CHAR–SLAG TRANSITION DURING
PULVERIZED COAL
GASIFICATION
by
Suhui Li
A dissertation submitted to the faculty of
The University of Utah
in partial fulfillment of the requirements for the degree of
Doctor of Philosophy
Department of Chemical Engineering
The University of Utah
May 2010
Copyright © Suhui Li 2010
All Rights Reserved
STATEMENT OF DISSERTATION APPROVAL
The dissertation of
Suhui Li
has been approved by the following supervisory committee members:
, Chair
Kevin J. Whitty
March 9, 2010
Date Approved
, Member
Thomas H. Fletcher
March 9, 2010
Date Approved
, Member
Eric G. Eddings
March 9, 2010
Date Approved
, Member
Terry A. Ring
March 9, 2010
Date Approved
, Member
Milind D. Deo
March 9, 2010
Date Approved
and by
the Department of
JoAnn S. Lighty
Chemical Engineering
and by Charles A. Wight, Dean of The Graduate School.
, Chair of
ABSTRACT
In coal gasification the char–slag transition is a process in which porous char
transforms into molten slag at temperatures above ash fluid temperature. It is associated
with physical changes of the char particle, such as particle density, size, porous structure
and mineral–carbon association. Despite the large number of investigations on coal
gasification, the physical phenomena during char–slag transition have not been well
studied. In addition, little data regarding ash deposition behavior on gasifier walls during
char–slag transition have been reported.
This study aims to clarify the physical changes of char particles and ash deposition
behavior on gasifier walls during char–slag transition in pulverized coal gasification. To
achieve these objectives, two types of experiments were carried out using a laminar
entrained-flow reactor: (1) char and ash formation experiments and (2) ash deposition
experiments.
In the first type of experiment, char and ash particles with different conversions
were prepared using two bituminous coals and a subbituminous coal. The prepared char
and ash samples were characterized using various techniques to obtain information on
particle density, size, porous structure and mineral–carbon association. These data were
used to identify the point of the char–slag transition for different coals. Results show that
during the transition: (1) particle size decreases, which is caused by shrinkage in the
initial stage and by fragmentation in the later stage; (2) particle density increases due to
particle size reduction; and (3) particle internal surface area decreases because of ash
melting induced pore blockage.
In the second type of experiment, particle collection efficiency was measured for a
bituminous coal at various conversions. Such information was used to derive the
variation of particle stickiness during the char–slag transition. Results indicate that the
particle stickiness increases dramatically during the transition. This dramatic increase is
attributed to exposure of included minerals on the particle surface, which is caused by
particle shrinkage and fragmentation.
An empirical model is developed for the prediction of the char–slag transition by
considering the ash content of the parent coal, which can be determined by proximate
analysis. A hypothetical mechanism is proposed to describe the particle fates upon
impaction on gasifier walls during char–slag transition. A simple correlation is
established for characterizing the evolution of the particle stickiness during the transition.
iv
TABLE OF CONTENTS
ABSTRACT ....................................................................................................................... iii
LIST OF TABLES ............................................................................................................ vii
LIST OF NOMENCLATURE ......................................................................................... viii
ACKNOWLEDGMENTS ................................................................................................. xi
Chapter
1.
INTRODUCTION ....................................................................................................... 1
1.1 Background and Motivation ................................................................................. 1
1.2 Outline of This Thesis ........................................................................................... 6
2.
LITERATURE REVIEW ............................................................................................ 7
2.1
2.2
2.3
2.4
Porous Structure of Coal Char .............................................................................. 7
Ash Characteristics ............................................................................................. 18
Ash Deposition and Slagging Behavior .............................................................. 24
Concluding Remarks ........................................................................................... 40
3.
OBJECTIVES AND APPROACHES ....................................................................... 43
4.
EXPERIMENTAL DETAILS ................................................................................... 45
4.1
4.2
4.3
4.4
4.5
5.
Overview ............................................................................................................. 45
Experimental Setup ............................................................................................. 46
Experimental Procedures .................................................................................... 60
Experimental Conditions .................................................................................... 61
Coal, Char and Ash Analyses .............................................................................. 66
RESULTS: CHAR–SLAG TRANSITION ............................................................... 72
5.1
5.2
5.3
5.4
Char Burnout Behavior ....................................................................................... 73
Particle Density and Size .................................................................................... 80
Particle Internal Surface Area ............................................................................. 92
Particle Morphology ........................................................................................... 96
5.5 Identification and Modeling of the Char–Slag Transition ................................ 103
6.
RESULTS: ASH DEPOSITION .............................................................................. 109
6.1
6.2
6.3
6.4
6.5
6.6
7.
Particle Collection Efficiency ............................................................................ 111
Impaction Efficiency Calculation ......................................................................115
Particle Capture Efficiency ................................................................................119
Hypothetical Particle Fates ............................................................................... 125
Modeling of the Particle Stickiness .................................................................. 126
Concluding Remarks ......................................................................................... 129
CONCLUSIONS AND RECOMMENDATIONS FOR FUTURE WORK ............ 131
7.1 Summary of Results .......................................................................................... 131
7.2 Implications for Industrial Gasifiers ................................................................. 133
7.3 Recommendations for Future Work .................................................................. 133
Appendices
A. COOLING RATE CALCULATION IN THE COLLECTION PROBE ................. 135
B. DESIGN OF THE CYCLONE COLLECTOR ....................................................... 137
C. WATER COOLING SYSTEM ................................................................................ 141
D. GAS SUPPLY UNIT ............................................................................................... 144
E.
EXPERIMENTAL PARAMETERS ........................................................................ 145
F.
FLUENT SIMULATION PARAMETERS ............................................................. 149
G. SEM–EDS ANALYSIS OF THE ASH DEPOSIT .................................................. 150
REFERENCES ............................................................................................................... 155
vi
LIST OF TABLES
1. Definition of ash fusion temperatures ........................................................................... 22
2. Summary of engineering indices of slagging potential................................................. 37
3. Experimental conditions for different coals .................................................................. 62
4. Proximate and ultimate analyses of the coals used in this work ................................... 67
5. Ash chemistry of the coals used in this work ................................................................ 67
6. Ash fusion temperatures of the coals used in this work ................................................ 68
7. Char and coal properties relating to the char–slag transition ...................................... 106
8. Characteristic geometries of the cyclone .................................................................... 139
9. Experimental parameters for the Illinois #6 coal at 1400 °C ...................................... 147
10. Experimental parameters for the Illinois #6 coal at 1500 °C .................................... 147
11. Experimental parameters for the Black Thunder coal at 1400 °C ............................ 148
12. Experimental parameters for the Pittsburgh #8 coal at 1500 °C ............................... 148
13. Input and output parameters of the FLUENT simulation at 1400 °C ....................... 149
LIST OF NOMENCLATURE
𝑆.………………...Internal Surface Area (Ash Free) of the Partially Converted Char, m2/g
𝑆0 ……………………………….Internal Surface Area (Ash Free) of the Fresh Char, m2/g
𝜓……………………………………………………. Structural Parameter, Dimensionless
𝑋…………………………………………………………Coal Conversion, Dimensionless
𝐿0 ………………………………………………...Pore Length (Ash Free) of the Char, m/g
𝜌0 ………………………………………………..Density of the Fresh Char Particle, g/cm3
𝜖……………………………………………………………..Char Porosity, Dimensionless
𝜖0 ……………………………………………………...Fresh Char Porosity, Dimensionless
X……………………………………………………….Porosity Parameter, Dimensionless
𝜂𝑒 …………………..Collection Efficiency of the Carbon-Containing Ash, Dimensionless
𝜂𝑎𝑠 ………………………..Collection Efficiency of the Carbon-Free Ash, Dimensionless
𝑋𝑐 ……………………………Carbon Burnout of the Char or Ash Particle, Dimensionless
𝑅…………………………………………………………...Slagging Index, Dimensionless
𝑅𝑒………………………………………………………Reynolds Number, Dimensionless
𝜌𝑔 ………………………………………………………………………Gas Density, kg/m3
𝜐𝑔 ………………………………………………………………….Mean Gas Velocity, m/s
𝐷𝑡 ………………………………………………………………………..Tube Diameter, m
𝜇𝑔 ………………………………………………………………………Gas Viscosity, Pa·
s
𝜐𝑡 …………………………………………………………..Particle Terminal Velocity, m/s
𝑔………………………………………………………….Acceleration of Gravity, 9.8m/s2
𝑑𝑝 ……………………………………………………………………..Particle Diameter, m
𝜌𝑝 …………………………………………………………………..Particle Density, kg/m3
𝑆𝑡…………………………………………………………..Stokes Number, Dimensionless
𝜐𝑝 ……………………………………………………………………..Particle Velocity, m/s
φ………………………………………..Non-Stokesian Correction Factor, Dimensionless
𝑐𝑎𝑟𝑏𝑜𝑛
𝐶𝑐𝑎𝑟
………………………………….Carbon Content in the Char or Ash Particle, wt%
𝑚𝑐𝑎𝑟 ……………………………..Mass of the Char Sample Used for the LOI Analysis, g
𝑚𝑟 ………………………………..Mass of the Burnout Residual after the LOI Analysis, g
𝜂………………………………………………………….Particle Collection Efficiency, %
𝑚𝑑 …………………………………………Mass of the Deposit on the Deposition Plate, g
𝑚𝑡 …………………………Mass of the Total Particle Approached the Deposition Plate, g
𝑓………………Feeding Rate of the Coal Particle Approaching the Deposition Plate, g/hr
𝑡…………………………….Elapsed time of a single run of the deposition experiment, hr
𝑎𝑠
𝐶𝑐𝑜𝑎𝑙
…………...Ash Content of the Parent Coal Determined by Proximate Analysis, wt%
𝜌𝑎 ……………………………………Apparent (Bulk) Density of the Char Particle, g/cm3
𝑚𝑐𝑝 …………………………………………Mass of the Cylinder loaded with Particles, g
𝑚𝑐 …………………………………………………………………Mass of the Cylinder, g
𝑉……………………………………………..Volume of the Particles in the Cylinder, cm3
𝜌𝑝 ……………………………………………………………Density of the Particle, g/cm3
𝜙………………………………………...Packing Voidage of the Particles, Dimensionless
𝑐𝑎𝑟𝑏𝑜𝑛
𝐶𝑐𝑜𝑎𝑙
…….Carbon Content of the Parent Coal Determined by Proximate Analysis, wt%
ix
𝑚𝑝 ……………………………………………………..Mass of the Char or Ash Particle, g
𝑚0 ……………………………………………………...Mass of the Parent Coal Particle, g
𝑑0 ………………………………………………..Diameter of the Parent Coal Particle, µm
𝜌0 ……………………………………………….Density of the Parent Coal Particle, g/cm3
𝑛……………………………………...Number of Fragments Formed from a Char Particle
𝑑1 ………….Particle Diameter Calculated with Density Assuming No Fragmentation, µm
𝑑2 ……………………………………Particle Diameter Measured with a Microscope, µm
𝑎𝑠
𝐶𝑐𝑎𝑟
……………………………………………….Ash Content of the Char Particle, wt%
𝑚……………………………………Slope Constant of a Linear Equation, Dimensionless
𝑏…………………………………Intercept Constant of a Linear Equation, Dimensionless
𝜂…………………………………………….Particle Collection Efficiency, Dimensionless
𝐼……………………………………………..Particle Impaction Efficiency, Dimensionless
𝐺………………………………………………Particle Capture Efficiency, Dimensionless
𝜁………………………………………………………..Particle Stickiness, Dimensionless
𝜀……………………...Fractional Coverage of the Particle by Molten Ash, Dimensionless
𝑐𝑖 …………..Initial Ash Content when Ash Starts Appearing on the Particle Surface, wt%
𝑐𝑓 …………………………Final Ash Content when Ash Covers the Particle Surface, wt%
𝐴………………………………………………………...Constant in eq 30, Dimensionless
𝐵………………………………………………………...Constant in eq 30, Dimensionless
𝐶………………………………………………………...Constant in eq 30, Dimensionless
x
ACKNOWLEDGMENTS
I would like to thank the following people:
Professor Kevin Whitty, my advisor. Without his support, guidance and
encouragement during this dissertation research, I could not have finished my Ph. D.
study. His critical scientific thinking, enthusiastic research interest, and serious working
attitude have been and will be a continuous standard and inspiration for my study and
work.
Professor Tom Fletcher, Professor Eric Eddings, Professor Terry Ring, Professor
Milind Deo, my supervisory committee members. Their valuable suggestions helped
improve this dissertation to a new level.
Mr. Dana Overacker, for his continuous help in my experimental work as well as
the advice in the design and construction of the laminar entrained-flow reactor. He has
always been encouraging and supportive during my study as a foreign student.
Dr. Scott Sinquefield, for his important suggestions in the design of the laminar
entrained–flow reactor, which saved me a lot of time.
Professor Jan Miller, for generously providing the instrument for measuring the
particle surface area.
Professor Wu Yuxin, for his instruction on using FLUENT software to calculate the
particle impaction efficiency and meaningful discussions on my experimental results.
Special gratitude goes to Professor JoAnn Lighty, who provided me the
opportunity of studying at the University of Utah.
Thanks extend to my parents for their continuous love and support on my study.
Financial support of this work was provided by the U.S. Department of Energy’s
National Energy Technology Laboratory under Award Number FC26-08NT0005015.
xii
CHAPTER 1
INTRODUCTION
1.1 Background and Motivation
Coal is the most abundant fossil fuel on the earth, comprising about 75% of the
world’s total resources of fossil fuels (1). It is the second largest part (about 24%) of the
world’s energy supply and maintains the largest share (about 39%) of the electricity
generation in the world (2). Coal will continue to be used as a major energy resource and
dominant fuel for electrical power production in the foreseeable future. The utilization of
coal, however, is limited because of its disadvantages, including the requirement of costly
pollution control systems, high ash content, not directly applicable in transport systems.
In addition, coal-fired power plants are the biggest contributor to CO2 emissions (3),
which is a major greenhouse gas. Although controversial, recent research on global
warming has raised increasing concern on CO2 emissions from coal-fired power plants
because coal contains more carbon than other fossil fuels. Consequently, extensive efforts
have been devoted to the development of technologies for the clean and efficient
utilization of coal. Integrated gasification combined cycle (IGCC) with CO2 capture has
been identified as one of the most promising solutions because of its advantages, such as
ultra-low emissions of air pollutants and greenhouse gas, high efficiency in power
generation, flexible feedstocks and a wide variety of end products (3).
The heart of an IGCC power plant is the gasifier which converts coal and other
2
solid fuels into synthesis gas (syngas). In commercial IGCC applications, the
predominant type of coal gasifier is the entrained-flow slagging gasifier (3, 4) operating
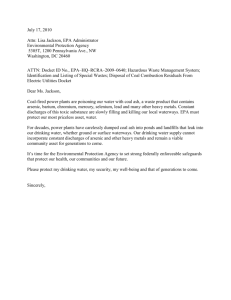
under high pressures (20–70 bar) and at high temperatures (1300–1500 °C). Figure 1
shows a schematic of a typical entrained-flow coal gasifier. Coal slurry is gasified by
oxygen in co-current flow. Steam is fed into the gasifier for adjusting the CO/H2 ratio in
the syngas. Ash is removed as a form of slag at the bottom of the gasifier.
Figure 1. Schematic of a Texaco entrained-flow coal gasifier.
3
In an entrained-flow slagging gasifier, coal particles usually undergo two
conversion stages that take place almost simultaneously because of the high heating rate:
coal pyrolysis (devolatilization) and char gasification. This conversion process is
schematically illustrated in Figure 2.
Coal pyrolysis produces a variety of volatiles, including tars, hydrocarbon liquids
and gases species such as carbon monoxide, water, hydrogen, methane, and other organic
compounds (5). The volatiles immediately react with the oxidants surrounding the coal
particle. The coal particle then transforms into a swollen, porous, reactive char particle
which contains mainly carbon and inorganic matter. Char gasification involves
heterogeneous (gas–solid) reactions in which carbon is converted into syngas (carbon
monoxide and hydrogen) by oxidants such as oxygen and steam. The term gasification
refers to partial-oxidation under substoichoimetric conditions, which constitutes the
major difference compared with combustion. The inorganic matter in the coal transforms
into ash or slag. Char gasification is the key step in this process because (1) it is the
rate-limiting step that determines the overall coal conversion and reaction rate, and (2) it
involves the char–slag transition that is associated with ash formation and ash deposition.
Figure 2. Conversion process of coal particles in an entrained-flow slagging gasifier.
4
Because of the short residence time (a few seconds) of coal particles in
entrained-flow gasifiers, high temperatures are required to achieve high conversion. The
high temperatures help break down the tars and oils but create challenges of handling ash
melting and slagging. Operation of an entrained-flow slagging coal gasifier is under the
essential condition that ash formed in the gasifier can be continuously removed as a
liquid slag flow (3, 6). Build-up of slag on the gasifier wall causes erosion and corrosion
of the refractory, thus creating problems in the operation of gasifiers and syngas coolers
such as excessive maintenance and unscheduled shut downs. Therefore, ash deposition
related issues are usually a major concern in the design and operation of entrained-flow
coal gasifiers.
In particular, deposition of a particle on the gasifier wall during the char–slag
transition significantly affects its burnout behavior by increasing its residence time on the
wall. For example, in the EAGLE (Coal Energy Application for Gas, Liquid & Electricity)
project, a special design makes the large coal particles tend to deposit on the gasifier wall
and flow downwards with the liquid slag (3). This design ensures that large coal particles
have a long residence time and achieve a high conversion.
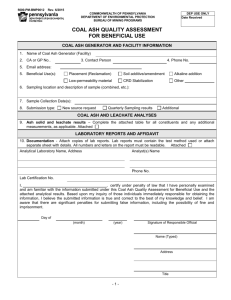
On the other hand, computational fluid dynamics (CFD) modeling (Figure 3) of a
Texaco entrained-flow coal gasifier indicates that char particles strike the gasifier wall at
different positions with various impaction angles (7). Upon impacting the gasifier wall,
the char particles might rebound or adhere on the wall surface depending on the kinetic
energy and stickiness of the particle and the wall. Particles during the char–slag transition
have unique properties that affect the deposition behavior.
5
Figure 3. CFD simulation of particle trajectories in an entrained-flow coal gasifier.
(Reprinted with permission from Wu (7). Copyright 2008 Tsinghua University.)
The char–slag transition largely determines the overall coal conversion and the ash
formation and deposition behavior. However, the specific nature of the char–slag
transition has not been well studied despite the large number of investigations on char
gasification and ash formation and deposition. Little attention has been paid to
characterizing the physical phenomena associated with the char–slag transition,
particularly at high temperatures. These physical changes include particle structure,
particle morphology, and mineral–carbon association. The effect of these physical
phenomena on ash deposition behavior during the char–slag transition is not well
understood and needs to be considered in developing ash deposition models.
This research was motivated by: (1) the lack of understanding on the physical
changes of char particles during the char–slag transition, and (2) the need to clarify the
6
ash deposition behavior during the char–slag transition. This dissertation presents a
lab-scale experimental study on the char–slag transition in pulverized coal gasification.
1.2 Outline of This Thesis
After an introduction to the background and motivation of this work in Chapter 1,
a literature review of the related field follows as Chapter 2. Chapter 3 outlines the
objectives of this research and the approaches used to complete these objectives. Chapter
4 describes in detail the experimental setup and materials used to perform the studies. The
results of experiments are presented and discussed in Chapters 5 and 6.
Chapter 5
addresses the physical phenomena in char–slag transition and Chapter 6 deals with ash
deposition behavior during char–slag transition. Conclusions of this work and
recommendations for future work are summarized in Chapter 7. Supplemental
information is included in Appendices A–G.
CHAPTER 2
LITERATURE REVIEW
Coal in a pulverized coal combustion or gasification system undergoes two major
conversion steps: pyrolysis and char oxidation. In the first step, volatile matter is released
and porous, reactive char particles are formed. In the second step, the organic matter
(mainly carbon and hydrogen) in char particles are converted into carbon monoxide,
carbon dioxide and hydrogen in heterogeneous reactions with various oxidants, including
oxygen and water steam. The inorganic matter (minerals) in the coal transforms into ash,
which may contain a small amount of residual carbon. Char oxidation is the rate-limiting
step and determines the carbon conversion and the ash formation. Therefore, it is the
most important step in pulverized coal combustion or gasification processes and has been
studied extensively. In particular, the transition from porous, reactive char to nonporous,
low-reactive slag occurs in the later stage of char oxidation. The char–slag transition
involves the variation of porous structure of char, the transformation of mineral–carbon
association and the formation of ash particles.
2.1 Porous Structure of Coal Char
2.1.1
Characterization of Porous Structure
Extensive efforts (8–12) have been made to characterize porous structure of coal
char. These characteristics include morphology, dimension, wall thickness, sphericity,
8
porosity, crystallinity, surface area and pore size distribution. Among these features,
surface area and pore size distribution are most widely used as the macroscopic
measurements reflecting the microscopic characteristics in the porous structure.
Therefore, surface area and pore size distribution received the most attention in the
studies of the porous structure evolution (13).
The International Union of Pure and Applied Chemistry (IUPAC) document of
Harber (14) defines the surface area and the pore size distribution of particles. The
surface area of a particle includes the external and internal surface area. The external
surface is regarded as the envelope surrounding the discrete particle or agglomerates. The
internal surface is designated as the surface of the walls of the pores and connections
inside the particle. The surface area of particles mentioned in this dissertation is generally
regarded as internal surface area because the external surface area is usually negligible
compared to the internal surface area. The pore size distribution is defined as the
distribution of pore volume with respect to pore size. The pores inside the particle can be
classified as three groups according to their sizes: micropores, mesopores and macropores.
Harber (14) also recommended size boundaries for the classification: 2 nm as the upper
limit width for the micropore and 50 nm as the upper limit for the mesopore.
The internal surface area and the pore size distribution are usually measured by gas
physical adsorption methods. The most commonly used standard procedure to determine
the internal surface area is the Brunauer–Emmett–Teller (BET) analysis using nitrogen as
adsorptive, which is described in another IUPAC document (15). The mesopore size
distribution can be calculated by the Barrett–Joyner–Halenda (BJH) method (16) and the
micropore size distribution can be calculated by the Horvath–Kawazoe (HW) method
9
(17). However, nitrogen has the drawback of very slow diffusion in micropores. Jagiello
and Thommes (18) measured the adsorption isotherms of activated carbon using N2, Ar
and CO2 as adsorptive. Although calculated pore size distributions based on N2, Ar and
CO2 adsorptions were consistent in both micropore and mesopore ranges, the N2
adsorption took much more time to reach equilibrium than the CO2 adsorption did in the
micropore analysis. They concluded that CO2 adsorption is preferred for faster
measurements in the micropore range.
2.1.2
Role of Porous Structure
The variation in the porous structure of coal char is one of the most important
subjects in studying coal char conversion. It has been recognized that the porous structure
and its evolution have major influence in the conversion mechanism of coal char
gasification (13).
The porous structure of coal char has a major impact in determining its reactivity
during gasification (9, 19). Koranyi (20) studied the relationship between the porosity and
reactivity during CO2 gasification of three British bituminous coal chars. In his study, the
porosity of char was measured by gravimetric adsorption of CO2 at 195 K. The results
clearly showed a linear correlation between reactivity and microporosity. He suggested
that this is because the active surface area is related to the total surface area. Hurt et al.
(21) investigated the role of microporous surface area in the CO2 gasification of a
subbituminous coal char in the temperature range of 800–900 °C using a
thermogravimetric analyzer (TGA). They found that reactions mainly took place outside
the microporous network on the surface of larger pores. The evidence was that the
gasification rate was insensitive to the large changes of total microporous surface area of
10
coal char caused by heat treatment. Therefore, they suggested that gasification reactions
mainly occur at active sites that represent crystallite edge groups or reactive edges that
are chemically associated with catalyst particles. In a parallel study (22), they
investigated the role of microporous surface area in CO2 gasification of synthetic carbon,
i.e., uncatalyzed gasification. In contrast to the gasification of coal char, reactions mainly
occurred within the micropores of synthetic carbon. The evidence was the micropore
widening and the increase of average micropore size, which was determined from surface
area measurements. The micropore surface area measured from CO2 adsorption remained
constant while the mesopore surface area measured from N2 adsorption increased is an
indication of pore widening. The increase of the Dubinin gradient with conversion is an
indication of increase in average pore size. Hurt (23) also showed that kinetically-limited
carbon gasification does not take place at constant particle diameter, but is accompanied
by reaction-induced atomic rearrangements, which leads to particle densification and
shrinkage.
The porous structure affects the mass transfer and heat transfer in the char particle,
which subsequently influences the reaction rate and conversion. Hampartsoumian et al.
(24) studied the effect of porous structure of char on the gasification rate by investigating
the relationship between the effectiveness factor of diffusivity and physical properties of
char (porosity and density) during CO2 gasification. The overall reaction rates of two U.K.
coal derived chars were measured using a TGA and the progressive changes in pore
structure provide implications for the reaction mechanism. Results showed that in the
CO2 gasification of coal chars, the two-stage oxygen exchange mechanism holds and the
intraparticle diffusional limitation becomes significant at temperature above 1173 K. In
11
the experimental study of Kawahata and Walker (25), the surface area of char was
observed to decrease due to the increase in the diffusional resistance at elevated
temperature. Thermal conductivity reflects the structural change of char particles during
reaction and is a measure of the heat transfer. Weiss et al. (26) and Zhang et al. (27)
proposed a method to measure the thermal conductivity of synthetic char during
oxidation. In brief, a single Spherocarb particle was levitated in an electrodynamic
balance (EDB) chamber and was laser heated. The natural convection drag and the
photophoretic force were measured as a function of carbon conversion and temperature.
Thermal conductivity was inferred from the photophoretic force. Using this method,
Bar-Ziv and Kantorovich (28) studied the role of porous structure in char oxidation. For
the thermal measured conductivity, a decrease of five times was observed for 0–30%
burnout, followed by a constant up to 80% burnout and an increase of 2 times up to
complete burnout. The dramatic change in thermal conductivity during the burnout
process indicates that the porous structure seriously affects the heat transfer in the particle.
They pointed out that thermal conductivity is determined by the porosity, the dimension
of pores and microcrystals, and the connectivity of the solid portions of the char particle.
Among these characteristics, the connectivity is the most important factor. These results
suggest that the change in thermal conductivity can be used to evaluate the small changes
in the porous structure of char during oxidation, and hence provides insight into the heat
transfer property of porous chars.
The porous structure of coal char has significant influence on the formation and
characteristics of ash and slag during char conversion. Zhang et al. (29) investigated the
role of porous structure in the shrinkage and fragmentation behavior of highly porous
12
synthetic char particles during kinetically controlled oxidation. Synthetic char particles
were suspended in an electrodynamic chamber for oxidation at 700–1000 K. Meanwhile,
in-situ measurements on the particle mass, density, size and shape were performed
continuously. No fragmentation but shrinkage was observed at conversions up to 80%. To
understand this phenomenon, they examined the fine structure of particles burned in a
TGA using high resolution transmission electron microscopy (HRTEM). The HRTEM
images showed increased ordering of the microporous structure of the particle with the
conversion, which accounts for the shrinkage and integrity of the particle. Wu and
colleagues (30–33) studied ash liberation of included minerals during pulverized coal
combustion. They used a drop tube furnace to combust coal particles to different burnout
levels at 1300 ºC and 1–15 atmospheric pressures. Results showed that ash liberation is
determined by the char structure at different conversions. Fragmentation of porous char
results in fine ash particles in the early stages of coal combustion, while coalescence of
included minerals leads to the formation of coarse ash particles in the later stages of
combustion. They proposed a mechanism (Figure 4) describing the effect of char
morphology and structure on char fragmentation and ash liberation. The effect of char
structure on ash formation during pulverized coal combustion was also studied by Kang
et al. (34). Two kinds of prepared char samples were combusted with a laminar flow
reactor at 1650 K in a 1/1 (v/v) mixture of O2 and N2. Results showed that cenospheric
char particles produced by rapid heating yielded more fine ash particles than
noncenospheric chars produced under slow pyrolysis.
13
Figure 4. Char fragmentation and ash formation mechanism proposed by Wu et al. (32).
Bar-Ziv and Kantorovich (13) reviewed the experimental and modeling efforts
concerning the role of porous structure in char oxidation. This review was focused on the
shrinkage, fragmentation and thermal conductivity of char particles during oxidation.
They demonstrated that there is a general behavior connected with the evolution of the
porous structure and concluded that this evolution is controlling most of the
physicochemical changes of highly porous chars during oxidation.
Shrinkage reflects the changes in the external shape and the decrease in the
dimension of char particles. It affects the gasification rates, effective diffusivities and
fragmentation behavior of the char particles in kinetically controlled char oxidation. The
14
shrinkage phenomenon was observed by Hurt et al. (35) in the study of kinetically
controlled gasification of porous carbons. They used a TGA to gasify both synthetic char
and a variety of coal chars at low temperatures (723–1273 K). The SEM pictures of the
gasified chars showed that homogeneous shrinkage occurred. They concluded that the
shrinkage was not caused by the reaction on the external surface of the char particle, but
rather the reaction on the microporous solid phase–the microcrystals. The experimental
data did not agree well with the numerical solutions of the Gavalas random pore model,
which did not consider shrinkage. Most of the previous pore models were based on pore
size distribution, because experimental measurements on physical adsorption can only
provide information on the size distribution and surface area of pores. In contrast,
shrinkage is caused by the change in dimension and shape of pore edges at the
intersections, which cannot be measured by gas adsorption and was neglected by the
overlapping pore model.
Fragmentation occurs at a threshold porosity depending on the structure geometry
(13). Kerstein and Niksa (36) predicted this threshold porosity to be around 70%. None of
the experiments carried out under chemically controlled conditions resulted in
fragmentation at any stage until the completion of burn out. Zhang et al. (29) studied the
structural changes of char particles during chemically controlled oxidation to identify the
factors governing fragmentation. Results showed that little fragmentation occurred even
on particles with porosity over 70%. This was explained by the bimodal pore size
distribution theory, which requires that both the macroporosity and the microporosity
exceed a certain value. HRTEM images also showed an increase in microporosity, which
is responsible for the shrinkage of particles. Actually, it is the shrinkage that keeps the
15
macroporosity constant. Zhang et al. (29) also studied the fragmentation of highly porous
char burning in the chemically controlled regime. They characterized the fragmentation
behavior as follows: 1) the char particle shrinks monotonically until a hole is formed at
around 80% conversion; 2) the external diameter of the char particle decreases and the
diameter of the hole increases until these two diameters converge at about 97%
conversion. Bar-Ziv et al. (13) concluded that fragmentation of oxidizing char particles
under chemically controlled conditions is determined by the porosity of the large pores in
the microcrystal.
2.1.3
Pore Models
Various models have been developed to describe the porous structure evolution
during oxidation and were reviewed by Bar-Ziv et al. (13). They pointed out that the
models best suited for describing the surface features of the particle are the continuum
models based on a random pore structure, which can be divided into two categories:
randomly overlapping pores (37–39) and randomly intersecting nonoverlapping pores (40,
41).
The randomly overlapping pore model, developed by Bhatia, Perlmutter and
Gavalas (37–39), regards the solid particle as composed of overlapping pores with
random distribution, i.e., the position and orientation of pores are independent of each
other. Pores are usually treated as capillary, cylinder or slit for simplification in
calculation. This model is a simple approach describing the porous structure development
during reaction. It predicts the surface area evolution as
S = S0 1 − ψ ln 1 − X
(1)
16
where S and S0 are surface areas at conversion X and 0 per unit mass of residual
carbon, respectively.
ψ is a dimensionless structural parameter defined as
ψ=
4πL 0
ρ 0 S 20
(2)
in which L0 and ρ0 represent the pore length per unit mass of residual carbon and true
density of the particle at conversion 0, respectively.
X is defined as
1−ϵ
X = 1−ϵ
0
(3)
where ϵ and ϵ0 are porosity at conversion X and 0, respectively.
Therefore, the relative surface area S/S0 is dependent on two parameters:
conversion X and structural parameter 𝜓 . Because 𝜓 is dependent on the initial
characteristics of the particle, the relative surface area is only a function of conversion X.
Eq 1 can be expressed as
(S/S0 )2 = 1 + ψ − ln 1 − X
(4)
Eq 4 indicates that the plot of the square of the relative surface area against
– ln(1 − X) is linear for a specific particle, and the slope is ψ. This plot can be used to
validate the randomly overlapping pore model.
Some of the previous experimental data agreed well with this model in the relative
surface area evolution during gasification (13), whereas disagreement between
experimental data and modeling results was also reported. Morinoto et al. (42) studied the
17
development of porous structure of coal chars during CO2 gasification. In their study,
three coal samples were gasified to various conversions by a TGA and surface areas of
char samples were measured by gas adsorption analysis. The measured surface areas were
significantly larger than those calculated from the random pore model, especially at high
conversion. Further calculation also showed that the structural parameter 𝜓 was not a
constant throughout the gasification process. They attributed this phenomenon to the
widening of narrow micropores (submicropores). These submicropores, which were
inaccessible to N2 adsorption, were widened into micropores as conversion proceeded,
and became accessible to N2 adsorption. The increase of the number of micropores that
were accessible to N2 adsorption increased the measured surface area.
However, the randomly overlapping pore model did not include the formation of
new micropores. Nor did it predict shrinkage and fragmentation of the particle, which
were observed by many researchers. Consequently, Kantorovich and Bar-Ziv (28, 40, 41)
developed a randomly intersecting nonoverlapping pore model to incorporate shrinkage
and fragmentation.
This model utilized a ―subskeleton‖ mechanism (Figure 5) that included the
following features: (1) Oxidation prefers to occur at edges of microcrystal and causes
break–restoration of the microcrystal network. (2) The subskeleton of large microcrystals
does not change while the fine structure of small ones changes with respect to conversion.
(3) Coalescence takes place for small microcrystals. In good agreement with
experimental data, this model is able to connect physical changes in the microcrystal
structure directly to reactivity.
18
Figure 5. "Subskeleton" mechanism. (Reprinted with permission from Bar-Ziv and
Kantorovich (28). Copyright 1994 Elsevier)
A model that can express the gasification behavior of char particles with
complicated structures was proposed by Yamashita et al. (43). This model treats char
particles before reaction as three-dimensional cubes, which consist of randomly arranged
small lattices. These lattices can be classified as char, ash or macropores depending upon
the proximate analysis of char particles. The numerical results based on this model
showed that wall thickness plays an extremely important factor in determining the
transition temperature between the kinetically controlled regime and the pore-diffusion
limited regime. It also showed that the fragmentation behavior of char particles is
dependent upon the reaction regime. The fragmentation occurred at late stage of burnout
in the chemical reaction regime, but it shifted to initial stage in the pore-diffusion regime.
2.2 Ash Characteristics
Mineral matter in pulverized coal that contributes to ash formation and deposition
is classified into two categories according to the association between minerals and the
carbon matrix: excluded minerals and included minerals (44–46). Excluded minerals are
discrete mineral grains that are not associated with the coal particle. Included minerals
19
are the mineral matter that is embedded within or organically bonded with the carbon
matrix in the coal particle. Due to the complex composition of mineral matter, ash
characteristics vary over a wide range from coal to coal. For bituminous coal (high-rank
coal), the included mineral matter is mainly in the form of embedded minerals (47). Part
of the alkali and alkaline earth metals in low-rank subbituminous coals are chemically
bonded to carboxylic and phenolic groups in the coal (48). Van Dyk et al. (49)
summarized the coal ash characteristics and the analytical tools used to determine these
characteristics.
2.2.1
Ash Chemistry and Mineralogy
The American Society for Testing and Materials (ASTM) (50) defines the standard
procedure to perform elemental analysis on ash. Pulverized coal is burned in an oxidizing
atmosphere at 972–1016 K. The elements in the coal are quantitatively measured by a
series of spectroscopic techniques, including atomic absorption spectroscopy, inductively
coupled plasma–atomic emission spectroscopy and X-ray spectroscopy. The elements
present in coal ash are mainly silicon, aluminum, iron and calcium with small amounts of
magnesium, titanium, sodium and potassium, which are reported in the form of their
oxides. Depending on its elemental composition, coal ash is divided into two categories:
lignitic ash and bituminous ash. Lignitic ash contains more CaO and MgO than Fe2O3,
whereas bituminous ash contains more Fe2O3 than CaO and MgO. These elements can be
classified as basic or acidic. The basic elements are mainly iron, calcium, magnesium,
sodium and potassium, and the acidic elements are mainly silicon, aluminum and
titanium.
However, this kind of ash elemental analysis is performed under laboratory
20
conditions that do not represent the true environment in a practical combustion or
gasification system (49). Scanning electron microscopy with energy dispersive X-ray
spectrometer (SEM–EDS) is able to obtain the elemental composition and grain size of
inorganic minerals in the coal char particle, as well as directly view the size, morphology
and structure of a single particle at microscopic level. In addition, the SEM–EDS is
capable of providing information on the association type of minerals in the coal: excluded
or included (embedded within and organically associated). Because of its powerful
features, this technique has been applied to study the transformations of inorganic
minerals during pulverized coal combustion (48–53) and the ash deposit formation
mechanism (54–56). Recently, computer-controlled scanning electron microscopy
(CCSEM) has been developed to statistically analyze ash chemistry and physical aspects.
This technique has advantages over the traditional SEM–EDS technique in that it
automatically locates individuals in a number of coal, char and ash particles and
determines the size, shape and mineralogy (57, 58). However, it also has its limitations,
such as complex data interpretation and the fact that one element can only be assigned to
one mineral category (59, 60).
Matjie and Van Alphen (61) successfully analyzed a Sasol (South African Coal, Oil,
and Gas Corporation) gasification ash using CCSEM and X-ray diffraction (XRD).
Detailed mineralogical and chemical information was obtained to identify a number of
potentially viable byproducts from the bulk ash.
Vuthaluru and French (62, 63) conducted a systematic investigation on the ash
chemistry and mineralogy of an Indonesian coal during combustion in both laboratory
and pilot scale furnaces. For the laboratory scale, ash formation experiments using raw
21
coal, washed coal, raw coal and a bauxite mixture were carried out using a drop tube
furnace at 1473 and 1673 K, and the ash deposition experiments were performed under
1023 K with a rotating alumina probe oriented perpendicular to the particle laden gas
flow. Ash samples were characterized using XRD and QEMSCAN. The QWMSCAN is
an automated technique that can provide mineralogical data of samples. It combines
features from SEM, EDS and electron probe microanalyzer (EPMA). They found that the
ash that rebounded from the deposition probe had a lower glass content and higher
crystalline phase (quartz and mullite) than that adhered on the probe. Of the three coal
samples, the raw coal–bauxite ash has the lowest glass content with high corundum,
which indicates a low ash deposition propensity. The pilot scale experiments
substantiated the findings made in the laboratory scale experiments and suggested that a 3%
bauxite additive offers the best reduction in slagging and fouling propensities compared
to raw coal alone.
2.2.2
Ash Fusibility
Ash fusibility provides an indicator concerning ash melting and slagging behavior
in coal combustion and gasification. ASTM (64) describes in detail the standard method
to measure ash fusion temperatures. In brief, an ash sample is prepared by burning coal in
an oxidizing atmosphere at 972–1016 K. This ash is pressed into a mold to form a cone
shape. The cone is heated in an either oxidizing or reducing atmosphere at a heating rate
of 8 K/min. Cone deformation is visually observed. Temperatures associated with specific
cone deformation are recorded. Ash fusibility is characterized by four temperatures,
which are listed in Table 1. A schematic diagram illustrating the deformation of the cone
in the ash fusibility analysis is presented in Figure 6.
22
Table 1. Definition of ash fusion temperatures
Characteristic Temperature
Definition
Initial deformation temperature (IT)
The cone begins to deform
Softening temperature (ST)
The cone has deformed to a spherical shape
Hemispherical temperature (HT)
The cone has fused to a hemispherical lump
Fluid temperature (FT)
The cone has melted to a nearly flat layer
Figure 6. Cone deformation at different ash fusion temperatures.
The composition of elements in coal ash has a strong influence on the ash fusibility
(44, 49, 65). The mineral matter in the ash exists as higher-oxidized forms in an oxidizing
atmosphere, whereas it exists as reduced or lesser-oxidized forms in a reducing
environment. Because the melting temperatures of these forms are different, the ash
fusion temperatures measured under oxidizing condition and reducing condition are
different.
For example, bituminous ash usually has a high content of iron, which can exist as
reduced or lesser-oxidized forms (Fe, FeS2 and FeO) in reducing environment and
higher-oxidized forms (Fe2O3 and Fe3O4) in oxidizing environment (65). The melting
temperatures are usually higher for the higher-oxidized forms than for the reduced and
lesser-oxidized forms. Therefore, the presence of a large amount of iron in bituminous
23
ash significantly influences its fusion temperatures. As the amount of iron in coal ash
increases, the difference between oxidizing fusion temperatures and reducing fusion
temperatures increases. However, lignitic ash usually contains a low content of iron and a
high content of calcium and magnesium. The oxidized forms of calcium and magnesium
have lower melting temperatures than their reduced forms. Consequently, the oxidizing
fusion temperature of lignitic ash may be lower than the reducing fusion temperature. As
can be expected, the higher content of calcium and magnesium the coal ash contains, this
effect will be more prominent.
The base to acid ratio also provides an indication on the melting and viscosity
properties of coal ash. Bases and acids in coal ash can form compounds that have lower
melting temperatures than the original bases and acids. When the base to acid ratio
approaches 1, the melting temperature of coal ash reaches a minimum value. When the
base to acid ratio deviates largely from 1, the melting temperature of coal ash reaches a
maximum value.
Although ash fusion analysis has been widely used in predicting ash melting
behavior, it is not satisfactory in many practical applications because of its limitations (49,
59). For example, ash used in ash fusibility tests is produced under laboratory conditions
that differ greatly from practical combustion and gasification conditions. Moreover,
measurement of ash fusion temperatures is based on visual observations, which are
subjective and have a shortcoming of poor repeatability and reproducibility. A deviation
of 200 ºC in ash flow temperature has been reported by different labs on the same coal
ash (66).
24
2.3 Ash Deposition and Slagging Behavior
Ash deposition and slagging is one of the major issues in the design and operation
of pulverized coal combustion and gasification systems. It is essential to clarify the
mechanism of ash deposition and establish a model to predict it. Investigations
concerning the mechanism and models for predicting ash deposition and slagging under
both combustion and gasification conditions are presented in this section. Although
combustion is different from gasification, many of the research results about the ash
deposition and slagging under combustion conditions can provide indication to research
under gasification conditions.
2.3.1
Mechanisms of Ash Deposition and Slagging
Generally, there are four steps (67) involved in ash deposition or slagging: 1) ash
formation; 2) transfer of ash particles to the wall surface; 3) sticking or rebounding; 4)
deposit build-up or slagging.
2.3.1.1
Ash formation.
Ash is formed from inorganic species in the coal
during coal burnout process. Ash formation is therefore strongly influenced by the coal
burnout process. Ash generated by coal combustion typically has a bimodal size
distribution: two peaks above and below 2 µm (13). Ash particles larger than 2 µm
(coarse ash) result from char fragmentation, coalescence or agglomeration of fine
particles. Ash particles less than 2 µm (fine ash) are formed from vaporization,
condensation, aggregation of mineral matter released during combustion.
In pulverized coal combustion and gasification, different minerals undergo
different physical–chemical transformations because of the variation in their association
with coal matrix, resulting in different contributions to ash formation (45, 46, 65, 68).
25
Generally, excluded minerals are in equilibrium with the bulk gas environment at the gas
temperature in the combustor or gasifier, whereas included minerals are in equilibrium
with the local atmosphere at the local temperature within the char particles (65). Liu et al.
(69) studied ash formation from excluded minerals considering mineral–mineral
association. In their work, three size-graded Australian coals were burned in a drop tube
furnace at 1673 K. Both the coals and ash were analyzed by QEMSCAN to reveal the
transformation in the morphology of different minerals. Results show that illite, ankerite
and siderite change spherical shape after combustion, whereas other minerals do not have
significant changes in morphology.
Wu et al. (31) investigated the influence of char structure and burnout on ash
liberation from included minerals. In their work, size-selected (63–90 µm) coal particles
were combusted in a drop tube furnace at 1573 K to five burnout levels. Experimental
data showed that char structure determined the ash liberation at different burnout levels.
Highly porous char had a tendency to fragment and to release fine ash particles, while
low-porosity char had less fragmentation and formed coarse ash particles in the late stage
of burnout by coalescence of the mineral matter. Wu et al. (32) also studied the effect of
pressure on ash formation using a pressurized drop tube furnace. Results showed that ash
generated at high pressure is much finer than that generated at low pressure. This
difference is attributed to the structure difference of chars generated at different pressures.
These results confirm previous claims that ash formation is related to the structure and
morphology of char. Quann and Sarofim (48) investigated the transformation of
organically bound minerals during lignite combustion using scanning electron
microscopy. Char particles with different conversions were obtained by burning coal
26
particles in a laminar flow DTF at different residence times. SEM micrographs of the
char particles showed that the atomically dispersed alkaline earth metals formed
submicron mineral grains on the char surface at low burnout. The submicron minerals
coalesced into ash droplets in a size range of 1–10 µm. Many small ash particles in the
size range of 1–8 µm were also formed by shedding from the char surface. Kang et al. (34)
studied the effect of char structure on ash formation during pulverized coal combustion.
In their study, char samples with two kinds of porous structures were prepared by
different heating rates. Cenospheric char was generated by introducing coal particle into a
laminar flow reactor heated to 1650 K, and noncenospheric char was generated in a
pyrolysis oven heated at 0.1 K/s. Experimental data showed that cenospheric char yielded
more fine ash particles than noncenospheric char. They concluded that the macropore
structure influences the ash formation by inducing fragmentation and controlling the
extent of ash coalescence.
2.3.1.2
Transfer to the wall. Wall (70) summarized the mechanisms of ash
transferring to the wall surface in a pulverized coal-fired boiler. On the basis of the size
distribution of ash particles, three modes were identified: (1) Ash particles larger than
10–15 µm are transferred to the wall surface by inertial impaction. 2) Fine ash (less than
1 µm or 10 µm) are transferred by thermophoresis and eddy diffusion. 3) Vapors and
gases are transferred by molecular diffusion and condensation. Baxter and colleagues (71,
72) laid the foundation for ash deposition by proposing five mechanisms of ash particles
transferring to the wall surface: inertial impaction, thermophoresis, condensation,
chemical reaction and eddy impaction. Inertial impaction has been identified as the
dominating mechanism in ash deposition (73). The other four mechanisms, which are
27
called near wall effects, were shown to be insignificant compared to inertial impaction
(74, 75). Details of these mechanisms will be presented in the following sections.
Inertial impaction refers to the process in which particles are transported to the
target surface by gas flow and impact on the surface. A conceptual illustration of inertial
impaction is shown in Figure 7. Large or heavy particles with high kinetic energy tend to
traverse the streamlines and hit the obstacle. Small or light particles with low kinetic
energy are prone to bypassing the obstacle by following the gas streamlines. The
impacted particle might rebound or adhere depending upon the particle and impaction
surface properties.
Figure 7. Schematic illustration of inertial impaction on a cylinder in cross flow: gray
blobs represent ash particles.
28
The rate of inertial impaction (impaction efficiency) depends on the impaction
surface geometry, particle size and density and gas flow properties. For example, the
impaction efficiency increases as the Stokes number of the particle increases.
Calculations of impaction efficiency as a function of Stokes number can be found
elsewhere (76–79). Another factor that affects the inertial deposition rate is the particle
capture efficiency, which is a function of ash particle chemistry and viscosity, the deposit
surface composition, morphology and viscosity (80). It can be estimated from empirical
correlations based on the parameters above. There are large variations in capture efficiencies
of different chemical components. The tendency of each mineral component to deposit on
the surface is directly proportional to its chemical composition (72). The product of the
inertial impaction efficiency and the capture efficiency yields collection efficiency.
Collection efficiency is a measure of the ratio of ash particles deposit on the surface to
the ash particles impact the surface.
In general, the rates of inertial impaction on cylinders in cross flow, i.e., ash
particles approaching heat transfer tubes, have been well established, whereas the rates on
walls in parallel flow (resembling particles impacting gasifier walls) are less well
established (72). The particle capture efficiency, which was shown to be representative of
the intrinsic tendency of ash particles to deposit (81), is far from being well understood.
Thermophoresis is the movement of particles caused by local temperature gradient.
Usually large or heavy particles move along the direction of gradient, whereas small or
light particles exhibit opposite behavior. In most cases thermophoretic deposition is
negligible, but in some cases it makes a major contribution to the deposition of
submicron ash particles. Thermophoretic deposition rate usually decreases as the
29
deposition layer builds up, which increases the surface temperature of the deposition
layer and thus reduces the temperature gradient.
Condensation is the process that released inorganic vapor deposits on a surface
cooler than the vapor phase. The condensed vapor on the deposition surface influences
the overall ash deposition behavior by forming a sticky surface on the deposition target.
Usually low-rank coals release more inorganic vapor than high-rank coals. Therefore, it is
not a major contribution to ash deposition for high-rank coals.
Chemical reactions may occur between gas phase and the ash deposit. These
reactions can be divided into three main categories: sulfation, alkali absorption and
oxidation.
Eddy impaction involves only fine (submicron) ash particles. These fine particles
are too small to impact the gasifier wall by inertial impaction based on Stokes number
calculated with average stream velocities. Turbulent eddies add momentum to these
particles and disrupt steady streamlines so that these particles have enough momentum to
impact the gasifier wall. Since turbulent eddies are difficult to describe, this process is
less understood than any of the processes discussed in this section. Its description is
related mainly to empirical coefficients.
2.3.1.3
Sticking and rebounding.
Upon transferring to a target surface, an
ash particle either sticks to the surface or rebounds from the surface depending on the
overall effective stickiness (73). The overall effective stickiness is a function of ash
particle stickiness and impaction surface stickiness. The stickiness of ash particles upon
impaction on a surface is a function of surface tension, kinetic energy and viscosity of the
particle. The stickiness of the impaction surface is determined by the surface property.
30
Issak et al. (82) found that for synthetic ash the stickiness criterion is 10–20%
weight fraction liquid phase in the particle. Experiments and thermodynamic calculations (83)
using synthetic ash particles confirmed that a weight fraction of 15–70% melting phase is
required for an ash particle to be sticky, when the ash is alkali-rich. That is, the threshold
stickiness criterion for alkali-rich ash is 15% weight fraction of molten phase. However,
for silica-rich ash, the threshold stickiness criterion is a viscosity range of 105–108 Pa·
s
for a particle with kinetic energy typical of coal-fired boilers (80). Below this critical
viscosity, ash particles adhere to the surface, whereas above this critical viscosity,
particles rebound. The stickiness was shown to be a function of temperature because the
viscosity of the ash is a function of temperature. A sticky ash may rebound from the
target surface if the kinetic energy of ash particle is too high, i.e., the impacting velocity
is too high (73). If the kinetic energy is too low, the ash particle will follow the gas
stream around the target surface, rather than colliding with the surface. Walsh et al. (84)
found that the there is a narrow size range (large enough to impact and small enough to
stick) for coal ash particles to stick on the target surface. It was also found that there is an
optimal velocity for coal ash particle to stick on the surface (85).
These sticking criteria, however, were derived from properties of synthetic ash
(pure inorganic minerals) and did not consider the residual carbon in the ash particle. For
an ash particle formed in a boiler or a gasifier, there is always residual carbon although its
content decreases as the burnout increases. Consequently, many researchers studied the
deposition behavior of ash particles containing residual carbon, i.e., during the burnout
process of coal. McCollor (86) investigated ash deposit initiation in a simulated fouling
regime. Five coals of different ranks were combusted in a laminar flow reactor with
31
various oxygen concentrations. Ash deposit was collected on a water-cooled probe that
was maintained at 773 K. The gas temperature at the coal injection point and deposition
point were 1773 and 1473 K, respectively. SEM analyses on the ash deposit and fly ash
sample showed that: (1) Oxygen concentration plays a minor effect on deposit initiation.
2) The deposit initiation layers feature characteristic components with critical mass and
viscosity. 3) The propensity for initial ash deposition can be roughly related to the
fraction of ash particles in the bulk fly ash possessing these characteristic components.
Srinivasachar et al. (80) investigated the inertial deposition of ash generated from
combustion of a Texas lignite coal to validate the stickiness criterion of 107 Pa·
s.
Vuthaluru and French (62) conducted ash deposition experiments during the combustion
process of an Indonesian coal and the coal with bauxite additive using a drop tube
furnace at a probe temperature of 750 ºC. QEMSCAN analyses on samples from burning
pure coal showed that the deposit sample has high silica, iron and moderate aluminum
elements with lower glass content, compared with the ash formation sample. In contrast,
the ash deposit sample from coal with bauxite additive has low silica, iron and high
alumina contents. Results also showed that ash particles in this deposit are distributed
sparsely, suggesting the lack of a deposit initiation layer. Russell et al. (87) performed ash
deposition experiments of a Spanish anthracite to study the effects of mineral
distributions on slagging propensity. Slags were prepared by burning different fractions
of density-separated coals (original coal, fraction containing mainly excluded minerals
and fraction containing mainly included minerals) in an entrained flow reactor (EFR)
under combustion conditions. CCSEM characterization of the slag samples showed that
coal with excluded minerals produces a slag with similar nature and chemistry to the
32
original coal. However, coal with included minerals produces a vitreous, iron-rich ash
deposit. Wall (70) reviewed transformations of excluded and included minerals and their
roles in ash deposition in pulverized coal combustion.
Koyama et al. (88) studied the ash deposits on the wall of a 50 t/day two-stage
entrained-bed coal gasifier. This study relates the property of ash deposits to the slagging
behavior of the coal gasifier. The gasifier was operated at 1270–1870 K under 3 MPa for
218 hours. Morphological characterization using SEM, EDS and XRD classified the ash
deposits into three groups: powder, lump and slag. The powder and lump adhered to the
gasifier wall very weakly whereas the slag adhered to the wall very strongly. The powder
contained char particles which served as a dispersive material preventing sintering on the
wall. The presence of char particles increased the sintering temperature because carbon
has a higher melting temperature than inorganic minerals. This dispersive effect
decreased as the carbon content in the char particles decreased. The carbon content was
affected by the oxygen to coal ratio in the feed of the gasifier.
Bool and Johnson (89) studied the effect of residual carbon on ash deposition
behavior during the reducing stage of two-stage coal combustion. In their work, two sets
of experiments were performed using an entrained flow reactor (EFR) to evaluate the ash
stickiness at various degrees of char burnout. In the first set of experiments, a Pittsburgh
#8 coal was fed into the EFR under fuel lean conditions and at 1573 K. Specific char
conversions were achieved by varying the residence times of coal particles in the reactor.
Two deposition probes were placed perpendicular to the flow direction for ash deposit
collection. Results showed that the collection efficiency increased dramatically until
approximately 70% carbon content and then remained essentially unchanged. This
33
observation suggests that there is a critical char burnout for the ash stickiness of this
particular coal. Control experiments using four bituminous coals showed that the ash
stickiness increases as increasing the stoichiometric ratio in the gas flow, because of the
decrease of residual carbon content in the ash. A simple model was developed to correlate
the effective ash stickiness with carbon burnout:
𝜂𝑒 = 𝜂𝑎𝑠 ⋅ 𝑋𝑐
(5)
where 𝜂𝑒 is the collection efficiency of the carbon-containing ash, 𝜂𝑎𝑠 is the
collection efficiency of the pure ash, and 𝑋𝑐 is the carbon burnout. This model is in good
qualitative agreement with the experimental data for the washed Pittsburgh #8 and the
Black Thunder coals. However, it underpredicts the collection efficiency at low carbon
conversion for the high-ash run-of-mine Pittsburgh #8 and the Silverdale coals. This
underestimation may be caused by the excluded ash in the coal, which is not considered
by the model. The excluded ash exists as mineral grains in the coal and forms sticky ash
particles during combustion, even at low carbon conversion. The model also overpredicts
the collection efficiency at low carbon conversion for the low-ash cleaned Pittsburgh #8
coal. This overestimation may be due to the atomically dispersed inorganic materials in
the cleaned coal. The atomically dispersed inorganic material has a different releasing
mechanism than the extraneous ash minerals. The exposure of the atomically dispersed
inorganic material requires higher carbon burnout than the excluded ash minerals.
All the ash deposition experiments mentioned above focused on combustion
conditions, featuring a traditional experimental setup that utilizes a cylindrical deposition
probe (rotating or non-rotating) perpendicular to the particle laden gas stream at the
34
bottom of an entrained-flow reactor (or a drop-tube furnace). The deposition probe was
usually gas cooled to a temperature much lower than that in the reactor. This kind of
configuration was designed to simulate ash deposition caused by inertial impaction on
cylinders in cross flow, i.e., ash particles approaching heat exchanger tubes.
Deposit build-up and removal.
As stated in the previous section, a weight
fraction of 15–70% molten phase or a viscosity of 105–108 Pa·
s is the threshold criterion
for ash to be sticky. Both of the two stickiness criteria depend on the temperature for a
specific ash. As temperature increases, the melting phase fraction increases and the ash
viscosity decreases. Roughly, the ash melting behavior can be inferred from the ash
fusion temperatures. Because of the large variation of the composition of the ash, the
fusion temperatures vary a lot: below, within and above the typical operating
temperatures of coal gasifiers. If the initial deformation temperature is above the
temperature in the gasifier, ash particles most likely exist as nonsticky solid particles
(containing less than 15% molten phase). These solid particles will bounce off upon
impacting the gasifier wall or at worst deposit as dust particles that are easily removed. If
the initial deformation temperature is below the temperature in the gasifier, ash particles
tend to melt and form molten slag or at least soften to a plastic state (containing more
than 15% molten phase). The plastic matter or molten slag will deposit on the gasifier
wall, which is called slagging. The slagging behavior is dependent on both the ash fusion
temperature and the gasifier wall temperature. If the gasifier wall temperature is higher
than the ash fluid temperature, the slag (containing more than 70% molten phase) is
prone to flow down the wall and is continuously removed. The thickness of the slagging
layer is limited, which does not affect the operation of gasifier. However, if the wall
35
temperature is between the initial deformation temperature and the hemispherical
temperature, the ash will be too viscous to flow and the deposit will build up on the wall
surface. In this case, the formed slag layer will significantly affect the operation of the
gasifier causing unscheduled shut down and excessive maintenance.
Unfortunately, most coals have a wide ash fusion temperature range (IT to HT)
which covers the typical operating temperature of modern coal gasifiers. Therefore,
slagging can be a serious concern for many coal gasifiers.
For the continuous operation of a coal gasifier, a stable removal of slag is very
important. Otaka et al. (6) developed a numerical model simulating the molten slag flow
in a coal gasifier. This model was used to calculate the heat transfer in molten slag flow
with free surface and phase change (solidification) and provided the basis for a new
method evaluating of the discharging performance of a coal gasifier. By performing
calculations with three types of coals, they concluded that: (1) the surface level of slag at
the bottom of the gasifier rose as temperature decreased and this phenomenon can be
accelerated by the formation of a solidification layer, and (2) the temperature at which
overflow of molten slag occurs can be predicted by the simulation tool and this
temperature can serve as an important index in operating the gasifier.
Rawers et al. (90) studied the initial interaction of coal slag with refractory
materials. They compacted gasifier slag on the surface of a new series of high-chromia
alumina sesquioxide refractories and increased the temperature to that of typical
commercial gasifiers in an Ar–CO reducing atmosphere. Upon melting, the slag contact
angle, slag spread along the interface and the slag penetration were monitored by a
camera. The slag wetting (contact angle less than 90º) did not occur until 100 K above the
36
melting temperature. The researchers suggested that a single factor played a controlling
role in these phenomena. The activation energy associated with this factor was
determined to be 226.8±4.2 kJ. They concluded that the slag infusion or wicking into the
refractory played a more important role than the change in surface wetting in the
slag–refractory wetting mechanism. They also concluded that the slag infusion rate was
dependent on the slag composition: the lower the iron content in the slag, the greater the
wicking action.
2.3.2
Prediction and Modeling of Ash Deposition and Slagging
Various levels of models for prediction of ash deposition and slag removal have
been developed. These models employ slagging indices, ash deposition mechanisms,
thermodynamic calculations and computational fluid dynamics (CFD).
Traditional models apply slagging indices based on ash composition, ash fusion
temperatures and ash viscosity to predict slagging potential of coal ash (44). These
engineering indices were developed for specific coal types as an industrial standard. A
summary of these indices is presented in Table 2.
Improved models are based on ash deposition mechanisms described in section
2.3.1. Baxter and co-workers (71, 72) developed a mechanistic model describing ash
deposition during pulverized coal combustion on the basis of the transformation of
mineral matter during transport of ash particles to target surface. Contributions from
inertial impaction, thermophoresis, condensation and chemical reaction are included in
this model. The predicted deposition rate, morphology and strength of deposit are
consistent with the observations in a 600 MW utility boiler.
37
Table 2. Summary of engineering indices of slagging potential
Slagging Potential
Required Applicable
Index
Analysis
𝑅=
𝑅=
𝑅=
a𝐵𝑎𝑠𝑒
b
𝐴𝑐𝑖𝑑
𝐵𝑎𝑠𝑒 a
𝐴𝑐𝑖𝑑
𝐻𝑇+4𝐼𝑇 b
5
𝑜𝑥𝑖𝑑
𝑟𝑒𝑑
𝑇250
−𝑇10000
c
97.5
=
Coal
Low
Medium
High
Severe
Bituminous
<0.6
0.6–2.0
2.0–2.6
>2.6
Ash
chemistry
Ash
1343–1505 1422–1505
Lignite
>1343 K
Fusibility
< 1422 K
K
K
0.5–1.0
1.0–2.0
Bituminous
Viscosity
<0.5
Lignite
𝐶𝑎𝑂 +𝑀𝑔𝑂 +𝐹𝑒2 𝑂3 +𝑁𝑎 2 𝑂+𝐾2 𝑂
𝑆𝑖𝑂2 +𝐴𝑙 2 𝑂3 +𝑇𝑖𝑂2
>2.0
, 𝑆 = 𝑆𝑢𝑙𝑓𝑢𝑟, weight percent, dry based.
𝐻𝑇, hemispherical temperature; 𝐼𝑇, initial deformation temperature.
𝑇250 is the temperature at which the viscosity of ash is 250 poise in an oxidizing
𝑟𝑒𝑑
atmosphere and 𝑇10000
is the temperature corresponding to a viscosity of 10000 poise
in a reducing atmosphere.
c 𝑜𝑥𝑖𝑑
Other improved models use thermodynamic equilibrium calculations to evaluate
the properties, transformation and reaction of ash, which exists as multicomponent and
multiphase during combustion and gasification. These models are based on the principle
of minimization of free Gibbs energy and thermodynamic data of ash components, with
an assumption that equilibrium can be reached in the system (70). Some commercial
software packages were developed, such as FactSage and Mingtsys. The thermodynamic
equilibrium can be combined with fuels analysis to calculate the temperatures at which
ash particle reach stickiness criterion. Mueller et al. (91) used thermodynamic
equilibrium analysis with chemical fractionation to predict the melting behavior of
biomass ash in a fluidized bed boiler. On the basis of the melting behavior as a function
38
of temperature, the stickiness criterion was determined. Van Dyk et al. (92) studied
mineral matter transformation during Sasol–Lurgi fixed bed dry bottom gasification using
high temperature XRD and FactSage modeling. The FactSage modeling result confirmed
the high temperature XRD observation and provided insight into specific mineral matter
transformation and reactions including organic and inorganic matter. However, the
complexity of the combustion system, great variation of coal composition and uncertainty
of some thermodynamic data may bring error in thermodynamic calculations. Carling et
al. (93) studied the complexity of applying thermodynamic equilibrium calculations to
study mineral matter during combustion. They found that the uncertainty can be several
orders of magnitude when the concentrations are low.
Wang and Harb (94) summarized ash deposition models based on ash chemistry
and deposition mechanisms. They pointed out that these models failed to predict local
deposition rates and the relationship between operating conditions and ash deposition
during coal combustion because they did not incorporate the combustion conditions.
They suggested that a comprehensive model considering the aerodynamics and other
operating conditions of the combustor needs to be developed.
The CFD based numerical simulation technology makes it feasible to incorporate
the furnace design and operating conditions into ash deposition models. Sophisticated ash
deposition models combining CFD and advanced ash analysis are capable of predicting
local ash deposition growth and heat transfer change through the furnace wall.
Lee and Lockwood (95) developed an ash deposition model combining the
CCSEM fly ash data and CFD. It takes into account the burner geometry, operating
conditions and ash properties. This model was validated in predicting the slagging
39
propensity of three U.K. coals in a pilot scale burner. The predicted heat flux agreed well
with the measured data (<8% error). The predicted slagging propensity and deposition
pattern were in qualitative agreement with observations. The model also successfully
predicted chemical partitioning in initial deposit layers. Ma et al. (96) developed a
comprehensive slagging and fouling prediction tool, AshPro, for coal-fired boilers. This
model integrates CFD simulation with ash behavior models. It is able to predict localized
ash deposition characteristics including deposit thickness, chemical composition, physical
properties and heat transfer and their effect on boiler operation. Validation of AshPro was
performed on a 512 MW tangentially-fired boiler. Wang et al. (97) developed a slagging
model for a coal-fired combustor. This model considers capture of char particles on the
molten slag wall surface and the combustion of these particles. It combines a wall
burning model with the conventional slag model. A comparison with pilot scale
experimental results showed that the wall burning effect should be taken into account in
modeling a slagging combustor. Shimizu and Tominaga (98) developed a model of char
capture by molten slag surface under high temperature gasification conditions. The char
particle was assumed to be captured if impacting the molten slag surface, whereas it was
assumed to rebound if impacting the char particle adhered to the slag surface. The
modeling results agree well with the experimental results performed in an EFR.
Coda et al. (99) investigated the slagging behavior of wood ash under
entrained-flow gasification conditions with both experimental and simulation approaches.
Experiments were performed in both atmospheric and pressurized EFRs, and the
simulation was carried out with thermodynamic equilibrium calculations. Both of the
reactors feature a multistage premixed flat flame gas burner to provide the fast heating
40
rate for devolatilization and the reaction gas for subsequent gasification. The downstream
reactor tube is electrically heated to ensure a constant temperature for gasification. In
their experiments, the flame temperature was set to be about 2323 K and the reactor tube
temperature was kept at around 1723 K. The pressurized reactor was operated at 1 MPa.
The ash deposition and slagging behaviors of three wood samples were characterized by
a deposition probe, equipped with an alumina deposition plate. The SEM images of the
deposition plate showed that wood ash was difficult to melt at conditions typical of coal
gasifiers (1573–1773 K) for slagging operation. The elemental analysis of the ash deposit
indicated that the high content of CaO increased the melting temperature of wood ash,
which could be decreased by Ca silicates. It was also observed that the ash deposition and
slagging behavior were not significantly affected by the pressure inside the reactor.
Thermodynamic equilibrium modeling showed that there is an optimum addition of flux
which can lower the ash melting temperature to a minimum point. The modeling work
also showed that the previous formulas for coal slag characterization could not be applied
directly to predict the characteristics of wood slag.
2.4 Concluding Remarks
Because of the large body of literature concerning coal gasification, this review is
focused on the porous structure of coal char and the formation mechanism and deposition
behavior of coal ash. Most of the research results are consistent, whereas discrepancies
do exist in many cases partially because of the complex properties of the coals and large
variations of experimental techniques used by individual studies. For example, there is a
general agreement that the porous structure plays an important role in determining the
reactivity of char and the formation of ash during pulverized coal combustion and
41
gasification. The evolution of surface area and pore size distribution has been widely
applied as macroscopic measurements reflecting microscopic changes in the porous
structure of the char particle, despite the controversy whether the total surface area or the
active surface area should be used to predict the char reactivity. Various pore models have
been developed to describe the porous structure of char and correlate char reaction rate
with surface area. Although every modeling result was shown to have reasonable
agreement with measured rates in its specific experiment, none of the models can be
applied to predict all the experimental data.
Most of the investigations on ash formation mechanisms and deposition behavior
were performed under conditions of coal combustion rather than gasification. However,
these studies can also help improve the understanding on the ash formation and
deposition under coal gasification conditions. Ash deposition mechanisms for different
ashes have been well studied. Coarse ash is mainly transported to the target surface by
inertial impaction, and fine ash is mainly transported by thermophoresis, condensation,
diffusion and eddy impaction. Inertial impaction has been identified as the most
important mechanism in ash deposition. The ash composition determines if an ash
particle adheres to the target surface upon collision. The fraction of molten phase plays a
controlling role for alkali-rich ash to deposit on the impaction surface, whereas the
viscosity plays a key role for silicate-rich ash. In addition, ash composition determines
the ash fusibility and viscosity.
Despite the large amount of research conducted in the area of char porous structure
and ash deposition, many issues remain unaddressed. A few of them are listed below. Few
of the previous experimental studies on the porous structure were carried out at high
42
temperatures (>1400 ºC) particularly in the late stage of conversion (>90%). Little
attention has been paid to characterizing the physical aspects associated with the
transformation from porous char to molten slag. Although the ash deposition caused by
inertial impaction on cylinders in cross flow has been well studied, the inertial impaction
on walls in parallel flow is not well understood. The variation of ash particle stickiness
during the char–slag transition has not been quantified. The stickiness criteria based on
synthetic ash need to be corrected for ash particles containing residual carbon, which is
common in practical pulverized coal gasification. The corrected ash stickiness criteria
need to be incorporated into advanced CFD models for enhancing the accuracy in
predicting ash deposition behavior. These problems are the motivation of this research.
CHAPTER 3
OBJECTIVES AND APPROACHES
This research is aimed at investigating the physical phenomena associated with the
transition from porous char to molten slag and ash deposition behavior during the
transition under gasification conditions. On the basis of the literature review in the last
chapter, five tasks were established:
1. Characterize physical changes of char particles in the late stages of gasification,
including particle density, size, internal surface area and mineral–carbon
association.
2. Use the physical changes to identify the critical conversion at which the
char–slag transition occurs.
3. Study ash deposition behavior on gasifier walls during the char–slag transition
under simulated gasification conditions.
4. Quantify the particle stickiness during the char–slag transition.
5. Develop an empirical correlation to describe the particle stickiness as a
function of conversion or residual carbon.
In order to finish these tasks, both experimental and modeling approaches were
undertaken. These approaches are briefly summarized as follows:
1. A laminar entrained-flow reactor (LEFR) which is capable of working at up to
1500 °C was designed and built. Using this reactor, two types of experiments
44
were performed: (1) char and ash formation experiments and (2) ash deposition
experiments.
2. In char and ash formation experiments, char and ash particles with various
conversions were prepared. These particles were characterized to identify the
changes in particle density, size, surface area and morphology. These data were
used to identify the char–slag transition.
3. In ash deposition experiments, particle collection efficiencies at different
conversions were measured. This information was used to derive the variation
of particle stickiness during the char–slag transition.
4. The particle stickiness was quantified as a function of conversion or residual
carbon of the particle. This information was used to develop a simple
expression for describing the evolution of particle stickiness during the
char–slag transition.
CHAPTER 4
EXPERIMENTAL DETAILS
This chapter presents in detail the experimental setup used for investigating the
physical phenomena associated with the char–slag transition and the ash deposition
behavior during the transition. It consists of three sections. The first section provides an
overview of the experiments, the second section describes the experimental apparatus and
procedures, and the last section presents the properties of the coal samples and introduces
the techniques employed to analyze the resulting char, ash and ash deposit samples.
4.1 Overview
The objective of the experiments was to investigate physical changes of coal char
during the char–slag transition and to provide data for an ash deposition model that can
be incorporated into CFD modeling of entrained-flow slagging coal gasifiers. Therefore,
experiments were mainly focused on the ash deposition behavior as well as the changes
in physical characteristics of char particles during the char–slag transition.
Three coals were selected for the experiments: an Illinois #6, a Pittsburgh #8 and a
Black Thunder from the Power River Basin (PRB). Two types of experiments were
carried out: char and ash formation experiments and ash deposition experiments. The
purpose of the char and ash formation experiments was threefold: (1) prepare and collect
char and ash particles with different conversions that cover the range of the char–slag
46
transition, (2) evaluate the physical changes of char and ash particles and the
transformations of mineral–carbon association in the char–slag transition, and (3) identify
an indicator for the char–slag transition. The goal of ash deposition experiments was to
assess the intrinsic propensity of particle deposition during the char–slag transition.
All the experiments were conducted in a high temperature laminar entrained-flow
reactor (LEFR). The LEFR has been widely used for studying coal conversion and ash
deposition behavior because it can provide well controlled experimental conditions while
closely representing the environment in a practical combustion or gasification system.
The char and ash formation experiments were performed using the three coals, whereas
the ash deposition experiments were conducted using the Illinois #6 coal and the Black
Thunder coal.
4.2 Experimental Setup
The LEFR used for performing char and ash formation experiments is shown
schematically in Figure 8. The experimental setup for conducting ash deposition
experiments is essentially the same as that for char and ash formation experiments except
the manner of sample collection, which will be described later. The LEFR comprises five
components: an electrically-heated furnace, a coal feeder, a water-cooling loop, a gas
supply unit and a sample collector. Details of the five components are presented in the
following section.
47
Figure 8. Schematic diagram of the experimental setup for performing char and ash
formation experiments.
48
4.2.1
Design of the Reactor
The design of the LEFR followed the principles established in the classic work of
Flaxman and Hallett (100) and also took into account previous designs of entrained-flow
reactor (101, 102) and drop tube furnace (103).
4.2.1.1
Furnace.
The furnace is the heart of the LEFR. It is a single zone
vertical furnace (Carbolite, STF 16/610). The furnace is electrically heated by six
rod-shaped SiC heating elements. A type R thermocouple is installed at the axial midpoint
of the furnace to provide a temperature measurement signal for the temperature controller.
The maximum operating temperature is 1600 ºC. The heated length of the furnace is 610
mm.
A section view of the furnace is shown in Figure 8. Two coaxial alumina tubes
(CoorsTek, 99.8% Al2O3) were installed inside the furnace. The inner tube serves as a
plug flow reactor. The annulus between the inner and outer tubes is used to preheat the
reaction gas before flowing into the inner tube. The outer tube is 8.89 cm o.d. × 7.94 cm
i.d. × 137 cm length. The inner tube is 5.72 cm o.d. × 5.08 cm i.d. × 102 cm length.
Porous insulation material with ultra-low thermal conductivity is used to fill the gap
between the furnace wall and the outer tube to minimize heat loss and to dampen thermal
shock at high temperatures. Reaction gas is injected through three ports on the bottom
flange of the furnace and is preheated while flowing upwards in the annulus between the
two coaxial alumina tubes. The gas then makes a 180°turn flowing through an alumina
honeycomb flow straightener and enters the inner reactor tube. As shown in Figure 8, the
honeycomb sits on the top of the inner alumina tube and is flush with the bottom of the
injection probe, which is the end of the injecting section and the start of the reacting
49
section. The o.d. of the honeycomb flow straightener fits the i.d. of the outer alumina tube
and the i.d. of the flow straightener fits the o.d. of the injection probe. A groove is cut on
the bottom of the flow straightener so that it can center the inner alumina tube. The
honeycomb has a configuration of 16 cell/cm2, an open frontal area of 72%, a hydraulic
diameter of 0.216 cm and a height of 5.08 cm. This configuration provides sufficient
pressure drop for generating a laminar flow, which is essential for the entrained particles
traveling along the centerline of the reaction tube to undergo identical reaction conditions.
Both of the ends of the two alumina tubes sit on aluminum flanges and are sealed with
silicone o-rings. The flanges hang on a triangle bracket.
4.2.1.2
Coal feeder. A schematic diagram of the coal feeder is presented in
Figure 9. The coal feeder consists of an infusion syringe pump (Harvard Apparatus,
552222) and a coal container. The coal container is made of an Acrylic tube (2.54 cm o.d.
× 1.90 i.d. × 25.40 cm length). The bottom of the coal container is attached to the syringe
holder of the infusion pump. The coal container is connected to the injection probe via a
stainless steel feeding tube. The bottom of the feeding tube is mounted on the injection
probe and the top of the tube flushes with the coal bed in the container. A loose Swagelok
fitting with Teflon ferrules is used to connect the feeding tube and the coal container to
allow the coal container sliding along the feeding tube. When the pump infuses, the coal
container is pushed upwards so that the coal bed is raised above the feeding tube and
those particles near the tube fall into it. Meanwhile, the coal container is vibrated by an
engraver to make the coal bed level. Coal particles that jump into the feeding tube are
entrained into the injection probe by a carrier gas. The feeding rate is controlled by the
travel rate of the syringe pump, which is in the range of 1–10 ml/hr.
50
Figure 9. Schematic diagram of the coal feeder.
Coal particles are pneumatically transported into the reaction zone of the reactor
via a water-cooled injection probe, which connects the feeder and the reaction zone
through a hole in the upper flange of the reactor. The injection probe is made of three
coaxial stainless steel tubes, which form two annuluses. Cooling water flows through the
two annuluses to prevent the coal particles from being devolatilized before entering the
reaction zone. The probe has a dimension of 1.27 cm o.d. × 0.22 cm i.d. × 86 cm length.
Indeed, the selection of the cross sectional area of the annulus is a compromise between
cooling capacity and gas flow stability. Although a larger annulus can provide higher
cooling capacity, the annulus must be as thin as possible to minimize heat loss from the
reactor and to prevent turbulence at the gas inlet of the reaction zone. An insulation plug
51
is installed on the cooling jacket of the injection probe to avoid cooling the preheated
reaction gas.
4.2.1.3
Sample collection.
In the ash formation experiments, the reacted
gas–solid mixture exited the reactor through a water-cooled collection probe. A section
view of the collection probe is shown in Figure 8. The probe is made of three co-axial
stainless steel tubes with an inverted cone-shaped head. The collection probe is 3.18 cm
o.d. × 1.52 cm i.d. × 96.52 cm long. The cone has an angle of 45ºwith respect to its axis
and an outside diameter of 4.762 cm on the top. It covers about 88% of the cross
sectional area of the reactor tube, which increases the collection efficiency. A porous
stainless steel tube is installed inside the collection probe to form an annulus. Nitrogen
gas is introduced into the annulus and permeates through the micropores of the porous
tube. This gas flow quenches the reacting stream and reduces the thermophoresis deposit
of the solid particles on the probe surface. Calculation of the quenching rate is included in
Appendix A. Most of the solid particles are collected in a cyclone. The tar and fine
particles are captured on a Teflon filter installed after the cyclone. A schematic diagram
of the cyclone collector is presented in Figure 10.
The cyclone consists of a particle-laden gas inlet, a gas outlet, a cylindrical body, a
cone section and a particle outlet. The particle-laden gas exiting the collection probe
enters the cyclone via the gas inlet. Particles with desired diameters fall out of the
cyclone through the particle outlet at the bottom of the cyclone.. Fine particles and gas
leave the cyclone via the gas outlet on top of the cyclone. The cyclone is made of glass
allowing the determination of the start of the experiment by observing the particles
entering the cyclone.
52
Figure 10. Schematic diagram of the cyclone used for collecting char and ash particles.
Cyclones have been widely used for gas–solid separation. The basic principle of
cyclonic separation is centrifugal force. In brief, a high speed vortex flow is formed when
the particle-laden gas flows into the cyclone. Large or heavy particles with high inertia
cannot follow the flow stream and strike the wall of the cyclone, falling to the bottom of
the cyclone and being collected in a container. The gas stream with small or light
particles exits from the top of the cyclone. The most important parameter of the cyclone
is the cut diameter. It is defined as the size of the particle that can be removed from the
gas flow with 50% efficiency. Design of the cyclone based on the desired cut diameter
has been well established (104). The cyclone used in this study has a cut diameter of 2–4
53
µm depending on the gas flow rates in the LEFR. Detailed design of this cyclone and the
calculation of cut diameter are presented in Appendix B.
In the ash deposition experiments, the collection probe was replaced by a specially
designed deposition probe. The overall experimental setup and the section view of the
deposition probe are shown in Figures 11 and 12, respectively.
The deposition probe consists of an alumina tube and a clean alumina plate. A 45º
(with respect to the cross-sectional plane of the probe) V-shaped groove was cut on top of
the alumina tube for housing the alumina plate. This configuration allows simulation of
inertial impaction on refractory walls because: (1) the alumina plate has a ceramic surface
similar to the fresh refractory wall, and (2) the uncooled plate has a surface temperature
roughly the same as that of the uncooled refractory wall. A clean alumina plate was used
because this research was focused on the intrinsic particle surface stickiness and the
initial stage when the slagging layer starts building up. Reacted particles struck the plate
when the particle-laden gas stream approached the plate at a 45ºangle. Upon impaction,
particles with sufficient stickiness adhered on the deposition plate and were designated as
deposit sample. Ash particles that did not adhere onto the plate were received by a
cyclone at the bottom of the deposition probe.
The deposition plate is removable from the deposition probe so that it can be
weighed before and after the deposition experiment. The weight difference is the weight
of particle that deposit on the plate.
The 45°incident angle was randomly chosen because this study was focused on
the particle stickiness and the incident angle only affects the rebound velocity, i.e., does
not change the particle stickiness.
54
Figure 11. Schematic diagram of the LEFR configuration for conducting deposition
experiments.
55
Figure 12. Section view of the deposition probe.
56
4.2.1.4
Water cooling system.
Cooling water circulates through the injection
probe and the collection probe to protect them against high temperature. The cooled
injection probe protects the coal particles from being devolatilized before reaching the
reaction zone. The cooled collection probe helps quench the reacting particle–gas mixture
exiting the reaction zone. A closed-loop water circulation system was designed and built
to provide sufficient, reliable cooling capacity while saving water. Detailed information
concerning the water circulation system is presented in Appendix C.
4.2.1.5
Gas supply unit.
The function of the gas supply unit is to provide
reaction gas, carrier gas and quenching gas for the reactor. It consists of two nitrogen gas
cylinders, one air gas cylinder, gas regulators, rotameters, valves and gas tubes. The
rotameters have an accuracy of 5% of the maximum flow rate. Detailed configuration of
the gas supply unit is presented in Appendix D.
4.2.2
Operation of the Reactor
4.2.2.1
Temperature control.
A temperature controller is used to provide
programmed heat-up and cool-down for the reactor. Under normal operating conditions, a
ramp rate of 4 K/min is used in both heat-up and cool-down to reduce thermal shock to
the alumina tubes. It usually takes 5 hours to reach 1473 K from room temperature and 6
hours to cool down to the room temperature. During heat-up and cool-down, a small
amount of nitrogen gas flow is supplied to the reactor protecting the alumina tubes and
the honeycomb flow straightener. During normal down times (weekends and nights), the
temperature was kept at 1000 K to extend the life of heating elements and alumina tubes.
4.2.2.2
Gas supply and reactor pressure.
The flow rates of gases are
controlled by rotameters (Cole Parmer, direct reading), which have a maximum error of 5%
57
of their ranges. Pressure regulators are installed between gas cylinders and rotameters to
provide stable gas flow. Rotameters are calibrated by bubbling flowmeters before running
experiments.
The pressure inside the furnace is monitored by a Magnehelic differential pressure
gauge (Dwyer, 2320) that is connected to the reactor through a hole on the top flange via
a 3.3 mm Teflon tube. The reactor is usually maintained at atmospheric pressure by
adjusting the power of the vacuum pump.
4.2.2.3
Residence time.
The residence time of particles in the reactor is
determined by the length of reacting pathway and the gas velocity inside it. The length of
the reaction pathway is 610 mm. The gas velocity inside the reactor can be adjusted by
the flow rate of the reaction gas. For gasification experiments, a long residence (about 5 s)
is desirable. For a 610 mm reacting length and a 1400 ºC operating temperature, a gas
velocity of 0.12 m/s is required at the axis of the reactor to achieve this residence time.
The corresponding reaction gas flow rate is around 2.5 standard liter per minute (SLPM)
and the corresponding Reynolds number of the gas flow is 28. The velocity of the carrier
gas can be several times of that of the reaction gas while still keeping a stable laminar
flow (100).
4.2.3
Characterization of the Reactor
4.2.3.1
Feeding rate.
For a steady state gasification experiment, a constant
feeding rate is necessary. The feeding rate of the coal feeder is determined by the infusion
rate (ml/hr) of the syringe pump and the tap density of the coal particles. The feeding rate
was calibrated at various infusion rates of the syringe pump with a coal bulk density of
0.7 g/cm3. The calibrated result is shown in Figure 13.
58
Figure 13. Feeding rate calibration of the coal feeder.
The measured feeding rate was determined by dividing the weight loss of the coal
feeder by the run time. The nominal rate was calculated by the product of the coal bulk
density and the syringe pump infusion rate. This calibration curve was used for
calculating actual feeding rate of coal particles in the experiments.
4.2.3.2
Collection efficiency.
The collection efficiency of the collection
probe is defined as the ratio of the particles collected in the cyclone to the total particles
flowing down in the reaction tube just above the collection probe. The collection
efficiency was tested by feeding and collecting coal particles at room temperature. All the
other conditions were the same as when operating the reactor at high temperature. For a
610 mm reacting length, the collection efficiencies at various feeding rates are presented
in Figure 14. At about 1.75 g/hr feeding rate, a collection efficiency of 90% was achieved.
The other 10% of the particles deposit on the inner wall of the collection probe.
59
Figure 14. Measured collection efficiency of the collection probe at various feeding
rates.
4.2.3.3
Temperature calibration.
The temperature profile at the centerline of
the furnace was measured to compare with the temperature controller settings. Five
points equally spaced at the axis of the reaction tube were selected for temperature
measurement using a type K thermocouple (3.3 mm diameter). Each measurement was
taken with a nitrogen gas flow of 3 SLPM, which is a typical flow rate used in the
experiments. The temperature profiles that were measured at furnace set point
temperatures of 800, 1000 and 1200 ºC, respectively. The measured temperature profile
and the set points are plotted in Figure 15 for comparison. This temperature calibration
curve provides the basis for setting the temperature controller when running experiments.
For example, for an experimental temperature of 1200 ºC, the temperature controller was
set at 1225 ºC for compensating the difference between the actual temperature and the
temperature controller signal.
60
Figure 15. Axial temperature profile of the reactor.
4.3 Experimental Procedures
Experimental procedures were basically the same for the two types of experiments.
In brief, coal particles were injected from the top of the reactor into a premixed,
preheated air–nitrogen gas stream and were partially converted at various residence times.
In the ash formation experiments, resulting particles exit the reactor through a
water-cooled, nitrogen-quenched collection probe and were collected in a cyclone. Each
experiment was run for 2 hours to collect sufficient particles for further analyses.
In the ash deposition experiments, char and ash particles with different degrees of
conversion approached the deposition plate before exiting the reactor. Upon impaction,
particles with sufficient stickiness adhered on the deposition plate and were designated as
deposit sample. Ash particles that did not adhere on the plate were received by a cyclone
at the bottom of the deposition probe. After the ash deposition experiment, nitrogen was
fed into the reactor to provide an inert environment for the deposit on the plate until the
61
reactor cooled down. The deposition probe was then taken out of the reactor and the
deposition plate was removed for weight measurement. The weight of deposit was
determined by the weight difference of the deposition plate before and after the
deposition experiment. Each deposition experiment was run for 2 hours to collect enough
deposit to minimize the weighing error.
4.4 Experimental Conditions
The experimental conditions were identical for char and ash formation experiments
and ash deposition experiments. The pressure inside the reactor was maintained at
ambient pressure, 0.85 bar (the altitude of Salt Lake City is about 1350 m). The furnace
temperature was set to either 1400 or 1500 ºC by using the temperature calibration curve
in Figure 15. The temperature was chosen to be above the ash flow temperature of the
specific coal ash. The feeding rate of coal particles was 30 mg/min to avoid particle
agglomeration in the injection probe. The flow rate of air in the reaction gas mixture was
varied for different coals to keep a stoichiometric ratio (oxidant/fuel, molar basis) of 0.7,
which provided an overall reducing atmosphere in the reactor. The term oxidant is
defined as the oxygen in the air and coal. The term fuel refers to all the combustible
elements (carbon, sulfur and hydrogen) in the coal. The experimental run for preparing
fresh chars by devolatilization used pure nitrogen. The residence time of the coal particles
in the reactor was varied from 1 to 6 s in 1 s increment. The use of a long residence time
was due to the low oxygen content (0.7%–4.6%) in the reaction gas in accordance with
the low feeding rate of coal. Experimental conditions for different coals are summarized
in Table 3. Detailed experimental parameters for achieving these experimental conditions
are presented in Appendix E.
62
Table 3. Experimental conditions for different coals
Experimental Conditions
Coal
Stoichiometric Ratio (O2/C)a Temperature (°C)
Residence Time (s)
Illinois #6
0, 0.7
1400, 1500
1–6
Black Thunder
0, 0.7
1400
1–5
Pittsburgh #8
0, 0.7
1500
1–6
a
Molar basis.
The Reynolds number of the gas flow inside the reactor was calculated by
𝑅𝑒 =
𝜌 𝑔 𝜐 𝑔 𝐷𝑡
𝜇𝑔
(5)
where 𝜌𝑔 is the gas density (kg/m3), 𝜐𝑔 is the mean gas velocity (m/s), 𝐷𝑡 is the tube
diameter (m) and 𝜇𝑔 is the gas viscosity (Pa·s). Reynolds numbers of the gas under
typical experimental conditions (1400–1500 °C, 1–6 s residence times) are presented in
Figure 16. The maximum Reynolds number in the experiments is below 50, which
indicates a laminar flow, in which the particles travel along the centerline.
The laminar flow can be assumed to be a plug flow, in which the mass transfer of
oxidants in the radial direction (from the near-wall region to the centerline of the reactor)
of the bulk phase is dominated by molecular diffusion. Molecular diffusion is much
slower than convection. Although an overall stoichiometric ratio of 0.7 guarantees
insufficient oxygen for complete combustion of the coal, oxygen molecules might be
present in the near-wall region because coal particles travel along the centerline of the
reactor.
63
Figure 16. Reynolds number of the gas flow in the reactor under typical experimental
conditions.
As a matter of fact, oxygen, carbon monoxide and carbon dioxide were detected
coexisting in the reaction gas exiting the reactor using a gas chromatograph (Varian,
490-GC). Therefore, the gas environment in the reactor might be reducing around the
centerline of the reactor while oxidizing near the reactor wall. Because coal particles
travel along the centerline of the reactor, the atmosphere in the vicinity of the coal
particles can still be considered as reducing (gasification).
The residence time of coal particles in the reactor was assumed to be the same as
the residence time of gas flow in the reactor. This assumption was validated by
determining the terminal (settling) velocity and the Stokes number of coal particles.
Particle terminal velocity is the particle-to-fluid relative velocity at which the particle
experiences zero acceleration. It is affected by the external force (usually gravity), the
buoyant force from the fluid and the drag force by the fluid. The Stokes number of a
64
particle is defined as the ratio of the stopping distance of a particle to the characteristic
dimension of an obstacle. A particle with low Stokes number has small inertia to resist the
external force exerted by the fluid. For Stokes number much less than 1, a particle will
closely follow the fluid streamline when passing an obstacle. Therefore, a particle with
low Stokes number and terminal velocity much lower than the gas flow velocity will
follow the streamline of the gas flow and have approximately the same residence time as
the gas flow.
The particle terminal velocity is calculated by
𝜐𝑡 =
𝑔𝑑 𝑝2 (𝜌 𝑝 −𝜌 𝑔 )
18𝜇 𝑔
(6)
where 𝑔 is the acceleration of gravity (9.8 m/s2), 𝑑𝑝 is the particle diameter (m), 𝜌𝑝 is
the particle density (kg/m3), 𝜌𝑔 is the gas density (kg/m3) and 𝜇𝑔 is the gas viscosity
(Pa·s).
The particle terminal velocity calculated using eq 6 and the reaction gas velocities
in the center line of the reactor at typical experimental conditions (1400 °C, 1–6 s
residence times) are presented in Figure 17 for comparison. The gas flow profile in the
reaction tube is assumed to be parabolic (laminar flow). Therefore, the centerline gas
velocity is twice as the average gas velocity in the reaction tube. Data in Figure 17
indicates that the particle terminal velocity is much lower than the gas velocity. Therefore,
taking into account the time required to reach the settling velocity, the particle velocity
can be assumed to be the same as the gas flow velocity providing the condition that the
particle Stokes number is much less than 1.
65
Figure 17. Comparison of the particle terminal velocity and the gas velocity at typical
experimental conditions assuming a particle density of 1 g/cm3.
The particle Stokes number is calculated by
𝑆𝑡 =
𝜌 𝑝 𝑑 𝑝2 𝜐 𝑝
9𝜇 𝑔 𝑑 𝑐
φ
(7)
where 𝜌𝑝 is the particle density (kg/m3), 𝑑𝑝 is the particle diameter (m), 𝜐𝑝 is the
particle velocity (m/s), 𝜇𝑔 is the gas viscosity (Pa·s) and 𝑑𝑐 is the characteristic
dimension (m) of the obstacle. φ is a non-Stokesian correction factor that is only
important when particles do not obey Stokes law, i.e., large particles with high velocities
1/2
relative to the gas (𝑅𝑒𝑝
≫ 1). In this dissertation, the particle velocity was replaced by
gas velocity because the particle velocity was insignificant compared to the gas velocity
as shown in Figure 17. Stokes numbers of particles under typical experimental conditions
(1400 °C, 1–6 s residence times) are presented in Figure 18.
66
Figure 18. Stokes number of particles under typical experimental conditions assuming a
particle density of 1 g/cm3.
Figure 18 indicates that the particle Stokes number is much less than 1, i.e., the
particles follow the streamline of the gas flow in the reactor. Consequently, the particle
residence time can be approximately determined by assuming that the particle velocity is
equal to the gas velocity in the reactor.
4.5 Coal, Char and Ash Analyses
4.5.1
Coal Preparation and Properties
Coal rank plays an important role in the reaction behavior during gasification
process. Three pulverized coals of different ranks were used for the experiments: Illinois
#6, Pittsburgh #8 and Black Thunder (Powder River Basin). These coals are typical
feedstocks in entrained-flow coal gasifiers. The Illinois #6 is a high-volatile C bituminous
coal, the Pittsburgh #8 is a high-volatile A bituminous coal, and the Black Thunder is a
subbituminous coal.
67
All the coals were sieved to a size range of 43–63 µm to minimize the effect of
particle size distribution on char conversion and ash deposition. Before sieving, the coal
samples were dried in a muffle furnace at 104 °C for 24 hours to remove the moisture
according to an ASTM method (105). The properties of the coals and the ashes were
determined by Wyoming Analytical Laboratories. The proximate and ultimate analyses,
the ash chemistry and the ash fusion temperatures are listed in Tables 4–6, respectively.
Table 4. Proximate and ultimate analyses of the coals used in this work
Proximate Analysis (wt%, mf)a
Coal
Ultimate Analysis (wt%, maf)b
Moisturec Ash Volatiles Fixed Carbon
C
H
N
S
O
Illinois #6
3.63 10.89
36.42
52.69 74.52 4.96 1.48 4.66 14.38
Pittsburgh #8
1.08 9.00
38.22
52.64 84.07 5.58 1.53 3.86
24.59 6.82
49.07
44.11 77.91 3.63 1.18 0.35 16.93
Black Thunder
4.96
a
Moisture free, method: ASTM D5142. bMoisture ash free, method: ASTM D5142/5373.
c
As received.
Table 5. Ash chemistry of the coals used in this work
Ash Chemistry (wt%, oxide)a
Coal
Al2O3 CaO Fe2O3 K2O MgO MnO Na2O P2O5 SiO2 TiO2 SO3
Illinois #6
17.75
5.23 18.99 2.06 0.89 0.05
1.67 0.16 46.58 0.88 4.59
Pittsburgh #8
19.68
4.54 27.79 1.20 0.85 0.02
0.90 0.34 39.66 0.84 4.18
Black Thunder
16.84 21.61
a
Method: ASTM D4326 (XRF).
5.86 0.50 5.06 0.02
1.69 1.00 36.04 1.32 9.06
68
Table 6. Ash fusion temperatures of the coals used in this work
Ash Fusion Temperature
(oxidizing, °C)ª
Coal
IT
ST
Illinois #6
1244
Pittsburgh #8
Black Thunder
a
Ash Fusion Temperature
HT
(reducing, °C)ª
FT
IT
ST
HT
FT
1254
1286 1343
1104
1116
1139
1246
1308
1342
1369 1394
1085
1104
1137
1229
1184
1188
1193 1213
1142
1150
1160
1191
Method: ASTM D1857.
4.5.2
Char, Ash and Ash Deposit Characterization
Carbon contents of the collected char and ash particles (ash formation sample)
were determined using a hot foil loss–on–ignition (LOI) instrument (FERCO, HF400).
About 0.01 g of sample was completely burned using this apparatus. The sample was
weighed before and after the LOI analysis. By assuming that all the mass loss is carbon,
𝑐𝑎𝑟𝑏𝑜𝑛
the carbon content 𝐶𝑐𝑎𝑟
was calculated by
𝑐𝑎𝑟𝑏𝑜𝑛
𝐶𝑐𝑎𝑟
=
𝑚 𝑐 𝑎𝑟 −𝑚 𝑟
𝑚 𝑐 𝑎𝑟
× 100%
(9)
where 𝑚𝑐𝑎𝑟 is the mass of the char sample before the LOI analysis and 𝑚𝑟 is the mass
of the burnout residual (assuming purely ash) after the LOI analysis.
For the deposition experiments, the particle collection efficiency 𝜂 is defined as
𝜂=
𝑚𝑑
𝑚𝑡
× 100%
(10)
where 𝑚𝑑 is the mass (g) of particles that deposited on the deposition plate and 𝑚𝑡 is
69
the total mass (g) of particles that approached the deposition plate in the deposition
experiment. 𝑚𝑡 was calculated by
𝑚𝑡 =
𝑎𝑠
𝑓𝑡𝐶𝑐𝑜𝑎𝑙
𝑐𝑎𝑟𝑏𝑜𝑛
1−𝑐𝑐
𝑎𝑟
(11)
where 𝑓 is the feeding rate (g/hr) of coal particles approaching the deposition plate, 𝑡 is
𝑎𝑠
the elapsed time (hr) of the deposition experiment, 𝐶𝑐𝑜𝑎𝑙
is the weight fraction of ash in
𝑐𝑎𝑟𝑏𝑜𝑛
the coal and 𝐶𝑐𝑎𝑟
is the weight fraction of carbon in the char or ash particles that
𝑐𝑎𝑟𝑏𝑜 𝑛
impacted the deposition plate. 𝐶𝑐𝑎𝑟
was determined by eq 9 using samples collected
in ash formation experiments. Because the reaction conditions and sampling position of
collecting particles in ash formation experiments were identical to those of ash deposition
experiments, it is reasonable to assume that the carbon content of the ash formation
sample is the same as the particles approaching the deposition plate. The particle
collection efficiency calculated by eqs 10 and 11 is an averaged value of all the particles
that impacted the deposition plate.
The apparent powder (bulk) density of char and ash particles was measured with
the method that was used by Tsai and Scaroni (106). In brief, a graduated cylinder was
filled with the sample and then tapped gently for uniformly packing to the minimum
volume. The mass of the cylinder was measured before and after being filled with the
particles. Assuming the same packing factor, the bulk density of the particles was
calculated as
𝜌𝑎 =
𝑚 𝑐𝑝 −𝑚 𝑐
𝑉
(11)
70
where 𝜌𝑎 is the bulk density of the particles, 𝑚𝑐𝑝 is the mass of the cylinder containing
particles, 𝑚𝑐 the mass of the empty cylinder and 𝑉 is the volume the powders occupy
in the cylinder including the voids between particles. The effective particle density was
calculated as
𝜌
𝑎
𝜌𝑝 = 1−𝜙
(12)
where 𝜌𝑝 is the effective particle density and 𝜙 is the packing voidage, which was
assumed to be 0.5 according to previous research (106, 107). The use of a constant
voidage in the calculation of particle density is valid only on conditions that particles
have a uniform size at the same conversion and that particles have a constant size at
different conversions. In general, the voidage of a packed bed increases with decreasing
particle size. The error associated with the use of a constant voidage was estimated to be
in the range of 10–20% (106).
The diameter of the particles was statistically determined using an Olympus optical
microscope and Image J software. Images of a number of particles (20–100) were taken
using the microscope. The Image J software automatically locates the individual particles
in the images and calculates the projected area of the individual particles. By assuming
the particles are spherical, the mean particle size was determined from the averaged
diameter of the examined particles.
Internal surface areas of the char and ash particles (ash formation sample) were
measured by isothermal gas adsorption using a surface area and porosimetry analyzer
(Micromeritics, Tristar II 3020) with N2 as adsorptive gas at 77 K (liquid nitrogen bath).
Each sample was degassed under 523 K with a N2 gas flow for 2 hours in order to remove
71
the moisture and other adsorbed gases before analysis. The internal surface area was
calculated using the BET method.
Microimages of the char and ash particles were captured using a scanning electron
microscope (FEI Nova nano) equipped with an Everhart–Thornley detector under high
vacuum mode. The accelerating voltage was 10–15 kV and the working distance was 5
mm. Particles were affixed to the sample holder using carbon tape as conductive base.
The cross section of the ash deposit on the deposition plate was obtained by
breaking the deposition plate using a hammer. The broken pieces were then examined
using the SEM to obtain the microimages of the cross section of the deposit.
X-ray microanalysis signals of the samples were collected using the SEM–EDS
under high vacuum mode. The accelerating voltage was 15 kV and the working distance
was 5 mm. The X-ray microanalysis signals were processed by the Genesis software
(EDAX) to quantitatively determine the elemental compositions of the ash particles and
deposits. The X-ray microanalysis has a spatial resolution of 5 µm and an accuracy of
1–2%. These analyses show the fingerprint of mineral–carbon association and elemental
distribution of the ash and deposit samples.
CHAPTER 5
RESULTS: CHAR–SLAG TRANSITION
Char–slag transition involves significant changes in the physical properties of the
particle including density, size, porous structure and morphology. The particle density
increases when the particle becomes mineral-rich from carbon-rich. The particle size
decreases due to shrinkage and/or fragmentation. The porosity decreases when the
particle transforms from porous char to molten slag and the carbon in the particle depletes.
This chapter presents the physical changes of particles during the char–slag transition and
the identification of the char–slag transition using these properties. The particle density
was estimated from the apparent (bulk) density of the char and ash samples. The particle
size was measured from the image of a number of particles by assuming spherical shape
of the particles. As stated in section 2.1.1, particle surface area and pore size distribution
are most widely used as the macroscopic measurements reflecting the microscopic
characteristics in the porous structure (13). Therefore, the evolution of the porous
structure is characterized by the surface area of the char and ash particles including the
mesopore and micropore surface area. The particle morphology was characterized by
SEM images. All of these properties were evaluated as a function of coal conversion.
The critical conversion corresponding to the char–slag transition was determined
using the changes in the particle density, size and internal surface area. For example,
when the particle density started increasing, the conversion of this data point is
73
designated as the critical conversion. When there was ambiguity in identifying the critical
conversion, the three critical conversions determined with the three specific property
changes (particle density, size and internal surface area) were compared to ascertain a
single point. This single point was confirmed by the morphological changes shown on the
SEM images
The char–slag transition is strongly associated with the physical transformation of
mineral matter in the particle. In pulverized coal combustion and gasification, different
minerals undergo different physical–chemical transformations resulting in different
contributions to ash formation. Excluded minerals are melted into liquid slag particles at
temperatures above the ash fluid temperature, which have relatively low internal surface
area. Included minerals can coalesce (32, 108) within hot char particle or can be liberated
from the carbon matrix and form ash particles by char fragmentation (106, 109, 110) and
shedding (48, 52, 111) of minerals from char particles in the burnout process.
5.1 Char Burnout Behavior
The conversion of coal that was used in char and ash formation experiments was
determined with a method used in previous studies (106, 112). This method uses ash as a
tie component (ash tracer). The coal conversion 𝑋 was calculated as
𝑋 = 1−
𝑐𝑎𝑟𝑏𝑜𝑛
𝑎𝑠
𝐶𝑐
𝐶𝑐𝑜𝑎𝑙
𝑎𝑟
𝑐𝑎𝑟𝑏𝑜𝑛
1−𝐶𝑐
𝑎𝑟
𝑐𝑎𝑟𝑏𝑜𝑛
𝐶𝑐𝑜𝑎𝑙
× 100%
(13)
𝑐𝑎𝑟𝑏𝑜𝑛
where 𝐶𝑐𝑎𝑟
is the weight fraction of residual carbon in the collected char and ash
𝑎𝑠
particles, 𝐶𝑐𝑜𝑎𝑙
is the weight fraction (moisture free) of ash in the parent coal, and
𝑐𝑎𝑟𝑏𝑜𝑛
𝐶𝑐𝑜𝑎𝑙
is the weight fraction (moisture free) of carbon and other combustible matter in
74
𝑐𝑎𝑟𝑏𝑜𝑛
the parent coal. 𝐶𝑐𝑎𝑟
was determined by the LOI analysis described in section 4.5.2.
𝑎𝑠
𝑐𝑎𝑟𝑏𝑜𝑛
𝐶𝑐𝑜𝑎𝑙
was determined by the proximate analysis presented in section 4.5.1. 𝐶𝑐𝑜𝑎𝑙
was
determined by subtracting the sum of coal ash content (moisture free) and coal oxygen
content (moisture free) from 100%. The coal oxygen content can be calculated from the
ultimate analysis in section 4.5.1.
The use of ash tracer in calculating coal conversion in eq 13 is based on three
assumptions: (1) the conservation of ash before and after the reaction, (2) identical ash
composition for the samples prepared in the LEFR and generated in proximate ash
analysis and (3) the collected samples consisting of only carbon and ash. None of these
assumptions are accurate. For example, vaporization of certain ash components is
expected to occur because the mineral matter in the ash tends to exist as reduced or
lesser-oxidized forms in a gasification environment particularly for the alkali and
alkali-earth metals. The vaporized ash in the reaction gas can deposit on the collection
probe when subjected to a quenching environment. Furthermore, the reaction conditions
in the LEFR are different from those in proximate analysis, which can result in different
mineral matter transformation and different ash composition. On the other hand, fine ash
particles (submicron) liberated from char fragmentation are hard to be collected in the
cyclone, thus reducing the ash content of the char particle determined using the LOI
analysis. Borrego and Alvarez (112) discussed the error of calculating the coal conversion
using ash tracer method qualitatively. They concluded that the ash tracer method is
acceptable for mainly comparative purposes between experiments performed at a single
temperature varying only the reaction atmosphere.
75
5.1.1
Illinois #6 Coal
The carbon content and coal conversion of the Illinois #6 char and ash particles
prepared at 1400 and 1500 °C are presented as a function of residence time in Figures 19
and 20, respectively. To test the reproducibility of the data, the experiment at the
temperature of 1400 °C was performed three times. Error bars were calculated using
Student’s t-test with a confidence interval of 90%. The error was mainly due to the
variation in controlling the flow rate of the reaction gas using rotameters and was
partially introduced by determining the carbon content using the LOI analysis. As
expected, the residual carbon content decreased with residence time and the conversion
increased with residence time. Increasing the reaction temperature resulted in higher
carbon conversion at the same residence time. The conversion ranges from 70% to 97%,
which covers the region of the char–slag transition.
Figure 19. Carbon Content of the Illinois #6 coal char and ash particles prepared at 1400
and 1500 °C and different residence times.
76
Figure 20. Conversion of the Illinois #6 coal at1400 and 1500 °C and different residence
times.
5.1.2
Black Thunder Coal
The carbon content and coal conversion of the Black Thunder char and ash
particles prepared at 1400 °C are presented as a function of residence time in Figures 21
and 22, respectively. Data in Figures 21 and 22 are the mean values of three experimental
runs. Error bars were calculated using student’s t-test with a confidence interval of 90%.
The burnout behavior of the Black Thunder coal followed the same trend as the
Illinois # 6 coal. However, under the same experimental conditions (temperature and
residence time), the conversion of the Black Thunder char was always higher than that of
the Illinois #6 char. This is because the Black Thunder is a subbituminous coal, whereas
the Illinois #6 is a bituminous coal. Lower rank coal usually has a higher reactivity than
the higher rank coal.
77
Figure 21. Carbon content of the Black Thunder char and ash particles prepared at
1400 °C and different residence times.
Figure 22. Conversion of the Black Thunder coal at 1400 °C and different residence
times.
78
5.1.3
Pittsburgh #8 Coal
The carbon content and coal conversion of the Pittsburgh #8 coal char and ash
samples prepared at 1500 °C are presented as a function of residence time in Figures 23
and 24, respectively. Data in Figures 23 and 24 are the mean values of three experimental
runs. Error bars were calculated using student’s t-test with a confidence interval of 90%.
The error bars in Figures 23 and 24 are larger than those in Figures 19–22, indicating
poor repeatability. This is mainly caused by the agglomeration of the Pittsburgh #8 coal
particles after being injected into the reactor. The Pittsburgh #8 is a HVA bituminous coal,
which contains a large content of volatiles. Coal particles were injected into the reaction
zone via a water-cooled probe in the form of small and loose agglomerates. Upon leaving
the cooled injection probe, the coal particles were suddenly subject to a high temperature
of 1500 °C and a high heating rate in the order of 104–105 °C/s (100–103, 113). This
heating condition resulted in rapid devolatilization and abrupt release of a large amount
of tars. It is believed that the released tars strongly glued the particles together and
formed solid agglomerates in the order of 300 µm. The large agglomerates could not be
converted as uniformly as those particles that did not agglomerate. In addition, the high
volatile content in the parent coal might lead to a prolonged plastic state, which enhanced
the agglomeration. Therefore, the large agglomerates resulted in poor repeatability.
The burnout behavior of the Pittsburgh #8 coal followed the same trend as the
Illinois # 6 coal. However, under the same conditions (temperature and residence time),
the conversion of the Pittsburgh #8 char was always lower than that of the Illinois #6 char.
The Pittsburgh #8 is a HVA bituminous coal, whereas the Illinois #6 is a HVC bituminous
coal. The higher rank coal usually has a lower reactivity than the lower rank coal.
79
Figure 23. Carbon content of the Pittsburgh #8 coal char and ash particles prepared at
1500 °C and different residence times.
Figure 24. Conversion of the Pittsburgh #8 coal at 1500 °C and different residence times.
80
5.2 Particle Density and Size
5.2.1
Illinois #6 Coal
The particle densities of the Illinois #6 parent coal, pyrolyzed char and gasified
char and ash particles are presented in Figure 25. The particle density data of the samples
prepared at the temperature of 1400 °C are the averaged value of three measurements for
each sample. Error bars were calculated using Student’s t-test with a confidence interval
of 90%. The error was mainly introduced by tapping the particles in the graduated
cylinder in the bulk density measurement. Data in Figure 25 will be discussed by
comparing the densities of: (1) gasified char particles (ash formation sample) and parent
coal particles, (2) gasified char particles and pyrolyzed char particles, and (3) gasified
char particles at different conversions.
Figure 25. Particle density of the parent coal, pyrolyzed char and gasified char samples
of the Illinois #6 coal: solid line, parent coal; dashed line, char pyrolyzed at 1400 °C;
dotted line, char pyrolyzed at 1400 °C.
81
The pyrolyzed char has a density that is much lower than that of the parent coal,
which can be attributed to the swelling of char particles and loss of volatile matter during
pyrolysis (106, 114, 115). Densities of the gasified particles are lower than those of the
parent coal particle. During gasification, the carbon content in the char particle decreases
and the ash content increases. Meanwhile, mineral matter in coal transforms into ash
(mainly metal oxides, such as Al2O3, SiO2, FeO, and MgO). These materials have
densities above 2.0 g/cm3, which are much higher than the density of the carbon in the
char (116). Therefore, increasing the ash content in the char is presumably to increase the
particle density. One can expect that the slag particle (containing mostly ash) has a higher
density than that of the parent coal (containing mostly carbon). However, the slag particle
at 96% conversion has a density lower than that of the parent coal particle, suggesting
that the slag particle does have a degree of porosity.
Up to 88% conversion, the particle density of the partially converted char remained
essentially constant and slightly lower than that of the pyrolyzed char, suggesting a
porous structure similar to that of the pyrolyzed char. Maloney et al. (117) observed that
the char particle densities remained virtually unchanged with a slight upward trend up to
84% mass loss (comparable to conversion) during the combustion of a subbituminous
Highvale blend coal. They attributed this phenomenon to the shrinkage of char particles
with conversion, which tends to keep the porous structure. Hurt and colleagues (35, 118)
also reported gasification-induced shrinkage up to 85% conversion. They concluded that
shrinkage is due to densification of internal microporous structure and it reflects complex
changes in internal morphology of the particle. Therefore, the constant particle densities
before 88% conversion suggest shrinkage of the char particles.
82
At 88% conversion, the particle density started increasing and this trend continued
throughout the burnout process. This suggests that the char–slag transition of the Illinois
#6 coal started at about 88% conversion. Maloney et al. (117) observed an upward trend
of particle density with decreasing particle size during char burnout process. Therefore,
the particle density increase in Figure 25 can be attributed to the size reduction of char
and ash particles as conversion increased. There are two possible mechanisms that can
contribute to size reduction: shrinkage and fragmentation.
Shrinkage refers to the decrease in external dimensions of a particle while
maintaining the integrity of the char particle (13, 40). Fragmentation is the phenomenon
in which a single char particle breaks into more than one piece of smaller particles or
fragments (119). In order to see which mechanism is responsible for the size reduction
during the gasification process of the Illinois #6 coal, the particle sizes at 1400 °C were
evaluated by two methods: optical microscope measurement and particle density
calculation using coal conversion and particle density data. The former method was
described in section 4.5.2 and gives the true particle size. The latter method is based on
the principle that change in particle density is caused by changes in particle mass and
volume and two assumptions: (1) one parent coal particle forms a single char or ash
particle in the burnout process, and (2) the particle is spherical. The calculation of particle
diameter is described as follows.
For a char or ash particle with conversion 𝑋, its mass 𝑚𝑝 can be expressed as
𝑐𝑎𝑟𝑏𝑜𝑛
𝑚𝑝 = 1 − 𝑐𝑐𝑜𝑎𝑙
𝑋 𝑚0
(14)
𝑐𝑎𝑟𝑏𝑜𝑛
where 𝑐𝑐𝑜𝑎𝑙
is the carbon content in the parent coal determined by proximate analysis
83
and 𝑚0 is the mass of the parent coal particle. According to the definition of density, the
mass of the char or ash particle can be expressed in terms of particle density 𝜌𝑝 and
diameter 𝑑𝑝 as
1
𝑚𝑝 = 6 𝜋𝑑𝑝3 𝜌𝑝
(15)
and the mass of the parent coal particle can be expressed as
1
𝑚0 = 6 𝜋𝑑03 𝜌0
(16)
where 𝑑0 is the diameter of the parent coal particle and 𝜌0 is the density of the parent
coal particle. By substituting 𝑚𝑝 and 𝑚0 in eq 14 using eqs 15 and 16, the particle size
𝑑𝑝 can be calculated as
1
𝑑𝑝 = 𝑑0
1−
𝑐𝑎𝑟𝑏𝑜𝑛
𝑐𝑐𝑜𝑎𝑙
𝑋
𝜌0 3
𝜌𝑝
(17)
𝑐𝑎𝑟𝑏𝑜𝑛
where 𝜌𝑝 , 𝑑0 and 𝜌0 can be measured using the methods in section 4.5.2 and 𝐶𝑐𝑜𝑎𝑙
is the moisture free coal carbon content defined in eq 13.
Diameters of the particles prepared at 1400 °C determined using the two methods
are presented in Figure 26 for comparison. The particle size decreased with conversion.
Up to about 88% conversion, the particle diameters determined by the two methods are
roughly the same, suggesting no fragmentation. However, starting from about 90%
conversion, the particle size measured with an optical microscope (true value) became
much smaller than that calculated from particle density. This suggests that fragmentation
of char particles occurred at about 90% conversion.
84
Figure 26. Variation of the particle diameter during gasification of the Illinois #6 coal at
1400 °C determined by two methods.
Kantorovich and Bar-Ziv (40) proposed a ―subskeleton‖ model to describe the char
porous structure and used this model to explain the shrinkage behavior of char particles
during the conversion process. Main skeletons (large microcrystals) tend to be retained
during the conversion process while the subskeletons (small microcrystals) undergo
redistribution and coalescence within the frame of the main skeletons, which maintains
the integrity of the particle. Zhang et al. (29) observed that shrinkage of char particles
occurred at conversions up to 90% and followed by fragmentation of char particles at
conversions above 90%. Bar-Ziv and Kantorovich (13) reviewed the shrinkage and
fragmentation behavior of char particles during oxidation. They concluded that: (1)
shrinkage occurs in materials with high microporosity and high internal surface area, and
(2) fragmentation takes place when then macroporosity reaches a threshold value.
Therefore, the shrinkage and fragmentation of char particles shown in Figure 26 indicate
85
that that: (1) the char particle had a high internal surface area up to 88% conversion while
the internal surface area decreased abruptly at about 90% due to the loss of microporosity,
(2) the macroporosity reached the threshold at about 90% conversion due to the
consumption of carbon in the particle, and (3) the remaining carbon was not sufficient to
maintain the integrity of the carbon skeleton so that fragmentation took place.
The number of pieces a particle formed by fragmentation can be determined as
𝑛=
𝑑1 3
𝑑2
(18)
where 𝑛 is the number of fragments, 𝑑1 is the diameter calculated from particle density
assuming no fragmentation and 𝑑2 is the diameter measured with a microscope. The
number of fragments calculated by eq 18 is presented in Figure 27.
Figure 27. Number of particles formed by fragmentation of a single char particle in the
burnout process of Illinois #6 coal at 1400 °C.
86
By the definition of eq 18, 𝑛 equals the number of char or ash particles formed
from a single parent coal particle. For instance, 1 indicates no fragmentation and 2
indicates that one particle fragmented into two pieces. Data in Figure 27 suggest that
there was no fragmentation before 88% conversion and a single particle fragmented into
2–4 pieces after 90% conversion.
Data in Figures 26 and 27 indicate that during the gasification of the Illinois #6
coal, shrinkage dominates the particle size reduction until 88% conversion, whereas
fragmentation results in more significant size reduction after 90% conversion. The
increase in particle density is due to the more significant particle size reduction compared
with the particle mass loss.
5.2.2
Black Thunder Coal
The particle densities of the Black Thunder parent coal, pyrolyzed char and
gasified char and ash particles are presented in Figure 28. Error bar is not included in
Figure 28 because the data is based on single measurement of the apparent density.
Because the error was mainly caused by tapping the graduated cylinder in the density
measurements, the relative error of the data in Figure 28 can be estimated to be below 10%
on the basis of the error bars in Figure 25. The evolution of the particle density of the
Black Thunder char and ash particles was different from that of the Illinois # 6 char and
ash particles. The density of the char particle started increasing at about 92–94%
conversion, suggesting that the char–slag transition took place at about 92–94%
conversion. After 97% conversion, the density of the Black Thunder ash particles is
higher than that of the parent coal. This suggests that the Black Thunder ash particles are
less porous than the Illinois #6 ash particles.
87
Figure 28. Particle density of the parent coal, pyrolyzed char and gasified char samples
of the Black Thunder: solid line, parent coal; dashed line, char pyrolyzed at 1400 °C.
In order to reveal the shrinkage and fragmentation behavior of the Black Thunder
coal, the particle sizes of the Black Thunder char and ash samples were estimated by the
two methods described in section 5.2.1. The particle size is presented in Figure 29 as a
function of conversion. The particle size decreased as conversion increased. Up to about
92% conversion, the measured particle size is roughly the same as the calculated particle
size, suggesting that no fragmentation occurred. However, starting from about 94%
conversion, the particle size measured with a microscope became much smaller than that
calculated from particle density. This suggests that fragmentation of the char particle
occurred at about 94% conversion. The fragmentation behavior of the Black Thunder
char particle can be further illustrated by calculating the number of pieces that one
particle formed in the fragmentation.
88
Figure 29. Particle size of the Black Thunder char and ash particles determined with two
methods.
The number of fragments that formed from the Black Thunder coal char was
calculated by eq 18 and the result is presented in Figure 30. Before 92% conversion, there
was no fragmentation. After 94% conversion, one single particle fragmented into 2–3
pieces, suggesting that the Black Thunder coal char fragments less significantly than the
Illinois #6 coal char. Baxter and colleagues (111, 119) found that char fragmentation is
strongly rank dependent and that high-volatile bituminous coal char fragments more
extensively than lignite coal char. The different fragmentation behavior was attributed to
the char morphology. Bituminous coal tends to form char particles more porous or even
more cenospheric than the lignite does. The difference in the particle densities shown in
Figures 25 and 26 suggests that the Illinois #6 formed more porous char than the Black
Thunder. Therefore, the different fragmentation behavior of the Illinois #6 coal char and
the Black Thunder coal char can be attributed to the different ranks of the two coals.
89
Figure 30. Number of particles formed by fragmentation of a single char particle in the
burnout process of Black Thunder coal at 1400 °C.
Data in Figures 29 and 30 indicate that shrinkage determines the particle size
reduction before 92% conversion, whereas fragmentation dominates the later stage in the
gasification of Black Thunder coal.
5.2.3
Pittsburgh #8 Coal
The particle densities of the Black Thunder parent coal, pyrolyzed char and
gasified char and ash particles are presented in Figure 31. The relative error of the data in
Figure 28 can be estimated to be below 10% on the basis of the error bars in Figure 25. In
the initial stage, the particle density decreased slightly until about 89% conversion. It
then started increasing at about 89–91% conversion and this trend continued throughout
the burnout process. This phenomenon suggests that the char–slag transition occurred at
about 89–91% conversion.
90
Figure 31. Particle density of the parent coal, pyrolyzed char and gasified char samples
of the Pittsburgh #8: solid line, parent coal; dashed line, char pyrolyzed at 1500 °C.
In order to understand the shrinkage and fragmentation behavior, the particle sizes
of the Pittsburgh #8 char and ash samples were estimated by the two methods and are
presented in Figure 32. The number of fragments that formed from the Pittsburgh #8 coal
char was calculated by eq 18 and is presented in Figure 33. Data in Figures 32 and 33
indicate that the particle size reduction behavior of the Pittsburgh #8 coal char is similar
to the Illinois #6 and Black Thunder coal chars. In particular, particle fragmentation did
not occur until about 90% conversion. Starting from about 90% conversion, one single
char particle fragmented into 2–4 pieces. Therefore, shrinkage determines the particle
size reduction before 90% conversion, whereas fragmentation plays a key role in the later
stage of the gasification process of the Pittsburgh #8 coal.
91
Figure 32. Variation of particle size of the Pittsburgh #8 char and ash particles in the
burnout process determined with two methods.
Figure 33. Number of particles formed by fragmentation of a single char particle in the
burnout process of Pittsburgh #8 coal at 1500 °C.
92
5.3 Particle Internal Surface Area
Coal gasification is associated with changes in the porous structure of char particle
(120). The evolution of the porous structure during char oxidation has been extensively
studied using both experimental and modeling approaches. Bar-Ziv and Kantorovich (13)
reviewed these studies and concluded that surface area is one of the most widely used
measures of reflecting the porous structure changes. However, few of these studies
focused on the latter stage of coal gasification when char transforms into ash or slag.
In this section, surface areas of the char and ash particles prepared by gasification
of three coals are presented and discussed. The evolution in surface area is used to
determine the point at which the char–slag transition started. To be used as an indicator of
char–slag transition, the surface area must reflect the changes in both the carbon and the
ash in the particle. Therefore, the particle internal surface area is evaluated per unit mass
of the total particle (remaining carbon and ash) instead of the remaining carbon.
5.3.1
Illinois #6 Coal
Internal surface areas of the char and ash samples from the Illinois #6 coal are
presented as a function of conversion in Figure 34. Data of the samples prepared at an
experimental temperature of 1400 °C are the averaged value of three measurements for
each sample. Error bars were calculated using Student’s t-test with a confidence interval
of 90%. The error was mainly introduced in weighing the sample in the gas adsorption
analysis. Error bars suggest that the repeatability of the surface area measurment is
acceptable.
93
Figure 34. Internal surface area evolution of the char and ash particles prepared from the
Illinois #6 coal at 1400 and 1500 °C.
The surface area started decreasing at about 88% conversion for samples prepared
at 1400 °C. The surface area of samples prepared at 1500 ºC follows the same trend with
the decrease starting at about 87% conversion. This phenomenon indicates that the
transition from highly porous char to low porous slag (char–slag transition) occurred at
around 87–88% conversion for the gasification of Illinois #6 coal at temperatures above
the ash fluid temperature (AFT).
After 88% conversion, the internal surface area of particles decreased throughout
the burnout process. This trend is consistent with observations of other researchers who
studied the variation of the porous structure of char particles in pulverized coal
gasification (120, 121). Internal surface area of char mainly arises from micropore and
mesopores in the particle. Liu et al. (122) attributed the decrease of char surface area at
high temperatures to ash melting, which closed the pores of the char resulting in an
94
inaccessibility of the pores to adsorptive gas. Lin et al. (123) also pointed out that ash
melting contributes to the decrease in the surface area of micropores and mesopores,
especially at high conversion because the ash content increased with conversion.
The Illinois # 6 coal used in this study has an AFT of 1246 °C under reducing
conditions, which is well below the temperatures at which the experiments were
conducted (1400 and 1500 °C). The ash in the char particles presumably melted at 1400
and 1500 °C. Therefore, the decrease in the surface area can be attributed to ash melting
in the char. In addition, the consumption of carbon at high conversions resulted in loss of
micropores and mesopores, which also contributes to the decrease of micropore and
mesopore surface area. The melting of ash and consumption of carbon in the char
resulted in a substantial structural change: the transformation from porous char to molten,
low-porosity slag.
5.3.2
Black Thunder Coal
Internal surface areas of char and ash particles prepared from the Black Thunder
coal at 1400 °C are presented as a function of conversion in Figure 35. Data in Figure 35
are the averaged value of three measurements for each sample. Error bars were calculated
using Student’s t-test with a confidence interval of 90%. The evolution of the surface area
of the Black Thunder coal char and ash particles follows the same trend as the Illinois #6
coal char and ash samples. The Black Thunder coal ash has an AFT of 1191 °C under
reducing conditions, which is lower than the 1400 °C temperature of the experiment.
Therefore, the decrease in the surface area can be attributed to ash melting. A significant
decrease in the surface area occurred at around 94% conversion, indicating that the
char–slag transition took place at about 94% conversion.
95
Figure 35. Evolution of the internal surface area of the Black Thunder char and ash
particles prepared at 1400 °C.
5.3.3
Pittsburgh #8 Coal
Internal surface areas of char and ash particles prepared from the Pittsburgh #8
coal at 1500 °C are presented in Figure 36 as a function of coal conversion. Data in
Figure 36 are the averaged value of three measurements for each sample. Error bars were
calculated using Student’s t-test with a confidence interval of 90%. The error was mainly
introduced in weighing the sample in the gas adsorption analysis. Error bars suggest that
the repeatability of the surface area measurement is acceptable. The surface area
evolution of the Pittsburgh #8 coal char and ash follows the same trend as the Illinois #6
coal char and ash. In particular, the internal surface area of the particles started decreasing
drastically at about 91% conversion, suggesting that the char–slag transition took place at
approximately 91% conversion.
96
Figure 36. Internal surface area of the char and ash particles prepared from Pittsburgh #8
coal at 1500 °C.
5.4 Particle Morphology
In order to better understand the effect of ash melting on the internal surface area
of the particle, it is necessary to investigate the mineral matter transformation
(particularly the included minerals) during the burnout process.
SEM images were capture with an Everhart–Thornley detector, which mainly
collects secondary electrons as the input signal. The secondary electrons arose from
scattering of incident electrons by the scanned materials. Different materials have
different ability in scattering incident electrons. Heavier elements scatter incident
electrons more significantly than lighter elements, thus producing more secondary
electrons (stronger signal). Stronger signal generates brighter SEM images. Mineral
matter in coal is mainly composed of metal oxides, which are heavier than the carbon.
Therefore, the ash minerals are always brighter than the carbon in the particle. The
97
difference in brightness of different elements can be used to determine which part of the
particle is composed of ash or carbon.
5.4.1
Illinois #6 Coal
The Illinois #6 coal used in this study is a bituminous coal, in which the included
mineral matter is mainly present in the form of embedded mineral grains (47). SEM
images of partially converted char and ash particles prepared from Illinois #6 coal at
1400 °C are presented in Figure 37. These images reveal the morphological changes of
the particles during the char–slag transition, such as the shape of the particle and the
association between the ash minerals and the carbon matrix.
Included minerals can become exposed from within the carbon matrix due to char
surface receding (48) in the burnout process. The exposed minerals can either remain
attached on the char surface due to the molten ash surface tension (109) or be liberated
from the char particle by shedding (48, 52, 111). The minerals attached on the particle
surface coalesce to form a few ash particles in the size range 10–20 µm (109). The
minerals liberated by shedding produce thousands of small ash particles in the size range
1–8 µm (48, 52, 111). Wu and colleagues (32, 33) concluded that fragmentation plays a
key role in the formation of a large amount of fine ash particles less than 10 µm in the
early and middle stage of pulverized coal combustion, while coalescence of included
minerals results in the formation of several coarse ash particles larger than 10 µm in the
later stage of combustion, depending on the structure of the char. Baxter (119) found that
large char particles have a much higher tendency to fragment than small particles. Based
on these studies, the char–slag transition process is described in terms of the association
between the included minerals and the carbon matrix in the particle.
98
Figure 37. SEM images of the char and ash particles prepared from Illinois #6 coal at
1400 °C: note that the magnifications of the six images are not all the same.
99
At low and medium conversions (Figure 37a and 37b), the carbon material in the
char was consumed to an extent that shrinkage occurred, as indicated by data in Figure 26.
Upon shrinking, char surface receded and a few minerals (indicated by the bright droplets)
became exposed on the char surface. However, most of the minerals were still
encapsulated by the carbon matrix because the conversion was not sufficiently high. At
the same time, some discrete ash particles appeared, which were formed from the
excluded minerals and shedding (48, 52, 111) of melted minerals from the char surface.
As conversion proceeded, there was less carbon remaining in the char and the particle
shrank further. As a result, more and more included minerals became exposed on the
receding char surface. When sufficient minerals were exposed on the particle surface
(Figure 37c), the char–slag transition started. In this stage, exposure of included minerals
on char surface is mainly due to shrinkage of the particle (surface recession).
At high conversions, exposure of included minerals on the char surface is mostly
caused by fragmentation. In the later stage of gasification, the char particle fragmented
into a few particles of 20–30 µm as indicated by Figure 27. The exposed minerals likely
remained attached on the particle surface due to the molten ash surface tension (109) and
became molten at temperatures above the AFT. Because of the reduction in particle size,
these minerals coalesced when they gradually met each other on the reduced particle
surface (Figure 37d) and eventually merged with the minerals inside the particle (Figure
37e). When the coalescence of the minerals was completed, the char–slag transition was
finished. The final ash particles (Figure 37f) narrowly sized in the range of 20–30 µm,
indicating that most of the mineral matter in the coal particle coalesced to form a few
coarse ash particles (32, 34, 108). In contrast to the coarse surface and irregular shape of
100
the char particle, the coalesced ash particle has smooth surface and droplet (or spherical)
shape because of the surface tension of molten ash. The smooth surface and droplet shape
of the ash particles suggest that the residual carbon is encapsulated by molten minerals.
A previous study on the char morphology using the Illinois #6 coal under
combustion conditions showed that at temperatures below the AFT the particle still has a
coarse surface and irregular shape (Figure 38) even at high conversions, while the particle
has a smooth surface and droplet shape at temperatures above the AFT. This suggests that
the formation of slag particle occurs at only temperatures above the AFT of the coal.
Figure 37 shows that shrinkage of the particle carbon matrix results in the exposure
of included minerals in the initial stage of the char–slag transition, whereas fragmentation
dominates the exposure of included minerals in the later stage of the transition. On the
basis of the char–slag transition, the surface area evolution in Figure 34 can be explained
as follows.
Figure 38. Comparison of the morphology of the ash particles (about 97% conversion)
prepared under combustion conditions at different temperatures: left, 1200 °C; right,
1400 °C.
101
The internal surface area of a char particle is mainly created by micropores and
mesopores in the particle. During the char–slag transition, a large amount of molten
minerals became exposed on the particle surface. The melted minerals presumably have a
tendency to block the pores on the char surface. The more melted minerals covered the
particle surface, the more pores became closed, leading to further surface area loss. After
the char–slag transition, the remaining carbon was completely enclosed by the molten
slag, as indicated by its smooth surface and droplet shape. This kind of ash particle has
the lowest internal surface area because of the high resistance for the adsorption gas
diffusing into the particle. Consequently, the exposure of included minerals on the char
surface is responsible for the sharp decrease in the surface area as shown in Figure 34.
5.4.2
Black Thunder Coal
SEM images of partially converted char and ash particles prepared from Black
Thunder coal at 1400 °C are presented in Figure 39. The morphological changes of the
Black Thunder char and ash particles follow the same trend as the Illinois #6 char and ash
particles. However, the large amount of melted minerals did not appear on the particle
surface until 94% conversion, indicating that the char–slag transition started at about 94%
conversion. This corresponds with what was observed in the surface area evolution versus
conversion shown in Figure 35. The conversion at which the char–slag transition of the
Black Thunder coal took place is higher than that of the Illinois #6. This is probably due
to the lower ash content (6.82%) of the Black Thunder coal compared with the Illinois #6
coal (10.89%). The lower ash content of the Black Thunder requires a higher conversion
to consume the residual carbon in the particle for the included minerals exposing from the
carbon matrix.
102
Figure 39. SEM images of the char and ash particles prepared from the Black Thunder
coal at 1400 °C: note that the magnifications of the six images are not all the same.
103
5.4.3
Pittsburgh #8 Coal
SEM images of partially converted char and ash particles prepared from Pittsburgh
#8 coal at 1500 °C are presented in Figure 40. The morphological changes of the
Pittsburgh #8 char and ash particles follow the same trend as the Illinois #6 char and ash
particles. However, the large amount of melted minerals did not appear on the particle
surface until 91% conversion, suggesting that the char–slag transition took place at about
91% conversion. The critical conversion for transition is higher than that of the Illinois #6
coal while lower than that of the Black Thunder coal. This agrees well with the ash
content (9.00%) of the Pittsburgh #8 coal, which is lower than that of the Illinois #6 coal
and higher than that of the Black Thunder coal.
5.5 Identification and Modeling of the Char–Slag Transition
The char–slag transition is a process in which porous char transforms into molten
slag at temperatures above AFT. The transition starts from a porous char particle in which
mineral matter is encapsulated by the carbon matrix and proceeds such that the
encapsulated mineral matter becomes exposed on the particle surface as carbon is
consumed. The transition completes when the particle surface is totally covered by the
molten mineral, i.e., the remaining carbon is enclosed by the mineral. Exposure of
included minerals is caused by shrinkage of the particle in the initial stages of the
char–slag transition, whereas it is dominated by fragmentation of the particle in the later
stages of the char–slag transition.
104
Figure 40. SEM images of the char and ash particles prepared from the Pittsburgh #8
coal at 1400 °C: note the magnifications of the six images are not uniform.
105
In a partially converted char particle, the two main components are residual carbon
and ash. When there is adequate residual carbon to encapsulate the included minerals, the
particle behaves as a solid char. When the ash starts encapsulating the carbon, the
char–slag transition occurs and the particle is an intermediate between char and slag.
When the residual carbon is encapsulated by the ash, the transition is finished and the
particle transforms into molten slag. This indicates that the char–slag transition occurs
when the ash content in the char particle reaches a specific value.
By assuming the conservation of ash in the conversion process, the ash content
𝑎𝑠
𝐶𝑐𝑎𝑟
in a partially converted char particle can be calculated as
𝑎𝑠
𝐶𝑐𝑎𝑟
=
𝑎𝑠
𝐶𝑐𝑜𝑎𝑙
(19)
𝑐𝑎𝑟𝑏𝑜𝑛 𝑋
1−𝐶𝑐𝑜𝑎𝑙
𝑎𝑠
where 𝐶𝑐𝑜𝑎𝑙
is the parent coal ash content (moisture free) determined by proximate
𝑐𝑎𝑟𝑏𝑜𝑛
analysis in section 4.5.1, 𝐶𝑐𝑜𝑎𝑙
is the parent coal carbon content (moisture free)
defined in eq 13 and 𝑋 is the coal conversion calculated with eq 13 in section 5.1.
Assuming that the char particle contains only carbon and ash, eq 19 can be expressed as
𝑐𝑎𝑟𝑏𝑜𝑛
1 − 𝐶𝑐𝑎𝑟
=
𝑎𝑠
𝐶𝑐𝑜𝑎𝑙
(20)
𝑐𝑎𝑟𝑏𝑜𝑛 𝑋
1−𝐶𝑐𝑜𝑎𝑙
𝑐𝑎𝑟𝑏𝑜𝑛
where 𝐶𝑐𝑎𝑟
is the residual carbon content in the char particle determined with eq 9 in
section 4.5.2. Therefore, the critical conversion 𝑋 at which the char–slag transition
occurs can be expressed in terms of residual carbon content and coal ash content as
𝑋=
𝑐𝑎𝑟𝑏𝑜𝑛
𝐶𝑐𝑜𝑎𝑙
𝑎𝑠
−𝐶𝑐𝑜𝑎𝑙
𝑐𝑎𝑟𝑏𝑜𝑛
1−𝐶𝑐
𝑎𝑟
+
1
𝑐𝑎𝑟𝑏𝑜𝑛
𝐶𝑐𝑜𝑎𝑙
(21)
106
On the basis of analyzing the changes in density, size, internal surface area and
morphology of the char and ash particles at different conversions, the critical conversions
at which the char–slag transition occurs were determined separately. By comparing the
critical conversions determined based on different property changes, an appropriate
critical conversion was identified for each coal. The critical conversions, the parent coal
ash contents and the parent coal carbon contents are summarized in Table 7. Data in Table
7 suggest that the critical conversion increases with decreasing ash content in the parent
coal because the coal with lower ash content needs a higher conversion to burn enough
carbon for the included minerals to become exposed from the carbon matrix and to cover
the particle surface. This indicates that the critical conversion is dependent upon the
parent coal ash content in the form of eq 21, which can be further simplified as
𝑎𝑠
𝑋 = 𝑚𝐶𝑐𝑜𝑎𝑙
+𝑏
(22)
𝑎𝑠
where 𝑋 is the dependent variable, 𝐶𝑐𝑜𝑎𝑙
is the independent variable, and 𝑚 and 𝑏
𝑎𝑠
are constants. Because 𝑋 and 𝐶𝑐𝑜𝑎𝑙
are known values in Table 7, constants 𝑚 and 𝑏
can be determined using linear regression. Data in Table 7 were plotted with the linear
regression fit in Figure 41.
Table 7. Char and coal properties relating to the char–slag transition
Coal
Critical Conversion (%) Coal Ash (wt %, mf) Coal Carbon (wt%, mf)
Illinois #6
88
10.89
76.30
Pittsburgh #8
91
9.00
86.49
Black Thunder
94
6.82
77.40
107
Figure 41. Char–slag transition model.
𝑚 and 𝑏 in eq 22 were determined using linear regression fit of the data points in
Figure 41, with a coefficient of determination (𝑅 2 ) of 0.99986. The uncertainty range for
𝑚 and 𝑏 are ±0.0346 and ±0.0031, respectively, with a 90% confidence interval
determined by Student’s t-test. Eq 22 was given as
𝑎𝑠
𝑋 = −1.4359𝐶𝑐𝑜𝑎𝑙
+ 1.0385
(23)
The intercept 𝑏 in eq 22 can also be theoretically determined from the parent coal
carbon content (moisture free) presented in Table 7. The theoretical value of 𝑏 is
between 1.1562 and 1.3153, which is in good qualitative agreement with the fitted value
of 1.0385.
This empirical model can be used to predict the critical conversion at which the
char–slag transition takes place on the basis of the parent coal ash content that is
determined from the proximate analysis.
108
Caution needs to be taken when using the model in eq 23 to predict the char–slag
transition because the char–slag transition is strongly affected by the fragmentation
behavior of char particles. For example, if fragmentation occurs in the early stage of char
oxidation (it does occur for highly macroporous, thin-walled char (32, 34)), large
amounts of included minerals will be liberated and the char–slag transition is expected to
occur earlier. The fragmentation of char particles is highly dependent on the coal rank and
type, char structure and reaction conditions. The constants in this empirical model were
based on the properties of two bituminous and one subbituminous coals. When applied to
other coal ranks, the constants need to be modified for optimum results.
In addition, the critical conversions for the transition of the three coals were
determined at temperatures above the AFTs of the coal ashes. In some practical coal
gasifiers, coal particles are mixed with additives for achieving a slagging operation
condition. The additives might affect the char–slag transition by interacting with the coal
ash and lowering its AFT.
CHAPTER 6
RESULTS: ASH DEPOSITION
Performance of slagging entrained-flow gasifiers is in large part dictated by the
burnout behavior of char particles. If a char particle deposits on the gasifier wall, its
residence time will increase substantially and its overall conversion change. Furthermore,
deposition of ash particles on the gasifier wall can form slag flow, which causes erosion
and corrosion of the refractory wall. CFD simulations of particle trajectories in
entrained-flow gasifiers (e.g., Figure 3) indicate that certain char particles strike the
gasifier wall at different positions with various approaching angles (124–126). When
determining the fates of particles upon impacting the gasifier wall, elastic reflection
(rebounding) is usually assumed for low-conversion, porous char and trap (sticking) is
usually assumed for ultimate-conversion, molten slag. However, this assumption has not
been validated for the particles with intermediate conversion. Different particle fates
upon impacting the gasifier wall are illustrated in Figure 42.
As shown in Chapter 5, the intermediate particle is in the char–slag transition stage,
which is associated with dramatic changes in the physical properties, including particle
density, size, and mineral–carbon association. These phenomena imply unique particle
fates and deposition behavior upon impacting the gasifier wall. Therefore, understanding
the fates and deposition behavior of particles during the char–slag transition is essential
for improving the CFD modeling of entrained-flow coal gasifiers.
110
Figure 42. Illustration of particle fates upon impaction on the gasifier wall.
Most of the previous studies on ash deposition were focused on combustion
conditions, featuring a traditional experimental setup that utilizes a cylindrical deposition
probe (rotating or not) perpendicular to the particle laden gas stream at the bottom of an
entrained-flow reactor (or a drop-tube furnace). In these studies, the deposition probes
were usually gas cooled to a temperature much lower than that in the reactor. This kind of
configuration was designed to simulate ash deposition caused by inertial impaction on
cylinders in cross flow, i.e., ash particles approaching heat exchanger tubes. In contrast,
ash deposition caused by inertial impaction on walls in parallel flow is not well
understood, especially under gasification conditions (72). The inertial deposition on walls
in parallel flow resembles the situation of particles impacting gasifier walls, which needs
to be clarified for CFD simulation of particle tracking in a gasifier. Moreover, little
attention has been paid to the particle deposition behavior during the char–slag transition
111
phase. To the knowledge of the author, Bool and Johnson (89) performed the only study
of coal ash deposition behavior at different conversions, but their work focused on
inertial impaction on cylinders in cross flow under combustion conditions rather than on
walls in parallel flow under gasification conditions.
This study was motivated by: (1) the lack of understanding on the particle
deposition behavior in the intermediate stage (char–slag transition) of coal conversion in
a gasifier, and (2) the need to establish a criterion for accurately predict the particle fates
(sticking or rebounding) upon impaction on gasifier walls. This chapter presents the
results of an experimental study on the particle deposition behavior during the char–slag
transition of a HVC bituminous coal (Illinois #6) under simulated gasification conditions.
6.1 Particle Collection Efficiency
The particle collection efficiency is defined as the ratio of the mass of particles
collected by the deposition plate to the mass of total particles that approached the plate in
the gas flow. The mass of particles collected by the deposition plate in the 2-hour
experiments is presented as a function of coal conversion in Figure 43. The mass of total
particles that approached the plate in the 2-hour experiments was calculated using eq 11
in section 4.5.2 and the results are presented in Figure 44. Data in Figures 43 and 44 are
used to calculate the particle collection efficiency with eq 10 presented in section 4.5.2.
112
Figure 43. Particles collected on the deposition plate in the 2-hour experiments
conducted at 1400 and 1500 °C.
Figure 44. Calculated total particle mass that approached the deposition plate in the
2-hour experiments conducted at 1400 and 1500 °C.
113
Evolution of the particle collection efficiency at 1400 and 1500 ºC is shown in
Figure 45. To test the reproducibility of the data, the deposition experiment at 1400 ºC
and 3 s residence time was performed five times. Results of the five repeated experiments
were analyzed using Student’s t-test. The uncertainty range for the collection efficiency is
±1.9% with a 90% confidence interval. Overall, the collection efficiency increased with
conversion. In particular, the collection efficiency of the 1400 ºC experiments remained
relatively low below 85% conversion and then increased dramatically at 88% conversion.
The evolution of collection efficiency at 1500 ºC followed the same trend with a drastic
increase at 92% conversion. The difference in the conversion at which particle collection
efficiency increased is probably due to data scattering. The dramatic rise of the particle
collection efficiency at a critical conversion was also observed by Bool and Johnson (89)
in the combustion of a Pittsburgh #8 coal.
Figure 45. Evolution of particle collection efficiency as a function of conversion.
114
Interpretation of the particle collection efficiency data is based on the deposition
mechanisms described in the section 2.3.1. Baxter (71) proposed five mechanisms which
contribute to deposit formation: inertial impaction, eddy impaction, thermophoresis,
condensation and chemical reaction. The dominating mechanism in deposit formation has
been identified as inertial impaction (73). The other four mechanisms, which are called
near-wall effects, were shown to be insignificant compared with inertial impaction (74,
75). Therefore, the contributions to particle collection efficiency from near-wall effects
are assumed to be negligible compared to the inertial impaction.
According to Baxter (71), the particle collection efficiency in inertial impaction is
the product of the particle impaction efficiency (𝐼) and the particle capture efficiency (𝐺)
in the form of
𝜂 = 𝐼𝐺
(24)
The particle impaction efficiency is defined as the mass ratio of particles that impacted
the target to the particles that approached the target. The particle capture efficiency is
defined as the mass ratio of the particles captured by the target to the particles that
impacted the target. Barroso et al. (81) showed that the capture efficiency is
representative of the intrinsic tendency of ash particles to deposit on the impaction
surface. Therefore, the capture efficiency is of particular significance for the prediction of
particle fates upon impaction on gasifier walls. On the basis of eq 24, the particle capture
efficiency can be expressed as
𝐺=
𝜂
𝐼
(25)
115
To calculate the particle capture efficiency, the particle impaction efficiency needs
to be calculated first. The impaction efficiency during inertial impaction on cylinders in
cross flow has been well studied and correlated to the particle Stokes number (71, 72, 79).
The impaction efficiency on walls in parallel flow is not well characterized (72). The
following section discusses in detail the calculation of the particle impaction efficiency.
6.2 Impaction Efficiency Calculation
In this study, the particle impaction efficiency was calculated by CFD simulation
of particle motion impacting the deposition plate used in the deposition experiments. The
principle of calculating the impaction efficiency is illustrated in Figure 46.
Figure 46. Principle of calculating the particle impaction efficiency: dotted lines,
approaching particles that impacted the deposition plate; dashed lines, approaching
particles that did not impact the plate; solid lines, particles that did not approach the plate.
116
As shown in Figure 46, particles can be classified into three categories: impacted
particles (dotted lines), approached but nonimpacted particles (dashed lines) and
nonapproached particles (solid lines). The impaction efficiency is calculated as the mass
ratio of particles (dotted lines) that impacted the plate to the total particles (dotted and
dashed lines) that were carried by the flow in the projected area of the deposition plate
and approached it.
The simulation of particle motion was performed by using the computational
program FLUENT 6.1. The computing grid was generated using GAMBIT, which
consists of a computing domain of the LEFR and a computing domain of the deposition
probe. The domain for the LEFR was 61 cm long with a 5.08 cm diameter according to
the geometry of the LEFR. The domain for the deposition probe was 25 cm long with a
2.54 cm diameter according to the geometry of the deposition probe.
The 𝑘 − 𝜀 model was used for calculating the viscous flow field as it works in
both laminar and turbulent flow. The drag law was assumed to be Stokes–Cunningham
with a Cunningham correction factor of 10.
Mean sizes of the particles collected at different conversions were used to define
the particles injected into the computing domain. The mean particle sizes were assumed
to represent the particle sizes just above the deposition plate. Particle density and
diameter data were taken from Figures 25 and 26. Upon impaction, the particles were
assumed to be trapped by the deposition plate. The number of trapped particles divided
by the number of injected particles in the flow field of the projected plate area gives the
impaction efficiency. A total number of 200 particles were tracked for the injected
particles in each simulation.
117
Detailed input and output parameters of the simulation for calculating the
impaction efficiency at 1400 °C are listed in Appendix F.
Figure 47 shows an example of the simulated flow streamlines and the tracked
particle motion near the deposition plate under experimental conditions of 1400 °C and 1
s residence time. It indicates that the flow was laminar and most of the approached
particles impacted the plate, whereas a small fraction of the approached particles did not
impact the plate.
Figure 47. Example of the tracked particle impaction on the deposition plate for
experimental conditions of 1400 °C and 1 s residence time.
118
On the basis of the FLUENT simulation results, the predicted impaction
efficiencies at different conversions and temperatures were calculated and the results are
presented in Figure 48. In general, the impaction efficiency decreases with increasing the
coal conversion. This is because the gas velocity and particle diameter decrease with
increasing the residence time (corresponding to increasing conversion), which results in
the decrease of Stokes number. The particle impaction efficiency in inertial impaction has
been shown to decrease with the particle Stokes number (71, 72, 79), which can be
calculated using eq 7 in section 4.4. The deviation of the last data point from the trend of
other data points might be due to the error in measuring the particle diameter, which has
the most significant influence (in the order of square) on the particle Stokes number.
Figure 48. Predicted particle impaction efficiency.
119
6.3 Particle Capture Efficiency
On the basis of the predicted particle impaction efficiencies in Figure 48, the
capture efficiencies were calculated by eq 20 and the results are shown in Figure 49. A
significant increase in the particle capture efficiency took place at roughly 88%
conversion for the deposition experiment conducted at a temperature of 1400 °C. Up to
this critical conversion, the capture efficiency remained relatively low. After the critical
conversion, the capture efficiency continued to increase to up to 95%. The particle
capture efficiency for the deposition experiment conducted at a temperature of 1500 °C
follows the same trend with a sharp rise at about 92% conversion. The difference between
the two conversions corresponding to dramatic rise in the particle capture efficiency at
different experimental temperatures might be due to data scattering.
Figure 49. Evolution of the particle capture efficiency during the char–slag transition
process.
120
The particle capture efficiency is a function of the particle stickiness and the
impaction surface stickiness (73, 81, 96,). Because the deposition plates used in the
deposition experiments were identical material, impaction surface stickiness can be
assumed to be the same for all experiments. Therefore, the increase in the particle
collection efficiency is due to the increase in particle stickiness. Ash particle stickiness is
caused by the molten phase of mineral matter in the particle. At 1400 and 1500 ºC, which
are above the ash fluid temperature (1246 ºC) of the coal, it is assumed that all the
mineral matter in the particle is melted to form molten phase regardless of conversion.
That is, particle stickiness might be assumed to be independent of conversion. However,
data in Figure 49 suggest that particle stickiness is affected by conversion (or residual
carbon content). In order to explain this phenomenon, Bool and Johnson (89) proposed a
hypothesis that the ash particle is not sticky unless the melted minerals in the particle
become exposed to the particle surface and thus are able to contact the deposition surface.
On the basis of this hypothesis, it can be inferred that there is a critical conversion at
which there are sufficient melted minerals on the surface of the particle to make the
particle sticky.
The char–slag transition is a process in which porous char transforms into molten
slag. The transition starts from a porous char particle that mineral matter is encapsulated
by a carbon matrix. The transition is completed when the particle surface is covered by
the molten mineral, i.e., the remaining carbon is enclosed by the mineral and the particle
transforms into slag. Therefore, the critical point at which particle stickiness rises
dramatically is during the process of char–slag transition. Chapter 5 showed that the
char–slag transition is marked by substantial changes in the particle size, density and
121
surface area. For the Illinois #6 coal used in this study, the char–slag transition was found
to occur at about 88% conversion. On the basis of the char–slag transition process shown
in Figure 37 in section 5.4.1, the evolution of the particle stickiness during the burnout
process is interpreted as follows.
The particle stickiness is dependent on the exterior layer of the particle (89), i.e., a
particle cannot be sticky unless molten minerals appear on its surface because carbon
itself is not sticky. Before the char–slag transition, minerals are enclosed by the carbon in
the char particle and the particle is nonsticky even if the minerals inside are melted.
During the transition, the melted minerals start to become exposed on the particle surface,
making the particle sticky. After the transition, the particle completely becomes slag.
Therefore, the particle stickiness is presumed to be zero before the transition. However,
data in Figure 49 indicate that the particle stickiness before the critical point is not zero,
although it is relatively low. This deviation can be ascribed to the presence of excluded
minerals in the coal sample.
Before the char–slag transition, ash liberation of included minerals did not
dominate the ash formation in this stage because no fragmentation of char particles
occurred, as indicated by Figure 27 in section 5.2.1. The independent, droplet-shaped
bright particles in Figure 37a and 37b can be classified as excluded minerals molten at
high temperatures. Meanwhile, because carbon was partially consumed and the char
particle surface receded, a few mineral grains started to become exposed from the carbon
matrix and appeared on the char surface, as shown in Figure 37a and 37b. The exposed
minerals likely remained adhered on the char particle surface due to the molten ash
surface tension (109). However, the amount of exposed minerals is not sufficient to make
122
the particle sticky. Consequently, the low particle collection efficiency before the critical
conversion is due to the molten excluded minerals that account for the minor fraction of
the total minerals in the coal.
As conversion proceeded to the char–slag transition stage, carbon was consumed
further to a point that a large amount of molten mineral droplets became exposed on the
shrinking particle surface, as shown in Figure 37c. Such a particle has a surface partially
covered by molten and sticky ash minerals. At a critical conversion when the particle
surface is covered by sufficient molten ash, the particle adheres onto the deposition plate
when it impacts the plate. Consequently, the sharp rise of particle stickiness at about 88%
conversion in Figure 49 can be attributed to the dramatic increase of molten minerals that
become exposed on the particle surface. One needs to keep in mind that the particle can
stick to the deposition surface only when a “sticky” part of the surface contacts the
deposition plate. Otherwise, the particle would rebound because its carbon surface is
nonsticky. As the fraction of particle surface containing molten minerals increases, so
does the sticking propensity of the particle. As char–slag transition proceeds further after
the critical conversion, particle fragmentation starts dominating the ash formation. As a
result, lots of ash minerals abruptly become exposed on the particle surface as shown in
Figure 37d. This leads to the continued increase in the particle stickiness after the critical
conversion.
The molten included minerals can coalesce within hot char particles and form large
ash particles (32, 124). Figure 37d indicates that exposed minerals started coalescing on
the char surface when they met each other on the shrinking particle surface. Figure 37e
shows more significant coalescence of ash particles. Kang et al. (34) suggested that the
123
formation of large ash particles (above 15 µm) with a narrow size distribution is due to
the coalescence of minerals in the char particle. On the other hand, the high collection
efficiency at this stage can also be caused by fragmentation of highly macroporous char
particles, which is marked by the liberation of large amounts of fine ash particles (below
20 µm) with a broad size distribution (32). In this study, the final slag particles (Figure
37f) have a narrow size range of 20–30 µm, indicating that most of the mineral matter in
the coal particle coalesced to form large ash particles. Wu and colleagues (32, 33) also
concluded that coalescence of included minerals determines the formation of coarse ash
particles formed in the later stages of coal conversion. The exposed minerals on the char
surface coalesced when they gradually met each other on the shrinking particle surface
and eventually merged with the included minerals inside the particle. When the surface of
the particle is totally covered by coalesced ash, i.e., the residual carbon is encapsulated by
minerals, the char–slag transition is completed. This kind of particle has the highest
stickiness, as shown in Figure 49 after 95% conversion.
The particle stickiness can be calculated by
𝜁=
𝜂 −𝜂 0
𝐼
(26)
where 𝜁 is the particle stickiness and 𝜂0 is the particle collection efficiency caused by
excluded minerals (given by the minimum collection efficiency at lowest conversion). By
this definition, the particle stickiness can range from zero to one. Calculated particle
stickiness is presented in Figure 50. Before the char–slag transition, the particle stickiness
remained almost zero. After the transition, it increased dramatically.
124
Figure 50. Particle stickiness as a function of conversion.
The char particles before the critical conversions in Figure 50 contain a weight
fraction of 30–50% ash, which can be calculated from the carbon content data in Figure
19. The ash was presumed to be molten at 1400 and 1500 °C, which are much higher than
the AFT (1246 °C). The stickiness of these char particles, however, was very low as
shown in Figure 50. This phenomenon suggests that the previously established sticking
criteria (82, 83) of a weight fraction of 15–20% molten phase is inappropriate for precise
prediction of particle sticking behavior. These criteria were based on experiments using
synthetic ash, which did not take into account the association between carbon and ash in
the particle. For a coal particle in a gasifier, its carbon content decreases with conversion,
but it is common to have a few percent carbon remaining in the slag (127). The presence
of residual carbon in the char particle prevents the molten ash from contacting the
impaction surface and served as a dispersive material in ash deposit (88).
125
6.4 Hypothetical Particle Fates
On the basis of the discussion in section 6.3, a hypothetical mechanism for
describing particle fates upon impaction on walls in parallel flow is proposed and
illustrated in Figure 51. The evolution of the particle stickiness during the char–slag
transition is explained by this mechanism.
In the initial and middle stage of coal conversion (before the char–slag transition),
included minerals are mainly enclosed in the particle (type A), although a few minerals
become liberated and exposed on the particle surface. Such a particle is likely to rebound
upon impacting the deposition surface and its stickiness is relatively low. During the
char–slag transition, more minerals become exposed and eventually a critical point is
reached at which a sufficient fraction of the particle (type B) surface is covered by melted
mineral ash. This type of particle has a high stickiness and tends to adhere on the
deposition surface upon impaction. The actual collection efficiency depends on the
probability that the particle strikes the deposition plate with its ―sticky part‖. When the
char–slag transition completes, most of the minerals are liberated or coalesce to form
coarse ash particles (type C). The stickiness of this type of ash particle is the highest, as
indicated in Figure 50.
This mechanism suggests that the assumption of elastic reflection can only be used
before the char–slag transition and the assumption of sticking can only be used after the
char–slag transition. For the stage during the char–slag transition, a detailed fractional
coverage of the particle surface by molten minerals needs to be taken into account when
calculating the particle stickiness.
126
Figure 51. Hypothetical particle fates upon inertial impaction on walls in parallel flow: A,
particle with minerals enclosed, B, particle with surface partially covered by ash, and C,
slag particle. Note the solid blobs represent ash minerals and the hollow network
represents the carbon matrix.
6.5 Modeling of the Particle Stickiness
The hypothetical particle fates suggest that the assumption of elastic reflection can
only be used before the char–slag transition and the assumption of sticking can only be
used after the char–slag transition. Within the char–slag transition stage, the particle
surface stickiness varies as a function of conversion. Because the particle stickiness is
dependent on the fraction of the particle surface covered by molten ash, a simple
expression for describing the variation of particle surface stickiness can be written as
𝜁𝑐𝑎𝑟 = 𝜁𝑎𝑠 𝜀
(27)
where 𝜁𝑐𝑎𝑟 is the stickiness (ranging from 0 to 1) of the char particle, 𝜁𝑎𝑠 is the
127
stickiness of the ash particle whose surface is totally covered by molten minerals and 𝜀
is the fractional coverage of the particle surface by ash (ranging from 0 to 1). The ash
particle stickiness 𝜁𝑎𝑠 is assumed to be approximately 1, as indicated by the particle
stickiness after the char–slag transition in Figure 50. The fractional coverage 𝜀 is a
function of ash content in the char particle. Suppose the ash started appearing on the
particle surface at an initial ash content 𝑐𝑖 and the ash totally covered the particle surface
at a final ash content 𝑐𝑓 for the Illinois #6 coal.
Therefore, 𝜀 can be estimated from
𝜀=
𝑎𝑠
𝐶𝑐
𝑎𝑟 −𝑐 𝑖
(28)
𝑐 𝑓 −𝑐 𝑖
𝑎𝑠
where 𝐶𝑐𝑎𝑟
can be determined using eq 19 in section 5.5. Eq 27 can be rewritten as
𝜁𝑐𝑎𝑟 =
𝑎𝑠
𝐶𝑐𝑜𝑎𝑙
𝑐𝑎𝑟𝑏𝑜𝑛 𝑋)
(𝑐 𝑓 −𝑐 𝑖 )(1−𝐶𝑐𝑜𝑎𝑙
−𝑐
𝑐𝑖
𝑓 −𝑐 𝑖
(29)
𝑎𝑠
where 𝐶𝑐𝑜𝑎𝑙
is the parent coal ash content (moisture free) determined with proximate
𝑐𝑎𝑟𝑏𝑜𝑛
analysis and 𝐶𝑐𝑜𝑎𝑙
is the parent coal carbon content (moisture free) presented in Table
7. Eq 29 can be further simplified as
𝐴
𝜁𝑐𝑎𝑟 = 1+𝐵𝑋 + 𝐶
(30)
where 𝐴, 𝐵 and 𝐶 are constants that can be determined by nonlinear regression using
data in Figure 50. Using the nonlinear regression function of the computational program
Polymath, 𝐴, 𝐵 and 𝐶 were determined. Eq 30 can then be expressed as
0.1621
𝜁𝑐𝑎𝑟 = 1−0.9196𝑋 − 0.5989
(31)
128
The uncertainty ranges for 𝐴, 𝐵 and 𝐶 are ±0.1577, ±0.0749 and ±0.5362, respectively,
for a 90% confidence interval determined by Student’s t-test. The coefficient of
determination (𝑅 2 ) is 0.95817.
Theoretically, constant 𝐵 is the parent coal carbon content as shown in eq 29. The
theoretical value of 0.7630 is in good qualitative agreement with the fitted value of
0.9196.
The particle stickiness calculated using eq 30 (experimental) and eq 31 (model) is
plotted as a function of coal conversion in Figure 52 for comparison. The modeling result
agrees qualitatively well with the experimental data. This simple model is helpful to more
precisely predict the particle fates upon impaction on gasifier walls in the CFD modeling
of entrained-flow gasifiers. For example, it can be incorporated into the advanced ash
deposition models (95–98) to enhance the accuracy in predicting local ash deposition
behavior.
Figure 52. Comparison of the experimental and modeling particle stickiness data.
129
6.6 Concluding Remarks
The stickiness of a pulverized bituminous coal ash is a function of carbon
conversion at temperatures above the ash fluid temperature. In particular, there is a
critical conversion at which the particle stickiness increases dramatically. The critical
conversion is the starting point of the char–slag transition, which is indicated by a fast
drop in the internal surface area of the particle. This finding is important for developing
more accurate ash deposition models for that were mentioned in section 2.5.2 because it
provides a criterion for determining if a particle will stick or rebound upon impacting the
gasifier wall at a specific conversion. The dependence of particle stickiness on conversion
suggests that appropriate assumptions need to be made when determining the fate of
particles impacting the gasifier wall during the char–slag transition by considering the
fractional coverage of the particle surface by the exposed minerals.
The transformation of mineral–carbon association plays a key role in affecting the
ash deposition behavior during the char–slag transition. At the critical conversion, large
amounts of included minerals become exposed on the particle surface and melt, which
results in a sharp rise in the particle surface stickiness. Before the critical conversion, ash
deposition is primarily due to the excluded minerals in the coal. After the critical
conversion, ash deposition is mainly a result of the exposure of included minerals on the
particle surface.
Care should be taken in applying the sticking criterion and the empirical stickiness
model because it was based on the experimental study of only one bituminous coal. The
ash stickiness is highly dependent on the ash composition and temperature. For example,
iron oxides (particularly in lesser oxidized form) tend to make the ash sticky by forming
130
molten phase due to the lower melting temperatures, whereas alumina and silica decrease
the ash stickiness by presenting as a crystalline phase because of the high melting
temperatures (62, 65). Furthermore, the ash deposition experiments were performed in a
bench-scale entrained-flow reactor, which has a heating rate of 10 3–104 K/s. In
commercial entrained-flow gasifiers, the heating rate that coal particles are subjected to is
typically 106 K/s. Therefore, the mineral matter transformation and char fragmentation
undergone in the two apparatuses can be largely different, resulting in different ash
property and sticking propensity. On the other hand, ash deposition behavior also depends
on the kinetic energy of the particle (80), which needs to be dissipated during the
impaction for an particle to stick. For the same particle, the turbulent flow in the
commercial gasifier generates a kinetic energy much higher than that in the bench-scale
reactor, which had laminar flow conditions in this study. All of these factors need to be
taken into account for developing comprehensive and precise ash deposition models.
CHAPTER 7
CONCLUSIONS AND RECOMMENDATIONS
FOR FUTURE WORK
7.1 Summary of Results
The transition from char to slag of three pulverized coals was studied using an
LEFR under gasification conditions. Results show that the char–slag transition features
dramatic changes in the physical properties of the particle. In particular, the particle
density increases, the particle size reduces and the particle surface area decreases in the
late stages of gasification. The increase in particle density is due to particle size reduction.
The particle size reduction is caused by particle shrinkage in the initial stage of the
transition and by particle fragmentation in the later stage of the transition. The decrease in
particle surface area can be attributed to blockage of pores in the particle by molten ash
minerals.
These physical changes were used to identify the critical conversion at which the
char–slag transition occurs. The critical conversion is dependent on the ash content in the
parent coal. In general, the transition takes place at lower conversion for a coal with
higher ash content. Moreover, the residual carbon contents in the char particle are below
50% at the critical conversions for all the three coals, indicating that the char–slag
transition occurs only when the ash is the dominant component of the char particle.
Ash deposition behavior on walls in parallel flow was investigated for a
132
bituminous coal using the LEFR. The particle stickiness at different conversions were
quantified. The particle stickiness is a function of coal conversion at temperatures above
AFT. In particular, there is a critical conversion at which the particle stickiness increases
dramatically and the critical conversion is in the neighborhood of char–slag transition.
This observation suggests that appropriate assumptions need to be made when
determining the fate of particles impacting the gasifier wall during the char–slag
transition: elastic reflection before the critical conversion and sticking dependent on the
stickiness after the critical conversion.
The variation of particle stickiness during char–slag transition is due to the
exposure and melting of included minerals on the particle surface. This observation
indicates that the transformation of the mineral–carbon association plays a key role in the
ash deposition behavior during the later stage of pulverized coal gasification. Particle
shrinkage and fragmentation result in the exposure of large amounts of included minerals,
which melt at high temperatures and increase the particle surface stickiness markedly.
On the basis of the interpretation of the experimental results, an empirical model is
developed for predicting the critical conversion at which the char–slag transition occurs
using the ash content of the parent coal. A hypothetical mechanism is proposed to
describe the particle fates in inertial impaction on walls in parallel flow. The mechanism
takes into account the residual carbon of the particles and provides a criterion for the
CFD simulation of particle trajectories when tracking the motion of particles impacting
the gasifier wall. An empirical correlation is established to characterize the variation of
the particle stickiness as a function of coal conversion during the char–slag transition.
This correlation is helpful for developing comprehensive and precise ash deposition
133
models.
7.2 Implications for Industrial Gasifiers
The char–slag transition is associated with the decrease in internal surface area of
the char particle and the coverage of melted ash on the char surface. These phenomena
suggest that the char reactivity might decrease in the later stages of gasification and a
complete conversion of the coal is unlikely to be achieved in the gasifier. Therefore, it is
necessary to recycle the ash particles to the gasifier in order to burn the residual carbon in
the ash particles.
The dependence of the particle stickiness on conversion indicates that char
particles tend to deposit on the gasifier wall upon impacting on the gasifier wall during
the later stages of gasification. Once a char particle deposits on the wall and flows down
with the slagging layer, its residence time in the gasifier will increase dramatically; thus
its conversion will be increased. On the other hand, the residual carbon in such a particle
can affect the viscosity and melting behavior of the slag by acting as a dispersive material
in the crystal structure of the slag. The impaction of char particles is highly dependent on
the flow pattern in the gasifier, which is largely determined by the injector (burner). Both
of the effects on conversion and slag properties need to be considered when designing the
burner of the gasifier.
7.3 Recommendations for Future Work
Caution must be taken in applying the hypothetical mechanism and empirical
correlation because the char–slag transition is strongly affected by the fragmentation
behavior of char particles. For example, if fragmentation occurs in the early stage of char
134
gasification (which does occur for highly porous, thin-walled char (32, 33)), large
amounts of included minerals will be liberated and the char-slag transition is expected to
occur in advance. The fragmentation of char particles is highly dependent on the coal
rank, type and reaction conditions. Consequently, it is necessary to extend the research to
other coals to examine if the char–slag transition is affected by these parameters.
Under practical operation conditions, the refractory wall is usually covered by a
layer of molten slag and therefore its surface is wet. The wet surface is expected to affect
the ash deposition behavior. Therefore, it is essential to investigate the effect of
deposition surface property on ash deposition for comprehensively understanding the
particle deposition behavior on the gasifier wall.
In addition, the exposure of molten minerals on the char surface during char–slag
transition can form a “diffusional barrier” on the char surface by blocking the pores of the
carbon matrix. This “diffusional barrier” presumably increases the mass transfer
resistance of reaction gas diffusing into the pores of the carbon matrix. This phenomenon
suggests that the char gasification rate or char reactivity will change dramatically during
the char–slag transition. Therefore, it is of practical significance to study the effect of
exposed minerals on char reactivity in the later stage of char gasification because high
conversion is desired for improving the efficiency of IGCC plants.
APPENDIX A
COOLING RATE CALCULATION
IN THE COLLECTION PROBE
It is important for the collection probe to provide sufficient quenching for the
reacting gas stream that enters the probe. The quenching rate must be sufficiently fast to
stop the reactions in the particle-laden gas stream entering the probe and to ensure that
the collected particles represent those at the end of the reactor.
This section presents a simple calculation of the cooling rate in the collection
probe following Molina’s method (128). The energy balance for a gas flow through a
cylindrical probe is described by
𝑑 𝑄𝐶𝑔 𝑐𝑝 𝑇𝑔
𝑑𝑥
= −𝜋𝐷 𝑇𝑔 − 𝑇𝑝
(32)
where 𝑄 is the volumetric flow rate of the gas (m3/s), 𝐶𝑔 is the gas concentration
(mol/m3), 𝑐𝑝 is the mean gas heat capacity at constant pressure (J/(m3k)), 𝑇𝑔 is the gas
temperature (K), 𝑥 is the axial distance (m), 𝐷 is the probe internal diameter (m), is
the local convection heat transfer coefficient (J/(m2sK)) and 𝑇𝑝 is the probe surface
temperature (K).
The value of 𝑄 can be calculated from gas flow rates under known experimental
conditions. The probe internal diameter is 0.0095 m. 𝐶𝑔 and 𝑐𝑝 can be estimated for a
136
given gas composition under specific experimental conditions. 𝑇𝑔 is considered as
furnace temperature. 𝑇𝑝 can be considered as water temperature (283 K) because water
heat capacity is much higher than that of the gas. can be estimated from
𝑁𝑢 =
𝐷
𝑘
= 3.66
(33)
where 𝑘 is the thermal conductivity of the gas, which can be calculated for a given gas
composition. Eq 33 is valid for laminar, fully developed flow. Although fully developed
flow does not exist at the entrance of the collection probe, it is assumed to be valid to
apply eq 33 in the calculation of . This is because the fully developed flow has a
thermal conductivity that is much lower than the unsteady flow at the entrance of the
probe. Therefore, the calculated using eq 33 is the lower limit of the true value.
Under the experimental conditions in this research, the quenching rate is in the
order of 106 K/s, which is fast enough for stopping the reactions in the particle-laden gas
stream.
APPENDIX B
DESIGN OF THE CYCLONE COLLECTOR
Design of the cyclone was based on the work of Maroulis and Kremalis (104). A
cyclone has five components: particle-laden gas inlet, fine particle–gas outlet, cylinder
body, vortex tube, conical section and coarse particle outlet. The characteristic geometries
of these components are illustrated in Figure 53 and the specifications are summarized in
Table 8.
The cut diameter 𝑑50 of the cyclone is calculated from
𝑑50 =
9𝜇𝑄
0.5
(34)
2
𝜋𝜌 𝑝 𝑧𝑐 𝑈𝑡𝑚𝑎𝑥
where 𝜇 is the gas viscosity (Pa·s), 𝑄 is the volumetric gas flow rate (m3/s), 𝜌𝑝 is the
particle density (kg/m3), 𝑧𝑐 is the core length (m) and 𝑈𝑡𝑚𝑎𝑥 is the maximum tangential
gas velocity (m/s).
The maximum tangential gas velocity 𝑈𝑡𝑚𝑎𝑥 is calculated by
𝑈𝑡𝑚𝑎𝑥 = 6.1𝑈
𝐻𝑖 𝑊 𝑖 0.61
𝐷𝑐2
𝐷𝑔 −0.74
𝐿𝑏 −0.33
𝐷𝑐
𝐷𝑐
(35)
in which the mean gas tangential velocity is calculated as
𝑄
𝑈=𝐻𝑊
𝑖
𝑖
(36)
138
Figure 53. Geometry of the cyclone.
139
Table 8. Characteristic geometries of the cyclone
Component
Geometry Definition
Li
Dimension (m)
Length of the inlet
0.0508
Particle-laden gas inlet Wi
Width of the inlet
0.0051
Hi
Heitht of the inlet
0.0120
Dg
Diameter of the gas outlet
0.0127
Lg
Length of the gas outlet
0.0316
Dc
Diameter of the cylinder body
0.0254
Lc
Length of the cylinder body
0.0254
Dv
Diameter of the vortex tube
0.0127
Lv
Length of the vortex tube
0.0192
Ls
Length of the conical section
0.0254
Dp
Diameter of the coarse particle outlet
0.0127
Lp
Length of the coarse particle outlet
0.0175
Fine particle–gas outlet
Cylinder body
Vortex tube
Conical section
Coarse particle outlet
140
The core length 𝑧𝑐 is defined as
𝑧𝑐 = Lb − Lv −
L b −L v
Dc
Dp
dc
Dp
−1
− 1 for dc > Dp
(37)
or
𝑧𝑐 = Lb − Lv for dc < Dp
(38)
where dc is calculated by
dc = 0.47Dc
H i W i −0.25
D 2c
D e 1.4
Dc
(39)
The calculated cut diameter for this study is 2–4 µm depending on the residence
time.
APPENDIX C
WATER COOLING SYSTEM
The objective of this work is to design and build a closed-loop water circulation
system which provides reliable and sufficient cooling capacity for protecting the injection
probe and the collection probe of the LEFR. Therefore, reliability and cooling capacity
are the two major concerns in this design. This section presents the design and
construction of the water cooling system. The schematic diagram of the water cooling
system is shown in Figure 54.
Figure 54. Schematic diagram of the water cooling system.
142
C.1 Reliability Issues and Solutions
C.1.1
Cooling Water Temperature Increase
This can be solved by the combination of a temperature switch and a solenoid
valve (A). The temperature switch monitors the water temperature in the tank. When the
water temperature rises above the setting limit, the solenoid valve is activated and city
water is injected into the tank until the water temperature returns to the setting limit.
C.1.2
Water Level in the Tank Drop
This can be solved by the combination of a level switch and a solenoid valve (B).
The level switch monitors the water level in the tank. When the water level drops, the
level switch activates the solenoid valve and injects city water into the tank until the
water level returns to normal.
C.1.3
Water Pump Failure
This can be solved by the combination of a flow switch and a solenoid valve (C).
The flow switch monitors the water flow rate in the circulation loop. When the pump fails,
the water flow rate will decrease and the flow switch activates the solenoid valve. The
close-loop is then replaced by the open-loop of city water.
C.1.4
Electric Power Failure
When there is a power failure, the water pump will stop working. The solution in
water pump failure will work.
C.1.5
City Water Backflows through the Water Pump
A check valve is installed after the water pump to prevent backflow when the
water pump stops working.
143
C.1.6
Water Level in the Tank when Pump Stops Working
When the water level rises to the limit in the water tank, the water will be drained
through the overflow hole to the sink.
C.2 Cooling Capacity
The cooling capacity needed for the system can be calculated by measuring the
flow rate and temperature of the inlet and outlet cooling water. The cooling capacity
determined by this measurement is 850 W. After adding a safety margin of 20%, the
cooling capacity of 1000 W is obtained. The heat exchanger for this is a fan-cooled 50-ft
copper coil. A flow rate of 2 gallon per minute is required. To provide this flow rate of 2
gallon per minute, a water pump with 15 PSI outlet pressure is enough.
APPENDIX D
GAS SUPPLY UNIT
The gas supply unit is shown in Figure 55. It consists of two nitrogen gas cylinders,
one air gas cylinder and four rotameters. The nitrogen used for carrier gas and reaction
gas is UHP grade and the nitrogen used for quenching as is regular grade. The air is zero
air grade. The rotameters are Cole Parmer direct reading rotameters. The ranges of the
rotameters are specified in the figure. Pressures before the rotameters are monitored using
mechanical pressure gauges.
Figure 55. Configuration of the gas supply unit.
APPENDIX E
EXPERIMENTAL PARAMETERS
Variation of experimental conditions in temperature and residence time requires
adjusting flow rates of the carrier gas and the reaction gas (including air and nitrogen).
Gas flow rates were calculated according to the experimental conditions for different
coals.
The carrier gas flow rate 𝑄𝑐𝑎𝑟𝑟𝑖𝑒𝑟 was calculated as
𝐿
𝑄𝑐𝑎𝑟𝑟𝑖𝑒𝑟 = 𝑡 𝜋𝑟 2
(40)
where 𝐿 is the length of the reaction tube (m), 𝑡 is the residence time (s) and 𝑟 is the
radius of the injection probe (m). The flow rate of air in reaction gas mixture 𝑄𝑎𝑖𝑟 was
calculated by
𝑇 𝑃
𝑄𝑎𝑖𝑟 = 22.4 𝑇𝑟 𝑃0 𝑓 𝑆𝑅 ⋅
0
𝑟
𝑐𝑎𝑟𝑏𝑜𝑛
𝐶𝑐𝑜𝑎𝑙
12
+
𝑠𝑢𝑙𝑓𝑢𝑟
𝐶𝑐𝑜𝑎𝑙
32
+
𝑦𝑑𝑟𝑜𝑔𝑒𝑛
𝐶𝑐𝑜𝑎𝑙
4
−
𝑜𝑥𝑦𝑔𝑒𝑛
𝐶𝑐𝑜𝑎𝑙
(41)
32
where 𝑇𝑟 is room temperature (300 K), 𝑇0 is standard temperature (273.15 K), 𝑃0 is
standard pressure (1.01325 bar), 𝑃𝑟 is room pressure (0.85 bar), 𝑓 is coal feeding rate
𝑠𝑢𝑙𝑓𝑢𝑟
𝑐𝑎𝑟𝑏𝑜𝑛
(30 mg/min), 𝑆𝑅 is the stoichiometric ratio (0.7), and 𝐶𝑐𝑜𝑎𝑙
, 𝐶𝑐𝑜𝑎𝑙
𝑜𝑥𝑦𝑔𝑒𝑛
and 𝐶𝑐𝑜𝑎𝑙
𝑦𝑑𝑟𝑜𝑔𝑒𝑛
, 𝐶𝑐𝑜𝑎𝑙
are the ultimate analysis of carbon, sulfur, hydrogen and oxygen in the coal,
146
respectively. The flow rate of nitrogen in reaction gas mixture 𝑄𝑛𝑖𝑡𝑟𝑜𝑔𝑒𝑛 was calculated
by
𝐿
𝑄𝑛𝑖𝑡𝑟𝑜𝑔𝑒𝑛 = 𝑡 𝜋𝑅 2 − 𝑄𝑐𝑎𝑟𝑟𝑖𝑒𝑟 − 𝑄𝑎𝑖𝑟
(42)
where 𝑅 is the radius (m) of the reaction tube. The flow rate of quenching gas was fixed
at 2 l/min.
Detailed experimental parameters under different experimental conditions for
different coals are presented in this section. Experimental parameters for Illinois #6 coal
at 1400 and 1500 °C are presented in Tables 9 and 10, respectively. Experimental
parameters for Black Thunder coal at 1400 °C and Pittsburgh #8 coal at 1500 °C are
presented in Tables 11 and 12, respectively.
147
Table 9. Experimental parameters for the Illinois #6 coal at 1400 °C
Gas Flow Rate (l/min)
Feeding Rate
Residence
(mg/min)
Time (s)
Carrier Gas, Reaction Gas, Reaction Gas, Quenching Gas,
Nitrogen
Air
Nitrogen
Nitrogen
30
1
0.134
0.202
6.40
2.0
30
2
0.067
0.202
3.10
2.0
30
3
0.045
0.202
2.00
2.0
30
4
0.034
0.202
1.45
2.0
30
5
0.027
0.202
1.12
2.0
30
6
0.022
0.202
0.90
2.0
Table 10. Experimental parameters for the Illinois #6 coal at 1500 °C
Gas Flow Rate (l/min)
Feeding Rate
Residence
(mg/min)
Time (s)
Carrier Gas, Reaction Gas, Reaction Gas, Quenching Gas,
Nitrogen
Air
Nitrogen
Nitrogen
30
1
0.134
0.202
6.03
2.0
30
2
0.067
0.202
2.91
2.0
30
3
0.045
0.202
1.87
2.0
30
4
0.034
0.202
1.35
2.0
30
5
0.027
0.202
1.04
2.0
30
6
0.022
0.202
0.83
2.0
148
Table 11. Experimental parameters for the Black Thunder coal at 1400 °C
Gas Flow Rate (l/min)
Feeding Rate
Residence
(mg/min)
Time (s)
Carrier Gas,
Reaction
Reaction Gas, Quenching Gas,
Nitrogen
Gas, Air
Nitrogen
Nitrogen
30
1
0.134
0.194
6.41
2.0
30
1.5
0.089
0.194
4.21
2.0
30
2
0.067
0.194
3.11
2.0
30
2.5
0.054
0.194
2.45
2.0
30
3
0.045
0.194
2.11
2.0
30
4
0.034
0.194
1.46
2.0
30
5
0.027
0.194
1.12
2.0
Table 12. Experimental parameters for the Pittsburgh #8 coal at 1500 °C
Gas Flow Rate (l/min)
Feeding Rate
Residence
(mg/min)
Time (s)
Carrier Gas, Reaction Gas, Reaction Gas, Quenching Gas,
Nitrogen
Air
Nitrogen
Nitrogen
30
1
0.134
0.242
5.99
2.0
30
2
0.067
0.242
2.87
2.0
30
3
0.045
0.242
1.83
2.0
30
4
0.034
0.242
1.31
2.0
30
5
0.027
0.242
1.00
2.0
30
6
0.022
0.242
0.79
2.0
APPENDIX F
FLUENT SIMULATION PARAMETERS
Table 13. Input and output parameters of the FLUENT simulation at 1400 °C
Residence Time (s)
Input and Output Parameters
1
2
3
4
5
Space
3D, Segregated
Time
Steady State
6
Standard 𝑘 − 𝜀 Turbulence Model
Viscous
Solver Equation
Energy, Turbulence, Flow
Wall Function
Standard
Drag Parameter
Stokes–Cunningham with a Cunningham factor of 10
Injection Type
Solid Cone, -2°
Fluid Type
Nitrogen
Particle Type
Inert
Total Particles Tracked
200
Fluid Injection Velocity (m/s)
0.610
0.305
0.203
0.153
0.122
0.102
Particle Diameter (µm)
54.3
50.1
46.7
38.3
29.6
25.3
Particle Density (g/cm3)
0.447
0.481
0.533
0.592
0.782
0.840
181
150
130
113
82
65
Trapped Particles
APPENDIX G
SEM–EDS ANALYSIS OF THE ASH DEPOSIT
SEM images of the cross section of the ash deposit adhered on the deposition plate
at the experimental condition of 1400 °C and 5 s residence time are presented in Figures
56 and 57, respectively. The border between the ash deposit and the alumina plate is
clearly shown in Figure 56.
151
Figure 56. SEM image of the cross section of the ash deposit adhered on the deposition
plate at 1400 °C and 5 s residence time.
Figure 57. Close-up shot of the cross section of ash deposit in Figure 56.
152
EDS spectra of the cross sections of the ash deposit and the alumina plate are
presented in Figures 58 and 59, respectively. These spectra provide information concerning
the elemental composition of the scanned area of the deposit and the alumina plate. Figure 58
shows that the ash deposit contains about 6.9% residual carbon, which is lower than the
residual carbon content (about 27%) in the collected particles. This indicates that particles
with lower residual carbon content (or higher ash content) have a higher tendency to deposit
on the impaction surface. Figure 59 shows that the scanned area contains only aluminum and
oxygen elements, indicating the composition of alumina. This information can be used to
distinguish the border between the ash deposit and the alumina plate.
153
Figure 58. EDS spectra of the cross section of the ash deposit obtained at experimental
conditions of 1400 °C and 5 s residence time: scanned area is marked by square.
154
Figure 59. EDS spectra of the cross section of the alumina deposition plate used in the
deposition experiments: scanned area is marked by square.
REFERENCES
(1)
Elliott, M. A., Ed.; Chemistry of Coal Utilization, 2nd vol.; John Wiley & Sons:
New York, U.S., 1981.
(2)
Brown, C. E. World Energy Resources, 1st ed.; Springer–Verlag: New York, U.S.,
2002.
(3)
Higman, C.; van der Burgt, M. J. Gasification, 2nd ed.; Gulf Professional
Publishing: Boston, U.S., 2008.
(4)
Rezaiyan, J.; Cheremisinoff, N. P. Gasification Technologies: A Primer for
Engineers and Scientists; Taylor & Francis: Boca Raton, U.S., 2005.
(5)
Smoot, L. D.; Smith, P. J. Coal Combustion and Gasification; Plenum Press: New
York, U.S., 1985.
(6)
Otaka, M.; Watanabe, H.; Hara, S. Numerical Simulation of Molten-Slag Flow in
Coal Gasifier. In Proceedings of the ASME Power Conference, Chicago, U.S.,
April 5–7, 2005; American Society of Mechanical Engineers: New York, U.S.,
2005; pp. 1471–1476.
(7)
Wu, Y. Numerical Simulation Studies on Entrained Flow Coal Slurry Gasifiers and
Modeling for the Particle–Eddy Interaction. Ph.D. Dissertation, Tsinghua
University, Beijing, China, 2008.
(8)
Oka, N.; Murayama, T.; Matsuoka, H.; Yamada, S.; Yamada, T.; Shinozaki, S.;
Shibaoka, M.; Thomas, C.G. Influence of Rank and Maceral Composition on
Ignition and Char Burnout of Pulverized Coal. Fuel Process. Technol, 1986, 15,
213–224.
(9)
Alvarez, D.; Menéndez, R.; Fuente, E. Vleeskens, J. Study of the Influence of Coal
Rank on Char Structure and Behavior. Proceedings of the 7th International
Conference on Coal Science, Banff, Canada, September 12–17, 1993; Michaelian,
K.H., Ed.; Canadian National Organizing Committee, 7th International Conference
on Coal Science: Devon, Canada, 1993; pp. 77–80.
(10) Menéndez, R.; Vleeskens, J. M.; Marsh, H.; The Use of Scanning Electron
Microscopy for Classification of Coal Chars During Combustion. Fuel 1993, 72,
611–617.
156
(11) Jones, R. B.; Morley, C.; McCourt, C. B. Maceral Effects on the Morphology and
Combustion of Coal Char. In Proceedings of the 3rd International Conference on
Coal Science, Sydney, Australia, October 28-31, 1985; Hinde, R., Ed.; Pergamon
Press: Sydney, Australia, 1986; pp. 669–672.
(12) Jones, R. B.; McCourt, C. B. Morley, C.; King, K. Maceral and Rank Influences on
the Morphology of Coal Char. Fuel 1985, 64, 1460–1467.
(13) Bar-Ziv, E.; Kantorovich, I. I. Mutual Effects of Porosity and Reactivity in Char
Oxidation. Prog. Energy Combust. Sci. 2001, 27, 667–697.
(14) Harbor, J.; Manual on Catalyst Characterization. Pure Appl. Chem. 1991, 63,
1227–1246.
(15) Sing, K. S. W.; Everett, D. H.; Haul, R. A. W.; Moscou, L.; Pierotti, R. A.;
Rouquerol, J.; Siemieniewska, T. Reporting Physisorption Data for Gas/Solid
Systems with Special Reference to the Determination of Surface Area and Porosity.
Pure Appl. Chem. 1985, 57, 603–619.
(16) Barret, E. P.; Joyner, L. G.; Halenda, P.H. The Determination of Pore Volume and
Area Distributions in Porous Substances. I. Computations from Nitrogen Isotherms.
J. Am. Chem. Soc. 1951, 73, 373–380.
(17) Horvath, G.; Kawazoe, K. Method for the Calculation of Effective Pore Size
Distribution from Adsorption Isotherms on Molecular-Sieving Carbon. In
Proceedings of the 4th Conference on Applied Chemistry Unit Operations &
Processes, Veszprém, Hungary, August 30–September 1, 1983; Egyesülete, M.K.,
Ed.; Hungary Chemical Society: Budapest, Hungary, 1983; pp. 60–65.
(18) Jagiello, J.; Thommes, M. Comparison of DFT Characterization Methods Based on
N2, Ar, CO2, and H2 Adsorption Applied to Carbons with Various Pore Size
Distributions. Carbon, 2004, 42, 1225–1229.
(19) Liu, G. Mathematical Modelling of Coal Char Reactivity in a Pressurised
Entrained Flow Gasifier. Ph.D. Dissertation, University of Newcastle, Callaghan,
Australia, 1999.
(20) de Koranyi, A. The Relationship Between Specific Reactivity and the Pore
Structure of Coal Chars during Gasification. Carbon 1989, 27, 55–61.
(21) Hurt, R. H.; Sarofim, A. F.; Longwell, J. P. The Role of Microporous Surface Area
in the Gasification of Chars from a Subbituminous Coal. Fuel 1991 70,
1079–1082.
(22) Hurt, R. H.; Sarofim, A. F.; Longwell, J. P. Role of Microporous Surface Area in
Uncatalyzed Carbon Gasification. Energy Fuels 1991, 5, 290–299.
157
(23) Hurt R. H. Chemical and Physical Phenomena Determining Carbon Gasification
Reactivity. Ph.D. Dissertation, Massachusetts Institute of Technology, Boston, U.S.,
1987.
(24) Hampartsoumian, E.; Pourkashanian, M.; Trangmar, D. T.; Williams, A. Effect of
the Porous Structure of Char on the Rate of Gasification. In Prepr. Pap.-Am. Chem.
Soc., Div. Fuel Chem. 197th National Meeting of the American Chemical Society,
Dallas, U.S., April 9–14, 1989; American Chemical Society: Washington, DC,
U.S.A., 1989; pp. 212–219.
(25) Kawahata, M.; Walker, P. L. Mode of Porosity Development in Activated
Anthracite. In Proceedings of the 5th Carbon Conference, Pennsylvania State
University, State College, PA, U.S., June 19–23, 1961; Macklen, E., Ed.;
Pergamon Press: New York, U.S., 1962; pp. 251–263.
(26) Weiss, Y.; Benuri, Y.; Kantorovich, I. I.; Bar-Ziv, E.; Krammer, G.; Modestino, A.;
Sarofim, A. F. Evolution of Porosity and Thermal Conductivity during Char
Oxidation. In Proceeding of the 25th International Symposium on Combustion,
Irvine, U.S., July 31–August 5, 1994; The Combustion Institute: Pittsburgh, U.S.,
1994; pp. 519–525.
(27) Zhang, X.; Bar-Ziv, E. A Novel Approach to Determine Thermal Conductivity of
Micron-Sized Fuel Particles. Combust. Sci. Technol. 1997, 130, 79–95.
(28) Bar-Ziv, E.; Kantorovich I. I. Role of Porous Structure in Char Oxidation. Appl.
Therm. Eng. 1998, 18, 991–1003.
(29) Zhang, X.; Dukhan, A.; Kantorovich, I. I.; Bar-Ziv, E. Structural Changes of Char
Particles during Chemically Controlled Oxidation. In Proceedings of the 26th
International Symposium on Combustion, Napoli, Italy, July 28–August 2, 1996;
The Combustion Institute, Pittsburgh, U.S., 1996. pp. 3111–3118.
(30) Wu, H. Ash Formation During Pulverized Coal Combustion and Gasification at
Pressure. Ph.D. Dissertation, University of Newcastle, Callaghan, Australia, 2000.
(31) Wu, H.; Bryant, G.; Benfell, K.; Wall, T. An Experimental Study on the Effect of
System Pressure on Char Structure of an Australian Bituminous Coal. Energy
Fuels 2000, 14, 282–290.
(32) Wu, H.; Wall, T.; Liu, G.; Bryant, G. Ash Liberation from Included Minerals
During Combustion of Pulverized Coal: The Relationship with Char Structure and
Burnout. Energy Fuels 1999. 13, 1197–1202.
(33) Wu, H.; Bryant, G.; Wall, T. The Effect of Pressure on Ash Formation During
Pulverized Coal Combustion. Energy Fuels 2000, 14, 745–750.
(34) Kang, S. G.; Sarofim, A. F.; Beér, J. M. Effect of Char Structure on Residual Ash
158
Formation During Pulverized Coal Combustion. In Proceedings of the 24th
International Symposium on Combustion, Sydney, England, July 5–10, 1992; The
Combustion Institute, Pittsburgh, U.S., 1992; pp. 1153–1159.
(35) Hurt, R. H.; Dudek, D. R.; Longwell, J. P.; Sarofim, A. F.; The Phenomenon of
Gasification-Induced Carbon Densification and Its Influence on Pore Structure
Evolution. Carbon 1988, 26, 433–449.
(36) Kerstein, A. R.; Niksa, S. Prediction and Measurement of the Critical Porosity for
Fragmentation During Char Conversion. In Proceedings of the 1983 International
Conference on Coal Science, Pittsburgh, U.S., August 15–19, 1983; International
Energy Agency: Paris, France, 1983; pp. 743–746.
(37) Bhatia, S. K.; Perlmutte, D. D. A Random Pore Model for Gas–Solid Reactions: I.
Isothermal, Kinetical Control. AIChE J. 1980, 26, 379–385.
(38) Gavalas, G. R. A Random Capillary Model with Application to Char Gasification
at Chemically Controlled Rates. AIChE J. 1980, 26, 577–584.
(39) Bhatia, S. K.; Perlmutte, D. D. A Random Pore Model for Gas–Solid Reactions: II.
Diffusion and Transport Effects. AIChE J. 1981, 27, 247–254.
(40) Kantorovich, I. I.; Bar-Ziv, E. Processes in Highly Porous Chars Under Kinetically
Controlled Conditions: I. Evolution of the Porous Structure. Combust. Flame 1994,
97, 61–78.
(41) Kantorovich, I. I.; Bar-Ziv, E. Processes in Highly Porous Chars Under Kinetically
Controlled Conditions: II. Pore Reactivity. Combust. Flame 1994, 97, 79–87.
(42) Morimoto, T.; Ochiai, T.; Wasaka, S.; Oda, H. Modeling on Pore Variation of Coal
Chars During CO2 Gasification Associated with Their Submicropores and Closed
Pores. Energy Fuels 2006, 20, 353–358.
(43) Yamashita, T.; Fujii, Y.; Morozumi, Y.; Aoki, H.; Miura, T. Modeling of
Gasification and Fragmentation Behavior of Char Particles Having Complicated
Structures. Combust. Flame, 2006, 146, 85–94.
(44) Sultz, S. C., Kitto, J. B., Eds.; Steam/Its Generation and Use, 40th ed.; The
Babcock & Wilcox Company, Barberton, U.S., 1992.
(45) Gupta, R. P.; Wall, T. F.; Kajigaya, I.; Miyamae, S.; Tsumita, Y.
Computer-controlled Scanning Electron Microscopy of Minerals in
Coal–Implications for Ash Deposition. Prog. Energy Combust. Sci. 1998, 24,
523–543.
(46) Liu, Y.; Gupta, R. P.; Sharma, A.; Wall, T.; Butcher, A.; Miller, G.; Gottlieb, P.;
French, D. Mineral Matter–Organic Matter Association Characterization by
159
QEMSCAN and Applications in Coal Utilization. Fuel 2005, 84, 1259–1267.
(47) Benson, S. A.; Hurly, J. P.; Zygarlycke, C. J.; Steadman, E. N.; Erickson, T. A.
Predicting Ash Behavior in Utility Boilers. Energy Fuels 1993, 7, 746–754.
(48) Quann, R. J.; Sarofim, A. F. A Scanning Electron Microscopy Study of the
Transformations of Organically Bound Metals during Lignite Combustion. Fuel
1986, 65, 40–46.
(49) Van Dyk, J. C.; Benson, S. A.; Laumb, M. L.; Waanders, B. Coal and Coal Ash
Characteristics to Understand Mineral Transformations and Slag Formation. Fuel,
2009, 88, 1057–1063.
(50) ASTM Standard D3174, 2004, Standard Test Method for Ash in the Analysis
Sample of Coal and Coke from Coal. ASTM International, West Conshohocken,
2004, DOI: 10.1520/D3174-04, http://www.astm.org.
(51) Zygarlicke, C. J.; Steadman, E. N.; Benson, S. A. Studies of Transformations of
Inorganic Constituents in a Texas Lignite During Combustion. Prog. Energy
Combust. Sci. 1990, 16, 195–204.
(52) Helble, J. J.; Srinivasachar, S.; Boni, A. A.; Factors Influencing the Transformation
of Minerals During Pulverized Coal Combustion. Prog. Energy Combust. Sci.
1990, 16, 267–279.
(53) Kamer, F. R.; Zygarlicke, C. J.; Brekke, D. W.; Steadman, E. N.; Benson, S. A.
New Analysis Techniques Help Control Boiler Fouling. Power Eng. Barrington Ill.
1994, 98, 35–38.
(54) Laumb, M.; Benson, S. A.; Laumb, J. Ash Behavior in Utility Boilers: A Decade of
Fuel and Deposit Analyses. Presented at the United Engineering Foundation
International conference, Power Production in the 21st Century: Impacts of Fuel
Quality and Operations, Snowbird, UT, U.S., October 28–November 2, 2001.
(55) Gupta, R. P.; Wall, T. F.; Kajigaya, I.; Miyamae, S.; Tsumita, Y.; Coal Ash Fusion
Temperatures–New Characterization Techniques and Implications for Slagging and
Fouling. Prog. Energy Combust. Sci. 1998, 24, 345–353.
(56) Srinivasachar, S.; Helble, J. J.; Boni, A. A.; Mineral Behavior During Coal
Combustion: I. Pyrite Transformations. Prog. Energy Combust. Sci. 1990, 16,
281–292.
(57) Chen, Y.; Shah, N.; Huggins, F. E.; Huffman, G. P.; Linak, W. P.; Miller, C. A.
Investigation of Primary Fine Particulate Matter from Coal Combustion by
Computer-Controlled Scanning Electron Microscopy. Fuel Process. Technol. 2004,
85, 743–761.
160
(58) Skorupska, N.; Carpenter, A. Computer-Controlled Scanning Electron Microscopy
of Minerals in Coal. In IEAPER/07, 2nd ed.; IEA Coal Research, London, U.K.,
1993; pp. 1–21.
(59) Carpenter, A. M. Coal Quality Assessment—The Validity of Empirical Tests. In
CCC/63, IEA Clean Coal Centre, London, U.K., 2002; pp. 1–100.
(60) Kong, L.; Zygarlicke, C. J.; Benson, S. A. Computer Controlled SEM Analyses of
Minerals in Coal. Presented at the 13th International Pittsburgh Coal Conference,
Pittsburgh, PA, U.S., September 3–7, 1996.
(61) Matjie, R. H.; Van Alphen, C. Mineralogical Features of Size and Density
Fractions in Sasol Coal Gasification Ash, South Africa and Potential By-Products.
Fuel 2008, 1439–1445.
(62) Vuthalurua, H. B.; Frenchb, D. Ash Chemistry and Mineralogy of an Indonesian
Coal during Combustion: Part 1–Drop-Tube Observations. Fuel Process. Technol.
2008, 89, 595–607.
(63) Vuthalurua, H. B.; Frenchb, D. Ash Chemistry and Mineralogy of an Indonesian
Coal During Combustion: Part II–Pilot scale observations. Fuel Process. Technol.
2008, 89, 608–621.
(64) ASTM Standard, D1857, 2003, Standard Test Method for Fusibility of Coal and
Coke Ash. ASTM International, West Conshohocken, U.S., 2003, DOI:
10.1520/D1857-03, http://www.astm.org.
(65) McLennan, A. R.; Bryant, G. W.; Bailey, C. W.; Stanmore, B. R.; Wall, T. F. An
Experimental Comparison of the Ash Formed from Coals Containing Pyrite and
Siderite Mineral in Oxidizing and Reducing Conditions. Energy Fuels 2000, 14,
308–315.
(66) Juniper, L. A. Applicability of Ash Slagging Indices Revisited. Combustion News,
Australian Combustion Technology Center, Brisbane, Australia, 1995; pp. 1–4.
(67) Theis, M. Interaction of Biomass Fly Ashes with Different Fouling Tendencies.
Ph.D. Dissertation, Åbo Akademi University, Turku, Finland, 2006.
(68) Vassilev, S. V.; Tascón, J. M. D. Methods for Characterization of Inorganic and
Mineral Matter in Coal: A Critical Overview. Energy Fuels 2003, 17, 271–281.
(69) Liu, Y.; Gupta, R. P.; Wall, T. F. Ash Formation from Excluded Minerals Including
Consideration of Mineral–Mineral Associations. Energy Fuels, 2007, 21, 461–467.
(70) Wall, T. F. Mineral Matter Transformations and Ash Deposition in Pulverized Coal
Combustion. In Proceedings of the 24th International Symposium on Combustion,
Sydney, England, July 5–10, 1992; The Combustion Institute: Pittsburgh, PA, U.S.,
161
1992; pp. 1119–1126.
(71) Baxter, L. L. Ash Deposition During Biomass and Coal Combustion: A
Mechanistic Approach. Biomass Bioenergy 1993, 4, 85–102.
(72) Baxter, L. L.; Desollar, R. W. Mechanistic Description of Ash Deposition During
Pulverized Coal Combustion: Prediction Compared with Observations. Fuel 1993,
72, 1411–1418.
(73) Strandström, K.; Mueller, C.; Hupa, M. Development of an Ash Particle
Deposition Model Considering Build-up and Removal Mechanisms. Fuel Process.
Technol. 2007, 88, 1053–1060.
(74) Mueller, C.; Selenius, M.; Theis, M.; Skrifvars, B. J.; Backman, R.; Hupa, M.;
Tran, H. Deposition Behavior of Molten Alkali-rich Fly Ashes—Development of a
Submodel for CFD Applications. In Proceedings of the 13th International
Symposium on Combustion, Chicago, U.S., July 25–30, 2004; The Combustion
Institute, Pittsburgh, U.S., 2005; pp. 2991–2998.
(75) Selenius, M.; Theis, M.; Mueller, C.; Skrifvars, B. J.; Hupa, M. Biomass Ash
Deposition Prediction Using Advanced Modelling Tools. Presented at the 14th
IFRF Member’s Conference, Noordwijkerhout, Netherlands, May 11–14, 2004.
(76) Israel, R.; Rosner, D. E. Use of a Generalized Stokes Number to Determine the
Aerodynamic Capture Efficiency of Non-Stokesian Particles from a Compressible
Gas Flow. Aerosol Sci. Technol. 1983, 2, 45–51.
(77) Beér, J. M.; Sarofim, A. F.; Barta, L. E. From Properties of Coal Mineral Matter to
Deposition Tendencies of Fly Ash: A Modelling Route. J. Inst. Energy 1992, 65,
55–62.
(78) Walsh, P. M.; Beér, J. M.; Sarofim, A. F. Estimation of Aerodynamic Effects on
Erosion of A Tube by Ash. In Proceedings of the Conference on Effects of Coal
Quality on Power Plants, Atlanta, U.S., October 13–15, 1987; Electric Power
Research Institute: Palo Alto, U.S., 1988; pp. 2–34.
(79) Baxter, L. L.; Hardesty, D. R.; Task 3: Fate of Mineral Matter during Pulverized
Coal Combustion; Coal Combustion Science: Quarterly Progress Report, Sandia
Report SAND-8247; Sandia National Laboratories: Livermore, U.S., November,
1990.
(80) Srinivasachar, S.; Helble, J. J.; Boni, A. A. An Experimental Study of the Inertial
Deposition of Ash under Coal Combustion Conditions. In Proceedings of the 23rd
International Symposium on Combustion, Orleans, France, July 22–27, 1990; The
Combustion Institute, Pittsburgh, U.S., 1990; pp. 1305–1312.
(81) Barroso, J.; Ballester, J.; Ferrer, L. M.; Jiménez, S. Study of Coal Ash Deposition
162
in an Entrained Flow Reactor: Influence of Coal Type, Blend Composition and
Operating Conditions. Fuel Process. Technol. 2006, 87, 737–752.
(82) Issak, P.; Tran, H. N.; Barham, D.; Reeve, D. W. Stickiness of Fireside Deposits in
Kraft Recovery Units. J. Pulp Pap. Sci. 1986, 12, 84–88.
(83) Tran, H. N.; Mao, X.; Kuhn, D. C. S.; Backman, R.; Hupa, M. The Sticky
Temperature of Recovery Boiler Fireside Deposits. Pulp. Pap. Can. 2002, 103,
29–33.
(84) Walsh, P. M.; Sarofim, A. F.; Beér, J. M. Fouling of Convection Heat Exchangers
by Lignitic Coal. Energy Fuels 1992, 709–715.
(85) Ots, A. Mechanism of Ash Deposit Formation, Corrosion and Sulfur Capture by
Burning Calcium and Chlorine Containing Fuels. VGB Power Tech. 2001, 81,
114–120.
(86) McCollor, D. P.; Zygarlicke, C. J.; Allan, S. E.; Benson, S. A. Ash Deposit
Initiation in a Simulated Fouling Regime. Energy Fuels 1993, 7, 761–767.
(87) Russell, N. V.; Méndez, L. B.; Wigley, F.; Williamson, J. Ash Deposition of a
Spanish Anthracite: Effects of Included and Excluded Mineral Matter. Fuel 2002,
81, 657–663.
(88) Koyama, S.; Morimoto, T.; Ueda, A.; Matsuoka, H. A Microscopic Study of Ash
Deposits in a Two-Stage Entrained-Bed Coal Gasifier. Fuel 1996, 75, 459–465.
(89) Bool, L. E.; Johnson, S. A. Effect of Residual Carbon on Ash Deposition Behavior.
ASME Environ. Control Div. Publ. EC. 1995, 20, 305–312.
(90) Rawers, J.; Iverson, L.; Collins, K. Initial Stages of Coal Slag Interaction with
High Chromia Sesquioxide Refractories. J. Mater. Sci. 2002, 37, 531–538.
(91) Mueller, C.; Skrifvars, B. J.; Backman, R.; Hupa, M. Ash Deposition Prediction in
Biomass Fired Fluidised Bed Boilers—Combination of CFD and Advanced Fuel
Analysis. Prog. Comput. Fluid Dyn. 2003, 3, 112–120.
(92) Van Dyk, J. C.; Melzer, S.; Sobiecki, A.; Mineral Matter Transformation During
Sasol–Lurgi Fixed Bed Dry Bottom Gasification—Utilization of HT-XRD and
FactSage Modelling. Miner. Eng. 2006, 19, 1126–1135.
(93) Carling, R. W.; Mar, R. W.; Nagelberg, A. S. On the Application of Complex
Equilibrium Calculations to the Study of Mineral Matter During Coal Combustion.
In Prepr. Pap. - Am. Chem. Soc., Div. Fuel Chem. 185th National Meeting of the
American Chemical Society, Seattle, U.S., March 20–25, 1983; The American
Chemical Society: Washington, DC, U.S., 1983; pp. 223–233.
163
(94) Wang, H.; Harb, J. N. Modeling of Ash Deposition in Large-Scale Combustion
Facilities Burning Pulverized Coal. Prog. Energy Combust. Sci. 1997, 23,
267–282.
(95) Lee, F. C. C.; Lockwood, F. C. Modelling Ash Deposition in Pulverized Coal-Fired
Applications. Prog. Energy Combust. Sci. 1999, 25, 117–132.
(96) Ma, Z.; Iman, F.; Lu, P.; Sears, R.; Kong, L.; Rokanuzzaman, A. S.; McCollor, D.
P.; Benson, S. A. A Comprehensive Slagging and Fouling Prediction Tool for
Coal-Fired Boilers and Its Validation/Application. Fuel Process. Technol. 2007, 88,
1035–1043.
(97) Wang, X.; Zhao, D.; He, L.; Jiang, L.; He, Q.; Chen, Y. Modeling of a Coal-Fired
Slagging Combustor: Development of a Slag Submodel. Combust. Flame 2007,
149, 249–260.
(98) Shimizu, T.; Tominaga, H. A Model of Char Capture by Molten Slag Surface
Under High-Temperature Gasification Conditions. Fuel 2006, 85, 170–178.
(99) Coda, B.; Cieplik, M. K.; de Wild, P. J.; Kiel, J. H. A. Slagging Behavior of Wood
Ash Under Entrained-Flow Gasification Conditions. Energy Fuels 2007, 21,
3644–3652.
(100) Flaxman, R. J.; Hallett, W. L. H. Flow and Particle Heating in an Entrained Flow
Reactor. Fuel 1987, 66, 607–611.
(101) Gullett, B. K. Design and Construction of a 1200 °C Entrained Flow, Gas/Solid
Reactor. Rev. Sci. Instrum. 1988, 59, 1980–1984.
(102) Brown, A. L.; Dayton, D. C.; Nimlos, M. R.; Daily, J. W. Design and Construction
of an Entrained Flow Reactor for the Study of Biomass Pyrolysis Chemistry at
High Heating Rates. Energy Fuels 2001, 15, 1276–1285.
(103) Ouyang, S.; Yeasmin, H. A Pressurized Drop-Tube Furnace for Coal Reactivity
Studies. Rev. Sci. Instrum. 1998, 3036–3041.
(104) Maroulis, Z. B.; Kreamlis, C. Development of an Effective Cyclone Simulator
Under Excel. Filtr. Sep. 1995, 32, 969–976.
(105) ASTM Standard D5142, 2009, Standard Test Methods for Proximate Analysis of
the Analysis Sample of Coal and Coke by Instrumental Procedures, ASTM
International, West Conshohocken, U.S., 2009, DOI: 10.1520/D5142-09,
http://www.astm.org.
(106) Tsai, C.; Scaroni, A. W. The Structural Changes of Bituminous Coal Particles
During the Initial Stages of Pulverized-Coal Combustion. Fuel 1987, 66, 200–206.
164
(107) Field, M. A. Measurement of the Effect of Rank on Combustion Rates of
Pulverized Coal. Combust. Flame 1970, 14, 237–248.
(108) Benson, S. A.; Sondreal, E. A.; Hurley, P. J. Status of Coal Ash Behavior Research.
Fuel Process. Technol. 1995, 44, 1–12.
(109) Sarofim, A. F.; Howard, J. B.; Padia, A. S. Physical Transformation of the Mineral
Matter in Pulverized Coal Under Simulated Combustion Conditions. Combust. Sci.
Technol. 1977, 16, 187–204.
(110) Helble, J. J.; Sarofim, A. F. Influence of Char Fragmentation on Ash Particle Size
Distributions. Combust. Flame 1989, 76, 183–196.
(111) Baxter, L.L.; Mitchell, R.E. The Release of Iron During the Combustion of Illinois
No. 6 Coal. Combust. Flame 1992, 88, 1–14.
(112) Borrego, A. G.; Alvarez, D. Comparison of Chars Obtained Under Oxy-Fuel and
Conventional Pulverized Coal Combustion Atmospheres. Energy Fuels 2007, 21,
3171–3179.
(113) Le Manquais, K.; Snape, C.; McRobbie, I.; Barker, J.; Pellegrin, V. Comparison of
the Combustion Reactivity of TGA and Drop Tube Furnace Chars from a
Bituminous Coal. Energy Fuels 2009, 23, 4269–4277.
(114) Zeng, D.; Fletcher, T. H. Effects of Pressure on Coal Pyrolysis and Char
Morphology. Energy Fuels 2005, 19, 1828–1838.
(115) Yu, J.; Lucas, J. A.; Wall, T. F. Formation of the Structure of Chars During
Devolatilization of Pulverized Coal and Its Thermoproperties: A Review. Prog.
Energy Combust. Sci. 2007, 33, 135–170.
(116) Bryers, R. W.; Taylor, T. E. An Examination Between the Relationship of Ash
Chemistry and Ash Fusion Temperatures in Various Coal Types and Gravity
Fractions Using Polynomial Regression Analysis. J Eng Power Trans ASME 1976,
98A, 528–539.
(117) Maloney, D. J.; Monazam, E. R.; Casleton, K. H.; Shaddix, C. R. Evaluation of
Char Combustion Models: Measurement and Analysis of Variability in Char
Particle Size and Density. Proc. Combust. Inst. 2005, 30, 2197–2204.
(118) Hurt, R. H.; Sarofim, A. F.; Longwell, J. P. Gasification-Induced Densification of
Carbons: From Soot to Form Coke. Combust. Flame 1993, 95, 430–432.
(119) Baxter, L.L. Char Fragmentation and Fly Ash Formation During Pulverized-Coal
Combustion. Combust. Flame 1992, 90, 174–184.
(120) Simons, G. A. The Role of Pore Structure in Coal Pyrolysis and Gasification. Prog.
165
Energy Combust. Sci. 1983, 9, 269–290.
(121) Hurt, R. H.; Sarofim, A. F.; Longwell, J. P. Role of Microporous Surface Area in
the Gasification of Chars from a Sub-bituminous Coal. Fuel 1991, 70, 1079–1082.
(122) Liu, H.; Luo, C.; Kato, S.; Uemiya, S.; Kaneko, M.; Kojima, T. Kinetics of
CO2/Char Gasification at Elevated Temperatures, Part I: Experimental Results.
Fuel Process. Technol. 2006, 87, 775–781.
(123) Lin, S.; Hirato, M. Horio, M. The Characteristics of Coal Char Gasification at
Around Ash Melting Temperature. Energy Fuels 1994, 8, 598–606.
(124) Chen, C.; Horio, M.; Kojima, T. Numerical Simulation of Entrained Flow Coal
Gasifiers, Part 1: Modeling of Coal Gasification in an Entrained Flow Gasifier.
Chem. Eng. Sci. 2000, 55, 3861–3874.
(125) Fletcher, D. F.; Haynes, B. S.; Chen J.; Joseph, J. D. Computational Fluid
Dynamics Modeling of an Entrained Flow Biomass Gasifier. Appl. Math. Model.
1998, 22, 747–757.
(126) Wu, Y,; Zhang, J.; Wang, M.; Yue, G.; Lu, J. 3D Numerical Simulation of Texaco
Gasifier Using Assumed PDF Model. Huagong Xuebao 2007, 58, 2369–2374.
(127) Zhao, X.; Zeng, C.; Mao, Y.; Li, W.; Peng, Y.; Wang, T.; Eiteneer, B.; Zamansky, V.;
Fletcher, T. F. The Surface Characteristics and Reactivity of Residual Carbon in
Coal Gasification Slag. Energy Fuels 2010, 24, 91–94.
(128) Molina, A. Evolution of Nitrogen During Char Oxidation. Ph.D. Dissertation, The
University of Utah, Salt Lake City, U.S., 2002.