Lecture Quality Management
advertisement

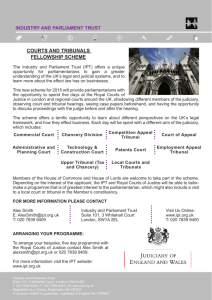
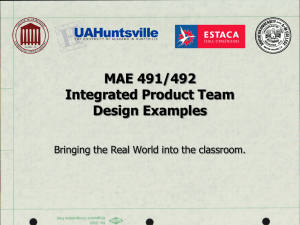
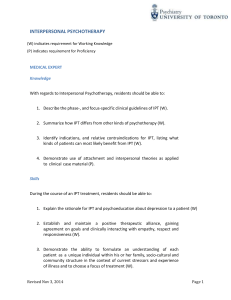
Quality Management – Prof. Schmitt Lecture 06 Lecture Quality Management 06 Quality Management in Manufacturing Prof. Dr.-Ing. Robert Schmitt © WZL/Fraunhofer IPT © WZL/IPT Quality Management in manufacturing L 06 Page 0 Quality Management – Prof. Schmitt Lecture 06 Contents Detection and Prevention of Waste Development of Rapid Saving Potentials with the 5S Efficient Modelling of the Value Stream with Value Stream Design Securing of the Process Capability with Statistical Process Control (SPC) © WZL/Fraunhofer IPT Page 1 Literature: Kleppmann, W.: Taschenbuch Versuchsplanung: Produkte und Prozesse optimieren. Brunner, F.J. (Hrsg.); Carl Hanser Verlag; München, Wien, 2003 Pfeifer, T.: Qualitätsmanagement Strategien, Methoden, Techniken; Carl Hanser Verlag; München, 2001 Pfeifer, T.: Quality Management, Strategies, Methods, Techniques; Carl Hanser Verlag; München, 2002 Pfeifer, T.: Praxisbuch Qualitätsmanagement Aufgaben, Lösungswege, Ergebnisse; Carl Hanser Verlag; München, 2001 Quentin, H.: Versuchsmethoden in Qualitäts-Engineering; Friedr. Vieweg & Sohn; Braunschweig, Wiesbaden, 1994 © WZL/IPT Quality Management in manufacturing L 06 Page 1 Quality Management – Prof. Schmitt Lecture 06 Waste and Added Value Added value is increased by elimination of waste ed v Add alue V W Initial situation Was te Wrong! Increase in output by compression! Added value Waste Added value W W Added value = W Correct! Replacement of waste by added value! V © WZL/Fraunhofer IPT Page 2 Waste and Added Value - The added value of the manufacturing process is increased by the elimination of waste. - Increase in output by compression not only increases the added value, but also the waste. - With the replacement of waste by added value the output can be increased effectively and sustainably. © WZL/IPT Quality Management in manufacturing L 06 Page 2 Quality Management – Prof. Schmitt Lecture 06 Areas and Starting Points of Waste There are at least 7 starting points to detect waste ... Overproduction Failures/ Repair Transports Waitingperiods Depots Stocks Distances ...which can be found in all areas: Process © WZL/Fraunhofer IPT Product Machine Page 3 Areas and Starting Points of Waste Waste can appear everywhere, in processes as well as in the product itself of in production machines. The following starting points help to detect waste: - Overproduction - Failures / Repairs - Transports - Waiting periods - Depots - Stocks - Distances In the following, waste caused by unnecessary stocks and transports will be discussed more precisely. © WZL/IPT Quality Management in manufacturing L 06 Page 3 Quality Management – Prof. Schmitt Lecture 06 Stocks Cover Problems Production Stocks Problems Problems are „covered“ Missing material Bottlenecks in manufacturing Machine breakdown Quality lacks © WZL/Fraunhofer IPT Produc tion Problems Problems are uncovered In time detection Easy identification An obligation for fast problem solving is the result Production Problems Problems Problems are solved The solution of outstanding problems allows a production with minimal stocks Page 4 Stocks Cover Problems - Oversized stocks cover problems. Missing material, bottlenecks in manufacturing, machine breakdown, quality defects, etc. remain undetected. - With small stocks, problems during the manufacturing process are uncovered immediately and need fast solutions. - These solutions enable an optimised production, which works without big stocks. © WZL/IPT Quality Management in manufacturing L 06 Page 4 Quality Management – Prof. Schmitt Lecture 06 Stocks Prevent the Possibility for Improvement Stocks Cover problems Cause problems Require depots Hamper work flow Prevent real control of the processes Mislead to routine and comfort Prevent the possibility for improvement Only produce what is needed – in the correct amount - to the correct time! © WZL/Fraunhofer IPT Page 5 Stocks Prevent the Possibility for Improvement - Apart from the problem covering, discussed earlier, stocks cause additional costs, need depots, hamper the work flow, mislead to routine and comfort and prevent real control of the processes and thus the possibility for improvements. - A production on demand with the KANBAN system (pull principle) only produces on demand and does not need stocks. - Clean and efficient processes are possible. © WZL/IPT Quality Management in manufacturing L 06 Page 5 Quality Management – Prof. Schmitt Lecture 06 Transports lead to Costs, Damages, Search Procedures ACTUAL IST TARGET Assembly Material station Truck 1 Handoff 20 Handoff 24 18 20 22 24 Handoff 30 26 30 32 Truck n Open space for further equipment variant Subassembly During the new installation of an assembly department the available areas were completely used. The results are long ways, temporary buffers... © WZL/Fraunhofer IPT The installation of a flow production for the subassembly leads to small area requirements, with short ways and small stocks... Page 6 Transports Lead to Costs, Damages, Search Procedures - Lean production does not imply using up the available space completely, but using is wisely and effectively. - Furthermore the arrangement of the stations is important. Machines that are arranged in the U-layout e.g., allow the operator to reach every point in the process chain quickly. © WZL/IPT Quality Management in manufacturing L 06 Page 6 Quality Management – Prof. Schmitt Lecture 06 Contents Detection and Prevention of Waste Development of Rapid Saving Potentials with the 5S Efficient Modelling of the Value Stream with Value Stream Design Securing of the Process Capability with Statistical Process Control (SPC) © WZL/Fraunhofer IPT Page 7 Quality Management in Manufacturing A further starting point for increasing the added value are the 5S. Their application is described in the following. © WZL/IPT Quality Management in manufacturing L 06 Page 7 Quality Management – Prof. Schmitt Lecture 06 "5S" Increase Safety, Quality and Productivity Safety Factory Rejections 5S as basis of production Direct connectivity Productivity Safety, Quality, Productivity © WZL/Fraunhofer IPT Page 8 "5S" Increase Safety, Quality and Productivity - The 5S must form a basis for the whole production. They directly connect place safety, quality and productivity. - By applying the 5S consequently, the safety will be improved, rejections will be minimized and the production will be increased. © WZL/IPT Quality Management in manufacturing L 06 Page 8 Quality Management – Prof. Schmitt Lecture 06 Definition of 5S Definition 5S are based on the five Japanese words: SEIRI, SEITON, SEISO, SEIKETSU, SHITSUKE Sorting out means taking out unnecessary items and disposing them Systematizing means arranging necessary items in good order Sweeping means cleaning the workplace Sanitising means maintaining high standard of housekeeping Self-discipline means doing things spontaneously without being told © WZL/Fraunhofer IPT Page 9 Definition of 5S 5S are based on the five Japanese words: SEIRI, SEITON, SEISO, SEIKETSU, SHITSUKE They can be translated like: - Sorting means taking out of unnecessary items and disposing them. - Systematizing means arranging necessary items in good order. - Sweeping means cleaning the workplace. - Sanitising means maintaining high standard of housekeeping. - Self-discipline means doing things spontaneously without being told. © WZL/IPT Quality Management in manufacturing L 06 Page 9 Quality Management – Prof. Schmitt Lecture 06 What Do the 5S Do? Aim of the method The 5S are the starting point for every successful company. In the Japanese understanding lack of 5S means inefficiency. The 5S method originates from production companies, but can also be applied to the service industry. The aim is to eliminate everything from a working process that complicates delays or even prevents it. © WZL/Fraunhofer IPT Page 10 What Do the 5S Do? - The 5S remove inefficiency from the working process, which means everything that complicates, delays or prevents the process. - Although this method was developed by (Japanese) production companies, it can also be applied to service industries. © WZL/IPT Quality Management in manufacturing L 06 Page 10 Quality Management – Prof. Schmitt Lecture 06 SEIRI – Sorting Out Unnecessary Things SEIRI - Sorting out unnecessary things Everything, that is not going to be used within the next days, is removed from the workspace. The workspace only contains things, which are needed directly for value adding activities within the next thirty days. Before SEIRI Many unnecessary things within the workspace After SEIRI Only necessary things within the workspace © WZL/Fraunhofer IPT Page 11 SEIRI – Sorting Out Unnecessary Things - All tools, documents, racks etc., which are not used within the next days, are removed from the workspace, or even disposed if necessary. - Thus, there are only things remaining within the workspace, which will be needed for value adding activities during the next 30 days. - The work space becomes leaner and cleaner. © WZL/IPT Quality Management in manufacturing L 06 Page 11 Quality Management – Prof. Schmitt Lecture 06 SEITON - Cleaning Up the Remaining Things SEITON - Cleaning up the remaining things Everything that remains within the workspace is stored that way, that it is easily accessible at any time. Further, ways and depots have to be labelled to avoid blockings A certain maximum capacity will be assigned to each depot. Before © WZL/Fraunhofer IPT After Page 12 SEITON - Cleaning Up the Remaining Things - All tools, documents, racks etc., which remain within the workspace, are stored that way, that it is easily accessible at any time. - Further, ways and depots have to be labelled to avoid blockings. - It is important that everything has its own spot. Each individual tool will be assigned a fixed address and a maximum capacity will be assigned to each depot. © WZL/IPT Quality Management in manufacturing L 06 Page 12 Quality Management – Prof. Schmitt Lecture 06 SEISO - Keeping the Workspace Clean SEISO - Keeping the workspace clean Everything that remains within the workspace is cleaned and maintained constantly. Thereby, flaws which would lead to errors during the process, are uncovered and eliminated in advance. The aim is to create a tidy, functional and safe work environment © WZL/Fraunhofer IPT Page 13 SEISO - Keeping the Workspace Clean - After all useless things are removed and the remaining things are properly stowed away, they are cleaned and maintained in constant intervals. - Error potentials are supposed to be uncovered by regular maintenance to avoid defects, down-times or damages. - Besides reducing losses of production, the work safety will be increased. © WZL/IPT Quality Management in manufacturing L 06 Page 13 Quality Management – Prof. Schmitt Lecture 06 SEIKETSU - Making Arrangements to Rules SEIKETSU - Making arrangements to rules Seiketsu means creating a clean and healthy work environment by wearing working clothes and safety equipment, as well as daily applying and improving Seiri, Seiton und Seiso. With Seiketsu a once achieved level is kept and does not drop by “resting on the laurels” The management must determine, how often Seiri and Seiso are applied and who participates in it. 5S © WZL/Fraunhofer IPT Page 14 SEIKETSU - Making Arrangements to Rules - Seiketsu means two different things: - To create a clean and healthy work environment by wearing working clothes and safety equipment, as well as daily applying and improving Seiri, Seiton und Seiso. - Only with Seiketsu a once achieved level is kept and does not drop by “resting on the laurels” - The management must determine, how often Seiri and Seiso are applied and who participates in it. It is important that the 5S become a part of the corporate culture and not a once used experiment. © WZL/IPT Quality Management in manufacturing L 06 Page 14 Quality Management – Prof. Schmitt Lecture 06 SHITSUKE - Keeping and Constantly Improving All Points SHITSUKE - Keeping and constantly improving all points Shitsuke means self-discipline. After the introduction and regular application of Seiri, Seiton and Seiso, Seiketsu has to be kept. Therefore the application of the individual components must be measured and evaluated. The evaluation is done by employees, superiors or external advisors. Another possibility is, to turn the evaluation into a competition. Seiso Seiton Seiketsu Seiri © WZL/Fraunhofer IPT Page 15 SHITSUKE - Keeping and Constantly Improving All Points - Shitsuke means self-discipline. - After the introduction and regular application of Seiri, Seiton and Seiso, Seiketsu has to be kept. Therefore the application of the individual components must be measured and evaluated. - There are different possibilities, for example an evaluation by employees, superiors or external advisors. Another possibility is, to turn the evaluation into a competition. - The management has to pay attention, that the acquired self-discipline keeps its level A regular evaluation helps that the acquired self-discipline keeps its level and the company does not return to the conditions before the application of the 5S. © WZL/IPT Quality Management in manufacturing L 06 Page 15 Quality Management – Prof. Schmitt Lecture 06 Applying Phases of the 5S – Expanded by a Sixth S Seiri (Sorting out) Seiton (Systematizing) Seiketsu (Sanitising) Shitsuke (Self-discipline) © WZL/Fraunhofer IPT Seiso (Sweeping) Phase 1 Phase 2 Shukan (Familiarisation) Phase 3 Page 16 Applying Phases of the 5S – Expanded by a Sixth S - The 5S are extended by Shukan (familiarisation) as the sixth S. - In phase 1 the steps Seiri (sortingout), Seiton (systematizing) and Seiso (sweeping) are implemented. - The 2. phase is Seiketsu (sanitising). - Phase 3 consists of Shitsuke (self-discipline) und Shukan (familiarisation). The rules and standards of the 6S have to be assimilated. - Shukan takes care, that the rules and standards of the 6S are assimilated and become an integral part of the company culture. © WZL/IPT Quality Management in manufacturing L 06 Page 16 Quality Management – Prof. Schmitt Lecture 06 Contents Detection and Prevention of Waste Development of Rapid Saving Potentials with the 5S Efficient Modelling of the Value Stream with Value Stream Design Securing of the Process Capability with Statistical Process Control (SPC) © WZL/Fraunhofer IPT Page 17 Quality Management in Manufacturing Elementary control levers within the production are the value streams. They can be analyzed and modeled with the Value Stream Design. This method is described in the following. © WZL/IPT Quality Management in manufacturing L 06 Page 17 Quality Management – Prof. Schmitt Lecture 06 Value Stream Design Definition With „Value Stream Design“ the value stream is illustrated fast and easily. It enables an intervention which is more rational than it is with single process improvements. Designing a plan for the whole value stream is missing in many improvement efforts. Aim of the method The Value Stream Design allows the illustration of value streams. Thereby the flow of material and information is illustrated. With a defined symbolism, an easy understandable illustration with focus on the weaknesses of the value stream is achieved. Theses bottlenecks can be eliminated specifically and the whole process can be redesigned. © WZL/Fraunhofer IPT Page 18 Value Stream Design A value stream describes all activities, that are necessary to bring a product through the main streams: 1. The manufacturing stream from the raw material into the hands of the customer 2. The development stream from the concept of a product through to the start of its sale. - To take a value stream perspective means to work on the overall picture, not only on single processes. Simplified Value Stream Design means the following: - Go along the whole production way of a product and create a rough image of every process in the material and information flow. - Afterwards ask some key questions and draw a target state, which is an image of the value stream, how it should look like in future. © WZL/IPT Quality Management in manufacturing L 06 Page 18 Quality Management – Prof. Schmitt Lecture 06 Example of Use: Transparency in the Illustration Corporation: 15t Stahlcoil Termin:_____________ _ 90D/60D/30D -preview Production planning 6 –weeks preview Daily fax Weekly fax Weekly planning Assembly plant 750p./day Container: 20p. Daily planning Tue. and Thu. Termin:_____________ _ 1x daily B B 5 days 5D 2600 p. Blanking CT = 1 Sek. PT = 1 Std. U = 85% 3,5D 1 sec. © WZL/Fraunhofer IPT B B Welding 1 CT = 40 Sek. PT = 10 min. U = 95% Cap. = 55200s 40 sec. 1000 p. 1,2D Assembly 1 CT = 62 Sek. PT = 0 min. U = 100% 62 sec. Shipment 1000 p. 1,2D LT = 10,9 T PT =103sec Page 19 Example of Use: Transparency in the Illustration - Value Stream Design allows drawing an image of the actual state of a value stream. - In Value Stream Design single processes like “blanking” or “welding” are wrapped up into process categories. - Processes and flows are illustrated with a group of symbols. - As soon as the whole stream of the manufacturing facility becomes visible, you can increase or decrease the zoom factor, so you can either examine one single process or take a look at the supply hain beyond your facility. © WZL/IPT Quality Management in manufacturing L 06 Page 19 Quality Management – Prof. Schmitt Lecture 06 Example of Use from a Workshop Value stream illustration – Visual illustration of the material and information streams © WZL/Fraunhofer IPT Page 20 Example of Use from a Workshop This slide shows an example of Value Stream Design in a workshop. Material and information streams are clearly illustrated and allow the development of improvement potentials. © WZL/IPT Quality Management in manufacturing L 06 Page 20 Quality Management – Prof. Schmitt Lecture 06 Result from Regular Workshops before after Specific application: 2 container system, smaller containers © WZL/Fraunhofer IPT Page 21 Result from Regular Workshops The results of regular workshops are clearly visible: - tidy, - clearly defined stock piles This way, a clear more effective working environment has been created. © WZL/IPT Quality Management in manufacturing L 06 Page 21 Quality Management – Prof. Schmitt Lecture 06 Contents Detection and Prevention of Waste Development of Rapid Saving Potentials with the 5S Efficient Modelling of the Value Stream with Value Stream Design Securing of the Process Capability with Statistical Process Control (SPC) © WZL/Fraunhofer IPT Page 22 Quality Management in Manufacturing Finally in this lecture unit the Statistical Process Control is regarded. The procedure will be discussed in a practical example. © WZL/IPT Quality Management in manufacturing L 06 Page 22 Quality Management – Prof. Schmitt Lecture 06 Process Capability cp = 1 cpk = 1 cp = 1,33 cpk = 1,33 cp = 1,33 cpk < 1 © WZL/Fraunhofer IPT Page 23 Process Capability - The meaning of the cp- und cpk-values can be demonstrated by a truck driving through a gate. In this example the walls of the gate indicate the range of tolerance and the middle of the bottom of the truck represents the mean value of the measured values. The width of the truck represents the variation of the measured values. - If the cp- und cpk -values are equal the truck is driving in the middle of the gate. - If cp und cpk =1, the truck is able to drive through the gate theoretically; Practically, it has to be assumed that the truck is going to hit the wall and gets damaged in case of a small impact (like a road hole in this example). - The bigger the values get, the smaller is the variation. Thus, the truck is smaller and, therefore, is able to react on outer impacts without hitting the walls immediately. - In case, at least one of the values is smaller than 1, the truck would bump into the wall of the gate. For the process, however, this means, that several values lie outside the range of tolerance. © WZL/IPT Quality Management in manufacturing L 06 Page 23 Quality Management – Prof. Schmitt Lecture 06 Capability Indices 22 -21 -- 3 > UL 20 -- 19 18 17 16 NV 15 14 13 12 11 LL 10 9 8 ------------- s X X X X cp = 0.71 cpk = 0.71 X cp = 2.50 cpk = 1.00 - LL cp = 1.67 cpk = 1.33 cp = 5.00 cpk = 5.00 Capability indices cp cpk = = Tolerance range Process variation = Minimum distance to tolerance limit Half process variation > legend: s : Mean standard deviation of the samples σ : Estimation of variation of the population x : Mean of means of the samples > © WZL/Fraunhofer IPT > = UL - LL 2• (3 σ ) | x - LV| min 3σ UL LL LV NV : : : : Upper limit Lower limit Limiting value Nominal value Page 24 Capability Indices - The capability of a process can be described using the so-called capability indices cp and cpk. - The cp index is a measure of the extent of the process variation. - The cpk index additionally takes account of the position of the variation. - In general, the process is regarded as capable when both indices are greater than 1. If cp is greater than cpk, the process can be improved by being centred. - The minimum demand for the process capability indices are: cp and cpk > 1. Today the demand cp and cpk > 1,33 33 is more common. - In short-term-examinations, the short-term process capability indices pp and ppk are applied, which are calculated just like cp and cpk. (In this case the demand pp and ppk > 1,67 67 is commo). - The correlation between the characteristic of the variation and the capability indices is illustrated with some couple of examples. © WZL/IPT Quality Management in manufacturing L 06 Page 24 Quality Management – Prof. Schmitt Lecture 06 Procedure for Determining Process Capability Elimination of systematic influences Correction Basics for calculation (normal distributed) Preparatory run UL - LL 6σ zkrit. cpk= 3 cp= Test for normal distribution Construction of probability net x and s x and s Calculation Graphic Calculation of capability indices cp and cpk cp 1 cpk 1 no cp 1 cpk<1 yes yes Centering of process Potential for improvement? Process capability Arbeitsplan no Process is not capable Process is capable © WZL/Fraunhofer IPT σ yes no Analysis zkrit.= Min = UL - x σ = x - LL Drehen σ= s c4 σ= R d2 n d2 c4 2 3 4 5 1,128 1,693 2,050 2,326 0,7979 0,8862 0,9213 0,9400 . . . . . . . . . Page 25 Procedure for Determining Process Capability - The general way, how to run capability analysis is illustrated above. - After analyzing the process and eliminating systematic and special disturbing influences a preparatory run is accomplished in order to acquire the character of the distribution and to calculate the mean value and the variation. On the basis of these parameters the capability indices cp and cpk are calculated. - The capability of the process is a requirement for using control chart techniques. © WZL/IPT Quality Management in manufacturing L 06 Page 25 Quality Management – Prof. Schmitt Lecture 06 Statistical Process Control and Statistical Quality Surveillance Statistical Process Control Statistical Quality Surveillance Process Process Batch n.o.k. Inspection Inspection o.k. Inspector decision Operator Key Material flow Information flow Control chart Histogram UCL x LCL 08:00 09:00 10:00 11:00 08:00 09:00 10:00 11:00 UCL R LCL © WZL/Fraunhofer IPT LL UL Page 26 Statistical Process Control and Statistical Quality Surveillance - - The aim is, to minimise inspection efforts during and after the manufacturing process. When tests are unavoidable, it makes sense to ensure that deviations are detected as early as possible, so that the manufacturing process can be adjusted before defective parts are produced. Therefore, statistical methods such as Statistical Process Control (SPC) or Statistical Quality Surveillance are increasingly used in order to assure product and process quality. Due to SPC, a machine-oriented quality control loop is closed, which is supposed to detect and correct failures. The control chart, which serves to detect systematic and special process influences at an early stage, is a useful tool. Using control charts requires the knowledge of the natural process variation. A further application of statistics is the determination of the test decision for a production lot by evaluating the characteristic values x and s or on the basis of histograms. This kind of inspection is called Statistical Quality Surveillance (SQS). © WZL/IPT Quality Management in manufacturing L 06 Page 26 Quality Management – Prof. Schmitt Lecture 06 Stable and Unstable Process Unstable process Stable process 8:00 10:00 9:00 11:00 ••• • • •• •• •• • • • 8:00 9:00 •• • • 10:00 11:00 •• •• •• • © WZL/Fraunhofer IPT • •• • • • • • • • • •• • • Page 27 Stable and Unstable Process - Each of the control charts, shown on the slide, reflects the values from samples containing four parts, taken from the process at hourly intervals. The boundary lines shown, represent the random variation range of the process that is determined in a preliminary investigation. The centre line is the mean value. - A stable (undisturbed) process is only subject to natural variation. - The appearance of special influences (non-natural alteration of the process-state) leads to an unstable process. © WZL/IPT Quality Management in manufacturing L 06 Page 27 Quality Management – Prof. Schmitt Lecture 06 Implementation of Statistical Process Control (SPC) Preparatory run Analyse process and eliminate failures Determination of control limits Calculate and plot control limits Keep control charts Measure samples Measure sample yes Further samples no Determination of capability Mark values with systematic influences and calculate the control limits again,excluding these factors Calculate and plot characteristics Determine failure cause and eliminate failure Systematical failure no yes no Capable yes © WZL/Fraunhofer IPT Page 28 Implementation of Statistical Process Control (SPC) Process control consists of the phases: - Data collection - Data analysis - Control Requirements for using control charts are: - Determination of the process capability by a preparatory run (usually 10 samples each containing 5 parts). - Definition of the control limits, which describe the area of the natural process variation. - Samples are removed from the ongoing manufacturing operation at specified intervals. - The characteristic statistical values are identified and entered in the charts for location and variation. - Then the graphs are analysed in order to detect special (disturbing) influences. - When special disturbing influences appear in the control chart, the process must be stopped and investigated. Once the disturbing influence has been eliminated, the control limits are calculated again and the process will be restarted (control loop). © WZL/IPT Quality Management in manufacturing L 06 Page 28 Quality Management – Prof. Schmitt Lecture 06 Preparatory Run Process analysis material person • Determination of disturbance variables method feature • Determination of setting parameters environment process Conduct preparatory run • Sampling (e.g. 50 parts) • Analysis of variation and mean _ 1n x = ∑ xi n i=1 s= 1 _ n ∑ ⎛⎜ xi − x ⎞⎟ ⎠ 2 n − 1 i=1 ⎝ LL UL Capability analysis Determination of capability indices pp and ppk (short-time examination) respectively. cp and cpk Key : s : Standard deviation σ : Estimation of variation of the population x : Mean of means of the samples pp, ppk, cp, cpk : Capability indicators © WZL/Fraunhofer IPT UL - LL 2•(3 σ ) pp, cp = ppk, cpk = | x - LL/UL|min 3σ UL LL LV x : : : : Upper limit Lower limit Limiting value Mean Page 29 Preparatory Run The preparatory phase consists of 3 steps: - Process analysis - Conduction of the preparatory run - Capability analysis Objective of the preparatory run is to check the suitability of the process for SPC and to acquire the process capability. © WZL/IPT Quality Management in manufacturing L 06 Page 29 Quality Management – Prof. Schmitt Lecture 06 Determination of Control Limits for Mean/Range Charts x UCL X Range R = xmax- xmin x LCL X R Time x1 + x2 + ... + xm m R= R1 + R2 + ... + Rm m Process mean UCL R R LCL x= R Time Control limit mean UCL x = x + A2 * R Control limit range UCLR = D4 * R LCL x = x - A2 * R LCLR = D3 * R © WZL/Fraunhofer IPT Page 30 Determination of Control Limits for Mean/Range Charts - The individual types of control charts are subject to different calculation formulas. - In the figure these calculation formulas are exemplarily shown for the mean value/range chart. © WZL/IPT Quality Management in manufacturing L 06 Page 30 Quality Management – Prof. Schmitt Lecture 06 Test Procedure for Non-Random Progressions in the Control Chart Standard tests More than 7 values on one side of mean (run) Exceeding control limit More than 7 values with the same direction of slope (trend) Additional tests 3σ 2σ 1σ 2 of 3 values on the same side more than 2σ away from mean © WZL/Fraunhofer IPT 3σ 2σ 1σ 4 of 5 values on the same side and more than 1σ away from mean Page 31 Test Procedure for Non-Random Progressions in the Control Chart - There are a number of test criteria that may be applied to detect the occurrence of non-random events in the control charts; some of them are exemplarily shown in the figure. - Over 30 other test techniques are known in addition to those described. The situation is similar to “Russian Roulette”: the more bullets loaded in the revolver, the greater the chance that a shot will be fired. Therefore, it is advisable to limit the number of techniques used, to those which are suitable for the task and to investigate very thoroughly the events which are revealed! © WZL/IPT Quality Management in manufacturing L 06 Page 31 Quality Management – Prof. Schmitt Lecture 06 Examples of Different Types of Control Charts Mean Mean Original value X X Standard deviation X Range Moving range R S Median R1 Median / original value Cumulated sums X III II Range X, X 1 II II III R © WZL/Fraunhofer IPT I II III Cusum Page 32 Examples of Different Types of Control Charts - Besides the mean value/range chart there are a number of different types of control charts. - Beyond control charts for variable test characteristics (measurable) there are also various types of control charts for attributive test characteristics (countable or good/poor). © WZL/IPT Quality Management in manufacturing L 06 Page 32 Quality Management – Prof. Schmitt Lecture 06 Process Control and Monitoring Methods SPC CPC Statistical Process Control Regulative time discrete sampling Continous Process Control Regulative continuous sampling Process Process Inspection Inspection Controlhardware Operator Process o.k. Process Key: o.k. = Flow of material = Flow of information Inspection robot n.o.k. n.o.k. Inspection Supervisory time discrete sampling Statistical Quality Surveillance © WZL/Fraunhofer IPT Decision SQS CQS Cupervisory continuous sampling Continuous Quality Surveillance Page 33 Process Control and Monitoring Methods Besides the Statistical Process Control (SPC) the following further methods exist for process control and surveillance: - Continuous Process Control (automated 100%-inspection with regulating intervention via control electronics). - Statistical Quality Surveillance (statistical quality inspection without regulating process intervention). - Continuous Quality Surveillance (automated 100%-inspection without regulating process intervention). © WZL/IPT Quality Management in manufacturing L 06 Page 33