industrial ac induction motors
advertisement

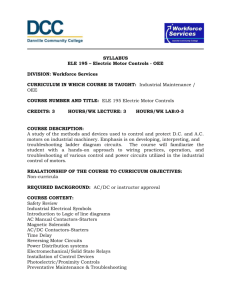
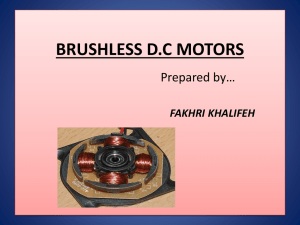
TH IRTY-SECOND CONFERENCE INDUSTRIAL A.C. INDUCTION MOTORS By E. G. BARNES The output of any electrical apparatus is governed by the temperature at which it may continuously opexate. British Standard Specification BS.2613 : 1957 entitled "The Electrical Performance of Rotating Electrical Machinery" assigns a particular temperature rise to various classes of insulating materials commonly used in the electrical industry. A further specification B.S.2757 : 1956 entitled "Classification of Insulating Materials for Electrical Machinery and Apparatus" assigns reference letters A, E, B etc. to the various classes of insulating materials together with the maximum hot spot temperature permitted for each class. The most frequently used are class A, E, B and H and Table I shows an abridged list of typical materials for each class in addition to the associated hot spot temperature. ( Clrn of insulation 1 A ( E B H l TABLE I--Insulating materials. Typical materials / Varnished cotton, paper or nylon; cellulose acetate; oleo-resinous wire enamel. Vinyl acetal type and polyurethane type wire enamels paper and cotton fabric phenolic laminates: cellulose triacetate film ; 'polyethylene terephthalate (Terylene and Melinex). Polyester enamels, mica, glass fibre, or asbestos bonded with shellac; oil-modified synthetic resins; alkyd resins and epoxy resins. Mica, glass fibre o r asbestos bonded with silicone elastomer. resins;.silicone p------ p p p " p - 'Hot spot' temp. OC. 1 105 120 I180 3O l The method of temperature measurement is specified in BS.2613 as either by thermometer, the resistance method or by means of temperature detectors embedded in the machine windings. The former is defined as measurement by thermometers applied to the hottest accessible surfaces of stationary parts during the test period and by other thermometers applied to the accessible surfaces of rotating parts as soon as the machine is stopped after the test. In the second alternative the temperature rise of the machine is computed from the change in winding resistance measured before and after the load test. Table I on page 20 of BS.2613 indicates which method should be adopted for a particular size of machine. The thermometer method is most frequently used for open protected industrial low tension machines but it is becoming increasingly common to adopt the resistance method for totally enclosed or similar motors with inaccessible windings. The surface temperatures measured are assumed to be lower than those occurring at some inaccessible hot spot within the machine winding and an agreed allowance must be subtracted from the hot spot temperature shown in Table I. Table I1 shows the build up of hot spot temperature for class A, E, B and H, as specified in BS.2613 : 1957 and amendments. -76 TH IRTY-SECOND CONFERENNCE 1965 TABLE Il-.-Hot spot temperature, 83.2613 : 1957. insulation class I * I E I B I H Ambient temperature "C Thermometer method: temperature rise ' C Hot spot allowance "C Resistance method: temperature rise "C Hot spot allowance "C Hot spot temperature "C The above temperature rise is based on continuous maximum rating which is the output at which the machine will operate for an unlimited period without exceeding the given values. The temperature limits of each class should ensure an operating life of many years under normal operating conditions. Should the machine become excessively overheated following, for example, a prolonged stall then, although the windings may not actually burn out, the useful life of the insulation will be considerably reduced. For this reason it is essential to enumerate all abnormal operating conditions when specifying new machinery in order that adequate machine capacity and protection will be provided. Whilst discussing insulation it sholxld be explained that it is not essential to utilize those materials listed in BS.2757 for a given insulation class if it can be proved that alternative materials are suitable. It is permissible to use higher thermal grade insulation in lower insulation classes and the reverse is true if materials are treated to withstand the higher thermal stresses. Class H insulation consists mainly of silicones and silicone impregnated materials but although these have a higher thermal stability they are unlikely to be used much in the range of machines under consideration. In their present form class I1 silicones apart from their higher thermal capacity are not superior in other respects to the best class E materials and are considerably more expensive. Over the past few years it has been the practice to manufacture small and medium sized induction motors utilizing class E in place of class A insulating materials. From consideration of heating it is possible to obtain some seven per cent increase in output from a given motor frame size by replacing class A with equivalent class E insulated windings. The increased output per frame more than offsets the slightly higher costs of the class E materials and thus justifies the initial development of standardizing with class E insulated motors. In uprating a standard motor however, it is not always sufficient to substitute new windings in existing laminations as an increase in rating would reduce the machine overload capacity expressed as a percentage of full load torque. BS.2613 specifies that the momentary overload capacity of continuous maximum rated induction motors should be not less than 200 per cent of iull load torque for 15 seconds for motors up to and including 50 hp, and 175 per cent of full load torque for 15 seconds for motors above 50 hp and up to and including 500 hp. The maximum torque of an induction motor is governed largely by the magnetic flux or magnetic strength of the stator winding and the magnetic flux is, for a given voltage, inversely proportional to the effective number of stator turns per phase. Substituting class 'E' coils wound with an identical number of turns to those previously used in the class 'A'winding will therefore not affect the actual magnitude of the motor pull out torque. However, the percentage overload capacity, and ~ a s ~ i s a i m ~ b y ~ ~ w ~ g m a g s d t h p g ~ ~ e n m b e r o f h d c o n m & o n & ~ , t h ~ i limit kr t h e ~ o d ~ ~ ~ ~ p r o d a s e d d ~ t h i s f a a m o f w i n a flux mnst l% inwormd with a redud - manbsrof~This~ineachhrm~Yingaa~n~~ oflaqm~witeeinpoua9ei,anditbeoomes~culttoformand ocmnectdpps.Itisthen~to&~tbedtypeof T w o ~ ~ ~ ~ h g s : - ~ w i n d i n g i s ~ e r a U y o double layer lap form. Igdivldnal ooils are prdbfmad arrd insdated and a r e ~ ~ f a c t o r e d m h a l v e ~ o r ~ o n s m t b e n a m e i r n pThesectiws lies. amded1debgrgidein~ted&&andarethe~omected ~ i n e i ~ ~ ~ o r ~ h ~ i n ~ framapadddw,a s t b e ~ v e n ~ o f ~ ~ 1 d u c t ~ ~ p e r andthedare bmsperpbaseI ishalved. Thisishpdant asit is thus passible to embady abgenmnbeT of ~ s e c t i tww ~m p e r d , ~dso~thattbecai]s;arerdyfofnreaandwonnd.~d~ are of r d m g d w section copgm stripI synthetic mime1 d , with Pip. &TWO rrcHon d l . 4 ribbon &l#. possibly two or more straps constituting each coil turn. Figure 2 shows preformed coils ready for assembly. The coil halves are assembled individually, and on completion it is necwmy to connect each pair of sections. The coils sa fomed must now be connected in a spcified manner to complete the winding. The wound stator is varnish impregnated as before and finished by a further spraying of the end-windings. Rewinding and/or Uprating Exhtlag PIant Due to limitation in overload capacity discussed previously it is rarely possible to achieve the output of a machine designed specificdy 1 965 TH IRTY-SECOND CONFERENCE 79 for class E temperature rises by rewinding existing class A motors with replacement class E coils. A complication arises in motors wound with rectangular conductors due to the different combination of class E and class A conductor and slot liner insulation thicknesses. The synthetic enamel wire covering and high quality class E composite slot liner material takes less space in the stator slots than the equivalent class A materials. It is not usually possible to find a standard stock class E copper section which will permit the coils to fit tightly into laminations designed for a class A motor. Improvements in manufacturing techniques have made possible the use of mush windings in a larger size machine frame, consequently many motors supplied in the past with two section ribbon windings could now be designed to incorporate mush type windings. It is possible therefore to rewind existing ribbon wound class A motors with specially designed wire windings of equivalent or improved magnetic properties. The size and number of wires in parallel are selected to fit tightly into the parallelsided slots used in the original .laminations. It is relatively simple to substitute class E windings in machines originally supplied with mush type windings. Class B insulation may also be utilized in rewinding existing plant although it is not usually possible to achieve the full potential output afforded by the higher thermal grade insulation without severe reduction in overIoad capacity. For this reason it may not prove economical to rewind with class B unless the higher thermal capacity is necessary due to the machine being moved to a higher ambient temperature site. Various alternatives are possible in rewinding existing machinery and it is recommended that specific cases be referred to the manufacturer in order that the most efficient and economic choice be made. Rotor Windings Typical slip-ring motor windings are described very briefly as it is usually possible to utilize class A, E or R windings in a given rotor core. The smaller motors may be manufactured with mush windings similar to those described previously. Larger machines however, have bar wound wave or lap double layer windings. These consist of pre-cut and insulated straight copper bars which are assembled in insulated rotor slots before the end-windings are bent to shape and connected. Squirrel Cage Motors It is common practice to manufacture squirrel cage rotors by centrifugally or pressure casting aluminium in assembled core laminations. The integral bar, end-ring and often the fan blade assembly so formed provide a virtually indestructable construction. The performance of motors with aluminium squirrel cages may be altered considerably by adopting a variety of basic rotor slot shapes and effectively adjusting the secondary resistance : reactance ratio. A number of alternatives are illustrated in Table 111. Design 1 is that of a normal starting torque, current and secondary loss motor with possible high overload capacity. Design 2 provides a high starting torque machine with normal starting current and secondary loss. Design 3 can be considered as either a normal starting torque low starting current or alternatively high starting torque normal starting current motor. Design 4 has been included although the characteristics 80 I TH IRTY-SECOND CONFERENCE TABLE Ill-Resistance 19.65 : reactance ratio. Starting Resistance low high high high 1 Running - . p Reactance -- - Resistance - low low - high low low low low high II Reactance low high high low are not due to rotor slot shape. I t is often advantageous to cast with aluminium alloys of various electrical conductivity values in order to increase the secondary resistance and consequent full load slip of the machine. These high slip motors are most suitable for fly wheel applications. The high running reactance indicated in alternatives 2 and 3 necessitates careful design to ensure that the machine has adequate overload capacity. It can be seen that a wide variety of performance characteristics can be achieved by judicious selection of rotor aluminium alloy and slot shape. The stator winding is designed in conjunction with a suitable rotor slot to meet specific performance requirements. Machines above a certain size are generally manufactured with copper bar squirrel cages. The demand for a particular rating is inversely proportional to the machine size and it is generally considered uneconomical to produce the necessary tooling equipment for aluminium casting of larger squirrel cages. The performance of any cast aluminium machine can be equalled by suitably designed copper bar rotors but the latter type are more expensive to produce. Copper conductors may be of rectangular or special section and are located in appropriately shaped slots. There is a minimum clearance between bar and slot to ensure a tight fitting assembly which prevents bar breakage due to excessive movement. On very large machines steel wedges are often driven into an extended sub-slot beneath the copper conductor. The bars are extended beyond the core and brazed into heavy section copper end-rings providing a robust construction requiring very little maintenance. Specially shaped bars are employed to accentuate the current displacement effect which thus increases the ratio of starting to running resistance. The advantages of these bar shapes are numerous and include: 1. Reduction in starting current for a given starting torque. 2. Increase in motor efficiency due to a reduced running resistance for a given starting resistance. 3. Greater mechanical strength resulting from the increased overall cross-sectional area. 4. Ability to dissipate more heat generated during starting, or stalling, again due to the larger section. The principal disadvantage lies in the increased cost of the special section. Also, unless the bar is carefully designed, the motor torque-speed characteristic may show an undesirable dip at approximately 60 to 70 per cent full load speed. In order to achieve a similar torque/speed characteristic to that of the third cast aluminium rotor alternative discussed previously, it is necessary to utilize a double squirrel cage machine in which two independent cage and end-ring assemblies are 1965 THIRTY-SECOND CONFERENCE 81 incorporated. Two common applications of this machine type are for drives requiring a high starting torque and for normal starting torque duties with a low starting current. I t must be stressed that the starting torque and starting current are interrelated. The minimum ratio of per unit starting current to per unit starting torque is approximately 2.6-2.0 : 1. As the permissible starting current is reduced then the above ratio tends to increase. A machine designed for low starting current would have a high value of combined inner and outer cage resistance. This introduces additional rotor losses necessitating in many cases a frame size larger than that of an identically rated normal starting current machine with starting current in the order 500 to 600 per cent of full load current. To obtain the high resistance values it is common to use materials other than copper which have higher electrical resistivity properties. Examples of such materials are brass, phosphor-bronze and arsenical copper. Machine Enclosures Various types of machine enclosure are specified in BS.2613 and a number of alternatives are described below. Sueelz protected:--- -This type of machine is the most inexpensive and for a given motor frame and temperature rise can be most highly rated. All internal live and rotating parts are mechanically protected against accidental contact by operating personnel. There is virtually no restriction to ventilation which explains the high output possible. Drip-proof:-A screen protected motor can usually be simply converted into a drip-proof machine by replacing the mesh screens with louvred covers. These covers must be designed to prevent vertically falling water or dirt from entering the machine. Although there is a slight increase in cost the rating is not usually reduced below that of the screen protected motor. Pipe ventilated:---Electrical machines are generally designed with replaceable stator end-brackets and, by means of suitably shaped endshields, a machine can be arranged for either single or double ended pipe ventilation. However, for a given temperature rise the increased restriction to ventilation necessitates a reduction in the equivalent size screen protected machine rating. With a further reduction in output air filters or cleaners can be mounted on the machine frame to provide a motor capable of operating in a dusty atmosphere. Splash-proof :-Splash-proof motors are defined as protected machines in which the ventilating openings are so constructed that drops of water or dirt falling through an inclusive angle bounded by the vertical and 100 degrees from the vertical cannot enter the machine. Specially designed covers are generally mounted on pipe ventilated motor inlet and outlet openings. The permissible rating for this type of machine would be somewhat lower than that of a pipe ventilated motor if the specified temperature rise is not to be exceeded. Totally cmclosd falz cooled:--T.E.F.C. motors have an externally mounted fan which blows air over the machine cooling surfaces. Heat generated by the machine losses must be dissipated through the motor frame and cooling is often assisted by having a second, internally mounted 82 T H I RTY-SECOND CONFERENCE 1965 fan. The rating of T.E.F.C. machines as a percentage of the screen protected frame equivalent depends on the machine size. In the smaller range up to approximately 50 hp the ratings are identical for screen protected and T.E.F.C. frames but as the motor size increases the difference between screen protected and T.E.F.C. machine output also increases. Closed air circuit naotms -A totally enclosed air circuit machine may have either an air or water cooled air cooler mounted on the machine frame. To date there has been little demand for such machines in the small and medium size range under consideration although the present tendency is to specify either type for use on power station auxiliary machines. For a given frame size the output of a CACW machine is usually higher than that of a CACA alternative, and both types can generally be more highly rated than an equivalent T.E.F.C. motor. Ventilation Two basic types of ventilation are encountered in rotating electrical machinery. Radial ventilation:-This is most commonly used in very large machines and consists of radial air ducts constructed through the core laminations. The core length is divided into a number of sections by small spacing strips and air entering the ducts radially, passes through the core and is expelled through an opening in the machine frame. Machines can have either single or double ended ventilation. Axial ventilation :-Most machines in the industrial size range are single ended axially ventilated. Cooling ducts are manufactured by punching holes in individual core laminations which on assembly provide an air circuit running parallel to the machine shaft. Figure 3 shows a skeleton cross section through various machine enclosures and illustrates the associated air circuits. The diagrams illustrate:(a) Axially ventilated screen protected or drip-proof enclosure with a single radial fan. (b) Single ended radially ventilated screen protected or drip-proof enclosure with a single propellor fan. (c) Double ended radially ventilated screen protected or drip-proof enclosure incorporating a propellor type fan at each end. (d) Axi.ally ventilated double pipe ventilated enclosure with a single radlal fan. (e) CACA enclosure axially ventilated with air cooler mounted on top of the machine frame. Two radial fans are incorporated. (f) CACW axially ventilated with air cooler mounted on top of the machine frame. A single radial fan is utilized. (g) Axially ventilated T.E.F.C. enclosure with single radial fan. (h) Axially ventilated T.E.F.C. enclosure with cooling assisted by adding an internally mounted radial fan. Belt Drives Due to the increased rating of modem electrical machines it is worth commenting on the subject of selecting motors suitable for drives through pulleys and belts. Special consideration must be paid to the mechanical loading imposed by radial forces acting on the machine shaft. To determine the suitability of a standard machine with ball and/or roller bearings it is necessary to calculate the anticipated operating life of the bearings. 1965 THIRTY-SECOND CONFERENCE Fig. 3-Ventilation 83 schemes. This is achieved by estimating the magnitude of the radial load and the bearing life expressed in revolutions is then computed from tabulated data provided by bearing manufacturers. Vertically mounted machines are usually located by a ball bearing and the combined thrust and radial load must be estimated before the bearing life can be predicted. The life in hours for a given load application is dependent on the operating speed of the machine. It is also necessary that the magnitude of shaft deflection expressed as a percentage of the machine air gap does not exceed a generally accepted limit of 10 per cent. The combined bending and twisting stresses set up in the machine shaft must be calculated and a sufficient safety margin allowed to ensure satisfactory operation. The use of V section belts is generally recommended as flat belts must be tightened to a greater extent than V belt alternatives in order to transmit the required horsepower. The output of a standard machine must in many cases be reduced for satisfactory V belt operation and must be 84 TH IRTY-SECOND CONFERENCE 1965 reduced still more if the use of flat belts is contemplated. I t is often necessary to utilize an outrigger pedestal mounted bearing with machine and pedestal accurately aligned on a common bedplate during manufacture. However, in some cases where bearing life is the limiting feature it is possible to achieve the required output by substituting heavier grade or larger bearings. The maximum output of a standard machine when driving through V or flat belts can be calculated based on average operating conditions and the use of recommended motor pulleys. However, it is recommended that if abnormal conditions are suspected as, for example, with machines operating in damp or salty atmospheres, specific applications be referred to the motor manufacturer. Conclusion The subject of industrial a.c. induction motors cannot be adequately covered in a short paper but an attempt has been made to answer a few of the many questions frequently asked of motor manufacturers. The paper is by no means a comprehensive treatise on induction machines but it is hoped that the subjects covered will prove of interest to sugar industry personnel. Acknowledgements The author wishes to thank the management of A.E.I. Engineering Pty. Limited for permission to publish this paper. A.E.I. Engineering Pty. Ltd., Sydney, N.S.W.