Surface & Coatings Technology 201 (2006) 2326 – 2334
www.elsevier.com/locate/surfcoat
Vapor deposition of platinum alloyed nickel aluminide coatings
Z. Yu ⁎, K.P. Dharmasena, D.D. Hass, H.N.G. Wadley
Department of Materials Science and Engineering University of Virginia Charlottesville, VA 22903, USA
Received 14 April 2005; accepted in revised form 3 April 2006
Available online 19 June 2006
Abstract
Platinum-doped NiAl coatings are widely used to increase the oxidation resistance of superalloys. These coatings are usually synthesized by a solid
state reaction-diffusion process conducted at high temperature. It requires the chemical vapor deposition of aluminum on a nickel rich superalloy
substrate that has been pre-coated with several microns of electrodeposited platinum. Here, we show that an electron beam directed vapor deposition
(EB-DVD) technique can be used to deposit well bonded, structurally and chemically homogeneous NiAlPt bond coats of any composition onto
superalloy substrates. The approach utilized a high voltage, rapid scan frequency electron beam to independently heat elemental nickel, aluminum and
platinum melt pools to create three closely spaced vapor plumes. These vapor plumes were then entrained in an inert gas jet flow, which mixed and
directed them to a substrate. By adjusting the electron beam current applied to each elemental source, homogeneous, dense, Pt alloyed β-phase NiAl
coatings could be synthesized at substrate temperatures of 1050 °C. The width of the substrate–coating interdiffusion zone was controlled by the
deposition temperature and time.
© 2006 Elsevier B.V. All rights reserved.
Keywords: Thermal barrier coating; Bond coat; NiAlPt; EB-DVD
1. Introduction
Thermal barrier coating (TBC) systems are widely used for the
thermal and oxidation protection of high temperature components
used in advanced gas turbine and diesel engines [1,2]. They are
currently used to increase engine component lifetimes, but also
hold promise for enabling increases of the engine operating temperature and therefore improving engine efficiencies [3,4]. TBCs
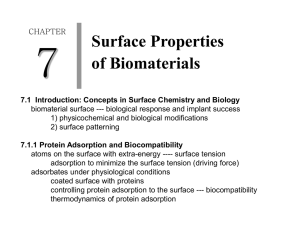
are complex multilayered systems (Fig. 1). They consist of a low
thermal conductivity yttria stabilized zirconia (ceramic) outer
layer that provides thermal protection and an underlying metallic
bond coat that retards oxidation and hot corrosion [5]. Oxidation
resistance is achieved by the creation of a thin thermally grown
(α-phase) aluminum oxide (TGO) layer on the bond coat, which
slowly grows in thickness when the system is exposed to oxygen
at high temperatures.
The bond coat oxidation resistance is dependent on the
composition and morphology of the coating as well as the thermal
exposure conditions [6–8]. The bond coat composition has a
⁎ Corresponding author.
E-mail address: zy4r@virginia.edu (Z. Yu).
0257-8972/$ - see front matter © 2006 Elsevier B.V. All rights reserved.
doi:10.1016/j.surfcoat.2006.04.020
critical role in the formation of a desirable TGO layer. In particular, bond coat must contain sufficient aluminum to support
the continued growth of the protective aluminum oxide layer
throughout the intended life of the coating system. Both the
formation of the aluminum oxide and substrate alloy–coating
interdiffusion can reduce the aluminum content of a bond coat
over time. If the aluminum content falls below a critical level, the
less protective oxides can form and spallation of the TGO layer
can rapidly ensue [9–11]. A significant aluminum reservoir in the
bond coat is therefore essential.
The initial stages of TGO formation can also be adversely
affected by the presence of tramp elements and minor alloy
additions that have diffused from the substrate into the bond coat.
Elements such as S, Ta and W can deleteriously effect scale
adhesion/spallation by increasing the growth rate of the TGO
layer and in some cases, promoting the formation of nonprotective oxide scales [4,12,13]. Limiting the extent of interdiffusion
between the bond coat and the underlying superalloy is therefore
highly desirable during the synthesis of a bond coat.
Current bond coats are based on either MCrAlY (where
M = Ni, Co) alloys [14] or nickel aluminide intermetallics such as
a platinum-modified nickel aluminide [15]. MCrAlY bond coats
Z. Yu et al. / Surface & Coatings Technology 201 (2006) 2326–2334
2327
Fig. 1. A multilayer thermal barrier coating system consisting of a nickel superalloy substrate, a metallic bond coat and a ceramic top layer.
can be applied using either low-pressure plasma spray (LPPS)
[16], electron-beam physical vapor deposition (EB-PVD) [17] or
by sputtering [18]. The aluminide bond coats are applied using a
more complex reaction-diffusion process. Several variants of the
process have been developed. They include pack cementation
[19], vapor phase aluminiding (VPA) [20] and chemical vapor
deposition (CVD) [21]. After deposition of aluminum and a high
temperature reaction-diffusion annealing, these processes result in
bond coats with two distinct zones: an outer zone, which contains
an oxidation resistant β-phase NiAl, and a diffusion zone near the
bond coat-superalloy interface, which consists of the oxidation
resistant phase and various secondary phases including Ni3Al
gamma prime, various carbides and sigma phases [22]. These
aluminide coatings are commonly called diffusion coatings.
Although these diffusion methods have successfully synthesized β-phase nickel aluminide layers, they require a prolonged
thermal exposure of the coating–substrate system to form the
appropriate intermetallic β−NiAl B2 phase. When further alloying (for example to add platinum) is required, an extra deposition
process, such as electroplating, has to be included in the synthesis
process [21]. This further increases the complexity of the technical approach and introduces the opportunity for additional bond
coat contamination [17,23]. In these diffusion coatings, the nickel
needed to form the intermetallic β-phase comes from the substrate. Outward diffusion of elements from the substrate into the
coating layer is therefore required. However, deleterious substrate
alloy elements such as W, Ta or Ti, and tramp elements such as S
can then also diffuse into the nickel aluminide layer [4,12,13].
The vapor deposition of a NiAlPt alloy onto a superalloy
substrate would appear to provide a simpler bond coat synthesis
route. However, the high vapor pressure differences of elemental
Ni, Al and Pt make it difficult to create alloy coatings by the
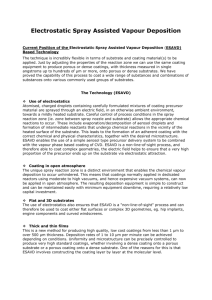
evaporation of a NiAlPt alloy target. Fig. 2 shows the vapor
pressure of these three elements as a function of temperature. It
can be seen that, at 2000 K, the vapor pressure of platinum is five
orders of magnitude lower than that of the nickel or aluminum
[24].
A recently developed directed vapor deposition (DVD)
technique [25] might overcome this difficulty. The DVD method
Fig. 2. The vapor pressures of aluminum, nickel and platinum.
2328
Z. Yu et al. / Surface & Coatings Technology 201 (2006) 2326–2334
utilizes a differentially pumped, high voltage electron beam gun
capable of operating in a high-pressure environment together with
an inert gas jet to entrain and deposit the vapor. By using a high
scan frequency electron beam gun, several different materials can
be co-evaporated at independently controllable rates. This can be
accomplished from sources placed within the inert gas jet, which
enables the creation of an alloy vapor plume of controllable
composition by independently controlling the evaporation rate of
each source. By using a low density, high velocity gas jet to
promote gas phase vapor plume diffusion, a homogeneous composition vapor flux can be achieved [26].
We have recently shown that the directed vapor deposition
technique can be used to synthesize binary NiAl coatings by
independently evaporating nickel and aluminum elemental
sources [27]. This enabled coating composition control and demonstrated the growth of layers with a homogeneous β-phase
structure, few pores and only a small region of interdiffusion at the
coating–substrate interface. Here, we explore the extension of this
approach to the deposition of ternary Al–Ni–Pt bond coats and
show that by independently evaporating the elemental sources, it
is possible to synthesize NiAl + Pt alloy coatings even when the
vapor pressure differences are high. We also show that dense,
single-phase coatings can be created with minimal interdiffusion
with the substrate.
2. DVD process description
Several processes have emerged for combining the atomic and
molecular fluxes created by an evaporation process with rarefied
supersonic gas jets [28–30]. In the DVD approach, an inert gas jet
is used to direct and transport an electron beam evaporated vapor
plume to a substrate [31]. Fig. 3 shows a schematic illustration of
this process. An annular nozzle in combination with a fixed
upstream pressure (i.e. the gas pressure prior to its entrance into
the processing chamber), Pu, of at least twice that of the chamber
pressure, Po, was used to form the supersonic gas jet [32,33]. The
crucible used to hold the source materials were placed in the exit
throat of the nozzle. These source materials were then heated by
an electron beam to form a melt pool with a vapor plume above.
The inert gas stream then transported the vapor from the nozzle in
a gas jet whose initial cross-sectional area was comparable to that
of the nozzle. Using appropriate jet flow conditions, most of the
vapor can be confined within the jet and directed to the substrate.
The carrier gas molecular weight (compared to that of the vapor)
Fig. 3. Schematic illustration of the directed vapor deposition processing system. It is possible to evaporate from four individual source materials (two shown).
Z. Yu et al. / Surface & Coatings Technology 201 (2006) 2326–2334
2329
and the carrier gas speed control the effectiveness of the vapor
atom redirection (via binary collisions) and transport to the substrate [25]. Optimizing system parameters such as the nozzle
diameter, gas flow rate and pumping speed enable a relatively
uniform, high efficiency deposition of the evaporant onto a
substrate [31].
The system used here utilized a differential pumped electron
beam gun (EB-gun) modified to function in a high-pressure
environment. A high accelerating voltage (60 kV) e-beam gun
was used to reduce the electron scattering cross section, which
then facilitates efficient beam propagation in relatively highpressure environments [34,35]. The high-speed (100 kHz) e-beam
scanning system, combined with a small beam spot diameter
(b 0.5 mm) allowed a multisource crucible to be used to create an
alloy vapor plume from its constituent metal components or
binary combinations of the metals with similar vapor pressures.
Up to four of 3.2 mm diameter sources could be simultaneously
evaporated in the DVD chamber. In practice, the electron beam
was jumped among each of the sources and the relative dwell time
on each source was adjusted to control the individual melt pool
temperatures and therefore the evaporation rate. For the high scan
frequencies used here, this is equivalent to a splitting of the total
electron beam current into three branches, each of which is
applied to heat one source continuously (Fig. 4). By adjusting the
dwell times of the beam, the individual evaporation rates of the
three Ni, Al and Pt sources, and the average plume stoichiometry
could be controlled over a wide range of coating compositions.
By adjusting the flow conditions used to create the jet, high
deposition rates were achievable with a relatively low power
Fig. 5. Effect of electron beam current on (a) aluminum, (b) nickel and (c) platinum
source material evaporation rates. The corresponding feed rates required to
maintain a constant melt pool and vapor stream are also given in the figures.
Fig. 4. Using a 100-kHz scan frequency electron gun, a single e-beam can be
scanned across multiple, closely spaced sources. The setup is shown schematically
for Ni/Al/Pt evaporation.
electron beam source. The cross section of the vapor plume at the
substrate location could be varied from a diameter roughly equal
to that of the nozzle (3 cm for this experiment) to 20 cm or more.
Various experiments were conducted to identify the flow conditions that resulted in adequate vapor focusing and vapor mixing
for a nozzle diameter of 3 cm and a source–substrate distance of
18 cm. The best regime corresponded to a He flow rate of 4–
8 standard liters per minute (slm), an upstream pressure of 40–
60 Pa and a chamber pressure of 6–10 Pa. These flow conditions
resulted in a 50-cm2 cross-sectional plume.
Since aluminum, nickel and platinum have different vapor
pressures, it was necessary to determine an experimental relationship between each source's material evaporation rate and the
2330
Z. Yu et al. / Surface & Coatings Technology 201 (2006) 2326–2334
electron beam current applied to it. Fig. 5 shows the dependence
of the evaporation rate (and the equivalent source rod feed rate)
upon electron beam current for the three elemental sources.
These relationships enabled identification of the appropriate
combinations of beam current (dwell time) to achieve a desired
elemental source evaporation rate and therefore a target coating
layer composition.
Commercial RENÉ N5 superalloy [36] coupons with a
diameter of 2.54 cm were used as the substrates. A flat-plate
heater with tungsten filament was used to heat the substrate from
the backside. The substrates were pre-heated to 450 °C for 1 h to
clean the surface and then heated to 1050 °C for deposition. A
helium gas jet with a flow rate of 7 slm was used. This corresponded to an upstream pressure of 56 Pa and a chamber pressure
of 8.9 Pa. The deposition duration was varied from 30 to 40 min.
Using a 3 kW beam power, the three source materials combined
evaporation rate was about 2.7 × 10− 3 mol/min and the measured
deposition rate was 1.0 ± 0.2 μm/min. After the deposition process, the samples were cooled to ambient within the deposition
chamber in an inert gas environment. The resulting as deposited
alloy coating morphologies were observed using scanning electron microscopy (SEM) and the coating compositions were
analyzed using energy dispersive spectroscopy (EDS) measurements. The coating phase structures were identified with standard
X-ray diffraction techniques.
ability of platinum on NiAl surfaces [37]. Experiments indicated
that pore-free deposition of platinum-modified NiAl could be
achieved at a substrate temperature of 1050 °C. Consequently, the
results reported below were conducted at this deposition
temperature.
3.1. Coating composition and phases
Fig. 6 shows a recently proposed Al–Ni–Pt ternary phase
diagram at temperature 1100/1150 °C [38]. The experimental
coating compositions synthesized using the DVD approach are
superimposed on this diagram. Each alloy composition was depicted by a data point circle, which was the result of an evaporation experiment using a different combination of beam currents
on the individual melt pools. By careful selection of the “effective” beam current and thereby evaporation rate for each material,
different phases of the NiAlPt bond coat material were obtained.
As illustrated in Fig. 6, four β-phase (NiAl) alloys and one γ′phase (Ni3Al) alloy were deposited by this approach.
EDS testing was performed to measure the composition homogeneity of the coating surface. These measurements indicated
that the coating surface of sample #1 contained 26 at.% Al, 56 at.%
Ni and 18 at.% Pt. Fig. 7 showed that the composition variation
along two orthogonal directions passing across each other at the
center of the 2.54-cm diameter substrate was within ±2% of the
average composition.
3. Results and discussion
3.2. Bond coat structure and morphology
A series of initial coating trials were conducted to identify the
preferred deposition temperature. Earlier studies have indicated
that the deposition of pore-free NiAl could be achieved at a
deposition temperature of 1000 °C and a deposition rate of 0.5–
1 μm/min [27]. In the platinum-modified system, these conditions
resulted in coatings containing a significant volume fraction of
isolated pores that was thought to be a result of the poor migration
A sample with a composition centered in the β-phase field of
Fig. 6 (sample #7) was selected for detailed structure and morphology analysis. This sample had a homogeneous composition
consisting of 48 at.% Al, 43 at.% Ni and 9 at.% Pt measured on the
sample surface by EDS. The Ni–Al–Pt ternary phase diagram in
Fig. 6 indicates that the coating should be a single β-phase alloy.
Fig. 6. Ni–Al–Pt ternary alloy phase diagram at 1100/1150 °C. Compositions of coating deposited using different beam current combinations are shown in the phase
diagram.
Z. Yu et al. / Surface & Coatings Technology 201 (2006) 2326–2334
Fig. 7. EDS measured composition variation with substrate position in two orthogonal directions.
The XRD analysis was consistent with the composition analysis made by EDS and the phase diagram shown in Fig. 6. Fig.
8 shows that only the β-NiAl phase was present in this Ni43
Al48Pt9 coating layer. The intensities along the ⟨111⟩ and ⟨211⟩
directions were higher than the corresponding standard powder
diffraction card, indicating the NiAlPt coating is textured, with a
significant fraction of the grains having a surface normal in the
⟨111⟩ and ⟨211⟩ directions. Similar fiber texture has also been
observed in NiAl coatings made by DVD [27] and in many other
metallic coatings [39,40].
Fig. 9 shows the cross-sectional structure of the NiAlPt
coating. The coating layer thickness was 27 μm. No pores were
observed within the coating's cross section. An interdiffusion (ID)
zone with a width of about 12 μm was observed at the coating
layer–substrate interface. It appeared to have been formed by the
outward diffusion of Ni from this region. The elongated bright
contrast phases in the ID zone were rich in refractory elements
[17,41]. After etching, β-phase grain boundaries could be resolved in the bond coat. The coating consisted of elongated grains
with a distinct change in grain size about midway through the
2331
coating. Small grains were formed at the coating/interdiffusion
zone interface. They were about 5 μm wide and extended 10–
15 μm in growth direction. Some terminated at this distance while
the remainder expanded to create a zone of much larger grain size
extending to the sample surface. These larger grains had an
average width of about 20–25 μm (Fig. 9(b)).
EDS measurement of the composition variation through the
coating cross section (Fig. 10) revealed a region of significant Cr
and Co in first 10–15 μm of the bond coat layer. This covered the
region where small crystal grains were observed, suggesting
refractory metal inhibition of surface diffusion during the early
stages of the bond coat deposition.
The composition as a function of depth in the coating (Fig. 10)
also indicated that the Al and Pt concentration in the ID zone was
higher than that of the substrate, which is consistent with inward
diffusion of these elements. The Ni composition exhibited the
reverse trend in the ID zone consistent with outward diffusion.
The composition fluctuations in the ID zone were associated with
the segregation of refractory elements.
We note that the interdiffusion zone observed here was about
12 μm. This was somewhat wider than that of NiAl coatings made
by EB-DVD at 1000 °C (about 7 μm). But it was narrower than
those made by conventional diffusion methods. In those cases, the
ID zones were typically over 20 μm [42,43]. The different substrate temperatures and the deposition time are considered to be the
reason for these ID zone thickness differences. During the DVD
process, bond coat deposition was completed within 30 min at
1050 °C, whereas the conventional diffusion methods required
hours of processing time at the similar temperature [19,21]. We
also note that, unlike CVD or pack cementation, all the required
bond coat elements are supplied by condensation from the vapor
phase in the DVD approach. Interdiffusion is therefore not necessary and the outward diffusion of elements such as nickel from the
substrate is also inhibited to some extent by the high nickel
concentration vapor plume supplied by the source pool. Beneath
the interdiffusion zone, the concentration of Al quickly decreased
to 13 at.% and Ni increased to 67 at.%, values that are consistent
with the composition of the RENÉ N5 alloy substrate.
Fig. 8. XRD pattern of a NiAlPt bond coat deposited at 1050 °C and its
comparison with the NiAl peaks given by JCPDS card.
2332
Z. Yu et al. / Surface & Coatings Technology 201 (2006) 2326–2334
Fig. 9. SEM cross-section observation on AlNiPt bond coat sample deposited at
1050 °C revealed a pore-free coating layer. (a) Before etching and (b) after
etching in 5HCl:1HNO3 for 10 s.
lower diffusion coefficient of platinum relative to nickel in NiAl
compound [37] implied weaker migration ability of platinum
adatoms, which could cause morphology difference between the
AlNiPt and NiAl coatings. Further studies using atomic
simulation techniques are needed to resolve these differences.
The experiments described above indicate that multi source
evaporation in an inert gas jet is an effective approach for the
deposition of pore-free, chemically homogenous, β-phase platinum-modified NiAl bond coats. Since all three elements (Al, Ni
and Pt) are deposited on the substrate simultaneously, bond coat
synthesis by this route is a single-step process. Unlike the current
CVD approach, which involves Pt-electroplating and heat treatment processes, we have been able to deposit NiAlPt coatings
whose composition is simply controlled by adjusting the electron
beam residence time on each melted source pool. Fig. 2 indicates
that platinum has a vapor pressure that is 4 to 6 orders less in
magnitude than the vapor pressure of nickel and aluminum over a
wide range of temperature. In conventional EB-PVD, a NiAlPt
alloy melt pool becomes enriched in platinum as evaporation
progresses due to the difference in elemental vapor pressures and
the coating becomes lack of platinum correspondingly. This DVD
approach overcomes this well-known problem of alloy deposition
with conventional EB-PVD when the alloy elements have widely
varying vapor pressures.
A series of deposition trials indicated that the deposition of
pore-free Pt-modified NiAl coatings required the use of slightly
higher growth temperatures (1050 °C) compared to those needed
for the growth of pore-free NiAl. We suspect that Pt increases the
activation barriers for surface diffusion during NiAl film growth.
Atomistic simulations are needed to resolve this issue [37]. Nevertheless, the combination of growth temperature and deposition
rate were such that interdiffusion with the substrate was significantly less than that encountered in conventional NiAl + Pt
synthesis processes [41].
Finally, it is interesting to note that other elements can be added
to coatings by the process described here. For example, solute or
3.3. Surface structures
The surface morphology of this NiAlPt coating is shown in
Fig. 11. The as-deposited NiAlPt surface consisted of relatively
large roughly equiaxed crystalline grains with an average grain
size of 22 μm (Fig. 11(a)). The surface of each grain had a grooved
substructure (Fig. 11(b)). The grooves changed direction and
angle at the grain boundaries and deeper grain boundary grooves
were observed at these locations (Fig. 11(c)). Further observations
at higher magnification (30,000×) revealed that the grooves
were actually part of terrace structure on the coating surface (Fig.
11(d)). Such terraces are consistent with a step flow mode of
growth [27,44]. However, unlike the terraces observed on NiAl
samples deposited at 1000 °C, the edges of the terraces on the
NiAlPt samples were rougher and small pits at the inside edge of
the step were observed. These phenomena are thought to be a
consequence of the significant platinum content in the coating,
which appears to reduce atom mobility on the growth surface. The
Fig. 10. The EDS measured composition distribution on the cross section of the
NiAlPt coating deposited at 1050 °C.
Z. Yu et al. / Surface & Coatings Technology 201 (2006) 2326–2334
2333
Fig. 11. Surface morphologies of NiAlPt bond coats deposited at 1050 °C. (a) NiAlPt surface consists of crystalline grains with average grain size 22 μm. (b) Grain
surface morphology at 10,000× magnification. (c) The strikes change their direction and twist at the grain boundary. (d) Grain surface morphology at 30,000×
magnification.
precipitation strengthening by the addition of elements such as Hf,
Cr, Zr or Y might enable increases in the yield/creep strength of
the coatings [1,4,45]. The vapor pressures of these elements vary
widely, but the multi evaporation source approach described here
holds some promise for expanding the range of compositions that
can be successfully deposited.
4. Conclusion
We have utilized a multi source evaporation method together
with gas jet enhanced mixing to deposit NiAlPt coatings of
controlled composition and morphology. The approach utilizes
closely spaced multisource crucible and an electron beam whose
dwell time on individual source materials can be modified to
control the individual source evaporation rate. An inert gas jet
flow promotes vapor mixing and the deposition of homogeneous,
pore-free NiAlPt coatings without the assistance of post-deposition heat treatments. Coatings with a single β-phase structure
and no surface contamination by substrate alloy elements have
been fabricated.
Acknowledgement
We are grateful to Profs. Carlos Levi, Anthony Evans and
David Clarke of University of California, Santa Barbara, Dr.
David Wortman, GE Corporate R&D, Schenectady, New York,
and Yossi Marciano, Nuclear Research Center-Negev, Israel for
useful discussions. We thank Prof. Brian Gleeson, Iowa State
University for granting permission to use his Ni–Al–Pt phase
diagram. This work was supported by an ONR MURI program
on Prime Reliant Coatings (Program Manager, Steve Fishman),
ONR Contract # N00014-00-1-0438.
References
[1] C.G. Levi, Curr. Opin. Solid State Mater. Sci. 8 (2004) 77.
[2] Coatings for High-Temperature Structural Materials, National Research
Council Report, National Academy Press, Washington, DC, 1996.
[3] G.W. Goward, Surf. Coat. Technol. 108/109 (1998) 73.
[4] N.P. Padture, M. Gell, E.H. Jordan, Science 296 (2002) 280.
[5] B.J. Gill, R.C. Tucker Jr., Mater. Sci. Technol. 2 (1986) 207.
[6] V.K. Tolpygo, D.R. Clarke, Acta Mater. 48 (2000) 3283.
2334
Z. Yu et al. / Surface & Coatings Technology 201 (2006) 2326–2334
[7] P. Kofstad, High Temperature Corrosion, Elsevier Applied Science,
London, 1988.
[8] U.R. Evans, The Corrosion and Oxidation of Metals, Matthew Arnold,
London, 1960.
[9] E.A.G. Shillington, D.R. Clarke, Acta Mater. 47 (1999) 1297.
[10] M. Gell, K. Vaidyanathan, B. Barber, J. Cheng, E. Jordan, Metall. Mater.
Trans., A Phys. Metall. Mater. Sci. 30 (1999) 427.
[11] M.R. Brickey, J.L. Lee, Oxid. Met. 54 (2000) 237.
[12] B.A. Pint, I.G. Wright, W.Y. Lee, et al., Mater. Sci. Eng., A Struct. Mater.:
Prop. Microstruct. Process. 245 (1998) 201.
[13] J.G. Smeggil, Mater. Sci. Eng., A Struct. Mater.: Prop. Microstruct.
Process. 87 (1987) 261.
[14] R. Darolia, U.S. Patent 6,255,001, July 2001.
[15] R. Mevrel, C. Duret, R. Pichoir, Mater. Sci. Technol. 2 (1986) 201.
[16] G.Y. Kim, W.Y. Lee, J.A. Haynes, T.R. Watkins, Metall. Mater. Trans., A
Phys. Metall. Mater. Sci. 32 (2001) 615.
[17] D.R. Mumm, A.G. Evans, Acta Mater. 48 (2000) 1815.
[18] R.S. Parzuchowski, Thin Solid Films 45 (1977) 349.
[19] S.R. Choi, J.W. Hutchinson, A.G. Evans, Mech. Mater. 31 (1999) 447.
[20] P.K. Wright, A.G. Evans, Curr. Opin. Solid State Mater. Sci. 4 (1999) 255.
[21] W.Y. Lee, Y. Zhang, I.G. Wright, B.A. Pint, P.K. Liaw, Metall. Mater.
Trans., A Phys. Metall. Mater. Sci. 29 (1998) 833.
[22] M.J. Stiger, N.M. Yanar, M.G. Topping, F.S. Pettit, G.H. Meier, Metallk 90
(1999) 1069.
[23] Y. Zhang, W.Y. Lee, J.A. Haynes, I.G. Wright, B.A. Pint, K.M. Cooley, P.K.
Liaw, Metall. Mater. Trans., A Phys. Metall. Mater. Sci. 30 (1999) 2679.
[24] Vapor pressure of the chemical elements, Nesme‘i’anov, An. N. (Andrei
Nikolaevich), 1911-(1963), in: R. Gary (Ed.), Elsevier Pub. Co, Amsterdam,
1963.
[25] D.D. Hass, K. Dharmasena, H.N.G. Wadley, International Conference on
High-Power Electron Beam Technology, vol. 8–1, 2002.
[26] D.D. Hass, P.A. Parrish, H.N.G. Wadley, J. Vac. Sci. Technol. A 16 (6) (1998)
339.
[27] Z. Yu, D.D. Hass, H.N.G. Wadley, Mater. Sci. Eng., A Struct. Mater.: Prop.
Microstruct. Process. 394 (2005) 43.
[28] B.L. Halpern, J.J. Schmidt, J. Vac. Sci. Technol. A 12 (1994) 1623.
[29] J.J. Schmidt, B.L. Halpern, U.S. Patent 4788082 (1988).
[30] J.F. Groves, H.N.G. Wadley, Compos., Part B Eng. 28B (1997) 57.
[31] J.F. Groves, G. Mattausch, H. Morgner, D.D. Hass, H.N.G. Wadley, Surf.
Eng. 16 (2000) 461.
[32] T.C. Adamson Jr., J.A. Nicholls, J. of the Aerospace Sciences, 26(1) (1959)
16.
[33] J.F. Groves, “Directed vapor deposition”, PhD dissertation, p34–39, University
of Virginia (1998).
[34] Y. Arata, Plasma, Electron, and Laser Beam Technology, Metals Park, OH,
ASM, 1986.
[35] J.F. Groves, “Directed vapor deposition”, PhD dissertation, p60–63,
University of Virginia (1998).
[36] J.A. Haynes, M.J. Lance, B.A. Pint, I.G. Wright, Surf. Coat. Technol. 146–147
(2001) 140.
[37] Y. Minamino, Y. Koizumi, N. Tsuji, M. Morioka, K. Hirao, Y. Shirai, Sci.
Technol. Adv. Mater. 1 (2000) 237.
[38] B. Gleeson, W. Wang, S. Hayashi, D. Sordelet, Mat. Sci. Forum 461–464
(2004) 213.
[39] N. Schell, W. Matz, J. Bøttiger, J. Chevallier, P. Kringhøj, J. Appl. Phys. 91
(2002) 2037.
[40] C.E. Murray, K.P. Rodbell, J. Appl. Phys. 89 (2001) 2337.
[41] P.C. Patnaik, Mater. Manuf. Process. 4 (1989) 133.
[42] B. Ning, M.E. Stevenson, M.L. Weaver, R.C. Bradt, Surf. Coat. Technol.
163–164 (2003) 112.
[43] J. angenet, K. Stiller, Mater. Sci. Eng., A Struct. Mater.: Prop. Microstruct.
Process. 316 (2001) 182.
[44] P. Gambardella, K. Kern, Surf. Sci. 475 (2001) L229.
[45] J.R. Nicholls, MRS Bull. 28 (2003) 659.