Improvement in Ice-Skate Blade Performance Through the Use of

Improvements in Ice-Skate Blade Performance Through the
Use of PVD and CVD Plasma Hard Coatings
Sketch by Romeijn de Hooghe –
Man playing Kolver (cross between golf and hockey)
on ice with early skate blades - ca. 1625 AD
By: Donald Horkheimer
2007-June-6
Student ID: 2132334
ME 5361 Plasma-Aided Manufacturing
Instructor: Dr. Joachim V.R. Heberlein
ABSTRACT
Considering the physics of ice skating and the development and design of ice skate blades the eventual application of plasma deposited hard-coatings seems to be the logical next step in ice skate blade evolution. The paper looks at the differences between plasma
Physical Vapor Deposition (PVD) and Chemical Vapor Deposition (CVD) coating techniques as well as specific hard coating such as diamond-related films and cubic-
Boron Nitride (c-BN) films. Based upon an examination of the literature, ice skate blade manufacturers would likely use a Plasma Enhanced Chemical Vapor Deposition
(PECVD) process to apply Diamond Like Carbon (DLC) because of the productivity of the process and the hardness of the coating in comparison to other alternatives.
INTRODUCTION
The source of ice’s slipperiness has been debated by scientists for nearly two centuries.
Most now agree that a combination of friction melting the ice and a natural liquid film on the surface of the ice results in ice’s slipperiness. Expecting improvements in ice skate blade performance due to the application of a low friction coating or a thermally insulating coating is probably a mistaken approach. The thin film of water providing the hydrodynamic lubrication between the ice skate blade and the ice limits the usefulness of low friction coatings like Teflon. Recent ice skate blade designs also limit the amount of steel used in a blade which results in diminished heat sink effect between the blade and the ice.
Plasma deposited hard coatings can reduce the wear of ice skate blade edges. Current blades have hardness at best of 64 HRC. Plasma deposited coatings examined would greatly exceed 80 HRC. Manufacturers that sell hard coated ice skate blades will be able to market a cost savings over the life of a pair of ice skate blades by eliminating the owner’s need to sharpen their blades.
Two broad categories of depositing hard coating are Physical Vapor Deposition (PVD) and Chemical Vapor Deposition (CVD). Only plasma based methods are examined.
Traditional thermal spraying techniques were not considered due to the challenges of developing a thermal spray process that results in high quality and low porosity hard coatings.
Two categories of coatings are considered the first are carbon containing coatings which can be broadly defined as diamond related films which includes amorphous and polycrystalline films. The diamond related films receive a great deal of attention because of the possibility for high hardness and low friction films. The second type of coating examined is a cubic Boron Nitride film which is popular as a wear resistant coating in the machining industry. Diamond films appear to be most suitable for application in ice skate blades so long as the steel substrate is properly prepared.
2
THE COMPLEX PHYSICS OF ICE
Hockey would not have the same appeal if it were played on ground or grass. Ice is what gives the "coolest game on Earth," as the National Hockey League calls it, its distinguishing characteristics.
Alain Hache, The Physics of Hockey
Anyone that has ever walked across a patch of ice has learned sometimes by accident that ice is extremely slippery. The coefficient of friction of a steel skate blade on ice is approximately 0.0046 to 0.0059, which is even lower then the coefficient of friction of
Teflon on Teflon which is 0.05. [1] Scientists have been studying ice for the past two centuries in order to find a reason for ice’s slippery nature. James Thomson proposed in
1850 that it is contact pressure between the ice and another object that causes the ice to locally melt and produce a liquid film. Other scientists such as William Thomson (later
Lord Kelvin) and Osborne Reynolds supported the theory of pressure melting. [2] The weight of the skater divided by the small contact area of the ice skater results in very high pressures, but there are problems with this theory.
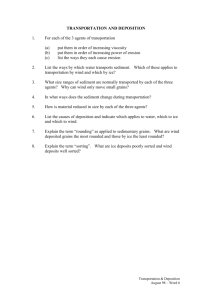
Later calculations showed that in order for pressure melting to be a significant source of a lubricating liquid layer the pressures required would likely fracture the ice or squeeze out any film of water between the skate blade and the ice. Also looking at the phase diagram for ice in Figure 1 it is impossible for liquid water to exist at any pressure below a temperature of -20C and yet ice is still slippery at those temperatures. [3,4]
Figure 1. Phase Diagram of Water. Phases Ih, II, III, V, and VI Represent Solid Forms of
Water (Ice)
Other researchers put forth the idea that the small amount of friction generated between the skate blade and ice resulted in enough heat being dissipated into the ice to cause localized melting. Calculations showed this explanation to be more likely and empirical measurements showed that heavily thermally insulated blades exhibited lower friction than non-insulated blades suggesting that more frictional heat was conducted into the ice
3
and produced a larger film or water. [5] A limitation of this theory is that ice appears to be slippery even when an individual isn’t generating any frictional heating of the ice, in other words when the skater is stationary ice still feels slippery.
Michael Faraday was the first to suggest that ice may naturally exhibit a quasi-liquid layer. Later researchers proved with advance techniques like nuclear magnetic resonance that a liquid film of water does in fact exist on top of ice even at temperatures greatly below the freezing point of water. The physical explanation for the existence of this liquid film is that water molecules near a free surface are less constrained by hydrogen bonding and other van der Waals forces then molecules away from the surface. Because of fewer intra-molecular forces acting on the surface molecules those molecules appear to behave more like a liquid then a solid. [6,7]
Consensus now exists in the scientific community that a combination of frictional heating and quasi-liquid layer is responsible for ice’s slipperiness. The implications for ice skate blade designers are that ideal blade materials would exhibit little thermal conductivity and not interfere with the surface characteristics of ice. But from a commercial perspective and looking at historical ice skate blade development a more marketable development would be enhanced wear resistance.
MATERIALS AND DESIGN OF ICE SKATE BLADES
Ice hockey is a form of disorderly conduct in which the score is kept.
Doug Larson
Development of the Ice Skate Blade – Archeological findings suggest that ice skating originated in the early Bronze Age in Europe. The first ice skates were made from animal bone. In an early application of anti-friction coatings ice skaters may have used beeswax or animal grease to coat the bone surface. The first recorded use of iron ice skate blades occurs in a Flemish manuscript in the 13 th
century. Modern steel ice skate blade designs didn’t appear until the late 19 th
century and with the rise of the industrialization the transition from bone to modern steel blade designs occurred so quickly that early 20 th
century researchers even doubted if their ancestors ever used bone.
[8]
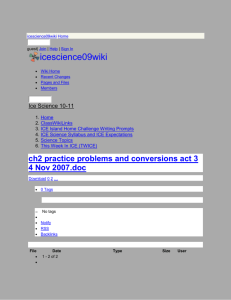
Modern ice skate blade designs are shown in Figure 2. The latest innovation in ice skate blade design is the T-Blade™ system, from a technical perspective it incorporates several improvements. The T-Blade’s use of a thin steel strip minimizes the heat-sink effect present in a larger thermally conductive steel blade which should reduce friction and a large lower quality steel blade is replaced with smaller higher quality steel blade strip for near the same material cost.
4
Figure 2. State of the Art Ice Skate Blades (Left: Large Conventional Blade, Right: New
T-Blade™ System with Thin Steel Blade Insert)
Very little information is provided by current ice skate manufacturers as to the type of steel they use or the type of treatments the steel undergoes during manufacture. The author imagines the reason for the lack of information is due to the customer’s lack of interest in the subject and because the quality and type of steel used by most manufacturers offers nothing to brag about in marketing brochures. Some high end ice skates use powder metal and cold worked steels made by Böhler in Austria specifically the K390 and K190 alloys. [9] See Table 1 for the composition of K390 and K190 steel.
Most ice skate blades have hardness between 56 and 64 HRC. See the appendix for a chart comparing different hardness designations.
Böhler
Alloys C Si Cr Mn Mo V W Co
K190 2.30% 0.60% 12.50% 0.30% 1.10% 4.00% - -
K390 2.45% 0.55% 4.15% - 3.75% 9.00% 1.00% 2.00%
Table 1. Composition of Böhler Steel Alloys Used in High-End Ice Skate Blades
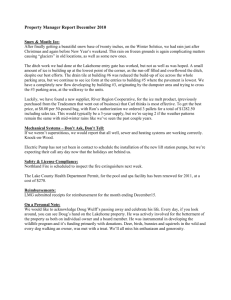
Implications of Current Ice Skate Blade Design – Modern ice skates are sharpened to enhance skating performance. Figure 3 shows the cross-sectional blade profile of a typical sharpened skate. In addition to adjusting the blade’s hollow, skilled sharpeners will vary the curvature of the blade when looking from the side of the boot and they will also vary the center of curvature to vary the point of contact along the boot between the blade and the ice.
Maintaining sharp and precise edges will greatly influence the control, feel, and stability of the ice skate blade. Avid ice skaters may have their blades sharpened a dozen times in a given season in order to maintain the sharpness of their blades.
Figure 3. Typical Cross-Sectional Blade Profile
5
Sharp edges are difficult to maintain. The high stresses acting on the blade results in yielding of the edge materials and eventual wear of the blade’s features. The advantage of the low friction interface between the blade and the ice is that the maximum shear stress within the blade is far from the actual blade substrate. [10] Commercial literature on the
T-Blade system suggests that the higher-quality high-hardness steel used in the thin blade negates the need for sharpening and instead the business model is based on disposing of worn out blades and replacing them with new blades. Plasma deposited hard-coatings could reduce the replacement rate even further and provide a manufacturer with a competitive edge over other businesses.
PLASMA COATING PROCESSES
A puck is a hard rubber disc that hockey players strike when they can't hit one another.
Jimmy Cannon
Physical Vapor Deposition (PVD) – The Physical Vapor Deposition process has been described as atomic billiards. Figure 4 describes a generic PVD process. The Plasma
PVD process also known as sputtering uses plasma in the creation of depositions species per step 1 in the process.
Figure 4. Generic Physical Vapor Deposition Process [11]
The plasma contains high energy ions which are accelerated and caused to strike a target made up of material desired to be used in creating a thin film on the substrate. When the ion collides with the target or source of film material the desired outcome is to have the ion eject atom(s) from the target. The ejected atom from the target represents a condensable vapor that can be transported by atomic motion to the surface of the substrate. The desired outcome of ejected target material and substrate interaction is the creation and growth of a thin film.
The Plasma PVD process allows independent control of process variables at steps 1 through 3 unlike the PECVD process, but even then the optimization of the PVD process involves conflicting constraints. In simple terms not every ion that hits the target ejects a target atom and not every free target atom reaches the substrate and not every target atom that reaches the substrate contribute to film grown. One example of a complex interaction is that increases in PVD operating pressures can increase the number of ions
6
hitting the target and ejecting free target atoms. However at the same time higher pressures decrease the mean free path of the free target atoms which can result in lower deposition rates. Figure 5 below shows the particle energy distribution within the PVD reactor.
Figure 5. Particle Energy Distribution of Typical Plasma PVD Processes [12]
The plasma PVD process generally offers good film deposition rates, but at the price of non-uniform film thickness. The non-uniformity arises from the transport process of target atoms being primarily line of sight in nature.
Factors influencing deposition rates are power density at the target surface, size of target erosion area, target-substrate distance, target composition, reactor gas pressure, and external magnetic fields.
Figure 6 below illustrates the variety of plasma PVD processes that can be used to deposit diamond like films. Similar equipment arrangements can be used to deposit other films.
Figure 7 below compares the advantages and disadvantages of different plasma PVD power supplies. The Mid-Frequency (MF) Pulsed power supply is a relatively recent development to address the short comings of the DC and RF reactors. [13, 14] An additional limitation of DC sputtering is difficultly sputtering materials with limited
7
electrical conductivity. DC power supplies can be ruined by attempting to sputter electrically insulating materials. RF power supplies can sputter insulating and conductive materials, but at the price of limited deposition rate and higher equipment costs. [15]
Figure 6. Examples of Different Kinds of Plasma PVD Processes for Creating Diamond
Like Films [16]
Figure 7. Comparison of Advantages and Disadvantages of Different Power Supplies for
Plasma PVD Processes [11]
8
Chemical Vapor Deposition (CVD) – If PVD is atomic billiards then CVD is like playing catch with a dog. The shot to make in PVD billiards is to bring the cue ball to rest right besides another ball. The dog in a game of catch has a natural affinity for the ball and in a CVD process the material transported to the substrate has a natural affinity with the substrate and reacts to form a new product at the surface of the substrate. Figure 8 illustrates the more complex deposition model of the CVD process. The use of plasma in a CVD process increases the density and reactivity of the desired deposition material.
Plasmas are excellent at generating environments rich in chemistry because they contain large concentrations of free radicals and ions. Fewer of the process parameters in a
PECVD process are independent in comparison to plasma PVD.
Figure 8. Generic Chemical Vapor Deposition Process [17]
The advantage of PECVD over PVD is that the deposition process is no longer dictated by line-of-sight, but transport of reactants to the surface. This makes reactor design easier and the deposited films more uniform, but even with these advantages the net deposition rate tends to be less.
Figure 9 illustrates the main phenomenon that limits the deposition rate PECVD. Factors influencing the transport of reactants by diffusion to the surface of the substrate impact the deposition rate.
Figure 10 illustrates the different types of plasma CVD reactors for depositing diamond like films and other coatings.
9
Figure 9. Limiting Deposition Rate Process Controls [17]
Figure 10. Examples of Different Kinds of Plasma CVD Processes for Creating Diamond
Like Films [16]
Discussion – One area that needs to be considered before even selecting a deposition process is the preparation of the substrate in order to promote good adhesion between the film material and substrate. Some alloy substrates need to be selectively etched in order to create good adhesion. Sometimes it is possible to perform the etching in the same reactor used to deposit the film. [18] In some cases, an intermediary layers needs to be deposited onto the substrate before depositing the hard film. An intermediary layer can play different roles, sometimes acting as a diffusion barrier, preventing film material from migrating into the substrate. Intermediary layers can also act to reduce internal stress or as a source of material for additional alloying by assisting the creation of hard carbide layers. [19]
10
Other treatments include nitriding or carburizing the substrate. Figure 11 shows the advantage of plasma nitriding a steel substrate first and then depositing a Chromium-
Nitride film in creating a more gradual transition in hardness through the thickness.
Figure 11. Benefits in Hardness Profile by Way of Substrate Preparation. CZ = Nitride
Compound Zone, DZ = Nitride Diffusion Zone [20]
Substrate preparation also needs to avoid the creation of micro-cracks in the substrate surface. Water can get absorbed into the micro-cracks and later causes adhesive failure between the film and substrate. [21] A good indicator of wear resistance when selecting a coating can be found by maximizing the ratio of hardness to modulus. [22]
In order to get the best wear performance out of a hard coating it is generally important to create a nano-crystalline film on the substrate where grain sizes are less then 10 nm across or essentially an equal number of atoms within the grain and along its perimeter.
The nano-crystalline films have fewer dislocations, resist crack propagation, and suppress grain boundary growth better then large structure films. The high-energy ion bombardment of the substrate available by using a PVD process can result in high quality films. [15]
The economics of hard coating an ice skate blade will ultimately play a large role in determining the particulars of the coating and the process by which it is applied. In other words cost is king. A coating should not add a great deal of additional cost to the finished product. Consumers do not typically do a great deal of life-cycle analysis when purchasing a product. Many customers only consider the upfront “sticker price” of a product. In the ice skating world, those that do consider total costs will invest in their own ice skating blade sharpener. The marketing and pricing strategy of a hard coated blade will have to be such as to entice entry level consumers and convince advance customers that the acquisition of personal sharpening systems are not worth it.
Some sources have suggested that the most wear resistant hard coatings are deposited by a PVD rather then CVD process. [23] With the PVD process being limited to line of sight deposition, the productivity of the reactor is limited and thus makes the resulting coating rather expensive. Testing will ultimately dictate the performance requirements placed on the hard coating, but the author suspects that potential improvement offered by coating
11
blades with either PVD or CVD processes will be great enough to leave cost as the main feasibility hurdle.
The CVD process in a large enough reactor can be very productive and result in good quality films. One source describes the simulation of a PECVD reactor intended for the automotive market that was 2.1 m tall and 1.5 m in diameter. [24] It was capable of coating 20,000 parts in 5 hours. An additional advantage of using reactors intended for the automotive industry is the possibility of lower equipment acquisition costs, especially if used equipment can be purchased. Figure 12 below shows the results of the simulation of a large PECVD reactor and the uniformity of film deposition rate throughout the reactor.
Figure 12. Variation in Deposition Rate Uniformity for Large Plasma CVD Reactors at
Different Process Conditions. [24]
12
CARBON BASED COATINGS
Sir Donald Munger: Tell me, Commander, how far does your expertise extend into the field of diamonds?
James Bond: Well, hardest substance found in nature, they cut glass, suggest marriages,
I suppose it replaced the dog as the girl's best friend. That's about it.
M: Refreshing to hear that there is one subject you're not an expert on!
Ian Fleming, Diamonds are Forever
Artificial diamonds were the holy grail of hard coatings. Diamond is extremely hard, generally inert, and an excellent thermal conductor, but the creation of diamonds and diamond films was extremely difficult until recently. Any disadvantages caused by the high thermal conductivity of diamond films in ice skating applications would be limited by keeping the film thin and perhaps using an insulating intermediary layer. Figure 13 the shows the phase diagram of carbon. The synthesis of diamond from graphite occurred as early as 1954 by using special High Pressure High Temperature (HPHT) reactors along with special catalysts at a temperature of 1500 °C and 50,000 atmospheres of pressure. [11,16] This process was used to produce industrial abrasives, but it was not practical for applying diamond films to substrates.
Shortly thereafter Low Pressure Low Temperature (LPLT) processes were developed which became more practical as plasma manufacturing technology improved. Since then the popularity of diamond coatings has increased dramatically. Some have already suggested the suitability of diamond coatings for ice skate blades. [25]
13
Figure 13. Carbon Phase Diagram [16]
Along with the rise in popularity of the coating has come a rise in coating names. The name used to describe the material is dictated by two concerns, the amount of crystalline sp3 material and the hydrogen content. Natural diamond is generally entirely sp3 crystalline in structure and has very few impurities. When a synthetic diamond exhibits the proper x-ray diffraction signal or Raman shift for polycrystalline diamond it will generally be called “diamond film”. If on the other hand the structure is amorphous it will be called “diamond-like” or DLC. DLC films generally contain a great deal of hydrogen sometimes up to 50%. [11] The mechanical properties vary a great deal depending on whether or not the structure is crystalline or amorphous and depending on the hydrogen concentration.
Diamond coatings that contain more hydrogen tend to be softer and wear more, but exhibit much lower coefficient of friction (<0.1) when in a vacuum. Hydrogen free diamonds exhibit a high coefficient of friction (0.6) when in a vacuum. The addition of a small amount of water vapor in the vacuum chamber causes both types of diamond coatings to have equivalent coefficient of friction (0.07). [26, 27]
A challenging area in developing diamond coatings is getting good adhesion with the substrate. Adhesion is difficult due to large mismatches in thermal expansion and the tendency of carbon to form carbides with the substrate or to diffuse into it. [23] Surface preparation and the use of intermediary layers are critical for developing high strength
14
films. [18,28] Successful intermediary coatings have been based on Si, Ta, Hf, W, Ti, Nb,
Mo, Zr, Ni, Al, NCr and TiN. [19,23,29,30,31] Cobalt can have a detrimental effect on diamond growth as cobalt acts as a catalyst to encourage the growth of non-diamond phases of carbon. [32] Steels like the Böhler K390 should probably be avoided. Cold work steels in general tend to have substantially better adhesion to diamond coating then most hot work steels. [19]
An interesting development in diamond coatings is the possible creation of smart wear sensors. By doping diamond with boron it is possible to alter the electrical conductivity of the diamond film. [33] As the coating wears away the resistance of the film would change. It is easy to imagine the integration of an in-situ wear sensor, some signal processing, and a wireless transmitter that communicates with your Blackberry to tell you when to buy new ice skates.
An additional development in diamond coating is the ability to convert toxic
Polychlorinated Biphenyls (PCBs) waste into diamond coatings. [34] This process hasn’t achieved market penetration yet, but it would help a manufacturer sell the Green benefits of hard coated blades.
CUBIC PHASE BORON NITRIDE (cBN) COATING
By the age of 18, the average American has witnessed 200,000 acts of violence on television, most of them occurring during Game 1 of the National Hockey League playoff series.
Steve Rushin c-BN coatings are often chosen over diamond coatings for use in cutting hardened steels and other ferrous materials because c-BN tends to be very stable at high loads and temperatures and does not dissolve into the substrate as much. [11] c-BN is second in hardness only to pure diamond. The material also has a fairly low coefficient of friction.
The cost of materials and deposition equipment should be fairly similar, differences in deposition rate and efficiency will probably dictate the overall economics of one coating over another. c-BN can be deposited both by PVD and CVD methods. Surface preparation is important, Ti has been used an intermediary layer in past and some have used a graded transition from a-BN to c-BN to impart a favorable compressive stress on the film. Still achieving consistent film quality from batch to batch can be difficult. Oxygen, hydrogen, carbon, and water vapor all act as film contaminates.
Table 2 presents the differences between c-BN and diamond coatings.
Material
Density c-BN
3.48
Diamond Units
3.5 g/cm^3
Vickers
Hardness
Coefficient of
Friction
6000-
7500 10000
0.18-0.22 0.01-0.6
HV
-
15
Thermal
Conductivity
Linear
Thermal
Expansion
2-9 20
4.80E-06 8.00E-07
W/cm-K
1/K
Modulus
PVD
Deposition
CVD
Deposition
660
Yes
Yes
440-590
Yes
Yes
GPa
-
-
Table 2. Comparison Between Cubic Phase Boron Nitride and Diamond
CONCLUSIONS
The on going cost of ice skating is the constant need to sharpen the ice skate blades.
Even the best steel blades wear out. With the rising popularity of plasma deposited hard coatings it is possible to make ice skate blades that should exhibit very little wear.
Plasma PVD processes can produce high quality coatings, but the process is limited by line of sight deposition and difficulty in achieving uniformity. Plasma CVD processes offer to produce quality uniform films at high volume rates. CVD processes seem to be most suitable for application to ice skate blade coating as they provide a good trade-off between quality and process productivity.
Diamond based and c-BN coatings are the most likely candidates for application to the ice skate blades. Both coatings are extremely hard and exhibit low friction and excellent wear properties. Both coatings require surface preparation and precise control of process parameters in order to achieve good film quality.
Future work should focus on developing deposition processes and field trials of actual coated ice skate blades.
REFERENCES
1.) J. J. De Koning, G. De Groot, and G. J. Van Ingen Schenau, “Ice Friction During
Speed Skating”. Journal of Biomechanics, Vol. 25, No. 6, 1992, pp. 565-571.
2.) R. Rosenberg, “Why is Ice Slippery?”. Physics Today, December 2005, pp. 50-55.
3.) K. Chang, “Explaining Ice: The Answers are Slippery”. New York Times.
New York,
NY. Feb. 21, 2006.
4.) S. C. Colbeck, “Pressure Melting and Ice Skating”. American Journal of Physics,
Vol. 63, No. 10, October 1995. pp. 888-890.
16
5.) S. C. Colbeck, L. Najarian, and H. B. Smith. “Sliding Temperatures of Ice Skates”.
American Journal of Physics, Vol. 65, No. 6, June 1997. pp. 488-492.
6.) J. S. Wettlaufer, “Impurity Effects in the Premelting of Ice”. Physical Review Letters,
Vol. 82, No. 12, March 1999, pp. 2516-2519.
7.) T. Ikeda-Fukazawa and K. Kawamura, “Molecular Dynamics Studies of Surface of
Ice Ih”. Journal of Chemical Physics, Vol. 120, No. 3, January 2004, pp. 1395-1401.
8.) H. C. Kühelmann and P. Zidarov. “Let’s Skate Together! Skating on Bones in the Past and Today”. Proceedings of the 4 th
Meeting of the ICAZ Worked Bone Research Group and Tallinn, 2003.
9.) Böhler Edelstahl Gmbh & Co KT, http://www.bohler-edelstahol.at/
10.) K. Mao, Y. Sun, and T. Bell, “An Initial Approach to the Link of Mult-layer
Coatings Contact Stresses and the Surface Engineered Gears”. Surface and Coating
Technology, Vol. 201, 2007, pp. 5796-5803.
11.) R. F. Bunshah, Handbook of Hard Coatings: Deposition Technologies, Properties and Applications.
Park Ridge, New Jersey: Noyes Publications, 2001.
12.) K. S. Sree Harsha, Principles of Physical Vapor Deposition of Thin Films . New
York, NY: Elsevier, 2006.
13.) A. Devia, Y. C. Arango, and D. M. Devia, “Implementation of a Switched DC Arc
Power Supply for the Production of Hard Coatings”. Surface and Coating Technology,
Vol. 201, 2006, pp. 2919-2924.
14.) J. Böhlmark, “Fundamentals of High Power Impulse Magnetron Sputtering”.
Linköping University: Institute of Technology, Department of Physics, Chemistry, and
Biology. Dissertation No. 1014.
15.) H. C. Barshilia and et. al., “Superhard Nanocomposite Coatings of TiN/Si
3
N
4
Prepared by Reactive Direct Current Unbalanced Magnetron Sputtering”. Surface and
Coating Technology, Vol. 201, 2006, pp. 329-337.
16.) J. Park and T. S. Sudarshan (Eds.). Surface Engineering Series Volume 2: Chemical
Vapor Deposition. Materials Park, Ohio: ASM International, 2001.
17.) H. O. Pierson, Handbook of Chemical Vapor Deposition (CVD): Principles,
Technology and Applications.
Park Ridge, New Jersey: Noyes Publications, 1992.
18.) K. Nakanishi and et. al., “Investigation of DLC-Si Coatings in Large-Scale
Production Using DC-PACVD Equipment”. Surface and Coating Technology, Vol. 200,
2006, pp. 4277-4281.
17
19.) H. Freller and et. al., “Influence of Intermediate Layers and Base Materials on
Adhesion of Amorphous Carbon and Metal-Carbon Coatings”. Diamond and Related
Materials, Vol. 1, 1992, pp. 563-569.
20.) J. Vetter, et. al., “Surface Treatment Selections for Automotive Applications”.
Surface and Coating Technology, Vol. 200, 2005, pp. 1962-1968.
21.) T. Ohana and et. al., “Tribological Properties and Characterization of DLC Films
Deposited by Pulsed-Bias CVD”. Diamond and Related Materials, Vol. 13, 2004, pp.
1500-1504.
22.) C. Rebholz and et. al., “Hard and Superhard TiAlBN Coatings Deposited by Twin
Electron-Beam Evaporation”. Surface and Coating Technology, Vol. 201, 2007, pp.
6078-6083.
23.) C. E. Bauer, A. Inspektor, and E. J. Oles, “A Comparative Machining Study of
Diamond-Coated Tools Made by Plasma Torch, Microwave, and Hot Filament
Techniques. Sādhanā, Vol. 28, Part 5, October 2003, pp. 933-944.
24.) S. Son and et. al., “Numerical Studies on up Scaling of Metal Organic PACVD
Processes used for Tribological Coating in Automotive Industry”. Surface and Coating
Technology, Vol. 201, 2007, pp. 7318-7326.
25.) J. H. Lemelson, US Patent #: 5,255,929, October 26, 1993.
26.) O. L. Eryilmaz and A. Erdemir, “Surface Analytical Investigation of Nearly-
Frictionless Carbon Films Afters Tests in Dry and Humid Nitrogen”. Surface and Coating
Technology, Vol. 201, 2007, pp. 7401-7407.
27.) J. Andersson, R. A. Erck, and A. Erdemir, “Frictional Behavior of Diamond like
Carbon Films in Vacuum and Under Varying Water Vapor Pressure”. Surface and
Coating Technology, Vol. 163, 2003, pp. 535-540.
28.) N. Ueda, et. al., “DLC Film Coating on Plasma-Carburized Austenitic Stainless
Steel”. Surface and Coating Technology, Vol. 201, 2007, pp. 5487-5492.
29.) C. R. Lin and C. T. Kuo, “High Adhesion and Quality of Diamond Films on Steel
Substrate”. Diamond and Related Materials, Vol. 7, 1998, pp. 903-907.
30.) H. C. Shih and et. al., “Application of Diamond Coating to Tool Steels”. Diamond and Related Materials, Vol. 1, 1992, pp.605-611.
31.) B. Podgornik and J. Vižintin, “Influence of Substrate Treatment on the Tribological
Properties of DLC Coatings”. Diamond and Related Materials, Vol. 10, 2001, pp. 2232-
2237.
18
32.) M. H. Nazare and A. J. Neves, Eds., Properties, Growth and Applications of
Diamond . London, England: The Institution of Electrical Engineers, 2001.
33.) W. Pernice and et. al., “Diamond Components with Integrated Abrasion Sensor
Tribological Applications”. Diamond and Related Materials, Vol. 16, 2007, pp. 991-995.
34.) P. Kauffner, “Lab Turns Hazardous Waste in Diamond”. The Minnesota Daily, May
9, 1997.
ABBREVIATIONS, GLOSSARY, NOMENCLATURE a-BN a-C a-C:H c-BN
CVD
DC
Amorphous Boron Nitride
Amorphous Carbon
Amorphous Carbohydrate
Cubic Phase Boron Nitride
Chemical Vapor Deposition
Direct Current
DLC h-DLC
MF
Diamond Like Carbon
Hydrogenated Diamond Like Carbon
Mid-Frequency
MW
PACVD
PCB
PECVD
PVD
RF
Microwave
Plasma Assisted Chemical Vapor Deposition
Polychlorinated Biphenyls
Plasma Enhanced Chemical Vapor Deposition
Physical Vapor Deposition
Radio Frequency
Abrasive Wear: Wear due to hard particles or hard protuberances forced against and moving along a solid surface.
Fretting Wear: Small amplitude oscillatory motion induced wear, usually tangential, between two solid surfaces in contact.
Galling: A form of surface damage arising between sliding solids, distinguished by macroscopic, usually localized, roughening and creation of protrusions above the original surface; it often includes plastic flow or material transfer or both.
Plowing Wear: In tribology the formation of grooves by plastic deformation of the softer of two surfaces in relative motion.
APPENDIX
19
Common Hardness Scales
20
Brinell Hardness to Vickers Hardness Converison
1400
1200
1000
800
600
400
200 y = 2E-06x
3
- 0.0011x
2
+ 1.1726x - 5.7477
R
2
= 0.9998
0
0 100 200 300 400 500 600
Brinell Hardness 10mm Ball @ 3000 kg Load
Brinell to Vickers Hardness Conversion
700 800 900
21