Revisiting Some Rules of Thumb
advertisement

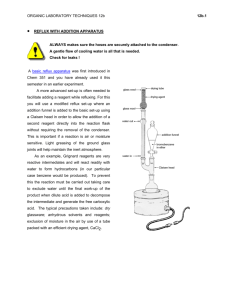
Cover Story Part 1. DISTILLATION: Revisiting Some Rules of Thumb C. M. Lek Singapore Armed Forces G. P. Rangaiah and K. Hidajat National University of Singapore istillation is the most common unit operation for separating liquid mixtures into valuable and/or high purity products. It is also one of the most energyintensive operations. Hence, optimization of distillation-column design and operation should get high priority. Numerous distillation heuristics (rules of thumb) for quick optimization have emerged over the years. For instance, heuristics on optimal reflux ratio as a certain multiple of the minimum reflux ratio have been widely used as quick tools to estimate optimum reflux ratio. However, changes over time in the relative cost of equipment and energy (which affects operating cost) can affect the validity of such rules of thumb. Meanwhile, it has now become more feasible to assess their validity, as today’s availability of commercial simulators and high-speed computers allows rigorous and thus more-accurate distillation calculations be carried out with relative ease. This article assesses the validity of optimal-reflux-ratio and other heuristics in light of recent cost data, by considering seven binary and six multicomponent systems. Distillation columns for each of the 13 have been designed and optimized by both shortcut (heuristics-based) calculations and rigorous simulations. In addition to the reassessment, a key observa- D 50 Heuristics regarding optimal reflux ratio and number of stages, as well as the selection of the feed stage, get some reassessment here, consistent with changes in the relative costs of equipment and energy tion emerges: that the cost of a column designed by shortcut calculations can be reduced substantially by optimizing the location of the feed stage. Laying the groundwork The reflux ratio is a key variable, affecting both the capital cost and the operating cost of a column. As the reflux increases, the number of stages and the column height both decrease but the flowrates in the column and, consequently, its diameter increase. Despite that diameter increase, the capital cost of the column generally decreases as the reflux increases, because the savings in tower height more than offset the cost of the increase in diameter. However this is not the case at very high reflux ratios. And as alternatives having successively higher reflux ratios are compared with each other, there is a particular, high ratio at which the capital cost of the column begins to rise again [7]. In addition, the capital as well as the operating costs for the reboiler and condenser will rise in proportion to the vapor rate in the column. Column optimization, therefore, reflects a balance between (1) the capital cost, which decreases (to a certain point, as just discussed) as reflux increases, and (2) the operating cost, which increases as the reflux increases. The total cost is minimum at an intermediate reflux ratio. CHEMICAL ENGINEERING WWW.CHE.COM SEPTEMBER 2004 Generally speaking, the number of theoretical stages at the optimal reflux has been stated as being on the order of twice the minimum number of theoretical plates (corresponding to total reflux), and the optimal reflux ratio, Ropt, as being in the range of 1.1 to 1.5 times the minimum reflux ratio, Rmin [1]. A study described in this magazine over 30 years ago [19] evaluated a large number of cases, mainly via shortcut methods, and stated that Ropt lies between 1.1 and 1.6 times Rmin, the lower value being favored by high relative volatilities. Conversely, relative volatilities closer to unity and sharper separations were said to require higher values of Ropt/Rmin within the above range. Since then, many articles and books have recommended estimates of Ropt/Rmin for various situations, as summarized in Table 1. The range of recommended Ropt/Rmin values in the open literature is 1.05 to 1.6, with the lower value for systems involving refrigerants and the higher value for systems using cooling water. Despite the diversity in ranges in Table 1, the use of a rule-of-thumb on optimal reflux ratio as a certain multiple of the minimum reflux ratio has been widespread and, indeed, has proved beneficial over recent decades as a quick method to estimate optimum reflux ratio. But as mentioned earlier, the relative costs of equipment and energy (which affects utilities) Example No.* 1 2 3 4 5 6 7 Components Benzene Toluene i-Butane n-Butane Propylene Propane Acetone Water n-Hexane p-Xylene Methanol 1,4-Dioxane Methanol Water TABLE 2. DETAILS OF BINARY EXAMPLES Feed Mole Feed Column Fraction Conditions Pressure 0.45 700 lb-mol /h, Pcond : 0.98 atm 0.55 1 atm , sat. liq. Preb : 1 atm 0.233 30,000 bbl/d, Pcond : 42 psia 0.767 50 psia, sat. liq. (refrigerant) Preb : 50 psia 0.5045 84.2 m3/d, Pcond : 1.798 MPa 0.4955 1.86 MPa, sat. liq. Preb : 1.86 MPa 0.5 500 lb-mol /h, Pcond : 0.98 atm 0.5 1 atm, 55% vap Preb : 1 atm 0.55 200 kmol/h, Pcond : 0.98 atm 0.45 1 atm, 50% vap Preb : 1 atm 0.54 10,000 lb/h, Pcond : 0.98 atm 0.46 1 atm, sat. liq. Preb : 1 atm 0.7 12,000 lb/h, Pcond : 0.98 atm 0.3 1 atm, sat. liq. Preb : 1 atm Product Purity Specifications (mole%) Top : 92% Benzene Btm : 95% Toluene Top : 91.7% i-Butane Btm : 90% n-Butane Top : 96.2% Propylene Btm : 91.1% Propane Top : 91% Acetone Btm : 97.8% Water Top : 95% n-Hexane Btm : 97% p-Xylene Top : 99% Methanol Btm : 98% Dioxane Top : 99% Methanol Btm : 99% Water *Sources for Examples: 1 and 2 from Peters and Timmerhaus (1991); 3 and 4 from King (1980); 5 to 7 from Doherty and Malone (2000). Items in italics indicate unavailable specifications, or ones modified to allow column optimization by varying the reflux ratio. Thermodynamic package used: Peng-Robinson for Eamples 1, 2, 3 and 5; and NRTL for Examples 4, 6 and 7. Cooling water for cold utility unless stated otherwise. Pcond = pressure at condenser; Preb = pressure at reboiler have been changing, particularly during the latter years of that time period. Furthermore, some of the early studies on optimal reflux ratio were based on shortcut calculation methods or graphical correlations, whereas today, rigorous calculations (with more-accurate results) can be made with ease. Such calculations can assess the suitability of the heuristics on optimum reflux ratio with current cost data and, if necessary, update those heuristics. Furthermore, it is possible to determine whether, and how, the capabilities of commercial simulators for rigorous distillation simulation can also be used for optimizing reflux ratio. Both of these questions are addressed in what follows, by considering industrially relevant applications that involve both binary and multicomponent mixtures. Along the way, we also scrutinize the validity of some other heuristics for distillation-column design. Equations and data for sizing and costing of columns, including reboilers and condensers, are taken from the open literature. This study is limited to simple (but not necessarily binary) columns, each with a single feed stream and two product streams. Examples and procedures The 13 distillation examples also come from the open literature, for the most part. Seven examples have two com- TABLE 1. RECOMMENDED VALUES FOR THE OPTIMUM-TO-MINIMUM REFLUX RATIO IN THE LITERATURE Reference Van Winkle and Todd, 1971 [19] Brian,1972 [1] Frank,1977 [4] Zdonik,1977 [21] King,1980 [7]; Walas, 1987 [20] Thompson,1980 [15] Perry, others, 1997 [13] McCormick and Roche, 1979 [9] McCormick and Roche, 1997 [10] Peters, others, 2003 [12] Ropt/Rmin 1.1 to 1.6 1.1 to 1.5 1.05 to 1.1 1.1 to 1.2 1.2 to 1.3 1.25 1.1 to 1.2 1.2 1.2 to 1.3 1.1 to 1.5 1.1 to 1.2 1.2 to 1.4 1.05 to 1.10 1.10 to 1.20 1.2 to 1.5 1.4 to 1.5 1.05 to 1.2 Remarks Lower values for high relative volatilities Low-level refrig. (< -150°F) High-level refrig. Water- and air-cooled condensers Generally accepted With increased energy costs Common fractionators Petroleum-distillation columns Refrig. is involved Cooling-tower water used in condensers Low-level refrig. (-300 to -150°F) High-level refrig. (-150 to 50°F) Cooling water Air cooling 1.2 to 1.25 ponents (Table 2); the others involve multiple components (Table 3). Besides showing the components, Tables 2 and 3 specify feed conditions, column pressure and product specifications for each system. In a few cases, the specifications were either unavailable in the original references or were modified to suit the needs of this study (for instance, the reflux ratio should not have a specified value). The selected examples cover a wide range of design and operating conditions. Some operate at high pressures, others at atmospheric pressure. A few require a refrigerant as the cold utility. The number of stages for the examples ranges from 9 (short columns) to more than 100 (tall columns). Steady state simulation and design of column for each example is done using HYSYS, the simulation system CHEMICAL ENGINEERING WWW.CHE.COM SEPTEMBER 2004 51 Example No.* Components 8 Nitrogen CO2 Methane Ethane Propane i-Butane n-Butane Propylene Oxide Propylene Glycol Water Propene Propane 1-Butene n-Butane n-Pentane Acetone Methanol Ethanol Water 1-Butanol Propylene Propane 1,3-Butadiene n-Butane n-Pentane Ethane Propylene Propane Propadiene n-Butane 9 10 11 12 13 TABLE 3. DETAILS OF MULTICOMPONENT EXAMPLES Feed Feed Column Mole Conditions Pressure Fraction 0.0020 140.85 kmol/h, Pcond : 1,378 kPa 0.0046 4,000 kPa, (refrigerant) 0.2412 sat. liq. partial condenser 0.2576 (vapor distillate) 0.2561 Preb : 1,413 kPa 0.1219 0.1166 0.0129 618.5 kmol/h, Pcond : 103 kPa 0.2296 120 kPa, sat. liq. Preb : 117 kPa 0.7575 0.2158 1,000 lb-mol/h, Pcond : 97 psia 0.1817 100 psia, (refrigerant) 0.2010 sat. liq. Preb : 100 psia 0.2312 0.1703 0.20 1,000 kmol/h, Pcond : 0.98 atm 0.20 101.3 kPa, Preb : 1 atm 0.20 sat. liq. 0.20 0.20 0.0005 538 m.t./d, Pcond : 431.5 kPa 0.0002 6.29 atm, Preb : 470.7 kPa 0.3060 sat. liq. 0.4160 0.2773 0.0005 15m.t./h, Pcond : 1,380 kPa 0.9500 1,457.4 kPa, Preb : 1,450 kPa 0.0450 sat. liq. 0.0030 0.0015 Product Purity Specifications (Mole %) Top : 0.6% n-Butane Btm : 2% Propane Top : 2 X 10-5 % Propylene Glycol Btm : 0.5% Water Top : 4.74% 1-Butene Btm : 2.54% Propane Top : 2% Ethanol Btm : 2% Methanol Top : 1% n-pentane Btm : 1% n-butane Top : 2% Propane Btm : 50% Propene *Sources of Examples: 8 and 9 from HYSYS Documentation; 10 from Van Winkle and Todd (1971); 11 from Ishii and Otto (2001); 12 and 13 from typical petrochemical industries. Items in italics indicate unavailable specifications, or ones modified to allow column optimization by varying the reflux ratio. Thermodynamic package used: Peng-Robinson for Examples 8, 10, 12 and 13; UNIQUAC for Example 9; and NRTL for Example 11. Cooling water for cold utility unless stated otherwise. Pcond = pressure at condenser; Preb = pressure at reboiler readily available to the authors. For predicting the mixture properties, an appropriate thermodynamic model (fluid package) is selected for each example based on the recommendations given in the HYSYS documentation, and then verified by comparing its predictions with the experimental vapor-liquid equilibrium (VLE) data in Reference [5]. Footnotes to Tables 2 and 3 spell out the thermodynamic models thus selected. For each example, the shortcut column in HYSYS is first used to estimate Rmin, and the number of theoretical stages and the feed stage location for the chosen reflux ratio. These values then serve as the basis for rigorous simulation of the column with reboiler and either total or partial condenser (the latter is the choice when the feed contains non-condensable components). To satisfy the product specifications of each example in Tables 2 and 3, HYSYS adjusts the reflux ratio and other quantities suitably. Thus, the reflux ratio obtained by rigorous simulation is slightly dif52 ferent from that obtained earlier by shortcut calculations. After each rigorous simulation, the column, condenser and reboiler are sized, and their combined cost is estimated for optimization. The sizing pertains to the height and diameter of the distillation column and the design of the condenser and reboiler. The column diameter depends mainly on the velocity of the vapor stream within the column: to avoid excessive liquid entrainment or a high pressure drop, the maximum gas velocity, Vmax, is calculated in meters per second by the following equation [14]: Vmax = [-0.171S2 + 0.27S - 0.047] 3 [(rliq - rvap)/rvap]1/2 where S is tray spacing in meters and rliq and rvap are the liquid and vapor density, respectively. In our examples, the vapor velocity used for actual design is typically 80% of Vmax. Because columns are customarily fabricated in increments of 0.5 ft in diameter, D, the diameters calculated are rounded up to the nearest CHEMICAL ENGINEERING WWW.CHE.COM SEPTEMBER 2004 half foot. This practice results in a lower vapor velocity and, hence, a more conservative estimate. Tray spacing, S depends on the column diameter, and is at least 0.5 m for the sake of cleaning the trays [16]. Our designs take into account recommendations [18] that the tray spacing should be 0.5 m for columns with diameters up to 1 m, and that for wider columns, spacing should be a function of column diameter: S = 0.5D0.3 The column height, H, is determined by multiplying the number of real trays by S and adding an extra space of 1.5 to 3 m (5 to 10 ft) both at the top of the tower for vapor-liquid disengagement and at the bottom for a liquid sump [3]. An overall efficiency of 70% is used to calculate number of real trays from the number of ideal trays in the simulation. The heat transfer areas of the condensers is estimated assuming an overall heat transfer coefficient of 510 W/(m2)(K) [13]. For the reboilers, a TABLE 4. SELECTED RESULTS FROM RIGOROUS SIMULATION AND OPTIMIZATION OF ALL 13 EXAMPLES Example Number of Feed Annualized Operating Total Ropt Rmin@ Ropt/Rmin Nmin@ Stages* Stage# Capital Cost, Cost, Cost, $/yr $/yr $/yr 1 21 10 57,741 364,533 422,274 1.362 1.261 1.08 5.3 2 65 34 316,353 10,752,075 11,068,428 10.36 10.00 1.04 13.3 3 102 72 199,542 197,489 397,031 18.63 15.08 1.24 47.7 4 9 8 31,145 59,013 90,158 0.365 0.348 1.05 1.7 5 9 5 29,018 94,197 123,215 0.540 0.381 1.42 2.2 6 23 21 46,517 110,516 157,034 1.135 0.764 1.49 6.1 7 23 19 57,188 296,692 353,880 0.798 0.484 1.65 6.1 8 25 11 54,695 170,794 225,489 0.491 0.441 1.11 8.7 9 21 18 77,954 795,940 873,900 0.080 0.050 1.60 5.3 10 18 8 55,025 902,703 957,729 0.961 0.778 1.24 3.9 11 48 19 194,885 1,343,503 1,538,388 2.019 1.730 1.17 10.0 12 25 13 75,286 428,830 504,117 0.771 0.727 1.06 8.0 13 105 42 452,312 1,617,538 2,069,850 6.081 5.215 1.17 37.0 * Excluding reboiler and condenser. # Counted from the top with condenser as zero. @ Minimum reflux ratio and minimum number of stages (excluding reboiler and condenser) obtained from shortcut calculations. Cost totals may not agree with cost components due to rounding. conservative heat flux of 35,490 W/m2, suggested by Reference [3], is used to estimate the required areas. Estimates of the costs Fixed capital is the capital needed for the plant to be ready for startup, and it represents the capital cost of all equipment, including installation and auxiliaries, that are needed for the complete process operation. Baremodule cost equations, expressed as a function of characteristic size of equipment by Reference [17], are used for estimating the capital cost of the columns, condensers and reboilers. However, these correlations are in many cases applicable for certain size ranges only. In examples where the size of the equipment exceeds the upper limit, then the usage of the minimum number of multiple units of that upper-limit size within the applicable range is assumed, for a conservative estimate. As the cost data are historical and subject to inflation, the Chemical Engineering Plant Cost Index (CEPCI) is used to update capital and operating costs to January 2002 (CEPCI = 390.3). Annualized capital costs are found using an annualization factor of 15% to account for depreciation, interest and maintenance associated with the equipment. The operating cost for distillation columns consists mainly of utility costs for heating in the reboiler and cooling in the condenser. In the examples, utility costs are estimated using cost equations given in Reference [18], which contain two separately escalating components. One is due to materials and labor, which inflates at a rate typified by the CEPCI, and the other is energy (fuel) cost, which escalates at a different rate. In this study, fuel price is taken to be $2.516/GJ based on a typical price of $0.40/gal for residual fuel oil in January 2002 (from http://www. eia.doe.gov/oil_gas/petroleum/data_ publications/petroleum_marketing_ monthly/pmm.html) with a heating value of 42 GJ/m3 [18]. All other cost data are also in U.S. dollars, and the column is assumed to operate for 8,500 hours per year (97% onstream time). Varying the reflux ratio We wish to find the reflux ratio that is optimal while continuing to meet the given product specifications, but the only way to do so in the rigorous simulation is by changing number of stages and feed stage. It was found that these two quantities could not be used as decision variables in the built-in optimizer of HYSYS. Following a suggestion from Hyprotech’s support group, Visual Basic programs were developed for optimizing the column by varying the number of stages and/or the location of the feed stage (in larger steps initially over a wider range, and then in single steps over a shorter range). The steps in the Visual Basic Program are as follows: 1. Select total number of stages, Nt, and the feed stage, Nf 2. Transfer Nt and Nf to HYSYS, and instruct HYSYS to perform a rigorous simulation 3. Collect column data (for example, temperatures, flowrates, exchanger duties) in Excel 4. Based on those data, find the size and the cost the column, reboiler and condenser in Excel 5. Sort the costing results for the user to identify the optimal point. What was found The results of minimizing the total cost of each column by varying both the number of stages and feed stage are summarized in Table 4. In this table and Table 5, the number of stages excludes the reboiler and the condenser; they and the feed stage refer to theoretical or equilibrium stages. The feed stage is counted from the column top, with the condenser counted as zero. Values of Ropt/Rmin for many of the examples fall within the range of 1.05 to 1.6 as suggested in the literature (Table 1); the exceptions are Examples 2 and 7 with Ropt/Rmin equaling 1.04 and 1.65 respectively. Examples 1, 4 to 10, and 12 require short towers with 9 to 25 theoretical stages, which results in low capital cost. Example 2 entails a very high operating cost, as the separation requires a refrigerant and very large exchanger duties; also, the tall column and multiple heat exchangers for the large feedrate of 30,000 bbl/day mean a high capital cost. Example 3 involves the difficult separation of propylene and propane, thus requiring a tower of over 100 ideal stage and hence incurring a large capi- CHEMICAL ENGINEERING WWW.CHE.COM SEPTEMBER 2004 53 Cover Story TABLE 5. RESULTS BY SHORTCUT CALCULATIONS WITH ROPT/RMIN = 1.2, tal cost. As for Example 10, alFOLLOWED BY RIGOROUS SIMULATION AND FEED-STAGE OPTIMIZATION though the column is short, a large feed rate of 1,000 mol/h and a sepaExample Results for Ropt/Rmin = 1.2 Results for Ropt/Rmin = 1.2 after feed stage optimization ration requiring a refrigerant result Number of Feed % Increase Feed % Increase Ropt/Rmin in a high operating cost. Examples stages stage in total cost Stage in total cost 11 and 13 process large quantities 1 15 7 3.1 7 3.1 1.19 of feed; accordingly, the bulk of the 2 29 20 11.4 20 11.4 1.18 total cost lies in the operating cost. The optimal number of stages is 3 97 58 3.5 68 1.1 1.29 expected to be close to twice the 4 8 3 71.5 7 1.8 1.10 minimum number of stages [12]. 5 9 4 0.1 5 0 1.42 However, the results in Table 4 6 18 10 19.8 16 1.7 1.70 (Column 2 and last column) show 7 18 8 16.1 14 1.7 1.80 that this heuristic is generally not 8 25 14 3.1 11 0 1.11 valid. 9 25 25 29.0 22 0.2 1.40 To test the validity of the heuris10 12 6 4.2 5 3.6 1.34 tic saying that Ropt/Rmin equals 1.1 11 25 13 15.0 11 12.2 1.45 to 1.6, the column for each example 12 22 10 0.9 11 0.4 1.09 is first designed in accordance with 13 78 42 12.1 28 4.1 1.27 successive shortcut column calculations to estimate the number of Note: % increase in total cost is from the minimum total cost shown in Table 4. stages and the feed stage assuming that Ropt/Rmin equals 1.1 to 1.6 in in- that the feed stage from the shortcut feed stage optimization via minimizing crements of 0.1; these estimates are calculations (for instance, for the reflux ratio. This equivalence is to followed by a rigorous simulation and Ropt/Rmin equaling 1.2 in Table 5) is be expected, as the total cost is often cost estimation. For each case, percent very different from the feed stage in dominated by operating cost when the increase in total cost from the mini- Table 4, even if the total number of total number of stages is fixed. mum total cost in Table 4 is calculated. stages is comparable. After the feed stage optimization, In fact, Reference [7] points out that the feed-stage location, the Ropt/Rmin Results from this extensive study show that the variation in percent in- the guideline for optimal feed stage is value and the percent increase in total crease in total cost depends on the ex- that the ratio of key-component mole cost for Examples 1, 2, 5, 10 and 12 ample; it is within 11% in five exam- fractions in the liquid on the feed are comparable to those with the feed ples (1, 5, 8, 10 and 12), but is stage should be close to the corre- stage determined by the shortcut calsponding ratio in the liquid part of the culations. On the other hand, the total significantly more in other examples. A reasonable value for Ropt/Rmin feed. The key-ratio plot in Figure 1 for cost decreases dramatically in Examwithin 1.1 to 1.6 is 1.2. Results for this Example 4 indicates that the feed- ples 4, 6, 7, 9 and 13. In the other particular case (Columns 2 to 4 in stage location should be closer to the three examples (Nos. 3, 8 and 11), too, Table 5) show that the increase in reboiler. The feed stage in the opti- the total cost decreases, by about 3 total cost is in the range of 0.1% to mized design is consistent with the percentage points. about 70%, and the average increase heuristic given in Reference [7]. Thus, after the feed stage optimizaA recent reference [8] states that the tion to minimize the reflux ratio, the is about 14% for all 13 examples. Thus, although the heuristic on optimal feed location for a specified increase in total cost (from the miniRopt/Rmin equaling 1.1 to 1.6 seems to total number of stages and separation mum total cost shown in Table 4) is be valid in five out of the 13 examples minimizes the reflux ratio (and there- less than 4.1% for all examples except tested, these results nevertheless show fore the reboiler and condenser duties). Nos. 2 and 11. The optimal total numthe potential for reducing the total col- In accordance with this guideline, the ber of stages and reflux ratio for these umn cost by further optimization. feed stage for the case of Ropt/Rmin two examples (Table 4) are different equaling 1.2 in Table 5 is optimized by from those for Ropt/Rmin equaling 1.2 Revelations about the feed stage varying the feed stage in the rigorous (in Table 5). In addition to the above findings, a simulation and finding the reflux ratio In other words, column design by closer analysis of the results for vari- to achieve the desired separation. shortcut calculations can be improved ous Ropt/Rmin values indicated that These optimized results after feed significantly by changing the feed the feed stage given by shortcut col- stage optimization are shown in the stage to minimize reflux ratio for the umn calculations can be inappropri- last three columns of Table 5. same total number of stages found for ate. The most extreme case is ExamA separate exercise was carried out Ropt/Rmin equaling 1.2. This change ple 4, for which increase in the total to optimize the feed stage by minimiz- can be carried out easily with the aid cost ranged from 70 to 260% with ing total cost for the case of Ropt/Rmin of a simulator, because it does not inRopt/Rmin in the range 1.1 to 1.6. One equaling 1.2 for all examples. These re- volve sizing and cost estimation of the can see from the optimized results sults are identical to those obtained by column, condenser and reboiler. 54 CHEMICAL ENGINEERING WWW.CHE.COM SEPTEMBER 2004 Authors FIGURE 1.This plot, relevant to Example 4, relates the column stage number with the key ratio for the liquid at that stage, for both shortcut and optimized design Summarizing the conclusions Column optimization through rigorous simulation, sizing and costing commonly gives an Ropt/Rmin value in the range of 1.1 to 1.6. Also, the heuristic that the optimal number of stages is twice the minimum number is generally not valid. Shortcut (as opposed to rigorous) calculations using the heuristic, Ropt/Rmin = 1.1 to 1.6, produce columns whose total cost is generally more than the minimum. For the specific case of Ropt/Rmin equaling 1.2, the total cost of a column by shortcut calculations (followed by rigorous simulation, sizing and costing) is on aver- age 14% higher than the minimum attainable by rigorous simulation and optimization. However, the design in this case can often be improved substantially by optimizing the feed stage (for a specified number of stages and separation), and the total cost of a column can be reduced to within 4% of the minimum. In a few cases, potential exists for further cost reduction by varying both the number of stages and feed stage, and simulating the column rigorously. These findings are applicable to simple columns with a single feed stream n and two product streams only. Edited by Nicholas P. Chopey C.M. Lek is currently an Engineering Officer in the Singapore Armed Forces. Mr. Lek received his bachelor’s degree in chemical engineering from the National University of Singapore in 2003 with second class honors (Upper Division). The work reflected in this article began as his senior-year research project, and continued after completion of that project. Mr. Lek has a particular interest in software development. G.P. Rangaiah is an Associate Professor in the Dept. of Chemical and Biomolecular Engineering, National University of Singapore (Singapore 119260; Phone: [65] 6874-2187; email: RangaiahGP@nus.edu.sg). He worked for Engineers India Ltd. (New Delhi) for two years, and has been lecturing at the National University of Singapore since 1982. His research interests are in process control, modeling and optimization. He has supervised nine research fellows/assistants and more than 20 postgraduate theses, has published about 70 papers in international journals, and has presented nearly 50 papers in conferences. He received his baccalaureate, masters and doctorate degrees in chemical engineering from India’s Andhra University, IIT Kanpur and Monash University, respectively. Kus Hidajat is an Associate Professor in the Dept. of Chemical and Biomolecular Engineering, National University of Singapore (email: chehidak@nus.edu.sg). He has been lecturing at the National University of Singapore since 1983. His research interests are in simulatedmoving-bed adsorptive separation processes with or without reaction, plus modeling and optimization, and catalytic membranes. He has supervised four research fellows/assistants and 26 postgraduate theses, has published about 65 papers in international journals, and has presented about 40 papers in conferences. He received his baccalaureate and doctorate degrees in chemical engineering in the U.K., from the University of Manchester Institute of Science and Technology (UMIST) and the University of Cambridge, respectively. References 1. Brian, P. L. T., “Staged Cascades in Chemical Processing”, Prentice-Hall, New Jersey, 1972. 2. Doherty, M. F. and Malone, M. F., “Conceptual Design of Distillation System”, McGraw-Hill, New York, 2000. 3. Douglas, J. M., “Conceptual Design of Chemical Process”, McGraw-Hill, Singapore,1988. 4. Frank, O., Shortcuts for Distillation Design, Chem. Eng., p.111, March 14, 1977. 5. Gmehling, J., Onken, U. and Arlt, W., “Vapor-Liquid Equilibrium Data Collection”, Dechema, Frankfurt, 1977. 6. Ishii, Y. and Otto, F. D., An Efficient Simultaneous Correction Procedure for Multicomponent, Multistage Separation Calculations for Non-Ideal Systems, Computers and Chemical Eng. 25, 1285–1298, 2001. 7. King, C. J., “Separation Processes”, 2nd Ed., McGraw-Hill, New York, 1980. 8. Khoury, F.M., "Predicting the Performance of Multistage Separation processes", 2nd Ed., CRC Press, Boca Raton, Fla., 1999. 9. McCormick, J. E. and Roche, E. C., Continuous Distillation: Separation of Multicomponent Mixtures, in Schweitzer, P. A., Ed., “Handbook of Separation Techniques for Chemical Engineers”, McGraw-Hill, New York, 1979. 10. McCormick, J. E. and Roche, E. C., Continuous Distillation: Separation of Binary Mixtures, in Schweitzer, P. A., Ed., “Handbook of Separation Techniques for Chemical Engineers”, 3rd Ed., McGraw-Hill, New York, 1997. 11. Peters, M. S. and Timmerhaus, K. D., “Plant Design and Economics for Chemical Engineers”, 4th Ed., McGraw-Hill, New York, 1991. 12. Peters M.S., Timmerhaus K.D. and West R.E., "Plant Design and Economics for Chemical Engineers", 5th Ed., McGraw-Hill, New York, 2003. 13. Perry, R. H., Green, D. W. and Maloney, J. O., Eds., “Chemical Engineers’ Handbook”, 7th Ed., McGraw-Hill, New York, 1997. 14. Sinnott, R. K., in “Coulson & Richardson's Chemical Engineering”, Vol. 6, 2nd Ed., Butterworth-Heinemann, Boston, 1993. 15. Thompson, R. E., McCabe-Thiele Methods – Advanced Topics, in “AIChEMI Modular Instruction. Series B, Stagewise and Mass Transfer Operations”, American Institute of Chemical Engineers, New York, 1980. 16. Treybal, R. E., “Mass-Transfer Operations”, 3rd Ed., McGraw-Hill, New York, 1980. 17. Turton, R., “Analysis, Synthesis and Design of Chemical Processes”, Prentice Hall PTR, New Jersey. 1998. 18. Ulrich, G. D., “A Guide to Chemical Engineering Process Design and Economics”, Wiley, New York, 1984. 19. Van Winkle, M. and Todd, W. G., Optimum Fractionation Design by Simple Graphical Methods, Chem. Eng., p. 136, Sept. 20, 1971. 20. Walas, S. M., Rules of Thumb, Chem. Eng., p. 75, Mar 16, 1987. 21. Zdonik, S. B., Techniques for Saving Energy in Processes and Equipment” Chem. Eng., p. 99, July 4, 1977. CHEMICAL ENGINEERING WWW.CHE.COM SEPTEMBER 2004 55