Pumps - TerpConnect
advertisement

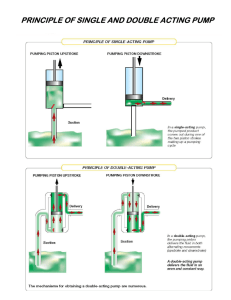
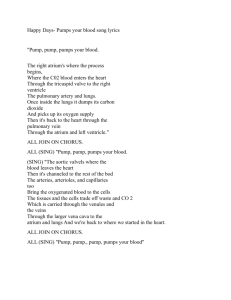
ENES100_0702 Prof. R. Phaneuf Fall 2002 (Click here to return to list of ENES100 documents) Water Pumps Pumps are devices that cause the motion of a fluid, usually by generating a change in pressure. (An exceptional case is the chain of pots described in section 2.2 of your textbook) Most pumps use mechanical motion to produce this change in pressure. The motion is usually repetitive, and can be either reciprocating or rotary. Reciprocating Pumps Reciprocating pumps can be broken down into two main subcategories, bellows/diaphragm type pumps and piston pumps. Both of these types of pumps use a change in the volume of the pump chamber to produce a lower pressure than that of the reservoir to draw water in, and a larger pressure than that at the receptacle to force the water out. Both require inlet and outlet valves to restrict fluid flow to be in one direction only. Valves The most common type of valve used is a check valve, in which a movable element , shaped like a cone or ball is positioned opposite a cylindrical tube called a seat. Normally the movable element held away from the seat either by the force of gravity or by a spring. However, if the pressure force on the same side of the movable element exceeds that on the opposite side by more than the weight of spring force, the element is pushed against the seat, closing the valve, and blocking the flow of fluid through it. If the pressure force is greater on the opposite side, the element is forced back, and fluid can flow. Spring valves have the advantage that they can be used in any position, while gravity valves must be oriented downwards. So called flapper valves are also used in some cases (for example in toilet tanks), and have the advantage of being very simple. A disadvantage is that they tend to seal more slowly, and thus allow more fluid to leak through before sealing. Provided that the minimum volume of the chamber during the inlet stroke is extremely small compared to its maximum volume, full retraction of the movable part will provide a nearly complete vacuum so that the distance through which the water can be lifted from the reservoir to the pump will be close to the maximum, h=Patm/(g). Providing that the height of the pump above the reservoir hpr is less than this maximum value the volume will fill with water until the pressure at the inlet line, balances atmospheric pressure. When a force is applied to the actuator to decrease the chamber volume it this imparts an additional pressure to the water causing the inlet valve to close and the outlet valve to open. This pressure causes water to rise in the outlet line to a maximum height H=(Papp- Patm)/(g). Water will flow out of the outlet line provided the difference in height between the catch basin and pump hcp is less than this value. (Note that the overall maximum height difference is the sum of the two or H=Papp/(g) as it should beatmosphere acts both at the reservoir and at the catch basin.) We’ll discuss the function of piston pumps first. Much of what we say also applies to diaphragm pumps. Priming Piston pumps need to be “primed” at startup. The inlet line is immersed into the reservoir, forming an effective seal, however initially it will be full of air. Retracting the piston will increase the volume of the pump chamber decreases the air pressure within it, causing air to flow from the inlet line into the pump chamber to equilibrate the pressure in the two. This decreases the pressure at the air/water interface defined by the inlet line, so that water will be forced up into the tube by the higher pressure acting on the reservoir. This is spoken of as “suction”, but remember that the water is pushed from the high pressure side, not pulled from the low pressure side. At the end of the inlet stroke, the water will rise to a point where the combined weight of the water in the line and the air pressure within the chamber balance atmospheric pressure. Next the outlet stroke begins, with the applied force being reversed. This pushes closed the inlet valve and pushes open the outlet valve, as air is pushed out of the pump chamber into the outlet line. On the next complete stroke the process is continued, with the level of the water in the inlet line increasing, due to the smaller amount of air. After multiple strokes the inlet line and pump housing are completely primed (i.e. purged of air), and the pump begins operating in steady state, drawing only water from the inlet line to fill the volume defined by the cylinder wall, head, and retracted piston on the inlet stroke, and forcing a volume of water equal to the difference in chamber volumes out into the outlet line during the outlet stroke, independent of the stroke rate. This property is referred to as “positive displacement”. Requirements for a Piston Pump Note that the discussion on priming assumes an air-tight seal between the inlet line and the inlet valve. A leak here will result in air leaking in, allowing the level of the water in the inlet line to drop when this valve closes, during the outlet stroke. A leak through the valve will result in an even more rapid drop, as air is forced back through the valve into the inlet line. Requirements on the piston pump include a tight, sliding seal between the piston and the cylinder. A leak here will result in air infiltrating into the pump housing during the inlet stroke, and water leaking past the cylinder during the outlet stroke. In a single action design, this would cause water to collect behind the piston, impeding its motion on the inlet stroke. A tight seal requires that the inside of the cylinder be smooth, round and uniform. (Pistons and housings are always chosen to be cylindrical to avoid needing a fixed relative azimuthal-angle orientation-in addition it is possible to grind cylindrical surfaces to be precisely round and uniform.) The seal must be made of a resilient material to allow it to conform closely to the inside of the cylinder, and fill slight imperfections. It must also slide easily back and forth within the cylinder to limit the loss of input power due to frictional forces. O-ring seals are often used commercially. Standard radial O-ring seals rely on an interference fit between the outer diameter of the O-ring and the inner diameter of the cylinder. Disadvantages of a standard radial O-ring seal are that it requires precise machining, and that the amount of interference cannot be adjusted. Some level of adjustability can be added by trapping an O-ring into a groove whose length can be changed by making a piston consisting of a shouldered body and a front plate, which can be drawn back against the body, compressing the O-ring along the axis of the piston, and causing push out more tightly against the cylinder. This results extra complexity during fabrication. Alternatively, a cup seal can be made using a rubber or leather gasket which wraps around the edge of the piston and is held in place by a backup plate. The materials for the pump housing and piston need to be sufficiently stiff to withstand the differences in pressure they will be subject to during operation without distorting significantly. It must also be possible to join the head to the cylinder, and the valves in such a way that the joints are mechanically strong, and leak free. The piston shaft must also be quite stiff to avoid deflecting appreciably under the forces that the operator will be applying. This will also affect the choice of its dimensions. Diaphragm Pumps For diaphragm (or bellows or bladder) pumps the deformation of a flexible element results initially in an increase in a sealed volume defined by the diaphragm and the pump chamber, and thus a decrease in the gas pressure from that of the surrounding atmosphere. This type of pump must be primed as is the case for a piston pump. Some things to note about diaphragm pumps: (1) The diaphragm must be sufficiently flexible so as to allow it to stretch and conform to the shape of the chamber without cracking or tearing. It will be cycled back and forth between two extreme positions many times, and so the material must allow this without failing due to fatigue. (2) The maximum pressure applicable with the diaphragm will be limited by the strength of the diaphragm. The pressure will also cause the diphragm to distort, limiting to what extent moving the plunger to one or the other extreme position will result in it being stretched tight about the walls of the container. (3) Diaphragms are typically made from an elastomer, usually a thick piece of rubber to allow deformability, and also to act as a seal between the halves of the pump chamber. (4) The diaphragm must be mounted securely to the plunger, either using an adhesive, or trapping it between the plunger disk and a backup plate. A backup plate however can increase the minimum volume attainable with the plunger completely advanced, reducing the (4) Fabricating the chamber is difficult, compared to some other pump designs. It must be made in two parts which bolt together, around the edges of the diaphragm, which makes the seal. Differences between piston and diaphragm pumps Diaphragm pumps are less likely to leak than piston pumps as the seal is static rather than sliding. Piston pumps can generally produce much larger differences in chamber volume between maximum and minimum for a given applied force. That is because the change in the dimension of a diaphragm is limited by the largest strain beyond which it yields and tears. By contrast, a piston can have a stroke length much larger than its diameter. To get an equivalent average volumetric flow from a diaphragm pump at a given area requires that it be cycled at a higher rate. Rotary Pumps The most commonly used rotary pump is the centrifugal type. It consists of a collection of curved vanes, called an impeller, which rotate at a high angular velocity. Water enters at the center of the pump, and is directed around and outward by the vanes. The force applied by a moving vane to a water molecule imparts a momentum to it which after the interaction has a radially outward component. This is referred to as a “centrifugal force”, it isn’t really an outward force of course, it’s simply that the force sets the water into motion along a which at the instant of interaction is along the circumfrential direction, but as the orientation of the vane continues to change, there is a component of the velocity which is not parallel to the applied force, and is thus unaffected by the subsequent interaction. Although it is possible to build an operational centrifugal pump with vanes which extend outward radially (the “Boston Pump” was an example), this configuration tends to stir the water more causing turbulence, and resulting in less efficiency. Having vanes which are “swept-back” increases the efficiency with which the water is directed outwards from the center. The outward motion of the water results in a decrease in the pressure at the center, so that water is forced by atmosphere though the inlet line and into the pump. The impeller is enclosed within a housing called the volute. Water which is forced out of the impeller continues around the space between it and the volute wall. The impeller passes in close proximity to the volute at the point at which the outlet tube, called the diffuser begins. This forces the water into the diffuser, rather than reentering the impeller where there is an extra dynamic pressure due to the water which is exiting it. The space between the impeller and volute wall flares outward, as does the diffuser. From the incompressibility of water and the resulting constancy of the volumetric flow, the velocity must decrease inversely with the increasing cross sectional area. From Bernoulli’s equation, this results in an in crease in the pressure. Since the motion of the pump is always in the same sense, inlet and outlet valves are not required to control the water flow direction. A valve is typically used at the base of the inlet line to keep the water from flowing down into the reservoir if the motion of the impeller is halted however. Unlike the reciprocating pumps discussed above, the volume of water pumped per cycle is not fixed. A throttle valve can be installed after the pump, decreasing the flow without halting the pump. The excess water merely continues to move around the pump. It is thus not a positive displacement pump. The efficiency of a centrifugal pump increases with rotational rate. The measured efficiency is usually given in terms of a combination of rotational rate, volumetric flow and head referred to as the “specific speed” N s (qv ) / h 0.75 , 0.5 (1) with n equal to the impeller rotation rate (in rotations/minute), qv the volumetric flow rate (in gallons/minute) and h the head (in feet). It clearly does not have the dimensions of velocity, and so the name speed is deceptive. Its magnitude would be that of the rotational rate (although in different units!) if the flow rate were 1 gallon/minute and the head were 1 ft. The reason for using this combination of quantities comes from a dimensional analysis of the power which could be supplied by an ideal, frictionless pump. Experimentally, for a given design (impeller vane shape, number of vanes, volute shape) the power is found to be a function of the density of the fluid , the rotational rate of the impeller , and the overall size, measured by the diameter of the impeller D. If it is assumed that the power can be written as a product of these quantities raised to different powers, dimensional analysis allows the individual exponents to be determined. P C a b D c , (2) where C is a constant of proportionality. Power has units of force times velocity, while density has units of mass/volume, rotational rate has units of 1/time and head has units of length, thus: [mass][length] [length] [mass] 3 [time] 2 [time] [length] a b 1 c [length] [time] (3) By equating the exponents for [mass], a=1. By equating the exponents for [length], 2=c3a, so that c=5. By equating the exponents for [time], -3=-b, or b=3. So that P C 3 D 5 (4) But the total power supplied by the pump is proportional to the volumetric flow rate times the head. The flow rate should clearly increase both with the impeller rotational rate and the diameter of the impeller. Again, based on dimensional arguments, and based on an assumption of a power-law dependence we can work out the exponents: q v D 3 (5) so that comparing these two equations, and using the proportionality of the power and the product of the flow rate times the total head: h 2 D 2 , (6) and solving both of these proportionalities for D3: D 3 3 / h 3 / 2 qv / (7) Therefore it is possible to define a constant ratio: 2 qv h 3 / 2 C (8) and its square root is also a constant, and independent of the size of the pump (but of course not of the shape and number of vanes, shape of the volute,…) qv1 / 2 h 3 / 4 Ns (9) Requirements for Centrifugal Pumps High efficiency requires high rotational rates. This means supporting the impeller with a quality bearing to minimize frictional power losses. It also means using a step up transmission to change the relatively low rotational rates that a human operator can generate to rates of several hundred RPM. The volute must have smooth inner walls. The space between the impeller and volute should flare out from the “lip” to the “diffuser”, to decrease the water speed and increase the pressure. (Click here to return to list of ENES100 documents)