the breaker by the door (Figure 31). The specs for the spindle motor are found in Table 5. 27 Table 5. Spindle Motor Specifications Manufacturer Catalog number Frame Spec. number Volts 230/ 460 Amps RPM Rating HZ 46/23 3450 40 C AMBCONT. 60 Baldor Industrial VM2514T 254T 37F336 W451 G1 PH Ser. F. Code Design Insul. Class NEMA NOM. EFF. P.F. Bearings DE ODE 3 1.15 H B F 87.5% 91% 6309 6206 Maximum Speed RPM 2000 RPM Figure 29. Spindle motor Figure 30. Vertical motor drive Traverse motor drive Spindle motor drive Figure 31. Motor drives 28 Lateral motor drive Gear Ratios There are separate external gear ratios for the traverse, spindle, and vertical motors and each of these ratios allows their respective motor to run at certain maximum and minimum velocities. The maximum and minimum velocities therefore allow for a range of different speeds, and one can be set in the parameters of the Control screen. These gear ratios can also be changed to alter the maximum and minimum speeds by replacing the gears and belts with a different set. Gear ratios and serial numbers for each of the motors are found in Table 6. New gears and belts may be ordered from the Emerson/Browning/Morse Components Drive Products catalog (pg. D-3 and pg. D-11) that can be found on the bookcase shelves. The gears and belts for the traverse and spindle motors are Poly-V, meaning the gears have V-shaped indentations on the outside rim and the belts have V-shaded grooves to fit into the gears. The nomenclature for each of the serial numbers can be found under Table 6. Also, a bushing is only necessary if it is determined vital for the construction of the gear system. Table 6. External Gear Ratios Driver Driven Gear Gear Belt Serial Driver Driven Serial Serial Number** Gear Size Gear Size Number* Number* 10J20G 10J106Q 520J10 2.0 in. 10.6 in. Traverse 16J45P 16J60P 360J16 4.5 in. 6.0 in. Spindle Must be found by removing vertical gears cover plate Vertical *Gear Serial Number Corresponds to bushing needed J signifies size of grooves 10J20G Number of grooves, i.e. means 10 grooves Diameter of gear in inches, i.e. 2.0 in. Last digit is in tenths. 29 Ratio 1: 5.3 7: 12 **Belt Serial Number J signifies size of grooves 520J10 Length of belt in inches, i.e. 52.0 in. Last digit is in tenths. Number of grooves, i.e. 10 grooves Dynamometer The dynamometer records the data of the forces that are exerted on the probe in the x, y, and z directions and records the moment exerted around the z-axis while the weld is occurring. The official name for the dynamometer is Kistler Rotating Cutting Force Dynamometer. This piece of equipment is the most important and most expensive, therefore great care should be taken when handling it. In order to record accurate data from each independent axis at all times, it was necessary to install optical interrupters to monitor the position of the dynamometer. These optical interrupters work by sending a signal every time the laser transmitter changes from blocked to un-blocked. On the bottom of the dynamometer, there is a ring of optical interrupters that protrude out every 36 degrees and serve the purpose of referencing the location of the axes as the dynamometer spins (See Figure 32). This allows for the x and y axes to be de-coupled, which provides an infinitely more accurate set of data. The other set of optical interrupters on the dynamometer are used to keep track of the number of revolutions it makes and is composed of just one piece of metal protruding from the center (See Figure 32). For the DYNOFAST program, the force readings are taken only once per revolution and not 10 times per revolution as the normal DYNOSYNC program does. The interrupters send digital signals back to the Dyno computer through a NI-DAQ board, which allows the signals to transfer through USB port on the computer. The force sensors on the dynamometer send back an analog signal to the Dyno signal conditioner where they are altered and sent to the Dyno computer through a RS-232 connection. The data from both of these signals show up on the screen for the Dyno program during the weld (See Figure 9). As the data is being recorded, it is important to watch that the moment about the z-axis does not reach above 30 for extended periods of time as the dynamometer might be suffering damage from the weld. If this is the case, the weld should be shut down and the problem examined. The power for the dynamometer is obviously supplied by the electricity which runs from its connection to the Dyno computer. More heavily detailed information can be found in the Kistler Operation Instructions located in the bookcase. 30 If the DYNOSYNC program shows a positive z-axis force with a magnitude of about 100 when it is not welding, reset the Dynamometer by pressing Force Dyno Reset (See Figure). If the positive z-axis force remains, then the DYNOSYNC program and Signal Conditioner both must be rebooted. Check the Processes tab in the Windows Task Manager to confirm the DYNOSYNC program has been completely shut down (See Figure 15). Laser transmitter Axis reference interrupters Revolution interrupter Figure 32. Optical interrupters on dynamometer Computers and Sensor Box Computers There are two computers for the FSW system and each serves a very important function. The Control computer automates the entire welding procedure by making the correct position adjustments to each motor as well as controlling the lubricator for the spindle head. The Dyno computer is connected to the dynamometer on the spindle head and records the data of the forces that act on the spindle head during the welding process. There is a separate computer that was used for the Sound, but there is virtually no use for the computer anymore. Each of these computers can be found on the left side of the milling machine (See Figure 7). The Control computer controls all the motors by communicating with their motor drives. The control computer is connected to the lateral, traverse, and spindle motor drives through a RS-485 adaptor board, and this board is finally connected to the computer via USB. The vertical motor drive is connected straight to the Control computer through a RS-232 connection. Also, the lateral disc encoder is connected to the computer through a NI-DAQ board, which receives the digital signals from the encoder and transfers them through a USB connection. The program for running the welding process is named WeldController and can be found on the desktop of the Control computer. 31 The Dyno computer is also connected to the Control computer through an Ethernet connection. This connection allows the Control computer to dictate where the force data files can be stored by assigning the folder name to each set of data, and more information for this procedure can also be found in Step 11 of the Welding Operation. The Dyno computer is connected to the Dynamometer through the Dyno signal conditioner. Also, the spindle shaft interrupters are connected to the Dyno computer through a NI-DAQ board by a USB connection. This NI-DAQ board receives the digital signals from the interrupters and relays them to the Dyno computer. The program for the running the dynamometer is named DYNOSYNC and can be found on the desktop of the Dyno computer. Control IP Address: 10.10.6.101 Dynamometer IP Address: 10.10.6.102 Sensor Box The sensor box is a very important piece of equipment which collects all the sensor data and passes this information to the control computer via the ethernet. There are six sensors attached to the sensor box which include: the traverse potentiometer, the lateral potentiometer, the pressure for the lubricator, the safety door pressure, the emergency button pressure, and the vertical magnetic strip encoder. The sensor box also connects to a relay which powers the spindle shaft lubricator. The components of the sensor box include: the power supply, the DC-DC converters, the Wolf computer board, and of course the wires (See Figure 33). Each of these components serves a distinct and important function in the process of sending signals back to the Control computer. The power supply is very important in that it converts the 110 V AC current from the power strip outlet into 24 V, 1.3 A DC current because the sensors run off of DC. Also, there are two DC converters; one converts the 24 V DC to 12 V DC and the other converts the 24 V DC to 5 V DC. The wolf computer board has a number of input and output devices. It reads the lubricator pressure switch, safety door switch, and emergency button using digital inputs. It uses specialized digital inputs set to quad-decoders to read the vertical sensor. It uses A/D converters to read the string pots. And finally it uses high-current outputs to drive the relay which powers the spindle-shaft lubricator. The wires inside the box are color-coded according to the following scheme: Green = Ground Blue = DC Ground Black = AC Line White = Neutral Red = DC Power (either +5 +12 or +24V) Other: Information lines The only exception to the rule is that the brown wire from the safety door pressure switch is for ground, not signal transfer. 32 The signals that the Wolf computer board receives from the sensors are transmitted to the Control computer through an Ethernet ICP/IP connection. The sensor box has a permanent address 10.10.6.100 and the computer is programmed to look for that address once the Control program is ran. The power for the sensor box comes from a 110 V AC outlet on the power strip located on the floor by the right side of the milling machine (See Figure 5). The power from this outlet goes into the side of the box by a CPC, so it is very important to check the CPC is fully connected before proceeding with the welding process. 24 V to 12 V converter Wolf computer board Power supply 24 V to 5 V converter Figure 33. Sensor Box Interior Sensor Box Software The software that runs the sensor box is written in Dynamic C and runs through WolfWeldControl. In this program, all of the code to run the sensor box can be found. This program runs by collecting signals from all of the sensors and then puts them into a string to send back to the Control computer to read. If any changes need to be made to the code to make the sensor box run more efficiently, this program will allow it to be done. Maintenance and Other Systems Lubricator The lubricator is responsible for lubricating the entire spindle head to allow it to spin freely. Since it is imperative that the lubricator run for every weld, the lubricator is automatically turned on by the Control computer when the weld begins. If it is the first weld of the day, the lubricator must run for close to a minute prior to any welding by pressing lubricator button on the Control screen (See Figure 12). 33 In order for the lubricator to operate, the nitrogen gas tank on the right side of the room needs to be opened and the left pressure gauge should register very close to 50 psi. To avoid wasting the nitrogen gas, the gas tanks should be opened right before the weld is to begin and be closed right after the weld has finished. Then when welding begins, the Control computer sends a signal to the lubricator to open the solenoid to allow a mixture of oil and air to pass through the tubing. The pressure from the nitrogen gas forces this mixture down the tubing and into the upper and lower thrust bearings in the spindle head. The lubricator will automatically be shut off by the Control computer once the welding stops. The lubricator is connected to the sensor box through a relay station which is located on the cart under the sensor box. This relay station sends a digital signal to the sensor box and the signal is sent to the Control computer via an Ethernet connection. To fill up the lubricator, remove the cap on the top right and pour oil into the hole. Pay attention to the gauge in the front and do not fill past the demarcated line (See Figure 34). Refilling of the lubricator must be done whenever it is deemed necessary by the team. The oil used in the lubricator is an Ethyl lubricator DTE Oil Light Bearing and Circulating Oil #ISO VG 32, and the bucket can be found in the corner on the opposite side of the room of milling machine (See Figure 35). More oil can be ordered from Mobil and the contact information for the office is 4451 Nashville Rd. Franklin, KY 42134 270-586-8283 Solenoid triggered by computer Refill level Figure 34. Lubricator machinery 34 Figure 35. Bucket of lubricator oil Motor Lubrication Lubrication for the traverse and lateral motors is also very important for maintaining the system in working order, but it is very rare that this needs to be done. For these motors, it is necessary to only refill the oil in the motors when it gets low. Since the motors are used very lightly, the refilling of the lubricator should only occur about twice a year (depending on use). The oil that should be used is Coastal Gear Oil 80W 90 (See Figure 37). Bolt to unscrew for refill Do not fill above this bolt Figure 36. Back of Traverse motor Since both motors are identical, the process for refilling the oil is the same simple process. To refill the oil, just unscrew the bolt at the top of the secondary part of the 35 motor, and pour in the oil (See Figure 36). There are two bolts on the side of the motor and the level of the highest one is the height that the oil should be filled. The amount is very low, but it is all that is required. Figure 37. Gear Oil for traverse and lateral motors Spindle Head Adjustments If a change in the degree of the weld is desired, it must be done by adjusting the spindle head itself. This can be done by first only loosening the four bolts on the spindle head and then by pushing the spindle head in either clockwise or counter-clockwise direction by the desired number of degrees (See Figure 38). There is a metal strip on the spindle head which indicates the degree orientation of the tool and using this strip is necessary in making precise changes. 36 Bolts that should be loosened III. Appendices 1. Component Specs 1.1 NI-DAQ Boards Lateral: National Instruments USB 6501 Dyno: National Instruments USB 6008 1.2 RS-485 Adaptor ULinx RS-422/485 USB adaptor 1.3 Vertical Magnetic Strip RENSHAW Serial# 4W3194 1.4 Motor Drives Spindle: Eaton SVX-9000 Cat. # SVX020A1-2A1N1 Traverse: Eaton MVX9000 Cat. # MVX007A0-2 Lateral: Eaton MVX9000 Cat. # MVX001A0-4 Vertical: Compumotor, KH series, Brushless servo drive Model # KHX-250 1.5 Ethernet Box Linksys 10/100 8-port Work group switch 37