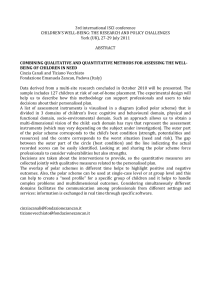
Error motion polar plot
advertisement

Lecture 5 Formulating the System Error Budget 5-1 Error Budget • An error budget is formulated based on connectivity rules that define the behavior of a machine’s components and their interfaces, and combinational rules that describe how errors of different types are to be combined. • First step: to develop a kinematic model of the proposed system in the form of a series of homogeneous transformation matrices (HTM). • Second step: to analyze systematically each type of error that can occur in the system and use the HTM model to help determine the effect of the errors on the toolpoint position accuracy with respect to the workpiece. 5-2 Error & Tolerance Budgets Errors in parts and the assembly are controlled through the use of Error Budgets and Tolerance Budgets • Error budgets attempt to predict how a machine will perform when it is assembled and running ¾ Each module is represented as a rigid body and has a coordinate system assigned to it. ¾ Error budgets account for errors, geometric, thermal…, in each module’s degrees of freedom (3 position and 3 orientation errors) • Tolerance budgets attempt to predict what the final assembled shape of the machine will be given geometric errors in the parts ¾ Will the parts even have enough tolerance to make sure 5-3 they will all even fit Error Assessment and Budgeting • Given all the different types of errors that can affect all different components: ¾ Keeping track of all the errors is such a daunting task: & Most engineers don't bother and use "experience" to guide the design. & It is left up to manufacturing and service to work the bugs out. ¾ This seems to be a major source of reliability and performance problems. • The solution to a successful project for precision machine design is a good budget: ¾ A project requires a good financial budget to make it feasible. ¾ A project requires a good time budget to make it feasible. ¾ A project requires a good error budget to make it feasible. • In order to make a good error budget for the system, a good mathematical model is needed. 5-4 Homogenous Transformation Matrices • Allows the designer to consider all errors for one component of the machine at a time, and then link them all together by specific matrix. • Based on rigid body model of a linear series (open chain) of coordinate frames. • Takes into account linear and angular offsets between coordinate frames. • Transforms XYZ coordinates of one frame into XYZ coordinates of another frame. 5-5 Homogenous Transformation Matrices Reference coordinate frames 5-6 Homogenous Transformation Matrices • Coordinate frames are placed at bearings, joints, and areas where other parameters are lumped. • Closed chains (e.g. a five point bearing mount) need to be modeled with the generation of constraint equations. 5-7 Sensitive Directions • It is important to note which are the sensitive directions of the machine: A radial error in the workpiece of magnitude is 2·ε/r, which is much smaller than ε. Z • Sensitive directions can be controllable: ¾ Z and r directions in a lathe. 5-8 Structure of a Homogenous Transformation Matrix Orientation of Xn with respect to adjacent coordinate frame ⎡ Oix ⎢O jx R ⎢ Tn = ⎢O kx ⎢ ⎣ 0 Perspective transformation Orientation of Yn with respect to adjacent coordinate frame Oiy Oiz O jy O ky O jz O kz 0 0 Orientation of Zn with respect to adjacent coordinate frame Px ⎤ Py ⎥ ⎥ Pz ⎥ ⎥ Ps ⎦ Translation of Xn, Yn, Zn with respect to adjacent coordinate frame Scale Factor : usually set to unity to help avoid confusion 5-9 Structure of a Homogenous Transformation Matrix • The first three columns are the direction cosines (unit vectors i, j, k). ¾ They represent the orientation of the Xn, Yn, and Zn axes with respect to an adjacent coordinate frame. • Their scale factors are unity. • The last column is the position of the rigid body's coordinate system's origin with respect to the reference frame. (Translation) • The pre-superscript represents the reference frame in which you want the result to be represented. • The post-subscript represents the reference frame from which you are transferring. • The “O’s” are rotations (direction cosines” and the “P’s” are translations. 5-10 Structure of a homogeneous transformation matrix • The equivalent coordinates of a point in a reference frame n, in a reference frame R are: Equivalent coordinates of a point in reference frame R ⎡X R ⎤ ⎡X n ⎤ ⎢Y ⎥ ⎢Y ⎥ ⎢ R ⎥ = R Tn ⎢ n ⎥ ⎢ ZR ⎥ ⎢ Zn ⎥ ⎢ ⎥ ⎢ ⎥ ⎣ 1 ⎦ ⎣1⎦ Original coordinates of a point in reference frame n HTM that describes the transformation of reference frame n into reference frame R 5-11 Example: Translation in X • The coordinate system X1Y1Z1 is shifted in X by an amount a: 5-12 HTM of Translation in X, Y, Z XYZ TX1Y1Z1 ⎡1 ⎢0 =⎢ ⎢0 ⎢ ⎣0 0 0 x⎤ 1 0 0 ⎥⎥ , 0 1 0⎥ ⎥ 0 0 1⎦ XYZ TX1Y1Z1 ⎡1 ⎢0 =⎢ ⎢0 ⎢ ⎣0 a XYZ TX1Y1Z1 ⎡1 ⎢ ⎢ ⎢0 ⎢ =⎢ ⎢0 ⎢ ⎢ ⎢0 ⎣ 0 0 0⎤ ⎥ ⎥ 1 0 y⎥ ⎥ ⎥ 0 1 0⎥ ⎥ ⎥ 0 0 1 ⎥⎦ 0 0 0⎤ 1 0 0⎥ ⎥ 0 1 z⎥ ⎥ 0 0 1⎦ 5-13 Example: Rotation about X-Axis • The X1Y1Z1 coordinate system is rotated by an amount θx about the X axis: 0 0 ⎡1 ⎢0 cosθ - sin θ x x XYZ TX1Y1Z1 = ⎢ ⎢0 sin θx cosθx ⎢ 0 0 ⎣0 0⎤ 0⎥ ⎥ 0⎥ ⎥ 1⎦ 5-14 Example: Rotation about Y-Axis • The X1Y1Z1 coordinate system is rotated by an amount θy about the Y axis: ⎡ cosθy ⎢ 0 XYZ TX1Y1Z1 = ⎢ ⎢- sin θy ⎢ ⎣ 0 0 sin θy 0⎤ 1 0 0⎥ ⎥ 0 cosθy 0⎥ ⎥ 0 0 1⎦ 5-15 Example: Rotation about Z-Axis • The X1Y1Z1 coordinate system is rotated by an amount θz about the Z axis: ⎡cosθz - sin θz ⎢sin θ cosθ z z XYZ TX1Y1Z1 = ⎢ 0 ⎢ 0 ⎢ 0 ⎣ 0 0 0⎤ 0 0⎥ ⎥ 1 0⎥ ⎥ 0 1⎦ 5-16 Sequential Systems • Transformation from the Nth axis to the reference system will be the sequential product of all the HTMs: R N TN = ∏ m=1 m−1 Tm = T T T L 0 1 2 1 2 3 • The order of rotation is very important. 5-17 HTM between the Tool and Workpiece 5-18 HTM between the Tool and Workpiece • The relative error HTM Erel between the tool and workpiece in the tool coordinate frame is: Q Twork= TtoolErel R R [ ] ∴ Erel = Ttool R −1 R Twork • Erel is the transformation that must be done to the toolpoint in order to be at the proper position on the workpiece. 5-19 Error Correction Vector • The error correction vector RPcorrection with respect to the reference coordinate frame can be obtained from: R R ⎡Px ⎤ ⎢P ⎥ = y ⎢ ⎥ ⎢⎣Pz ⎥⎦correction R ⎡Px ⎤ ⎢P ⎥ − ⎢ y⎥ ⎢⎣Pz ⎥⎦work ⎡Px ⎤ ⎢P ⎥ ⎢ y⎥ ⎢⎣Pz ⎥⎦tool 5-20 Error Correction Vector • Because of Abbe offsets and angular orientation errors of the axes: ¾ RPcorrection will not necessarily be equal to the position vector P component of Erel. • RP correction gives the motions the X, Y, and Z axes must make to compensate for toolpoint location errors. Y axis: Can be used to compensate for straightness errors in the X axis. X axis: Can be used to compensate for straightness errors in the Y axis. 5-21 Rigid Body Models of Machine Components 5-22 HTM of Linear Motion Carriage • The HTM for a linear motion carriage with small errors is: Pure translations R Tnerr ⎡ 1 ⎢ε =⎢ z ⎢− ε y ⎢ ⎣ 0 − εz εy 1 εx − εx 1 0 0 Translation errors a + δx ⎤ b + δy ⎥ ⎥ c + δz ⎥ ⎥ 1 ⎦ 5-23 HTM of Linear Motion Carriage • If a system is over constrained (non deterministic), then in order to model system errors, one has to: ¾Make an intelligent estimate. ¾Rely on experience or direct measurement. ¾Perform a sometimes-complicated analysis of the system (model contact points as springs and solve the constraint problem). 5-24 Estimating Position Errors from Modular Bearing Catalogs 5-25 HTM of Modular Bearing System • Consider the elements of the HTM we are searching for: ⎡Xcs ⎤ ⎡ 1 − εz εy a + δx ⎤⎡XΔcs ⎤ ⎥⎢ Y ⎥ ⎢Y ⎥ ⎢ ε − + 1 ε b δ x y ⎥⎢ Δcs ⎥ ⎢ cs ⎥ = ⎢ z 1 c + δz ⎥⎢ ZΔcs ⎥ ⎢ Zcs ⎥ ⎢− εy εx ⎥ ⎥⎢ ⎢ ⎥ ⎢ 0 0 1 ⎦⎣ 1 ⎦ ⎣1⎦ ⎣ 0 5-26 HTM of Modular Bearing System • The translational errors are based on the average of the straightness errors experienced by the bearing blocks: δ x =δservo δy = δ y1 + δ y2 + δ y3 + δ y4 4 δ z1 + δ z2 + δ z3 + δ z4 δz = 4 5-27 HTM of Modular Bearing System • Bearing block straightness is a function of bed accuracy and running parallelism of the bearing block to the bearing rail: 5-28 HTM of Modular Bearing System • The angular errors are based on the differences in the average straightness errors experienced by pairs of bearing blocks acting across the carriage: (δ + δy3) (δy1 + δy4 ) − 2 2 εx = W (δz3 + δz4 ) − (δz1 + δz2 ) 2 2 εy = L (δy1 + δy2) − (δy3 + δy4) 2 2 εz = L y2 • Note we assumed for the straightness we assumed all the errors are acting in the same direction. • Here we assume one set of errors acts up, and the other acts down. • This is very conservative (makes up for other effects we might miss). 5-29 HTM of Modular Bearing System • Note we assumed for the straightness assumed all the errors are acting in same direction. • Here we assume one set of errors acts and the other acts down. • This is very conservative ( makes up other effects we might miss). we the up, for 5-30 Example – Linear Error Plot • Straightness error of a kinematically (statically determined) supported linear axis (five rolling element bearings on a vee and flat). 5-31 Fourier Transformation of Linear Error Plot • Fourier transform of the carriage's straightness error: kinematic Error Amplitude as a function of Wavelength The wavelength of rolling elements is 2πD 5-32 Fourier Transform • The Fourier transform is a generalization of the complex Fourier series in the limit as L→∞. Replace the discrete An with the continuous F(k)·dk while letting n/L→k. • Then change the sum to an integral, and the equations become ∞ f ( x) = ∫ F (k )e −∞ ∞ 2πikx dk F (k ) = ∫ f ( x)e − 2πikx dx −∞ 5-33 Fourier Transform • Here, • is called the forward (-i) Fourier transform, and • is called the inverse (+i) Fourier transform. 5-34 Fourier Transformation of Linear Error Plot • The Fourier transform, when plotted as error amplitude as a function of wavelength, is an invaluable diagnostic tool. ¾ It can help identify the dominant sources of error, so design attention can be properly allocated. • In a kinematic system, once the source of error is identified, it is more easily corrected. ¾ This is due to the fact that it is easier to see where the error came from. • Remember, for a rolling element: ¾ The center moves πD, while the element that rolls upon it moves 2πD! 5-35 HTM of Rotary Axis Radial displacement measurements are make parallel to the X axis. 5-36 HTM of Rotary Axis R Tnerr cosε y cosθ z − cosε ysinθ z ⎡ ⎢ ⎢ sinε sinε cosθ + cosε cosθ − x y z x z ⎢ sinε x sinε ysinθ z ⎢ cosε x sinθ z =⎢ ⎢− cosε x sinε y cosθ z + sinε x cosθ z + cosε x sinε ysinθ z ⎢sinε x sinθ z ⎢ ⎢ 0 0 ⎣ sinε y − sinε x cosε y cosε x cosε y 0 δx ⎤ ⎥ ⎥ δy ⎥ ⎥ ⎥ δz ⎥ ⎥ ⎥ 1 ⎥⎦ • This general result may also be used for the case of a linear motion carriage if εz is substituted for θz. 5-37 HTM of Rotary Axis • Most often, second-order terms such as εx εy are negligible and small-angle approximations. (i.e., cosε=1, sinε=ε) R Tnerr cosθ z ⎡ ⎢ ⎢ ⎢ sinθ z ⎢ =⎢ ⎢− ε y cosθ z + ε x sinθ z ⎢ ⎢ ⎢ 0 ⎣ − sinθ z εy cosθ z − εx ε x cosθ z + ε ysinθ z 1 0 0 δx ⎤ ⎥ ⎥ δy ⎥ ⎥ ⎥ δz ⎥ ⎥ ⎥ 1 ⎥⎦ 5-38 Components of the Total Error Motion PC Center: Polar Chart Center MRS: Minimum Radial Separation 5-39 Components of the Total Error Motion • The average error motion is indicative of the form error that will be imparted to the part when held in a spindle. • The asynchronous error motion is indicative of the surface finish that will be obtained. 5-40 Asynchronous Error Motion (AEM) • Also known as non-repeatable runout or non-repetitive runout (NRR), Asynchronous Error Motion (AEM) describes the motion of a rotating shaft which is not the same rotation after rotation. Whatever the motion is called, its existence in precision spindles (such as disk drive motors or CNC machine tools) is generally a detriment to the application. • All axes of rotation (i.e., rotating shafts) have repeatable and non-repeatable components of displacement. The repeatable component is referred to as Total Indicated Runout (TIR) and is simply referred to as runout. Another derived value similar to TIR is Synchronous Error Motion (SEM), which is commonly referred to as average runout. 5-41 Asynchronous Error Motion (AEM) • Non-repeating motion can be attributed in some cases to “random statistical processes.” However, a better explanation of the mechanism for the nonrepeatability is the slight variations of the components of the spindle bearing. • Ball bearing spindles exhibit the largest amount of AEM which is directly attributable to the deviations from “perfection” of the balls, races, and ball cage. Fluid and air bearings exhibit substantially less AEM than ball bearings. 5-42 FFT Analysis • The FFT is a vital tool for identifying the source of errors in so the designer can seek to minimize them: ‧ The spindle speed was 1680 rpm (28 Hz). ‧ The bearing inner diameter was 75 mm. ‧ The outer diameter was 105 mm. ‧ The number of balls was 20. ‧ The ball diameter was 10 mm. ‧ The contact angle was 15°. 5-43 Combinational Ruler for Three Common Types • Random - under apparently equal conditions at a given position, errors that do not always have the same value, and can only be expressed statistically. • Systematic - which always have the same value and sign at a given position and under given circumstances. ¾ Generally can be correlated with position along an axis and can be corrected. &If the relative accompanying random error is small enough. • Hysteresis - a systematic error which in this instance is separated out for convenience. ¾ Usually repeatable, sign depends on the direction of approach, and magnitude partly dependent on the travel. ¾ May be compensated for if the direction of approach is known and an adequate pre-travel is made. 5-44 Glossary for Error Motion • B89.3.4M - 1985 “Axes of Rotation-Methods for Specifying & Testing” • Sensitive and nonsensitive directions ¾ The sensitive direction is perpendicular to the ideal generated workpiece surface through the instantaneous point of machining or gaging. • The fixed sensitive direction is where the workpiece is rotated by the spindle and the point of machining or gaging is fixed (e.g., in a lathe). • The rotating sensitive direction is where the workpiece is fixed and the point of machining or gaging rotates with the spindle (e.g., in a jig borer). 5-45 Glossary for Error Motion • Radial motion - error motion in a direction normal to the Z reference axis and at a specified axial location. ¾ The radial motion will be a function of the position along the Z axis, and the rotation angle. The term radial runout includes errors due to radial motion, workpiece out-ofroundness, and workpiece centering errors; thus runout is not equivalent to radial motion. • Runout - the total displacement measured by an instrument sensing against a moving surface or moved with respect to a fixed surface. ¾ The term total indicator reading (TTR) is equivalent to runout. 5-46 Glossary for Error Motion • Axial motion - error motion colinear with the Z reference axis. • Face motion - error motion parallel to the Z reference axis at a specified radial location. ¾Face motion includes sine errors caused by tilt motions. ¾The term face runout includes errors in the workpiece in a manner similar to radial runout; thus face runout is not equivalent to face motion. 5-47 Glossary for Error Motion • Tilt motion - error motion in an angular direction relative to the Z reference axis. ¾ Tilt motion creates sine errors on the spindle which is why the radial error motion is a function of Z position and face motion is a function of radius. ¾ Tilt motion about the Y axis is in the sensitive direction because it causes an error in X direction (along the assumed measurement axis). ¾ Note that "coning," "wobble," and "swash" are sometimes used to describe tilt motion, but they are nonpreferred terms. • Squareness - a plane surface is square to an axis of rotation if coincident polar profile centers are obtained for an axial and a face motion polar plot or for two face motion polar plots at different radii." Squareness is equivalent to orthogonality. 5-48 Glossary for Error Motion • Error motion polar plot - a polar plot of error motion made in synchronization with the rotation of the spindle. ¾Error motion polar plots are often decomposed into plots of various error components. ¾Note that it is also very important to consider the frequency spectrum of the errors. • Total error motion polar plot - the complete error motion polar plot as recorded. 5-49 Glossary for Error Motion • Average error motion polar plot - the mean contour of the total error motion polar plot averaged over the number of revolutions. ¾The average error motion has components that include fundamental and residual error motion components. ¾Note that asynchronous error motion components do not always average out to zero, so the average error motion polar plot may still contain asynchronous components, 5-50 Glossary for Error Motion • Fundamental error motion polar plot – the best-fit reference circle fitted to the average error motion polar plot. The fundamental error motion polar plot of an eccentric workpiece would actually be a limacon (the polar plot of a pure sinusoid). As the eccentricity decreases, the limacon approaches being a circle. • Residual error motion polar plot - the deviation of the average error motion polar plot from the fundamental error motion polar plot. ¾ For radial error motion measurements, this represents the sum of the error motion and the workpiece (e.g., ball) out-of-roundness. ¾ The workpiece out-of-roundness can be removed using a reversal technique. 5-51 Glossary for Error Motion • Asynchronous error motion polar plot - the deviations of the total error motion polar plot from the average error motion polar plot. ¾ Asynchronous in this context means that the deviations are not repetitive from revolution to revolution. Asynchronous error motions are not necessarily random (in the statistical sense). • Inner error motion polar plot - the contour of the inner boundary of the total error motion polar plot. • Outer error motion polar plot - the contour of the outer boundary of the total error motion polar plot. 5-52 Glossary for Error Motion • Polar chart (PC) center - the center of the polar chart. • Polar profile center - a center derived from the polar profile. • Minimum radial separation (MRS) center - the center which minimizes the radial difference required to contain the error motion polar plot between two concentric circles. • Least squares center - the center of a circle which minimizes the sum of the squares of a sufficient number of equally spaced radial deviations measured from it to the error motion polar plot. 5-53 Glossary for Error Motion • Total error motion value - the scaled difference in radii of two concentric circles from a specified error motion center just sufficient to contain the total error motion polar plot. • Average error motion value - the scaled difference in radii of two concentric circles from a specified error motion center just sufficient to contain the average error motion polar plot. ¾ The average error motion value is a measure of the best roundness that can be obtained for a part machined while being held in the spindle (or the roundness of a hole the spindle is used to bore). • Fundamental error motion value –twice the scaled distance between the PC center and a specified polar profile center of the average error motion polar plot. ¾ This value represents the once-per-revolution sinusoidal component of an error motion polar plot. Thus when a perfect workpiece is perfectly centered, the fundamental radial error motion value will be 5-54 zero. Glossary for Error Motion • Residual error motion value - the average error motion value measured from a specified polar profile center. This represents the difference between the average and fundamental error motions. • Asynchronous error motion value - the maximum scaled width of the total error motion polar plot, measured along a radial line through the PC center. • Inner error motion value - the scaled difference in radii of two concentric circles from a specified error motion center just sufficient to contain the inner error motion polar plot. • Outer error motion value - the scaled difference in radii of two concentric circles from a specified error motion center just sufficient to contain the outer error motion polar plot. 5-55 Glossary for Error Motion • Axis average line - a line passing through two axially separated radial motion polar plot centers. Note that the default is the MRS center. • Preferred centers: Unless otherwise specified, the following motions are assumed to be measured with respect to: 5-56