Structure of Lecture 12
advertisement

MTAT.03.243
Software Engineering Management
Lecture 12:
SPI & Empirical Methods
- Part B
Dietmar Pfahl
Spring 2013
MTAT.03.243 / Lecture 12 / © Dietmar Pfahl 2013
email: dietmar.pfahl@ut.ee
Structure of Lecture 12
•
•
•
•
•
•
•
Feedback on Project
SPC
Six-Sigma
Notes on Experimental Design
Exercise
Homework 4
Literature
MTAT.03.243 / Lecture 12 / © Dietmar Pfahl 2013
Your feedback is
appreciated!
• Please fill in the
questionnaire
• 10 min
MTAT.03.243 / Lecture 12 / © Dietmar Pfahl 2013
Structure of Lecture 12
•
•
•
•
•
•
•
Feedback on Project
SPC
Six-Sigma
Notes on Experimental Design
Exercise
Homework 4
Literature
MTAT.03.243 / Lecture 12 / © Dietmar Pfahl 2013
Basics of Statistical Process Control
• Statistical Process Control
(SPC)
– monitoring production
process to detect and
prevent poor quality
UCL
• Sample
– subset of items produced to
use for inspection
• Control Charts
– process is within statistical
control limits
MTAT.03.243 / Lecture 12 / © Dietmar Pfahl 2013
LCL
Variability
• Random
– common causes
– inherent in a process
– can be eliminated only
through improvements
in the system
MTAT.03.243 / Lecture 12 / © Dietmar Pfahl 2013
• Non-Random
– special causes
– due to identifiable
factors
– can be modified
through operator or
management action
Statistical Process Control
• Understanding the process,
• Understanding the causes of variation, and
• Elimination of the sources of special cause variation.
MTAT.03.243 / Lecture 12 / © Dietmar Pfahl 2013
2
1
Identify product or process characteristics
that describe process performance
Select process
3
Usage of
control charts
Select the appropriate type of control chart
4
Measure process performance over a
period of time
5
Use appropriate calculations based on
measurement data to determine center
lines and control limits for performance
characteristics
6
Plot measurement data on control charts
8
Process is
stable; continue
measuring
7
Are all
measured values
within limits and
distributed randomly
around
centerlines?
10
Identify and remove
assignable causes
9
Process is not stable
Source: Florac & Carleton (1999)
MTAT.03.243 / Lecture 12 / © Dietmar Pfahl 2013
Control Chart Patterns
8 consecutive points on one side
of the center line
8 consecutive points up or down
across zones
14 points alternating up or down
2 out of 3 consecutive points in
zone C but still inside the control
limits
4 out of 5 consecutive points in
zone C or B
MTAT.03.243 / Lecture 12 / © Dietmar Pfahl 2013
Detecting out-of-control situations
Source: Western Electric (1958)
MTAT.03.243 / Lecture 12 / © Dietmar Pfahl 2013
Common questions for investigating
an out-of-control process (1)
• Are there differences in the measurement accuracy of
instruments/methods used?
• Are there differences in the methods used by different
personnel?
• Is the process affected by the environment?
• Has there been a significant change in the environment?
• Is the process affected by predictable conditions?
– Example: tool wear.
• Were any untrained personnel involved in the process at the
time?
MTAT.03.243 / Lecture 12 / © Dietmar Pfahl 2013
Common questions for investigating
an out-of-control process (2)
• Has there been a change in the source for input to the process?
– Example: plans, specs, information.
• Is the process affected by employee fatigue?
• Has there been a change in policies or procedures?
– Example: maintenance procedures.
• Is the process adjusted frequently?
• Did the samples come from different parts of the process?
Shifts? Individuals?
• Are employees afraid to report “bad news”?
One should treat each “Yes” answer as a potential source of a
special cause.
MTAT.03.243 / Lecture 12 / © Dietmar Pfahl 2013
2
1
Identify product or process characteristics
that describe process performance
Select process
3
Usage of
control charts
Select the appropriate type of control chart
4
Measure process performance over a
period of time
5
Use appropriate calculations based on
measurement data to determine center
lines and control limits for performance
characteristics
6
Plot measurement data on control charts
8
Process is
stable; continue
measuring
7
Are all
measured values
within limits and
distributed randomly
around
centerlines?
10
Identify and remove
assignable causes
9
Process is not stable
Source: Florac & Carleton (1999)
MTAT.03.243 / Lecture 12 / © Dietmar Pfahl 2013
Ishikawa Chart Example:
Change Request Process
change control board
problem reports
cannot isolate software
not logged in properly
artifact(s) containing
the problem
Collection
information missing
from problem
reports
Evaluation
meets only once a week
change decisions
Delays in approving
not released in a
timely manner
changes
Resolution
Closure
It takes too
long to process
software
change requests
cannot determine
takes time to
delays in shipping
what needs to be done
to fix the problem
make changes
changes and releases
cannot replicate
must reconfigure
problem
baselines
MTAT.03.243
SENG
©
G. Ruhe
511 2012 / Lecture 12 / © Dietmar Pfahl 2013
delays en-route
38
2
1
Identify product or process characteristics
that describe process performance
Select process
3
Usage of
control charts
Select the appropriate type of control chart
4
Measure process performance over a
period of time
5
Use appropriate calculations based on
measurement data to determine center
lines and control limits for performance
characteristics
6
Plot measurement data on control charts
8
Process is
stable; continue
measuring
7
Are all
measured values
within limits and
distributed randomly
around
centerlines?
10
Identify and remove
assignable causes
9
Process is not stable
Source: Florac & Carleton (1999)
MTAT.03.243 / Lecture 12 / © Dietmar Pfahl 2013
Type of Chart depends on Type of Measures
• Attribute
– a product characteristic
that can be evaluated
with a discrete response
– good – bad; yes - no
• Variable
– a product characteristic
that is continuous and
can be measured
– e.g., complexity, length
MTAT.03.243 / Lecture 12 / © Dietmar Pfahl 2013
• Types of charts
– Attributes
• p-chart
• c-chart
– Variables
• x-bar-chart (means)
• R-chart (range)
Control Charts for Attributes
p-charts
uses portion defective in a sample
c-charts
uses number of defects in an item
MTAT.03.243 / Lecture 12 / © Dietmar Pfahl 2013
p-Chart
UCL = p + zp
LCL = p - zp
z = number of standard deviations from process
average
p = sample proportion defective; an estimate of
process average
p = standard deviation of sample proportion
p =
MTAT.03.243 / Lecture 12 / © Dietmar Pfahl 2013
p(1 - p)
n
p-Chart Example
SAMPLE
1
2
3
:
:
20
NUMBER OF
DEFECTIVES
PROPORTION
DEFECTIVE
6
0
4
:
:
18
200
20 samples of 100 pairs of jeans
MTAT.03.243 / Lecture 12 / © Dietmar Pfahl 2013
.06
.00
.04
:
:
.18
p-Chart Example (cont.)
p=
total defectives
total sample observations
UCL = p + z
= 200 / 20(100) = 0.10
p(1 - p)
= 0.10 + 3
n
0.10(1 - 0.10)
100
UCL = 0.190
LCL = p - z
p(1 - p)
= 0.10 - 3
n
LCL = 0.010
MTAT.03.243 / Lecture 12 / © Dietmar Pfahl 2013
0.10(1 - 0.10)
100
0.20
UCL = 0.190
0.18
p-Chart
Example
(cont.)
Proportion defective
0.16
0.14
0.12
0.10
p = 0.10
0.08
0.06
0.04
0.02
LCL = 0.010
2
MTAT.03.243 / Lecture 12 / © Dietmar Pfahl 2013
4
6
8
10
12
Sample number
14
16
18
20
c-Chart
UCL = c + zc
LCL = c - zc
c =
where
c = number of defects per sample
MTAT.03.243 / Lecture 12 / © Dietmar Pfahl 2013
c
c-Chart (cont.)
Number of defects in 15 samples
SAMPLE
1
2
3
NUMBER
OF
DEFECTS
12
8
16
:
:
:
:
15
15
190
MTAT.03.243 / Lecture 12 / © Dietmar Pfahl 2013
c=
UCL
LCL
190
= 12.67
15
= c + zc
= 12.67 + 3
= 23.35
12.67
= c + zc
= 12.67 - 3
= 1.99
12.67
24
UCL = 23.35
c-Chart
(cont.)
Number of defects
21
18
c = 12.67
15
12
9
6
LCL = 1.99
3
2
4
6
8
10
Sample number
MTAT.03.243 / Lecture 12 / © Dietmar Pfahl 2013
12
14
16
Control Charts for Variables
Mean chart ( x-bar-Chart )
uses average of a sample
Range chart ( R-Chart )
uses amount of dispersion in a
sample
MTAT.03.243 / Lecture 12 / © Dietmar Pfahl 2013
x-bar Chart
x1 + x2 + ... xk
x= = k
=
UCL = x + A2R
=
LCL = x - A2R
where
x= = average of sample means
MTAT.03.243 / Lecture 12 / © Dietmar Pfahl 2013
5.10 –
5.08 –
UCL = 5.08
5.06 –
Mean
5.04 –
x- bar
Chart
Example
(cont.)
5.02 –
x= = 5.01
5.00 –
4.98 –
4.96 –
LCL = 4.94
4.94 –
4.92 –
|
1
MTAT.03.243 / Lecture 12 / © Dietmar Pfahl 2013
|
2
|
3
|
|
|
4
5
6
Sample number
|
7
|
8
|
9
|
10
R- Chart
UCL = D4R
LCL = D3R
R
R= k
where
R = range of each sample
k = number of samples
MTAT.03.243 / Lecture 12 / © Dietmar Pfahl 2013
R-Chart Example (cont.)
0.28 –
0.24 –
Range
0.20 –
0.16 –
UCL = 0.243
R = 0.115
0.12 –
0.08 –
0.04 –
0–
LCL = 0
|
|
|
1
2
3
|
|
|
4
5
6
Sample number
MTAT.03.243 / Lecture 12 / © Dietmar Pfahl 2013
|
7
|
8
|
9
|
10
Required Sample Size
Attribute charts require larger sample sizes
50 to 100 parts in a sample
Variable charts require smaller samples
2 to 10 parts in a sample
MTAT.03.243 / Lecture 12 / © Dietmar Pfahl 2013
Structure of Lecture 12
•
•
•
•
•
•
•
Feedback on Project
SPC
Six-Sigma
Notes on Experimental Design
Exercise
Homework 4
Literature
MTAT.03.243 / Lecture 12 / © Dietmar Pfahl 2013
Motorola and Six-Sigma
Mikel J. Harry
• Ph.D.
– Arizona State University 1984
• M.A.
– Ball State University 1981
• B.S.
– Ball State University 1973
MTAT.03.243 / Lecture 12 / © Dietmar Pfahl 2013
Six-Sigma
Key:
• σ = standard deviation
• µ = center of the distribution
(shifted 1.5σ from its original,
on-target location)
• +/-3σ & +/-6σ show the
specifications relative to the
original target
MTAT.03.243 / Lecture 12 / © Dietmar Pfahl 2013
•
Conceptually, the sigma level of a process or
product is where its customer-driven
specifications intersect with its distribution.
•
A centered six-sigma process has a normal
distribution with mean=target and
specifications placed 6 standard deviations to
either side of the mean. At this point, the
portions of the distribution that are beyond the
specifications contain 0.002 ppm of the data
(0.001 on each side).
•
Practice has shown that most manufacturing
processes experience a shift (due to drift over
time) of 1.5 standard deviations so that the
mean no longer equals target. When this
happens in a six-sigma process, a larger
portion of the distribution now extends beyond
the specification limits: 3.4 ppm.
Six-Sigma
Source: SEI
http://www.sei.cmu.edu/str/descriptions/sigma6_body.html
MTAT.03.243 / Lecture 12 / © Dietmar Pfahl 2013
How to Calculate Six-Sigma?
Far Right Tail Probabilities
Z P{Z to oo} |
Z P{Z to oo} |
Z P{Z to oo} | Z
P{Z to oo}
----------------+-----------------+------------------+-----------------2.0 0.02275
| 3.0 0.001350
| 4.0 0.00003167 | 5.0 2.867 E-7
2.1 0.01786
| 3.1 0.0009676 | 4.1 0.00002066 | 5.5 1.899 E-8
2.2 0.01390
| 3.2 0.0006871 | 4.2 0.00001335 | 6.0 9.866 E-10
2.3 0.01072
| 3.3 0.0004834 | 4.3 0.00000854 | 6.5 4.016 E-11
2.4 0.00820
| 3.4 0.0003369 | 4.4 0.000005413 | 7.0 1.280 E-12
2.5 0.00621
| 3.5 0.0002326 | 4.5 0.000003398 | 7.5 3.191 E-14
2.6 0.004661 | 3.6 0.0001591 | 4.6 0.000002112 | 8.0 6.221 E-16
2.7 0.003467 | 3.7 0.0001078 | 4.7 0.000001300 | 8.5 9.480 E-18
2.8 0.002555 | 3.8 0.00007235 | 4.8 7.933 E-7
| 9.0 1.129 E-19
2.9 0.001866 | 3.9 0.00004810 | 4.9 4.792 E-7
| 9.5 1.049 E-21
Six-Sigma: P (x ≥ (6 - 1.5)) = P (x ≥ 4.5) = 0.000003398 = 3.398 / 1,000,000
MTAT.03.243 / Lecture 12 / © Dietmar Pfahl 2013
Six-Sigma and the ±1.5σ Shift
• A run chart depicting
a +1.5σ drift in a 6σ
process. USL and
LSL are the upper
and lower
specification limits
and UNL and LNL are
the upper and lower
natural tolerance
limits.
MTAT.03.243 / Lecture 12 / © Dietmar Pfahl 2013
•
Six-Sigma
Average industry in the US runs at four sigma,
which corresponds to 6210 defects per million
opportunities. Depending on the exact
definition of "defect" in payroll processing, for
example, this sigma level could be interpreted
as 6 out of every 1000 paychecks having an
error.
–
MTAT.03.243 / Lecture 12 / © Dietmar Pfahl 2013
As "four sigma" is the average current
performance, there are industry sectors running
above and below this value.
•
Internal Revenue Service (IRS) phone-in tax
advice, for instance, runs at roughly two sigma,
which corresponds to 308,537 errors per
million opportunities. Again, depending on the
exact definition of defect, this could be
interpreted as 30 out of 100 phone calls
resulting in erroneous tax advice. ("Two
Sigma" performance is where many
noncompetitive companies run.)
•
On the other extreme, domestic (U.S.) airline
flight fatality rates run at better than six sigma,
which could be interpreted as fewer than 3.4
fatalities per million passengers - that is, fewer
than 0.00034 fatalities per 100 passengers
[Harry 00], [Bylinsky 98], [Harrold 99].
Six-Sigma
Assumptions:
• Normal Distribution
• Process Mean Shift of 1.5σ from
Nominal is Likely
• Process Mean and Standard
Deviation are known
• Defects are randomly distributed
throughout units
• Parts and Process Steps are
Independent
MTAT.03.243 / Lecture 12 / © Dietmar Pfahl 2013
Structure of Lecture 12
•
•
•
•
•
•
•
Feedback on Project
SPC
Six-Sigma
Notes on Experimental Design
Exercise
Homework 4
Literature
MTAT.03.243 / Lecture 12 / © Dietmar Pfahl 2013
http://www.socialresearchmethods.net/kb/design.php
Experimental Designs
Group
=
Set of
“experimental units”
(subjects)
MTAT.03.243 / Lecture 12 / © Dietmar Pfahl 2013
Experimental Designs (cont’d)
• One-Group designs (withingroup):
– Post-Test
XO
– Pre-Test and Post-Test
OXO
– Interrupted time-series
OOXOOOXOXO…
With:
O = observation (measurement)
X = treatment (intervention)
MTAT.03.243 / Lecture 12 / © Dietmar Pfahl 2013
• Multiple-Group designs (betweengroups):
– With or without random sampling /
assignment
– With or without blocking
– Balanced or unbalanced
– Factorial Designs:
• nested vs. crossed
• interaction between factors
Experimental Designs: Random Assignment /1
•
•
?
?
Definition [Pfl94]:
– Randomization is the random assignment of subjects to
groups or of treatments to experimental units, so that
we can assume independence (and thus validity) of
results.
Rationale for Randomization [Pfl94]:
– Sometimes the results of an experimental treatment
can be affected by the time, the place or unknown
characteristics of the participants (= experimental units
/ subjects)
– These uncontrollable factors can have effects that hide
or skew the results of the controllable variables.
– To spread and diffuse the effects of these
uncontrollable or unknown factors, you can
• assign the order of treatments randomly,
• assign the participants to each treatment
randomly, or
• assign the location of each treatment random[y,
whenever possible.
MTAT.03.243 / Lecture 12 / © Dietmar Pfahl 2013
Experimental Designs: Random Assignment /2
Randomization is a
prerequisite for a
controlled experiment!
MTAT.03.243 / Lecture 12 / © Dietmar Pfahl 2013
Experimental Designs: Blocking /1
?
?
• Definition [Pfl94]:
– Blocking (Stratification) means
allocating experimental units to
blocks (strata) or groups so the
units within a block are relatively
homogeneous.
• Rationale for Blocking [Pfl94]:
– The blocked design captures the
anticipated variation in the blocks
by grouping like varieties, so that
the variation does not contribute to
the experimental error.
MTAT.03.243 / Lecture 12 / © Dietmar Pfahl 2013
Experimental Designs: Blocking /2
•
X
Y
Z
A
B
MTAT.03.243 / Lecture 12 / © Dietmar Pfahl 2013
Example [Pfl94]:
– Suppose you are investigating the comparative
effects of two design techniques A and B on the
quality of the resulting code.
– The experiment involves teaching the techniques to
twelve developers and measuring the number of
defects found per thousand lines of code to assess
the code quality.
– It may be the case that the twelve developers
graduated from three universities. It is possible that
the universities trained the developers in very
different ways, so that the effect of being from a
particular university can affect the way in which the
design technique is understood or used.
– To eliminate this possibility, three blocks can be
defined so that the first block contains all developers
from university X, the second block from university Y,
and the third block from university Z. Then, the
treatments are assigned at random to the developers
from each block. If the first block has six developers,
you would expect three to be assigned to design
method A, and three to method B, for instance.
Experimental Designs: Blocking /3
with blocking
without blocking
Less variance increases statistical power
(for the same mean difference)
MTAT.03.243 / Lecture 12 / © Dietmar Pfahl 2013
Experimental Designs: Balancing
• Definition [Pfl94]:
– Balancing is the blocking and assigning of
treatments so that an equal number of
subjects is assigned to each treatment,
wherever possible.
X
Y
• Rationale for Balancing [Pfl94]:
Z
– Balancing is desirable because it simplifies
the statistical analysis, but it is not
necessary.
– Designs can range from being completely
balanced to having little or no balance.
unbalanced
A
B
MTAT.03.243 / Lecture 12 / © Dietmar Pfahl 2013
Experimental Designs: Factorial Designs
Factor 1
Factor 2
LA
Factor 1
Factor 2
LA
L1
L2
LB
LC
L1
L2
LB
LC
LD
LD
• Definition of “Factorial Design:
– The design of an experiment can be
expressed by explicitly stating the number of
factors and how they relate to the different
treatments.
– Expressing the design in terms of factors,
tells you how many different treatment
combinations are required.
• Crossed Design:
– Two factors, F1 and F2, in a design are said
to be crossed if each level of each factor
appears with each level of the other factor.
• Nested Design:
– Factor F2 is nested within factor F1 if each
meaningful level of F2 occurs in conjunction
with only one level of factor F1.
MTAT.03.243 / Lecture 12 / © Dietmar Pfahl 2013
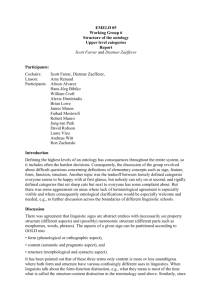
Experimental Designs: Interaction Effects
• Example: Measuring
time to code a program
module with or without
using a reusable
repository
– Case 1: No
interaction
between factors
– Case 2:
Interaction effect
Effect on Time
to Code (Factor
1) depends (also)
on Size of Module
(Factor 2)
Case 1
MTAT.03.243 / Lecture 12 / © Dietmar Pfahl 2013
Case 2
Experimental Designs: Crossed vs. Nested
Design Method
Tool Usage
Design Method
B1
Factorial Design:
Useful for investigating one factor
with two or more conditions,
Useful for looking at two factors,
each with two or more conditions.
B2
no
A1
A2
Method A1
Method A2
Tool B1 Usage Tool B2 Usage
yes
no
yes no
• Crossing (each level
of each factor
appears with each
level of the other
factor
• Nesting (each level
of one factor occurs
entirely in
conjunction with
one level of another
factor)
• Proper nested or
crossed design may
reduce the number
of cases to be
tested.
similar, but not necessarily
identical Factors
MTAT.03.243 / Lecture 12 / © Dietmar Pfahl 2013
Experimental Designs: Design Selection
Flow Chart for selecting
an Experimental Design
[Pfl95]
MTAT.03.243 / Lecture 12 / © Dietmar Pfahl 2013
•
[Pfl95] S. L. Pfleeger: Experimental
Design and Analysis in Software
Engineering. Annals of Software
Engineering, vol. 1, pp. 219-253,
1995.
•
Also appeared as: S. L. Pfleeger:
Experimental design and analysis in
software engineering, Parts 1 to 5,
Software Engineering Notes, 1995
and 1996.
Structure of Lecture 12
•
•
•
•
•
•
•
Feedback on Project
SPC
Six-Sigma
Notes on Experimental Design
Exercise
Homework 4
Literature
MTAT.03.243 / Lecture 12 / © Dietmar Pfahl 2013
Exercise: Assessing the Quality of Reported
Experiments
• Checklist
• Paper
• Work individually
– Make sure you take
notes on the rationale
for your assessment
• After ca. 25 min compare
with your neighbour
• Report to class
MTAT.03.243 / Lecture 12 / © Dietmar Pfahl 2013
Structure of Lecture 12
•
•
•
•
•
•
•
Feedback on Project
SPC
Six-Sigma
Notes on Experimental Design
Exercise
Homework 4
Literature
MTAT.03.243 / Lecture 12 / © Dietmar Pfahl 2013
Homework 4 Assignment
• Work in Pairs
• 2 Phases (A and B)
– Deadline A: Mon, 6
May, 17:00
– Deadline B: Wed 15
May, 17:00
• 3 Tasks
– Phase A: Task 1 & 2
– Phase B: Task 3
MTAT.03.243 / Lecture 12 / © Dietmar Pfahl 2013
• Task 1:
– Assess the quality of paper
P1 or P1 (pick only one!)
• Task 2:
– Design a controlled
experiment (pick one RQ!)
• Task 3:
– Review two designs of
your peers
Structure of Lecture 12
•
•
•
•
•
•
•
Feedback on Project
SPC
Six-Sigma
Notes on Experimental Design
Exercise
Homework 4
Literature
MTAT.03.243 / Lecture 12 / © Dietmar Pfahl 2013
Literature on Empirical Methods in SE
•
T. Dybå, B. A. Kitchenham, M. Jørgensen (2004) “Evidence-based Software Engineering for
Practitioners”, IEEE Software
•
F. Shull, J. Singer and D. I. K. Sjøberg: Advanced Topics in Empirical Software Engineering,
Chapter 11, pp. 285-311, Springer London (ISBN: 13:978-1-84800-043-8)
– Chapter: S. Easterbrook et al. (2008) ”Selecting Empirical Methods for Software
Engineering Research”
•
A. Endres and D. Rombach (2003) A Handbook of Software and Systems Engineering –
Empirical Observations, Laws and Theories, Addison-Wesley
•
S. L. Pfleeger (1995-96) “Experimental design and analysis in software engineering”, Parts
1 to 5, Software Engineering Notes
•
H. Robinson, J. Segal, H. Sharp (2007) ”Ethnographically-informed empirical studies of
software practice”, in Information and Software Technology,49(6), pp. 540-551
•
W. L. Wallace (1971) The Logic of Science in Sociology, New York: Aldine
•
R. K. Yin (2002) Case Study Research: Design and Methods, Sage, Thousand Oaks
MTAT.03.243 / Lecture 12 / © Dietmar Pfahl 2013
Next Lecture
• Topic:
– Industry Presentation by Artur Assor (Nortal):
"Rebuilding development infrastructure in
Nortal" (tentative title)
• For you to do:
– Start working on Homework 4
MTAT.03.243 / Lecture 12 / © Dietmar Pfahl 2013