MODELING, CONTROL, AND OPTIMIZATION OF FIXED BED
advertisement

MODELING, CONTROL, AND OPTIMIZATION
OF FIXED BED REACTORS
by
KISHOR G. GUDEKAR, B.S.
A DISSERTATION
IN
CHEMICAL ENGINEERING
Submitted to the Graduate Faculty
of Texas Tech University in
Partial Fulfillment of
the Requirements for
the Degree of
DOCTOR OF PHILOSOPHY
Approved
December, 2002
ACKNOWLEDGEMENTS
I would like to express my sincere thanks to my advisor Dr. James B. Riggs for
his financial support, guidance, and patience throughout the project. I would like to
express my thanks to Dr. Karlene A. Hoo for her guidance in the project. I would also
like to thank Dr. Theodore F Wiesner, and Dr. Surya D. Liman for being a part of my
dissertation committee.
There are many people who have influenced my life. I am grateful to the
Kawathekar family (Rohit, Gouri, and Anuya) for their constant support, love and care.
Special thanks to Govindhakanan for his constant encouragement and motivation during
the times of frustration and disappointment and enlightening the views about life.
I am also grateful to the centaur2 group (Shriram, Shree, Parag, Alpesh, Namit,
Satish, Mukimd, Makrand, Kulin, and Dungar) for making my stay in Lubbock pleasant. I
am thankful to the rapchick group (Rahul, Sameer, Milind, Sachin, Simil, Puru, Doctor
Sunil, Vijay, Robin, Kirti, and Vinay) for making my stay memorable in Lubbock. I
cannot forget those late night parties and oxir regular visits to the recreation center.
I would like to thank my fellow graduate students Dale Slaback, Eric Vasbinder,
Danguang Zheng, and Tian for making my stay pleasant in the department. I wish to
express my thanks to Matthew Hetzel for his help with the computer problems.
Most importantly, this could not have been possible without constant support,
love, and encouragement from my parents, my brother and sister, and other family
members and friends back home.
TABLE OF CONTENTS
ACKNOWLEDGEMENTS
n
ABSTRACT
vi
LIST OF TABLES
viii
LIST OF FIGURES
ix
CHAPTER
1
INTRODUCTION
1
2
LITERATURE SURVEY
5
3
2.1 Modeling of Fixed Bed Reactor
5
2.2 Solution Procedure
9
2.3 Fixed Bed Reactor Control
10
2.4 Optimization
12
2.5 Multiplicity, Bifurcation Theory and Stability
12
MODEL DEVELOPMENT FOR A VINYL ACETATE REACTOR
18
3.1 Generalized Dynamic Model for a Fixed Bed Reactor
20
3.2 Steady State Vinyl Acetate Reactor Model
24
3.3 Orthogonal Collocation
30
3.4 Catalyst Deactivation Model
36
3.5 Nomenclature
38
111
OPTIMIZATION OF A VINYL ACETATE REACTOR
44
4.1 Model VaUdation
45
4.2 Offline Optimization Approach
54
4.3 Sensitivity Analysis
56
4.4 Onhne Optimization
58
4.5 Nomenclature
62
MODEL DEVELOPMENT FOR ETHYLENE OXIDE PROCESS
64
5.1 Process Description
64
5.2 Reaction Chemistry and Mechanism
67
5.3 Kinetics
68
5.4 Mathematical Modeling Assumptions
69
5.5 Mathematical Model of Ethylene Oxide Reactor
74
5.6 Orthogonal Collocation
77
5.7 Modeling Equations for Steam Generator
85
5.8 Modeling Equations for Gas-Gas Heat Exchanger
86
5.9 Modeling Equations for Separation System
88
5.10 Catalyst Deactivation Model
88
5.11 Nomenclature
89
OPTIMIZATION AND CONTROL OF ETHYLENE OXIDE
PROCESS
6.1 Model Validation
94
94
6.2 Offline Optimization Approach
103
6.3 Contirol of Ethylene Oxide Reactor
106
IV
6.4 Nomenclature
7
110
BIFURCATION ANALYSIS OF ETHYLENE OXIDE PROCESS
112
7.1 Bifurcation Study of an Industrial Ethylene Oxide Process
112
7.2 Continuation Algorithm to Develop Bifurcation Diagram
113
7.3 Stability of Steady State Solutions
114
7.4 Results and Discussions
115
7.5 Runaway Boundary
120
7.6 Closed-Loop Nonlinear Bifurcation Analysis
124
8
CONTRIBUTION
132
9
DISCUSSION, CONCLUSIONS, AND RECOMMENDATIONS
135
BIBLIOGRAPHY
139
ABSTRACT
In this work, modeling and optimization of an industrial vinyl acetate reactor, and
modeling, optimization, control and bifurcation analysis of industrial ethylene oxide
process is performed.
For a vinyl acetate reactor, a steady state two-dimensional homogeneous model is
developed. The catalyst activity is expressed as a nonlinear function of catalyst age, shell
side coolant temperature and the moderator used in the reaction. Offline optimization is
carried out for the vinyl acetate reactor using a steady state reactor model to find an
optimal operating temperature profile, which maximizes the profit of the process.
Updating the model parameters online does online optimization.
The ethylene oxide process studied consists of a feed effluent heat exchanger, a
multitubular fixed bed reactor, a steam generator, and a separation system. The
exothermic heat of reaction from the reactor is removed by passing coolant on the shell
side of the reactor. A portion of the heated coolant is passed through a steam generator to
produce steam, and the total coolant stream is recycled back to the shell side of the
reactor. A single-loop PID control system uses the flow rate of the coolant that is passed
through the steam generator to maintain the inlet temperature of the coolant to the
reactor.
A rwo-dimensional heterogeneous dynamic model is developed for a catalytic
multitubular ethylene oxide reactor. The catalyst deactivation is modeled as a nonlinear
function of operating time and temperature of the reactor. Sequential quadratic
VI
programming (SQP) is used to solve this nonlinear programming problem. An optimal
temperature profile is found which maximizes the profit over the existing operating
conditions for the fixed run length of the reactor.
The open-loop and closed-loop stability studies are conducted using the
benchmarked model of an ethylene oxide reactor system. Steady-state nonlinear
bifurcation analysis is performed to identify the multiplicity in the heat integrated
ethylene oxide reactor system. The effect of manipulated (flow through steam generator)
and disturbance (reactor inlet carbon dioxide composition) variables are addressed. An
analysis of the stable control region of the system is developed as a function of operating
temperature, catalyst activity, and disturbance direction and magnitude.
Vll
LIST OF TABLES
2.1
Main fixed bed catalytic processes
5
2.2
Classification of fixed bed reactor models
6
3.1
Comparison between reactor model with and without pressure drop
26
3.2
Deactivation rate forms: Power law forms
37
4.1
Comparison between industrial data and model prediction for reactor outlet
composition
47
Comparison between industrial data and model prediction for temperature
along the reactor
48
4.2
4.3
Comparison between industrial data and model prediction over the catalyst hfe.50
4.4
Model Parametric Sensitivity Analysis
57
5.1
Comparison between reactor model without pressure drop and model with
pressure drop
70
5.2
Effectiveness factors, rj^, r]^ for catalyst activity a = \
72
5.3
Effectiveness factors, r]^, t)^ for catalyst activity a = 0.93
73
5.4
Effectiveness factors, r]^, 772 for catalyst activity a = 0.11
73
6.1
Comparison between industrial data and model prediction for reactor outiet
composition (mole %)
97
6.2
Comparison between industrial data and model prediction for temperatures
98
6.3
Percentage profit improvement over the base case for different production
rates.
.106
VIU
LIST OF FIGURES
4.1
4.2
4.3
Comparison between model prediction and industrial data for the average
radial temperature along the reactor
48
Comparison between industrial data and model prediction (ethylene reactor
outlet composition wt%)
51
Comparison between industiial data and model prediction (oxygen reactor
outlet composition wt%)
51
4.4
Comparison between industrial data and model prediction (acetic acid reactor
outlet composition wt%)
52
4.5
Comparison between industrial data and model prediction (vinyl acetate outlet
composition wt%)
52
4.6
Comparison between industiial data and model prediction (carbon dioxide
reactor outlet composition wt%)
4.7
53
Comparison between industrial data and model prediction (reactor outlet
temperature)
53
4.8
Optimization Procedure
55
4.9
Comparison between base case temperature profile and optimum
temperature profile
56
4.10
Schematic of online optimization implementation
59
4.11
Comparison between offline and online temperature profile
60
4.12
Comparison between offline and online temperature profile using a
4.13
Comparison between offline and online temperature profile
62
5.1
Schematic of ethylene oxide process
66
5.2
Collocation element
82
5.3
Collocation on finite element
84
IX
filter
61
6.1
6.2
6.3
6.4
6.5
6.6
6.7
6.8
Comparison between industrial data and model prediction for ethylene
reactor outlet composition
100
Comparison between industrial data and model prediction for oxygen
reactor outlet composition
100
Comparison between industrial data and model prediction for ethylene
oxide reactor outlet composition
101
Comparison between industrial data and model prediction for carbon
dioxide reactor outlet composition
101
Comparison between industrial data and model prediction for reactor
outlet gas tempeature
102
Comparison between industrial data and model prediction for reactor
outlet coolant temperature
102
Comparison between industrial data and model prediction for reactor inlet
coolant temperature
103
Comparison between base case temperature profile and optimum
temperature profile
105
6.9
Schematic of the reactor inlet coolant temperature control system
106
6.10
Response of controUed variable to 1 deg C increase in set point
107
6.11
Response of manipulated variable to 1 deg C increase in set point
108
6.12
Response of controlled variable to 0.5% change in the disturbance
109
6.13
Response of manipulated variable to 0.5% change in the disturbance
109
7.1
Bifurcation diagram using the flow through steam generator as a
continuation parameter
116
Bifurcation diagram using the flow through steam generator as a
continuation parameter
117
Bifurcation diagram using the flow through steam generator as a
continuation parameter
11 ^
7.2
7.3
7.4
Bifurcation diagram using the reactor inlet CO2 mole fraction as a
contmuation parameter
11 g
Bifurcation diagram using the reactor inlet CO2 mole fraction as a
continuation parameter
119
Bifurcation diagram using the reactor inlet CO2 mole fraction as a
continuation parameter
119
Temperatiare of the catalyst particle and its normalized sensitivity with
respect to the flow through steam generator
122
7.8
Boundary of the runaway region
123
7.9
Locus of bifurcation points for different catalyst activity
123
7.10
Closed-loop stability region for Carbon Dioxide disturbance change in the
positive direction
125
Closed-loop stability region for Carbon Dioxide disturbance change in the
negative direction
126
7.12
Effect of detuning factor on the runaway boundary
127
7.13
Effect of operating temperature on the stability region
128
7.14
Comparison between runaway boundary for different catalyst activity
129
7.15
Temperature slope for different catalyst activity
130
7.16
Response of the outlet temperature to eliminating oxygen in the feed when
runaway observed
7.5
7.6
7.7
7.11
131
CHAPTER 1
INTRODUCTION
The discovery of solid catalysts and their apphcation to chemical processes led to
a breakthrough of the chemical industiy. The major part of the catalytic processes of
today's chemical and petroleum refining industries is carried out in fixed bed reactors.
For economical production of large amounts of product, they are usually the first choice,
particularly for gas-phase reactions. Many catalyzed gaseous reactions are amenable to
long catalyst life (1-10 years); and as the time between catalyst change out increases,
annualized replacement costs decline dramatically, largely due to savings in shutdown
costs (Rase, 1990). It is not surprising, therefore, that fixed bed reactors now dominate
the scene in large-scale chemical product manufacture.
Inherent in the design of fixed bed reactors rests some of the most difficult control
problems found in the industry. These problems are due to the process being distributed
and nonlinear, and having nonminimum phase characteristics and dead time. In addition,
other complicating phenomena such as exfreme parametric sensitivity of the steady state
profiles may occur in some reactor. The incentive for online optimization is obvious on a
fixed bed reactor with slowly varying catalyst activity. Here constant conversion can be
achieved by increasing the inlet temperature.
The objectives of this research work are to study the modeling, control,
optimization, and stability of industiial multitubular fixed bed reactors for gas phase solid
catalytic reactions with or without heat integration. In this regard two very important
reaction systems, production of vinyl acetate and ethylene oxide, are shidied.
Vinyl acetate is mainly used for making poly-vinyl acetate (PVAC) and vinyl
acetate copolymers, which are widely used in water-based paints, adhesives, paper
coatings and applications not requiring service at high temperatures. The features of the
vinyl acetate process are:
1. Nonlinear partial differential equation (PDE) mathematical model;
2. Tradeoff between vinyl acetate selectivity and reaction rate.
Ethylene oxide (EO) is the world's second most important ethylene-derived
chemical (after polyethylene) based on ethylene consumption. Currently, the major use
for EO is in the manufacture of ethylene glycol, which is mainly used as a raw material
for producing polyethylene terephthalate. The features of the ethylene oxide process are:
1. Nonlinear partial differential equation (PDE) mathematical model;
2. Tradeoff between ethylene oxide selectivity and reaction rate;
3. Runaway reactions that produce carbon dioxide.
In both of the processes, the solid catalyst loses activity over a period of operation
time due to impurities in the feed and sintering of the catalyst. The operating temperature
in the reactor is increased to compensate for the loss of activity, but increased operating
temperatures favor the complete oxidation over the partial oxidation of ethylene and thus
decreases the selectivity of the desired product by producing more byproducts (i.e.,
carbon dioxide and water). Therefore, there is a need for the optimization of the reactor
operating temperature profile over the length of the operation that will improve the
selectivity of the desired product thus maximizing the profitability of the process. This is
true for both the ethylene-oxide and vinyl-acetate processes.
In case of ethylene-oxide production, the complete oxidation of ethylene (which
produces carbon dioxide and water) liberates eleven times more heat than the partial
oxidation of ethylene (which gives ethylene oxide) at high operating temperatures. At
high operating temperatures, the ethylene-oxide reactor is sensitive to operating
conditions. Therefore, a stability analysis of the heat-integrated ethylene-oxide reactor
system will be useful in understanding the different stable/unstable operating regimes.
This kind of study will be helpful to carry out the operation in a safe manner. Bifurcation
theory has been recognized as a very useful tool to address the stability analysis of this
nonlinear system.
The organization of the dissertation is outlined below.
In Chapter 2, literature is reviewed for modeling, control, optimization, and
stability analysis of multitubular fixed bed reactors. The generalized model of a
multitubular reactor for a gas-phase, solid-catalyzed reaction is discussed in Chapter 3. In
the same chapter, the vinyl-acetate reactor model and catalyst-deactivation model are
described. Chapter 4 discusses vinyl-acetate reactor model and catalyst-deactivation
model benchmarking, model verification, offline and online optimization procedure, and
results. A detailed model of the ethylene-oxide process, which includes reactor, catalyst
deactivation, steam generator, heat exchanger, and separation modeling, are discussed in
Chapter 5. Ethylene-oxide process model benchmarking, model verification, optimization
results and confrol study are discussed in Chapter 6. Chapter 7 discusses the open-loop
and closed-loop bifurcation analysis of the ethylene oxide reactor. Chapter 8 discusses
the contribution of this work to science and technology Finally, conclusions and
recommendations are discussed in chapter 9.
CHAPTER 2
LITERATURE SURVEY
2.1 Modeling of Fixed Bed Reactor
Catalytic gas-phase chemical reactions play an important role in chemical
industry. Such reactions are carried out in a multitubular reactor, in which each tube is
packed with a catalyst. Some of the main fixed bed catalytic processes are listed in Table
2.1 (Froment, 1974).
Table 2.1 Main fixed bed catalytic processes
Basic chemical industry
Petrochemical industry
Petroleum refining
Steam reforming
Ethylene oxide
Catalytic reforming
Carbon monoxide conversion
Ethylene dichloride
Isomerization
Carbon monoxide methanation
Vinylacetate
Polymerization
Ammonia synthesis
Maleic anhydride
Hydrodesulfurization
Sulfuric acid synthesis
Phthalic anhydride
Hydrocraking
Methanol synthesis
Cyclohexane
0x0 synthesis
Styrene
Hydrodealkylation
Steady-State modeling and simulation stiidies of fixed bed reactors have been
covered in a number of surveys by Froment (1974), Schmitz (1976), Hofinann (1979),
and Hlavacek (1977, 1981). Froment (1974) proposed a general classification of fixed
bed reactor, which is shown in Table 2.2.
Table 2.2 Classification of fixed bed reactor models
One-dimensional
Two-dimensional
Pseudo homogeneous models
Heterogeneous Models
r = 7;,c = c.
T
basic, ideal
interfacial gradients
axial mixing
intraparticle gradients
radial mixing
radial mixing
^T^,C^C^
where
C^ - Catalyst surface concentration,
C Gas bulk concentration,
T^ Surface temperature of the catalyst,
T Bulk temperature of gas.
Pseudo-homogeneous models lump the gas and solid (catalyst) phases together in
the reactor modeling mass and energy balance equations. When it is assumed that reactor
temperature and composition only change in the axial direction of the reactor and do not
change in the radial direction, it is caUed a one-dimensional model. When it is assumed
that the flow velocity is constant across the reactor and does not depend on the radial
direction, the resulting model is called a one-dimensional plug-flow reactor model. In
addition, A'ery few data are available to date and no general correlation could be set up for
the velocity profile (Froment, 1990). Sometimes in addition to plug flow, axial mixing is
considered to account for non-ideal conditions in the reactor, then the resulting reactor
model is called the dispersed plug-flow model or simply the axial-dispersion model. The
length of the industiial fixed bed reactors removes the need for reactor models with axial
diffusion. Hlavacek and Hofmann (1970) have shown that for ammonia, methanol, and
oxo-synthesis and in ethylene, naphthalene, and o-xylene oxidation, there is no need to
account for the effect of axial mixing. The overall model is still one-dimensional in
nature. For nonadiabatic reactors, there is a heat transfer across the wall of a tube, which
generates radial temperature and concentration gradients. When these radial gradients are
considered in the model, the model becomes two-dimensional.
For very rapid reactions with important heat effects, it may be necessary to
distinguish between conditions in the fluid and on the catalyst surface or even inside the
catalyst. In case of heterogeneous models, gas and solid phases are modeled as separate
mass-balance and energy-balance equations by considering interfacial gradients of
temperature and concentiation. The heterogeneous model becomes more complicated
when the temperature and concentiation gradients (i.e., intraparticle gradients) inside the
catalyst are accounted for. Fortunately, even with strongly exothermic reactions, the
catalyst is practically isothermal. The main resistance inside the catalyst is to mass
transfer, and the main resistance in the film surrounding the catalyst is to heat transfer
(Weisz, 1962, Carberry, 1961).
2.1.1 Catalyst deactivation
Catalysts frequently lose an important fraction of their activity while in operation.
There are primarily three causes for deactivation.
a. Structural changes in the catalyst: There are different kinds of solid-state
transformations that can occur in the variety of catalysts used in chemical industry. For
example, in the case of a catalyst in which alumina is used as a carrier in y -modification
can transform into a -modification due to prolonged effect of temperature. Sometimes
amorphous silica is used as a carrier in the catalyst, which can deactivate by changing
into crystalline form by the effect of temperature or the presence of impurities in feed. In
some cases, the texture of the catalyst is changed, which can be revealed by a change in
the pore-size distribution in a catalyst. In chromia/alumina catalysts, segregation of the
components has been shown to occur, but deactivation has also been shown to occur
through the formation of solid solution. Sintering of metals loaded on a support also leads
to deacti\ation, for example, with Pt/alumina catalysts used in the reforming of
hydrocarbons. When a V2O5/M0O3 catalyst is used for the oxidation of benzene into
maleic anhydride in a fixed bed reactor, the M0O3 has been shown to migrate down
stream from the hotspot.
b. Poisoning: Essentially irreversible chemisorption of some impurity in the feed
stream is termed as poisoning. Metal catalysts are poisoned by a wide variety of
compounds. For example, in case of hydrogenation reaction, Pt is poisoned by sulfur.
Basic compounds can readily poison acid catalysts.
c. Coking: Deposition of carbonaceous residues from the reactant, product, or
some intermediate is termed coking (Froment, 1990). Many petroleum refining and
petrochemical processes, such as the catalytic cracking of gasoil, catalytic reforming of
naphtha, and dehydrogenation of ethyl benzene and butene hydrofining are accompanied
by the formation of carbonaceous deposits, which are strongly adsorbed on the surface,
somehow blocking the active sites. Levenspiel (1972) mentioned simple equations to
describe deactivating porous catalyst particles.
2.2 Solution Procedure
Both the homogeneous and heterogeneous dynamic fixed bed reactor models are
described by a set of partial differential equations which may be solved using one of the
several types of techniques: Crank-Nicolsen (Eigenberger and Butt, 1974), orthogonal
collocation (Michesen et al., 1973), and orthogonal collocation on finite elements (Garey
and Finlayson, 1975). Froment (1961, 1967) integrated a two-dimensional homogeneous
model using a Crank-Nicholson procedure to simulate a multitubular fixed bed reactor.
However, orthogonal collocation has been the dominant method used for solving the
fixed bed reactor model equations. The orthogonal collocation method proves to be faster
and more accurate than the finite-difference method used (Finlayson, 1971). To this end,
various authors have applied collocation using two or three radial collocation points to
the solution of the reactor model equations. Bonvin et al. (1983) has applied collocation
to nonadiabatic tiibular reactors using quadratic radial profiles (i.e., two radial collocation
points). Jutan et al. (1977) solved the steady-state reactor equations using two collocation
points for temperatiire in radial direction and three collocation points for concentration in
the radial direction. Ampaya and Rinker (1977) and Finlayson (1971) examined the
convergence of collocation solutions to steady-state reactor equations as the number of
radial collocation points is increased. Both of these papers show that collocation points
placed at the roots of the Jacobi polynomials lead to faster convergence of the solutions
as the number of collocation points is increased.
2.3 Fixed Bed Reactor Control
Fixed bed reactor control has been reviewed in Denn (1969), Padmanaban and
Lapidus (1977), and McGreavy (1983). Fixed bed reactors are more difficult to control
because of the process being distributed and nonlinear and having nonminimum phase
characteristics and deadtime. Control of fixed bed reactors is also important because of
sensitivity towards disturbances, or more seldom because of lack of stability of the
reactor. Jorgensen (1986) reviewed the contiol-design method, which has been apphed on
fixed bed reactors to fulfill one or more of the confrol objectives. For tubular fixed bed
reactors with exothermic reactions, it is necessary to control simultaneous peak
temperature and exit concentration for preventing bed temperature from being excessive
or runaway. Jutan et al. (1977) and Jorgensen et al. (1990) have stiidied control of fixed
bed reactors based on a local linearized confrol. However, a linear confroUer works better
if the reactor is operated in a small range around a nominal steady state. The fixed bed
10
reactor may experience disturbance or significant set-point changes from an online
optimizer. Therefore, it is important to develop and implement nonlinear control
strategies for fixed bed reactors to allow tight operation of both controlled variables
available over a wide range of conditions. Xiangming Hua et al. (2000) has discussed the
procedure for developing a nonlinear inferential cascade control of exothermic fixed bed
reactors. The developed cascade structure provides some important benefits for control of
fixed bed reactor such as allowing multiple control objectives, hot-spot position
movement, hard constraint handling on both state and control variables, reduction of
dynamic coupling between loops, and effects of disturbances. The cascade structure
combined with inference of output variables can greatly improve reliability and
robustness. The proposed control strategy was applied to a commercial-scale fixed bed
reactor for phthalic anhydride synthesis. It was shown that the proposed control strategy
could achieve tight control of exit conversion and stabihzation of hot-spot temperature
over a wide range of operations. K. S. Lee et al. (1985) have devised a scheme of online
optimizing control for a nonadiabatic fixed bed reactor in which the partial oxidation of
n-butane to maleic anhydride was carried out. The optimizing control scheme was
designed to perform two functions concurrently: adaptive control of a bed temperature
and online identification and optimization.
11
2.4 Optimization
The optimization of the fixed bed reactor over the length of catalyst life is
important because the catalyst activity changes over the course of the operation. The
operating temperatiire is increased over the life of the catalyst to compensate for the loss
of catalyst activity. Taskar (1995) discussed the optimization of catalytic naphtha
reformer, which is a fixed bed reactor, and described the formulation of the dynamic
optimization problem. Orthogonal collocation (Biegler and Cuthrell, 1985) and controlvector parameterization (Biegler, 1990) can be used to solve a nonlinear dynamic
optimization problem.
2.5 Multiplicity. Bifurcation Theorv, and Stabihty
2.5.1 Multiplicity
The occurrence of more than one steady-state solution for the same operating
conditions can be demonstrated theoretically for all models, except for a one-dimensional
plug-flow reactor model. The possibility of more than one solution is due to interaction
between dispersion and reaction. This subject has been treated by Hlavacheck and Van
Rompay (1981) and Jensen and Ray (1982). They have both reviewed experimental
findings of multiple steady states. In the cases where multiple steady state occurs, it is
possible to have high sensitivity of the reactor conditions towards changes in inlet
conditions or in parameter values. Cases of high parametric sensitivity occur near
bifurcation of steady states, i.e., where multiplicity of steady state shows up. Puszynski et
al. (1981) show that multiple steady states may occur in nonadiabatic packed beds for
12
strongly exothermic reactions even when the Peclet (Pe) number is large, as in most
mdusfrial reactors. In adiabatic reactors, a multiplicity of three ,s possible, whereas more
steady states can be found m the nonadiabatic fixed bed reactors (Jorgensen, 1986).
Schmitz et al. (1987) have reviewed multiplicity and mstabilities m chemically reacting
systems.
2.5.2 Bifurcation Analysis
Several articles dedicated to the bifiircation analysis of fixed bed reactors have
been published in the past years. Jensen et al. (1982) apphed static and Hopf bifurcation
theory for PDEs for the special case of a first-order, irreversible reaction in tubular
reactor with axial dispersion. The bifurcation behavior was classified and summarized in
parameter space plots. Although the analysis was based on the pseudo-homogeneous
axial-dispersion model, it can readily be applied to other reaction-diffusion equations
such as the general two-phase models for fixed bed reactors.
The mathematical models of many lumped-parameter, chemically reacting
systems consisted of a set of algebraic equations that could not be reduced explicitly to a
single equation. The Liapunov-Schmidt procedure (Balakotaiah et al., 1985), reduced the
prediction of the local multiplicity features of a system of algebraic equations to the
analysis of the features of a single equation even though the original set of equations
could not be reduced to a single equation. The technique may be used also to analyze the
behavior of distributed-parameter and dynamical systems.
13
Balakotaiah et al. (1989) indicated that the presence of small axial thermal
conductivity in a packed bed reactor and small impact of thermal expansion on the
pressure change in the reactor enable thermoflow multiplicity to occur under practical
conditions. Thus, it is important to check for its occurrence in the design of muhi-tube
reactors, as its presence can lead to undesired radial gradients and corresponding
mechanical stresses.
The multiplicity behavior of a non-isothermal, heterogeneous axial-dispersion
reactor model was examined by Juncu et al. (1994). This model took into account both
external and internal heat and mass transfer, with different spatial directions for the fluid
and solid phases. An irreversible first-order reaction in the adiabatic and the
nonisothermal, nonadiabatic regimes was considered. The method of orthogonal
collocation was used to discretize the boimdary-value problem. The analysis was based
on a continuation technique with local parameterization performed on the orthogonal
collocation discrete approximation of the model. The effect of Peclet {Pe) number on the
multiplicity behavior was investigated for a fixed value of adiabatic rise parameter. It
appeared that the introduction of thermal-axial dispersion and the intraparticle mass and
heat transfer increased the total number of steady states to eleven. Similarly, the
homogeneous axial-dispersion model admitted, at most, five solutions. Thus the
combination of the two independent multiplicity sources (i.e., axial dispersion and
heterogeneity) produced more steady-state solutions than either one of them.
Bifurcation theory and numerical continuation techniques were used by Wagialla
et al. (1995) to investigate the complex static and dynamic characteristics of fixed bed
14
reactors modeled by a heterogeneous cell model. The cell model discretized the length of
the reactor to cells each having a length equal to the catalyst pellet diameter (or
characteristic length). The nonlinear kinetics, high activation energy, thermal coupling of
reactor cells and the heterogeneous nature of the reactor were all interacting and
confributing factors to this complex behavior. For a particular set of system parameters,
three general regions of static bifiircation behavior exist in the heterogeneous fixed bed
reactor. In the first region, below a critical feed temperatiire value, single extinguished
steady states exist. In the second region, a multitude of steady states exists, ranging in
number from 3 to a maximum of 29 states. In the third region, above a critical feed
temperattire, three steady states exist: the upper one as an ignited state and the other two
as low extinguished states.
Balakotaiah et al. (1996) have shown that for the case of distributed models in one
spatial dimension, the singularity theory combined with the Liapunov-Schmidt reduction
and shooting method can serve as a useful tool, but for systems described by more than
one spatial dimension, this method cannot be used.
A complete bifurcation analysis of a general steady-state, two-dimensional
catalytic monolith reactor model that accounted for temperature and concentration
gradients m both axial and radial directions is studied by Balakotaiah et al. (2001) A
single exothermic first-order reaction was considered. The analytical results given here
could lead to a quick order of magnitude estimation of the influence of various design
and operating parameters on the monolith behavior.
15
Chang (1984) presented a bifurcation approach to nonlinear systems stabilized by
a conventional proportional-integral-derivative (PID) controller.
2.5.3 Stabihty
Several researchers investigated parametric-sensitivity behavior of fixed bed
catalytic reactors. They used different criteria to find a critical boundary between stable
and runaway operating regions. The pioneering theory of thermal explosions by Semenov
(1928, 1959) was developed originaUy on the assumption of negligible reactant
consumption. This assumption was obviously violated in most real systems; however, its
simplicity and explicitness allow one to have a fiindamentally correct and synthetic view
of the mechanism of thermal explosion. Based on physical intuition, Thomas and Bowes
(1961) proposed to identify thermal runaway as the situation in which a positive secondorder derivative occurs before the temperature maximum in the temperature-time plane.
The criterion proposed by Thomas and Bowes was examined further by Adler and Enig
(1964), who found that it was more convenient to work in the temperature-conversion
plane than in the temperature-time plane. The runaway criterion derived by Welsenaere
and Froment (1970), originally for runaway in a homogeneous tubular reactor, defines
criticality using the locus of temperature maxima in the temperature-conversion plane.
All the above mentioned criteria are based on the idea of defining runaway operations
using some geometric feature of the temperature profile in time or in conversion.
Morbidelli and Varma (1988) developed a generalized criterion for runaway, which is
based on the concept of parametric sensitivity. Criticality is defined as the sitiiation where
16
the normalized sensitivity of the temperature maximum to any of the physicochemical
parameters of the model, is a maximum. Thus, this criterion predicts a parametrically
sensitive or runaway region, which may be called "generalized" since the maximum
temperature becomes simultaneously sensitive to small changes of any of the model
inputs. Along the lines of using parametric sensitivity to identify the boundary for
runaway or explosive behavior, Vajda and Rabitz (1992) have considered the sensitivity
of the temperature trajectory to arbitrary, unstructured perturbations applied at the
temperature maximum. Another sensitivity-based cnterion has been presented by Strozzi
and Zaldivar (1994), which uses the Lyapunov exponents to define sensitivity.
17
CHAPTER 3
MODEL DEVELOPMENT FOR A VINYL ACETATE REACTOR
In this chapter, a generalized mathematical model for a multi-tubular fixed bed
reactor is discussed. A multi-tubular fixed bed reactor is used mainly for gas-phase
catalytic reactions. A detailed mathematical model of the fixed bed reactor consists of the
following aspects in its mass and energy balance equations.
1. Axial dispersion: Mixing of the components in the reactor in the axial direction is due
to the turbulence and the presence of catalysts in the fixed bed reactor. It is accounted
for by superimposing an effective transport mechanism on the overall transport by
plug flow. The flux due to axial dispersion is described by a formula analogous to
Pick's law for mass transfer or Fourier's law for heat transfer by conduction. The
proportionality constants are effective diffusivity and conductivity in the axial
direction (Rase, 1990).
Fick's law for mass fransfer:
ac,
N-
=-D
' dz
Fourier's law for heat transfer:
, dT
2. Radial dispersion: Adiabatic commercial reactors exhibit no significant radial
gradients since no heat transfer is involved across the wall of the tube. Nonadiabatic
fixed bed reactors can develop significant radial-temperatiire gradients because of the
heat transfer at the wall. Temperature gradients will produce radial-concentration
gradients as well. These gradients of temperature and concentration occur when large
maxima (hot spots in exothermic reactions) or large minima (low temperatures in
endothermic reactions) occur. To formulate the flux of heat or mass in the radial
direction, it is superimposed on the transport by overall convection, which is the plugflow type (Rase, 1990).
Fick's law for mass transfer:
I dCj \
^jr = - A
Fourier's law for heat transfer:
3. Radial velocity gradients: The flow in a fixed bed reactor deviates from the ideal
pattern (plug flow) because of radial variations in flow velocity and mixing effects
due to the presence of catalyst.
4. Interphase mass and heat transfer resistance: Since the components (reactants,
products) and energy must move from the catalyst interior, the exterior catalyst
surface, and the bulk fluid phase, there exists a resistance to mass and heat fransfer
between the gas and sohd phases. Since both heat and mass transfer coefficients are
increased by increasing the mass velocities, it is possible and practical in most
industrial reactors to avoid significant interphase gradients.
5. Infraparticle mass and heat fransfer resistances: As the catalyst-pellet size increases, a
significant concentt-ation gradient between the surface and the interior can develop for
19
all the components. Conversely, if the catalyst size is held constant and the
temperatiire is increased, a similar gradient may occur due to more rapid consumption
of the reactants because of the exponential rate increase caused by increased
temperature. In both cases, the rate varies with position inside the catalyst. The
effectiveness factor can be used to calculate the actual reaction rate that would be
observed. The effectiveness factor is defined as follows:
r] =
rate of reaction with catalyst pore diffusion resistance
rate of reaction with surface conditions
6. Pressure drop in fixed bed reactor: Pressure drop through a reactor is seldom more
than 10% of the total pressure and thus is not a major factor in changing the chemical
reaction rates in a gaseous reaction. The Ergun equation has been preferred for
several years to calculate the pressure drop in the reactor (Rase, 1990):
dP_
{\-ef
a
dz
fx
u + iS
D.
(}-ey- Pf
D.
3.1 Generalized Dynamic Model for a Fixed Bed Reactor
3.1.1 Material balance
The material-component balance for a fixed bed reactor in terms of the
concentration can be written as follows (Rase, 1990):
Bulk gas-concenfration balance:
J
(d'C
dt
dz
dz
dr'
20
\dCj\
r dr
^Ac^-cJ
(3.1)
Surface concenfration balance:
When the reaction throughout the catalyst is uniform we can write the following
equation for the surface concenfration:
ldC^\
dt
(3.2)
3.1.2 Energy balance
The energy balance for a fixed bed reactor can be written as follows:
Bulk temperature balance:
PfC pf
dT_
dt
dz
^PfCpfT)+\--Y
dz'
(d'T \ dT\
-KA-T,y^{T-T„)
+ K —r +
dr
r dr
(3.3)
Surface temperature balance:
When the reaction rate throughout the catalyst is uniform we can write the
following equation for the surface temperature of the catalyst:
P-^CA-^\ =
Kp''^-Tpypst{-^\r)r„
(3.4)
V 5^ /
Metal temperature balance:
In some cases, the heat transfer resistance through the metal wall can be very
significant; therefore, it is important to write a metal temperature balance in the fixed bed
reactor modeling:
^
^
(^/ - dr y^-dx
(r, - r„)- d,K (T^-T)
21
(3.5)
Shell-side temperature balance:
Most of the industrial reactors use a coolant to remove the exothermic heat of
reaction. The coolant temperature profile on the shell side of the reactor is modeled as
foUows:
3.1.3 Initial and boundary conditions
The following initial and boundary conditions can be used to solve equations 3.1
through 3.6:
z = L,
dC^
dT
—^ = 0, — = 0.
dz
dz
The above flux conditions at the reactor entrance and exit is termed as the
Danckwerts boundary conditions (Danckwerts, 1953).
z = 0,
^3
C
T=TC.O
, = 0, ^
= 0, ^ = 0
dr
dr
dr
(3.7)
dz
= 0,z = 0, C^. =C^o= T = T^, T^=T^,,, T^=T„,o^ TT. =T
22
3.1.4 Intraparticle resistance
When the resistance to mass and heat transfer inside the catalyst (i.e., intraparticle
resistance) is important, the above equations do not adequately describe the system.
Instead of equations 3.2 and 3.4 the following equations are used for surface
concentration and surface temperature. The rest of the equations (3.1, 3.3, 3.5 and 3.6)
remain the same.
(dC,:\
s,J
\
^^ /
D^ d ^ ,dC^j
r^ dr^
dr^
^
V. r
p.c4^14:^('--=l^)-''.2(-^)"'-dt j r^ dr^
dr^
jz^
(3.8)
<^'>
3.1.5 Initial and boundary conditions
The equations are subject to the following initial and boundary conditions.
z = 0, u ( c , . „ - c J = - £ - D . ^ ,
2 = 0,
p,-u-C^,{r„-T)=-K^
2:=r,,„
dC^ ^ dT ^
z = L, — ^ = 0, — = 0
dz
dz
, =0
^
= 0, ^ = 0
dr
dr
dr
,.0
'
(3-10)
dz
iE^.^.O
dr.
dr.c
23
d„
riC
d„
2
HT
^^ '
'dr^
t = Q, z = 0, C.=C.„C^^=C.^„
T = T„ T^=T„^^, T^=T^^^
22 Steady-State Vinyl Acetate Reactor Model
3.2.1 Vinyl acetate process
Vinyl acetate is mainly used for making poly-vinyl acetate (PVAC) and vinylacetate copolymers, which are widely used in water-based paints, adhesives, paper
coatings, and applications not requiring service at high temperatures. Vinyl acetate is
produced by vapor phase oxidation of ethylene and oxygen in the presence of acetic acid
on a silica-supported catalyst in a multi-tubular fixed bed reactor. Water and carbon
dioxide are the byproducts. The reaction is exothermic, and the heat liberated from the
reactor is removed by generating steam on the shell side of the reactor. The reactions are
irreversible and the reaction rates have an Arrhenius-type dependence on temperature
(Luyben, 1998).
3.2.2 Reaction chemistiy and mechanism
Ethylene and acetic acid are activated as the result of the abstraction of hydrogen
by palladium in the catalyst. Vinyl acetate is produced as the result of the combination of
dissociately adsorbed acetic acid with dissociately adsorbed ethylene, and this surface
24
reaction is the rate determining step in industrially important reactions. Co-catalysts such
as potassium or other alkali metals promote the abstraction of hydrogen from acetic acid
and weaken palladium-oxygen bonds in dissociatively adsorbed acetic acid (Nakamura et
al., 1970). There are four possible reactions in this system:
C^H, + CH.COOH + O.5O2 ^ CH^ = CHOCOCH, + H,0
0.5C,H, +1.50, -* CO2 + H^O
CH^ = CHOCOCH, + +2.5O2 -^ 2CO2 + H^O + CH.COOH
CH^COOH + 2O2 -^ 2C0^ + 2H,0
Based on the kinetics developed in the industrial facility, the last two reactions are
eliminated and not considered in developing the rate expressions.
3.2.3 Kinetics
The rate expressions for both reactions were obtained from the industrial facility.
Due to the confidentiality of data the kinetic rate expressions are not given here.
3.2.4 Mathematical modeling assumptions
The vinyl-acetate reactor model is derived from the generalized fixed bed reactor
model, with the following assumptions:
1. Neghgible axial dispersion:
When the catalyst bed depth exceeds about 50 catalyst particle diameters, the
effect of axial dispersion of heat and mass on conversion is neghgible (Rase, 1990). For
25
the industrial reactor system stiidied, this criterion is satisfied, and therefore the axial
dispersion term is not considered in the modeling equations.
2. Negligible pressure drop:
Pressure drop through a reactor, though seldom more than 10% of the total
pressure, is not a major factor in changing the chemical reaction rate in a gaseous
reaction. In the indusfrial case stiidied, the pressure drop is approximately 5%; therefore,
the effect of pressure drop is neglected in the modeling equations. This assumption can
be verified by comparing the reactor outlet composition and temperature for a model with
and without pressure drop. The Ergun equation, as described above, is used to calculate
the pressure drop in the reactor. The following table shows the error between the model
with and without pressure drop for the reactor outlet composition and temperature (Table
3.1).
Tables 3.1 Comparison between reactor model with and without pressure drop
Process variables at reactor outlet
Absolute error
Ethylene composition (mole%)
0.0654
Oxygen_composition (mole%)
0.0498
Acetic acid composition (mole%)
0.0138
Vinyl acetate composition (mole%)
0.0202
Carbon dioxide composition (mole%)
0.0133
Gas temperature composition (mole%)
0.0990
26
3. No concenfration and temperatiire gradient betiveen the catalyst particle and the bulk
gas:
Concentration and temperatiire gradients betiveen the catalyst exterior surface and
the fluid are usually negligible in commercial reactors. For very moderate reactions with
moderate heat effects, it may not be necessary to distinguish between the conditions in
the gas and on the catalyst surface, or even inside the catalyst. In pseudo-homogeneous
models, it is assumed that inter-phase composition and temperature gradients are
sufficiently small. Nakamura et al. (1970) have shown that the catalyst surface reaction
(i.e., production of vinyl acetate) is the rate-determining step. Therefore, m the present
work, it is assumed that diffusion effects inside the catalyst are lumped into the kinetic
parameters of the reaction rate expressions. The above assumption can be justified by
using Mears' criterion (1971a, b) for detecting the onset of interphase gradients. If the
following Mears criterion is satisfied, then the observed reaction rate will deviate less
than 5 % from the true chemical rate,
(-AH)-r-ps-d^
RT
——^<0.15-^^.
2-h^-T
E
In the vinyl acetate reaction system,
^ - ^ ^ • ^ • ^ - • ^ - = 0 . 0 0 3 1 6 6 , a n d 0 . 1 5 - ^ = 0.011.
2-h^-T
E
Thus, in this case, the Mears criterion is satisfied. Therefore, the interphase gradients
can be easily neglected in the model equations.
27
4. Flat velocity profile:
A reasonably flat profile can be assumed when the ratio of ^
^ 30 ( Rase
p
1990). This criterion is readily met in the industiial reactor stiidied.
Based on the above assumptions a homogeneous model is developed for the vinyl
acetate reactor, which is described by the following 10 steady state partial differential
equations.
Defining the following dimensionless variables.
/- t/ * _ ^ 2 " 4
CO*.
Y *_
O2
0^*
''°'
CH,*-
H^O"-
^2
Ar* =
Ar
.)
T
lor.
r
^"\
stm
*_
(T.Urn -T^ R )/
lor.
r
z
Z
'1
=
1
Dimensionless Equations:
EthyleneBalance:^§?^ = i ^ - - ^ ( / - ^ § ? ^ ) - - M _ . ( , , ^ 0 . 5 - r , )
dz
R Vr dr
dr
VCjH^
(3.11)
OxygenBalance:^ = i ^ - ^ ( / ^ ) - - ^ - ( 0 . 5 . , + 1 . 5 . , )
dz
R Vr dr
dr
VCjH^
(3.12)
28
AceticAcid Balance : ^ ^ ^ = i ^ - i _ ( / ^ ^ ^
dz
R'V/d/^
Vinyl Acetate Balance: ^ ^
dz
P,L
dr' ^~~VCW'
-2^^^
^^-^^^
^J^. ^ P,L
dr' ^ VC-I'-^H
H°
(3.14)
=i ^ - i - ( /
R'Vr' dr'
CarbonDioxide Balance: ^ ^ ^ = l£rLJ_(/
^£91^^ .
P^L
IT^^V/^^' -l/^^WW^'^
2." ."4
^^-''^
Water Balance : ^ ^ = - ^ - L ( / M 2 ^ ) ^ _ P ^ . , ^ , .
dz'
R'Vr'dr'^
dr' ^ VC,H;^'
'^
., ,,,
^^ ^
x:^u D I
dC,H^* sDL d , . dC,H'
Ethane Balance:—=—— =
(r —^ ^)
dz'
R'-Vr'dr'^
dr' ^
t7 M\
^^'^^^
Nifrogen B a l a n c e : — ^ = — ^ — . ( r — ^ )
dz
R Vr dr
dr
- , ^,
^ ,
dCH,'
sD^L d , . dCH,',
Methane Balance:
— = —-^
(r
=-)
dz
R'Vr dr'
dr'
.
^ ,
dAr'
sD^L d , . dAr',
Argon B a l a n c e : — ^ = - — ^ — - ( r -—-)
dz
R'Vr dr
dr
Temperattire Balance:
(3.18)
G 19'i
^^ ^
(3.20)
^=(_4^x,j_r).—^^Ac^-^)-^^'^"^'
''^'^^'^dz
pX^jr
R P,C,,Vr dr
dr
lOT.Vp^C^
lOT.VpX,
(3.21)
The above partial differential equations are subject to the following boundary conditions:
z=o,
T'=T:,
C;=C.;
29
dC.
dT'
r = 0 , - 4 - = 0, ^
=0
dr
dr
r*=l.
dC.
0
dr'^ "°'
dC'
r' =\. — ^ = 0.
dr
-
dr
^
dr
hR
dr
A,
""" '
k'-'^.:\Bk-TSr
3.3 Orthogonal Collocation
Equations (3.11)-(3.21) are converted into ordinary differential equations by
orthogonal collocation (Finlayson, 1980). Two radial collocation points are considered
for temperature and three collocation points are considered for concentration. The
reduced ordinary differential equations are solved using LSODE (Hindmarsh, 1986)
integrator. The developed model predicts composition and temperature profile in the axial
and radial directions of the reactor.
3.3.1 Orthogonal collocation for radial diffusion
The orthogonal collocation method has proved to be a useful method for problems
of diffusion (Finlayson, 1980). In many of these problems, it is possible to prove that the
solution is a symmetric function of r (where r is the radial coordinate), i.e., a fimction
of only even powers of r . To do this we construct orthogonal polynomials that are
functions of r ' . One choice is
y{r') = yi^)^{\-r')\a,P,_M'').
/=1
30
(3-22)
An equivalent choice is
y{r') =
-2b,P^_,{r').
(3.23)
Equation (3.23) can be simplified as follows:
y{r') = J^d,r''-\
(3.24)
/=1
We define the polynomials to be orthogonal with the condition
1
fWir')P,{r')P^irydr
=0
k^m.
(3.25)
We take the first coefficient of the polynomial as one, so that the choice of the weighting
function W{r') completely determines the polynomial, and hence the trial function and
the collocation point (Finlayson, 1980). Differentiating equation (3.24) we get:
^
= yj,(2^-2)r^'-\
(3.26)
,,1
dr
Now differentiating equation (3.26), we get
V^^ = J - 4 f . ^ ] = yj,.(2/-2l(2/-3>lpr dr\
dr j
(3.27)
jr(
Now the collocation points are N interior points in the range 0<r. < 1 and one boundary
point r^.^, = 1. The point r = 0 is not uicluded because the symmetry condition requires
that the first derivative be zero at r = 0 and that condition is already buih into the frial
function. Expressing equations (3.24), (3.26) and (3.27) at a collocation point we get.
31
ff,)=|V-(2,-2X
(3.29)
N+l
^'yirj) = ^W\r--\^_^d^
(3.30)
i-\
Writing equations (3.28), (3.29) and (3.30) in mafrix notation we have,
y = Qd,
^ = Cd, V-y = Dd,
(3.31)
where
Q,-r;^-\
C,=(2z-2>/-, Dj,.=V'-(^--%.
(3.32)
Solving for d gives,
^
dr
= CQ-'y = Ay ^
= DQ-'y = By .
(3.33)
dr
Thus, orthogonal collocation can be used to convert differential equations into algebraic
equations.
3.3.2 Collocation solution of the steady state Vinyl Acetate Reactor model
3.3.2.1 Temperatiire collocation. A quadratic polynomial is used to collocate
radial temperature derivatives. To find quadratic orthogonal polynomials, let
W{r) = (1 - r " ) , which gives the Jacobi polynomial. The polynomials are
PQ =1, P^ =l + br' .To find b we use the following orthogonality condition,
1
1
CW(r)P,P^rdr = 0 or f(l-r'){l
0
0
which makes b = -3.
32
+ br')rdr = 0
Therefore P, = 1 - 3r^ The positive root of the quadratic polynomial (a collocation
point) P, IS r, = 0.57735 which is an interior collocation point. The boundary collocation
point is selected asr^ = 1.0
From equation (3.32),
2 "1
e=
1.5
-1.5
Q-' =
C=
1 0.3333
1
1
0 2r,
0 2r.
D=
-0.5
1.5
0 1.1547
0
2
ro 4'
0 4
This gives
A=
•1.732
-3
1.732
3
B=
-6
-6
6
6
The resulting polynomial can be written as follows:
T{r„z)
nr„z)
T{r,z) = Q-
r(r,z) = (-1.5r'+1.5)r(r,,z) + (1.5r--0.5)7(^2,z).
Thus the temperature at any radial location can be found as a function of the temperatures
at the two collocation points.
33
The radial partial derivative of temperature at the collocation points can now be
replaced using the collocation derivative formula, obtained by differentiating the
interpolating polynomial
I d ( dT\
7a^i'"a7j_
=^^'^(^>'^)-^^^2n^2,^)
K =
I,..,N.
The boundary condition of heat removal at the wall is approximated using the
derivative formula for the collocation:
hJT^-T{r„z))
= -XJA,Jir„z)
+ A,,T(r„z)).
The equation can be solved for r(r,, z) in terms of Tir^, z), or vice versa, so that one of
the temperatures can be ehminated.
3.3.2.2 Concenfration Collocation. A quartic trial function is the lowest order
polynomial that satisfies the boundary conditions and still allows a non-constant profile
for concentration along the radial direction. If a quadratic polynomial were used for the
concenfration profiles, it would reduce to a uniform radial concenfration profile, because
this is the only quadratic that satisfies the boundary conditions of zero slope at r = 0 and
r = 1. Hence, a quartic polynomial was chosen for the radial concentration profiles.
To find quartic orthogonal polynomials, let W{r) = (1 - r^) The polynomials are
P^ = l, P, = 1 - 3/-^ P, = 1 + cr' + dr''. To find c,d we use the following orthogonality
condition:
34
JW(r')P^P^dr = 0 and
0
CW(r')P^P^dr = 0
0
which makes c = - 8 , J = 10. The results are Po =1, P 2 = l - 3 r ' ,
P^ = l - 8 r ' + 1 0 r '
The positive roots of the quartic polynomial (collocation points) P^ are
/-] = 0.393765,
r, = 0.803087, these are interior collocation points. The boundary
collocation point is selected as rj = 1.0 . The resulting interpolating polynomial for
concentration is:
C(r„z)
C{r^,z)
C{r„z)
C(r,z) = Q-
C(r,z) = (2.415816r'-3.973894r'+1.558078)C(r,,z)
+ (-5.749150r^ +6.640561r' -0.891412)C(r2,z)
+ (3.333333/ -2.666667r- +0.333333)0(^3,z).
The radial partial derivative in concenfration at the collocation points can now be
replaced using the derivative formula by differentiating the above equation:
-T-f^^l
=5^,C(r„z) + 5^,C(r„z) + 5^3C(r3,z)
r dr\ dr)^^^^
K = l..M.
The boundary condition of zero mass flux at the wall is incorporated using the
collocation formula for the derivative to give:
r = R,
r = R,
dC
dr
= 0,
A,,C{r„z) + A,X{r^,z) + A,,C{r„z) = 0
35
This equation can be used to eliminate one of the concentrations at a collocation
point in terms of the other two, so that each concentration derivative can be expressed as
a function of only two radial concentration values.
3.4 Catalyst Deactivation Model
For gas-phase sohd catalyzed reactions, the catalyst deactivation process is very
slow and the catalyst is used for several years. The change in the catalyst deactivation is
offset by increase in the operating temperature, which causes the increase in the catalyst
deactivation rate. This is due to sintering and agglomeration of catalyst at high
temperatures. Simple empirical forms (Table 3.1) have been proposed (Levenspiel, 1972)
and shown through numerous experimental observations to correlate the observed data
satisfactorily. It is always advisable to try several forms that make sense for the situation
at hand and then use the one providing the best fit.
36
Table 3.2 Deactivation rate forms: Power law forms
Deactivating Process
Rate form
Sintering
— = -k.a"
dt
'
Poisoning and fouling
— = -k^a"
dt
da
— = -k^P^ a
dt
Parallel:
A^R
A^
P i
da
^ = -k,Pj,'"a"
dt
Series:
A-^R^P
i
da
Impurity Deactivation:
,
^m n
— = -^d^p ^
A^R
P^P
i
In the vinyl acetate reactor, it is beUeved that the deactivation is due to sintering
of the catalyst. Also, since the moderator is used to promote the vinyl acetate reaction, the
amount of moderator also affects the activity of the catalyst. Therefore, catalyst
deactivation is expressed as a fimction of the operating time, shell side temperattire T,
and moderator feed rate F ^ .
37
a = Qxp{-a-tyJ
whent^^^t^
a = exp(-^ -t^^)- exp(-y • T) • Fj"
a = exp(-^ • f^J • exp(-r7 • T) • F^"
when t^^>t^J> T^
when t^^>t^,T^ T^
3.5 Nomenclature
A - Limiting reactant
Ar - Dimensionless argon concenfration
a - Catalyst surface area per unit volume of the reactor (
)
m^
Bi
Biot number
*
C2//4 -Dimensionless ethylene concenttation
C,Pfg -Dimensionless ethane concentration
C//4 - -Dimensionless
methane concenttation
C-,H4
Ethylene concenttation
at the reactor inlet ( — r - )
m^
CO2 - Dimensionless carbon dioxide concenfration
C^„ - Heat capacity of bulk gas (—-—)
'^°
kg- K
Cp^ Average heat capacity of gas (
C„,
PC
Heat capacity of the coolant (
i^
y
—)
—)
kg°K
38
C
Heat capacity of the metal (
Cp^
Heat capacity of catalyst (
Cj
)
kg°K'
—)
kg °K
Bulk Concentration of component j in the gas phase ( ^
C^j - Surface Concenfration of component j ( ^ ^ ^ )
m^
2
D^
Axial dispersion coefficient (
)
sec
2
D^ Radial dispersion coefficient (
)
sec
2
D^ Effective diffusivity (
)
sec
2
D^ -Radial diffusivity (
)
s
D^ Radial diffiisivity of component j (
m'
)
sec
Dp - Equivalent diameter of catalyst particle (m)
dp - Catalyst diameter (m )
d^ Diameter of reactor (m)
d. - Outside diameter of tube (m)
d„ - Outside diameter of tube (m)
E
Activation energy (
)
mole
39
)
Ih
F^
Moderator feed rate (—)
hr
h^ - Heat transfer coefficient between catalyst and gas (
J
m' -sec-K
/z„^ Heat transfer coefficient between solid and gas (—:p—J
)
m~ sec °K
h^ Shell side heat transfer coefficient (
)
m^sec^K^
h
)
m^sec°K^
Tube side heat fransfer coefficient (
h^ - Wall heat fransfer coefficient (
)
m' sec °K
AH„ Heat of reaction of n* reaction (
)
mole
AH
Heat of reaction (
)
mole
HjO' - Dimensionless water concenfration
HAc' - Dimensionless acetic acid concentration
k^
Deactivation rate constant
k
- Mass transfer coefficient between catalyst exterior and bulk fluid ( — )
sec
^
L - Lengtii of the tube (m)
.r - Flux
^, ofncomponent J• m
• the
, axial
• , direction
1- • (—
^ moles ),
A'.^
m sec
A'' ^ Heat flux in the axial direction (—;
)
*"
m'sec
40
Nj^ - Flux of component j in the radial direction (—
)
m sec
N^^ Heat flux in the radial direction (—-—)
m sec
A^2 - Dimensionless nifrogen concentration
n
Number of tubes in a reactor
n^ Number of reactions
Oj - Dimensionless oxygen concenfration
P^
Partial pressure of limiting reactant
Pp - Partial pressure of poison
P^ - Partial pressure of product
P
P i
Poison and fouling precursor
Adsorbent poison or foulant (coke or inorganic deposit)
R - Gas constant (
)
mole • K
R
Product (in Table 3.2)
R - Radius of the tube (m)
^ th
• /
moles
,
r Rate of n reaction (
;
)
kg of catalyst sec
moles
,
r Reaction rate (
;
)
kg of catalyst sec
r^ Effective radius of the catalyst particle (m)
7;
Shell side temperature (°K)
41
T
Bulk gas temperature (K)
T - Dimensionless gas temperature
r^ - Reference temperature,
t^.^ Catalyst life in years
U - Overall heat fransfer coefficient (———)
m • K
u^ Velocity of the coolant ( — )
sec
u
Superficial velocity ( — )
sec
Vj^ Stoichiometric coefficient of component / in reactions
V - Superficial tube velocity ( — )
sec
VAc' - Dimensionless vinyl acetate concenttation
z - Axial coordinate (m)
z* - Dimensionless reactor length
Greek Letters
a, P,y,r],n
a
Empirical constants
Activity factor ( s i )
A^ Axial thermal conductivity (
—)
msec K
A. Radi a 1 thermal conductivity (
—)
'
m sec K
42
A^ - Effective thermal conductivity (
A - Wall thermal conductivity (
p
—)
msec K
—)
msec K
kg
Dens ity of coolant (—-)
ks
Pg Bulk density ( ^ )
m
p
kg
Density of metal (—-)
'""
m
kg
p f - Average density of gas (—r-)
'
m
kg
p -.Dens ity of the sohd (—r-)
m
r\ Effectiveness factor
£
Bed void fraction
a - Gas viscosity (
)
msec
43
CHAPTER 4
OPTIMIZATION OF A VINYL ACETATE REACTOR
One of the main objectives is the optimization of an industrial vinyl acetate
reactor. The data required for this study were obtained from Celanese Chemicals (Clear
Lake, TX). The initial estimates of the model parameters in the vinyl acetate reactor
model are calculated from the correlations available in the open literature. But it is
necessary to benchmark the model against the industrial data to closely represent the
industrial process. This is essential to ensure that the problem being studied deals with
issues faced in the industrial practice. The data supplied from Celanese contained the
information about the following operating variables from the start to end of the operation:
1. Inlet and outlet composition (wt.% of ethylene, oxygen, acetic acid, vinyl acetate,
carbon dioxide, water, inert);
2. Inlet and outlet gas temperature;
3. Coolant temperature;
4. Feed flow rate;
5. Reactor bed inlet and outlet pressure.
44
4.1 Model Validation
A base case operating condition from the industrial data is selected at which the
catalyst activity is assumed to be unity. There are eight model parameters to be found to
obtain a reasonable fit at the base case operating point. The model parameters are as
follows:
1. Rate constant for the 1'* reaction k^;
2. Rate constant for the 2"^^ reaction k^;
3. Adsorption coefficient for reaction 1 K^;
4. Adsorption coefficient for reaction 2 K^;
5. Overall heat fransfer coefficient U;
6. Radial dispersion coefficient D^;
7. Radial thermal conductivity A^;
8. Biot number Bi.
The above model parameters are estimated in such a way that for a given set of
input variables the weighted errors between the model predictions and the industrial data
are minimized. The input variables to the parameter estimation problem are:
1. Total feed rate to the reactor;
2. Reactor inlet composition (ethylene, oxygen, acetic acid, vinyl acetate, carbon
dioxide, water);
3. Reactor inlet gas temperature and pressure;
4. Coolant temperature.
45
There are a total of 12 operating points available to fit the model (6 outlet
compositions, 5 temperature measurements along the reactor, and one outlet
temperature). It is important to mention that the catalyst is supposed to be fresh (catalyst
activity equal to one) and deactivation of the catalyst does not feature in this step of
benchmarking.
NPSOL (Gill, 1986) solver is used to find the model parameters by minimizing
the following weighted objective function:
wt.
u
n
T,
By minimizing the above weighted objective function we get the following values
of the model parameters.
Rate constant for the 1' reaction k^ = 3700.0
mole atm°'^
m sec
.
g mole atm°'^
Rate constant for the 2" reaction A;2 = 1.3 • 10
^
m sec
Adsorption coefficient for reaction 1 K^ = 0.1 attn"
Adsorption coefficient for reaction 2 K-^^'d.l atin
W
Overall heat ttansfer coefficient U = 466—y-^—
m^ "K
Radial dispersion coefficient Z)^ = 10' - ^
Radial thermal conductivity A = 0.09
Biot number Bi = 0.8
46
W
j —
m iv
Tables 4.1 and 4.2 show the relative error between the mdusfrial data and model
prediction. It can be seen that the model predicts the industrial data quite well for base
case condition except for the oxygen outiet composition, which is due to the kinetics of
the reactions.
Table 4.1 Comparison between industrial data and model prediction for reactor
outlet composition
Component
Relative Error in Prediction (%)
Ethylene
0.44
Oxygen
4.17
Acetic Acid
1.84
Vinyl Acetate
0.00
Carbon Dioxide
0.00
Relative eiTor is defined as follows:
, .
Model prediction - Industrial data ,^^
Relative error =
• 1UU.
Industrial data
Because of confidentiahty reasons, we are not able to provide actual values of the
operating conditions (e.g., temperature and composition) in the figures and tables
47
Table 4.2 Comparison between industrial data and model prediction for
temperature along the reactor
Length (m)
Absolute Error in Prediction ( C)
1.0922
-0.10
2.0066
-0.50
2.9210
2.40
3.8354
0.17
4.7498
-1.05
TO+ 25
TO+ 20
TO+ 15
E
<u
a>
>
<
TO+ 5
TO
0.2
0.4
0.6
0.8
Dimensionless Reactor length
• Model Prediction
•
Industrial data
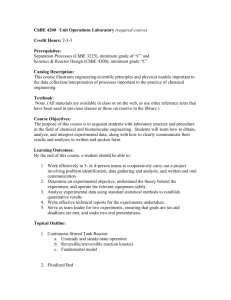
Figure 4.1 Comparison between model prediction and industrial data for the average
radial temperature along the reactor
48
4.1.1 Catalyst deactivation model benchmarking
The catalyst used in the fixed bed reactor deactivates over time due to impurities
in the feed and sintering of the catalyst. Therefore, it is required to model catalyst
deactivation which will predict the reactor outiet temperatiire and composition profiles
over the life of the catalyst. Catalyst deactivation is a nonhnear function of operating time
and temperature, since higher temperatures within the ttibe promote deactivation
(Froment, 1974). Here, the catalyst activity at the start of operation is assumed to be unity
(a = 1), and then it decreases exponentially with time t^^. It is expressed as a function of
shell side temperature T and moderator feed rate F ^ .
a = exp(-a • t^^) when t^^ s t^
a = exp(-/3 -t^^)-exp(-7 •T)-F^"
a = exp(-^ -ty^)- exp(-r7 • T) • F^"
when t^^>t^J> T^
when t^^>t^,T^ T^
The catalyst deactivation model contains 5 empirical constants. There are total of
12 X Age (where Age - catalyst age in days) operating points available to fit the model (6
outlet compositions, 5 temperature measurements along the reactor and one outlet
temperature for each day). NPSOL (Gill, 1986) solver is used to find the empirical
constants by minimizing the following weighted objective function,
Age
min obj = V
^
Wtr.. -Wt..^,
Jay=0
49
.
.
__.. 4^.T,„, -Pp,
By minimizing the above weighted objective function we get the following values
of the model parameters.
a =1.8207
13 =0.1229849
Y =0.0125
17 = 0.0155
n = -0.5
4.1.2 Catalyst deactivation model validation
Table 4.3 and Figures 4.2 to 4.7 show the comparison between the model
prediction and indusfrial data, over the entire hfe of the catalyst. It can be seen that the
catalyst deactivation model predicts the industrial data quite well.
Table 4.3 Comparison between industrial data and model prediction over the
catalyst life
Component
Relative Error in Prediction (%)
Ethylene Consumed
3.42
Oxygen Consumed
2.86
Acetic Acid Consumed
2.71
Vinyl Acetate Produced
0.53
Carbon Dioxide Produced
9.24
50
M + 10
o
o. M + 8
E
o
o
^ M+6
^
a
IT
M+4
<u
t M+2
M
Time
• Industrial data A Model Prediction
Figure 4.2 Comparison between industrial data and model prediction (Ethylene reactor
outlet composition wt%)
M+3
o
a.
E
o M +2
u
3
o
0)
M+1
M
Time
• Industrial data A Model Prediction
Figure 4.3 Comparison between industrial data and model prediction (Oxygen reactor
outlet composition wt%)
51
M +5
a M+4
E
o
O
I
M+3
M +2
M +1
M
Time
• Industrial data A Model Prediction
Figure 4.4 Comparison between industrial data and model prediction (Acetic acid reactor
outlet composition wt%)
M +9
Time
• Industrial data A Model Prediction
Figure 4.5 Comparison between industrial data and model prediction (Vinyl acetate
reactor outlet composition wt%)
52
co
M+8
in
o
Q.
E
O M+6
tS
M+4
o
M +2
Q
c
o
.o
TO
O
M
Time
• Industrial data A Model Prediction
Figure 4.6 Comparison between industrial data and model prediction (Carbon dioxide
reactor outlet composition wt%)
TO+ 40
«
TO+ 20
<D T O + 1 0
TO
Time
• Industrial data A Model Prediction
Figure 4.7 Comparison between industrial data and model prediction (Reactor outiet
Temperature)
53
4.2 Offline Optimization Approach
Since the catalyst deactivates over time, the shell side temperature is increased to
compensate for the loss of catalyst activity. The manner in which the shell side
temperature is changed affects the net profit of the process. This motivates us to carry out
an optimization study for this process. The optimization problem uivolved determining
the optimal shell side temperature profile over the run length of the operation by
maximizing the net profit of the process. This kind of optimization study can be used to
identify the benefits to implement real time optimization on vinyl acetate process.
Figure 4.8 illustrates the optimization procedure. The continuous temperature
profile over the length of the operation is expressed in terms of node values at specific
points in the time domain connected together by smoothly varying interpolating
polynomial. The optimizer uses these node values as decision variables. The intermediate
values for any particular temperature required by the simulator are provided by applying
cubic spline interpolation (Riggs, 1994).
The optimization was carried out for fixed catalyst Hfe and fixed reactor inlet
conditions. The optimizer sought the ten decision variables such that the profit function
(<I)) value over the entire run period was maximized.
<^ =
Py,-VA-P,-E-Po-0-P^,,-HAc-P,„,,^-VA
The carbon dioxide separation cost is insignificant and not considered in the profit
function. The optimization is subjected to two consttaints:
1. Maximum amount of Vinyl acetate that can be removed in the separation system
2. Maximum amount of Carbon Dioxide that can be removed in the separation system.
54
Initial values of the
decision variables
Objective function & Constraint values
Optimizer
Simulator
Decision variables
Figure 4.8 Optimization Procedure
4.2.1 Offline optimization resuhs
The optimizer (NPSOL, Gill 1986) calculates the optimum temperature profile in
such a way that the vinyl acetate (VA) produced in the optimum case approaches the
upper consfraint on VA that can be removed as compared to the VA produced at base
case conditions. Thus, the profit improvement of 7.86% over base case is achieved by
pushing the process to the most profitable constraint of vinyl acetate that can be removed.
From Figure 4.9, it can be seen that the optimum temperature for the initial period
is higher than the base case temperature. For the remaining period of time, the optimum
temperature is greater than or almost equal to the base case temperature profile. Thus, an
increase in temperature contributes to an increase in the production of vinyl acetate.
55
TO+ 35
TO+ 30
£ TO+ 25
15
I
TO+ 20
(U
K
S
TO+ 15
w
TO+ 10
TO+ 5
TO
Time
— ^ — Optimum
Base Case
a
Decision Variables
Figure 4.9 Comparison between base case temperature profile and optimum temperature
profile
4.3 Sensitivity Analysis
The optimization studied here illustrates the potential for improving the
profitability of the unit by conducting analysis of this sort. However, the results are
subject to the accuracy of the model parameters. A parametric sensitivity study was
conducted to assess the effect of errors in some of the main parameters (rate constants
it,,A;,) on the objective-function value. A 10% relative error was introduced in each
parameter separately. The decision variable values found after the optimization analysis
on this model were substituted back into the original model (i.e., model without any
error) and the objective function value was re-evaluated. The results of the sensitivity
analysis are presented in Table 4.4. As expected, this profit value shows some change
56
from the original profit value, which was found by performing the optimization analysis
on the error free model.
Table 4.4 Model Parametric Sensitivity Analysis
Parameter
Relative Error Infroduced
Absolute error in profit prediction
k,
+10 %
3.7 %
k,
+10%
1.6%
4.4 Online Optimization
No practical model of a plant, no matter how rigorous, can provide an accurate
long-term projection of the plant's responses through its normal evolution. The plant
response changes with time. As an example catalyst ages ttace feed impurities and feed
source changes. Thus, the predictions from the model may not be accurate. The online
optimization adjusts the model parameters according to discrepancies between modelpredicted values and measurements. The online optimizer uses the updated model to
recalculate the optimal temperatiire profile. A schematic of the online optimization
implementation is shown in Figure 4.10.
A process simulator represents the real vinyl acetate process in this study. The
simulator is constructed using the original kinetic model. The measurable variables
include composition of ethylene, oxygen, acetic acid, vinyl acetate, carbon dioxide and
the outlet reactor temperattire. The frequency of the model updating is once per day.
57
One variable A:, (rate constant of first reaction) is adjusted online based on the
errors between predicted and measured composition and temperature. Then the predicted
compositions and temperature are compared to current measured values, k^ is regressed
based on least squared errors using Nelder Mead (Riggs, 1994) optimization method.
The temperature profile is recalculated to maximize the profit using the updated
model. NPSOL (Gill, 1986) optimizer is used to find the optimal temperature profile.
58
•D
0)
re
a
c
o
L.
Oi
E
(0
RS
CL
^ K
0)
•D
2o
CD
c
CD
E
(D
Q.
E
c
o
'^
iza
Oi
* J
t
-*—
a'
O
<D
C
c
O
M—
O
o
cc
.4_-i
E
CD
-C
o
C/3
o
•T~
• ^
(D
i—
3
D;
4.4.1 friaccurate model
1. In this case, the rate constant for reaction 1 ki in simulator is 2.5% greater than
ki in the model. The comparison of onhne optimization with offline optimization is
shown in Figure 4.11.
T O + 30
Offline Optimization
TO+ 25
2
TO+ 20
CD
oi
Q.
E
I- TO+ 15
i ^ f
CO
"53
T O + 10
Online Optimization
TO+ 5
TO
Time
Figure 4.11 Comparison between offline and online temperature profile
From Figure 4.11, it can be seen that the temperature profile calculated by the
online optimizer is different from that of the offline optimizer. Following the temperature
profile calculated by the online optimizer gives 3.05% profit improvement over the
offline optimization. It can be seen that the optimal temperatue profile is very noisy and
will be difficuh to implement in the plant. Therefore, the online optimization is re-run
with a first-order filter on shell-side temperature. Figure 4.12 shows the optimal
60
temperature with a filter. Following the temperature profile calculated by online
optimizer gives 1.18% profit improvement over the offline optimization.
T O + 25
Time
— f=0.05
Figure. 4.12 Comparison between offline and onhne temperature profile using a filter
2. In this case, the rate constant for reaction 2 k, in simulator is 2.5% greater than
k, in frie model. The comparison of online optimization with offline optimization is
shovm in Figure 4.13.
From Figure 4.13, it can be seen that the temperatiire profile calculated by the
online optimizer is different from the offline optimizer. Following the temperature profile
calculated by the online optimizer gives 1.06% profit improvement over offline
optimization.
61
T O + 25
T O + 20
Time
•Offline
Online
Figure 4.13 Comparison between offline and online temperature profile
4.5 Nomenclature
Age
F^,
Age of the catalyst in days
Moderator feed rate (—)
hr
P^ -Cost of ethylene ($/lb)
PEnergy ' ^otal cuergy cost ($/lb of vinyl acetate)
PHAC
- Cost of acetic acid ($/lb)
PQ - Cost of oxygen ($/lb)
Py^ - Price of vinyl acetate (S/lb)
T - Shell side temperature (°C)
62
TI"^
Industrial reactor temperature at the r"" axial location in the reactor
T^""' Model Predicted reactor temperature at the i'^ axial location in the reactor
t^.^ - Catalyst life in years
W - weight, 0 < ^ < 1
Wtl"'^ - Industrial reactor outlet wt% of i"' component
Wt^"''
Model Predicted reactor outlet wt% of r"" component
Greek Letters
a, P,y,r], n Empirical constants
63
CHAPTER 5
MODEL DEVELOPMENT FOR ETHYLENE OXIDE PROCESS
Ethylene oxide is one of the most important petrochemical intermediates and one
of the raw materials used for the production of glycol, polyethylene glycol, and glycol
ethers. The production of ethylene oxide is a critical process because the reactor can
generate eleven times as much heat in a runaway condition as under normal operating
conditions (Piccinini, 1984). Therefore, the safety issues for an ethylene oxide reactor
system are very important, as industry must attempt to operate them in an economically
advantageous manner. This motivates us to study the control, optimization, and
stabilization of the ethylene oxide process.
5.1 Process Description
Figure 5.1 shows the schematic of the ethylene oxide process. The process studied
consists of a gas-gas heat exchanger, a multi-tubular fixed bed reactor, a steam generator,
and a separation system. The exothermic heat of reaction from the reactor is removed by
passing coolant on the shell side of the reactor. A portion of the heated coolant is passed
through a steam generator to produce steam, and the total coolant stream is recycled back
to the shell side of the reactor. A single-loop PID control system uses the flow rate of the
coolant that is passed through the steam generator to maintain the inlet temperature of the
coolant to the reactor. The interesting features of this system are: (1) possibility of
64
runaway reactions that produce carbon dioxide, and (2) tradeoffs between selectivity and
reaction rates.
5.2 Reaction Chemistry and Mechanism
Ethylene oxide is produced by the direct vapor- phase oxidation of ethylene over
a silver catalyst at 10 to 20 atm and 200 to 300°C. The main reaction is as follows:
CH, =CH,+-
O,
^°^^'^'^^' > CH.OCH,.
Carbon dioxide and water are produced by the side reactions and represent the
only significant byproducts formed. The reaction also produces very small amounts of
acetaldehyde (usually less than 0.1 wt percent of the ethylene oxide product) and trace
amounts of formaldehyde. The stoichiometric equations for these reactions are:
CH^ = CH^ + 3O2 -^ 2CO2 + 2H,0
CH.OCH, +~0,
->
2CO,+2H,0
CH^OCH^ -^ CH.CHO
CH.CHO + -O2 -> 2CO2 + 2H,0
3
^
2
2
CH^ =CH,+0,
.
^2C//,0.
The reaction mechanism has been thoroughly studied and is discussed in detail in
the literature (Meyers, 1986). It is generally agreed that the fimction of the silver catalyst
in the oxidation reaction is the activated adsorption of oxygen on its surface, hi the most
accepted theory, the adsorbed oxygen is in a molecular, ionized form (O, ) known as
65
to
^-»
(/3
1/3
o
c
_o
O
o
Q.
Ui
m
c«
CL,
CD
a
.*C3
—»
O
CO
(D
CD
a.
CD
T3
5
cd
c/3
j:;
CO
en
CD
o
O
i_
CL
0
•g
x
o
0
c
J
_0
LIJ
o
o
B::
"TO
uj <: Li fc- O f S
E
O
CO
^,
O
cS
;-!
(U
C
a
cc3
CO
C/3
00
^^
5
66
superoxide. Ethylene reacts selectively with superoxide to form ethylene oxide and
atomic oxygen, as shown in the following reaction:
O, (ads.) + QPf, -^ CH.OCH, + (9(ads.).
The adsorbed oxygen atoms are then believed to react mainly with ethylene to
produce carbon dioxide and water. The addition of chlorine in controlled amounts
inhibits the initial adsorption of atomic oxygen while permitting superoxide to be
adsorbed, and thus improves the selectivity of ethylene oxide.
5.3 Kinetics
Westerterp et al. (1992) studied the kinetics of the selective oxidation of ethylene
over a silver a -alumina catalyst. The relevant reactions are:
C,H,+-02^C,H,0
C^H, + 3O2 -^ 2CO2 + 2H,0.
(5.1)
(5.2)
The following equations were obtained for the production rates of ethylene oxide and
carbon dioxide:
k' -P • P"'
i?, =
^
' '
\
•
,0- = l,2)
l + K,' -P.+K^' -PC+K;
•P^+K.o' P,o
67
(5.3)
^ ; =0.67exp(-8068/r),;t/ =75exp(-11381/r)
K^' - . 3 0 . 1 0 - \ i ^ / =.49.10-°'
K^' =.87.10-°\^c' =1.14.10-°^
i:^o'=-90.10-"\^^o'=-49.10-°'
K^' =3.68.10-^exp(2370/r),/r„' =4.04.10-^exp(3430/r)
«i =0.13,n2 =0.14
5.4 Mathematical Modeling Assumptions
The ethylene oxide reactor model is derived from the generalized fixed bed
reactor model (Chapter 3), with following assumptions.
5.4.1
Negligible axial dispersion
When the catalyst bed depth exceeds about 50 particle diameters, the effect of
axial dispersion of heat and mass on conversion is negligible (Rase, 1990). For the
industrial reactor system studied, this criterion is satisfied; therefore, the axial dispersion
term is not considered in the modeling equations.
5.4.2
Negligible pressure drop
Pressure drop through a reactor, though seldom more than 10% of the total
pressure, is not a major factor in changing the chemical reaction rate in a gaseous
reaction. Therefore, effect of pressure drop is neglected in the modehng equations. This
68
assumption can be verified by comparing the reactor outlet composition and temperature
for model with pressure drop and without pressure drop. Ergun equation as described in
Chapter 3 is used to calculate the pressure drop in the reactor. The following table (Table
5.1) shows the error between the model without pressure drop and model with pressure
drop for reactor outlet composition and temperature.
Table 5.1 Comparison between reactor model with and without pressure drop
5.4.3
Process variable at reactor outlet
Absolute error
Ethylene composition (mole%)
0.0086
Oxygen composition (mole%)
0.0098
Ethylene oxide composition (mole%)
0.0079
Carbon Dioxide composition (mole%))
0.0045
Gas temperature (° C)
0.0919
Coolant temperature (° C)
0.0413
No concentration gradient between catalyst particle and gas
Rase (1990) illusfrated the various gradients established in a fixed bed reactor for
the production of ethylene oxide by oxidation of ethylene. For ethylene oxide system at
moderate chemical reaction rate, the concenfration gradients between the fluid and the
exterior of the catalyst are small. This situation is caused by the easier transport of
69
molecules in the fluid phase, even near the catalyst surface, than the more difficult and
constricted region within the catalyst. By contrast, the temperature gradient is greater
exterior to the particle. In fact, in most cases, the temperature profile inside the catalyst is
essentially flat (Rase, 1990). Heat is transferred by several means in the catalyst pellet:
conduction along with some bulk movement in the fluid, conduction in the solid, and
radiation at high temperatures. Although upon initial operation, the catalyst may assume
rather high temperature differences due to changes in concentration of reacting
components with depth of penetration, at steady state, conduction in the pellet will cause
all areas to reach essentially the same temperature. The temperature gradient between the
exterior of the particle and the fluid is more significant than the concentration gradient. In
the present study, only the temperature gradient between the bulk gas and catalyst
exterior surface is considered, and the concentration gradient between the bulk gas and
catalyst exterior surface is neglected.
5.4.4
Flat velocity profile:
A reasonably flat profile is assumed for — values of 30 or more (Froment et al.,
p
1990). This criterion is readily met in the industrial reactor studied.
5.4.5
Intraparticle resistance
70
When the resistance to mass and heat transfer inside the catalyst (i.e., intraparticle
resistance) is important following equations are used for catalyst surface concentration
and catalyst surface temperature.
'dC^,^
^r„ ^dr( ^ / ^dr) - A £ ^ . .
dt
fQj\
Pc
(5.4)
h^ir:-^).pX{-AHlr„
fc dr,
\St J
dr
(5.5)
tf
The equations are subjected to the following initial and boundary conditions.
re=0,
dC
-D,-^
=0
dr^
re=-f^
Cs=C,
t = 0, r, = ^ ,
dT
- ^ - ^ =0
dr^
(5.6)
T.=T,
C, =C,,o T,=T^^,
The effectiveness factor for a reaction is defined as follows:
rate of reaction with catalyst pore diffusion resistance
71 =
•
•
rate of reaction with surface conditions
Equations (5.4) and (5.5) are solved to find the effectiveness factors 7, and 77, for
reactions (5.1) and (5.2), respectively. The effectiveness factors are calculated for
different catalyst activities (acrivz(y a = 1.0,0.93and0.77)
locations in the reactor as shown in Tables 5.2-5.4, respectively.
71
and at three different
Table 5.2 Effectiveness factors, 7,, T/^ for catalyst activity a =
Position in the rector
77
V2
hilet
1.0179
1.0258
Center
1.0366
1.0529
Exit
1.0425
1.0613
Table 5.3 Effectiveness factors, T]^ , r]^ for catalyst activity a = 0.93
Position in the rector
77,
77,
hilet
1.0306
1.0441
Center
1.0417
1.0602
Exit
1.0476
1.0686
Table 5.4 Effectiveness factors, 77,, 77, for catalyst activity a = 0.77
Position in the rector
77,
77,
iiiiet
1.0381
1.0549
Center
1.0543
1.0785
Exit
1.0628
1.0908
From Tables 5.2 to 5.4, it can be seen that both 77, and 77, are close to unity, which
means no appreciable resistance inside the catalyst particle. Therefore, we can neglect the
intraparticle resistances.
72
Based on the above assumptions, a heterogeneous model is developed for the
ethylene oxide reactor, which is described by the following 10 dynamic partial
differential equations.
5.5 Mathematical Model of Ethylene Oxide Reactor
The material and energy balance equations for the ethylene oxide reactor is given below.
Material balance:
dC^H,
dC^H^^aD^d.oC^.
s—^
= -u
+—^T-(^—7
dt
dz
r or
or
. ^ .
)-Pbi^x+f2)
s—^ = -u-—^ + — ^ — ( r — - ) - / ? , (0.57-1+2.5rJ
dt
dz
r dr or
dEO
£
dEO sD^ d , dEO.
=-u-—- + —^—{r^)
+ p,r,
dt
dz
r dr
dr
sD^ d . dCO,.
dCO,
dCO,
dt
dz
r dr
dr
dt
dz
r dr
dr
,, _.
(5-7)
(5.8)
,. Q.
(5.9)
..
.
dCH, . _ ^ ^ ^ . + ^ A ( , ^ ^ )
dt
dz
r dr
dr
. . ,^.
(5.12)
Energy balance:
Gas phase
9r 4A,,^ _ r ^ ^ i ^ A r . ^ l
c . . . . ? = -c....«f.^(r„-m^^(^^)-M(r-r,)
dt
' ^ dz
d
73
(5.n,
Catalyst Surface Temperature.Balance
(QT.^
PsC,. V-fdt
=h^a{T-T^)+p^Y.i-^)j.
J
(5.14)
n=l
Metal Temperature Balance
Cp„P
pm r pm
4
(^°'-<')-|' = ^A(^.-^J-^A(r„-r)
(5.15)
Shell Side (coolant) Temperature Balance
c...f = -.c,.f.p^fc-,)
(5.16)
The above equations can be made dimensionless by using the following
dimensionless variables.
Dimensionless variables:
r H *=
^-^^
C,H°
CO,
^,^(T-T,)
T* =
lOP.
•M
* —
r =R
E0* =
C^H^
H,0* =
co* = C-,H^
T
O'- °^
Z
H,0
C,H;
C^H^
lor.
T *=
ior„
z =L
EO
C^H^
u
T = —t
L
74
(Te-T,)
lOP.
Dimensionless Equations:
Material balance:
dz
dz
R^ur dr
dr
uC,H°
f^ = -f=^.f4f(/f^)-^.(0.5,.2.5,)
dz
dz
dEO'
dr
R ur dr
dCH:4
dz
_
p,L
uC-,H,
.^ ., „,
dCO,' sD^L d , . dCO^,
p,L
r - + -^^
r ( ^ 7^)+
0^2
dz
R'ur dr
dr uC,H,
dJi20i_J_H20i^^D^^^>dH^
dr ~ dz
R\rdr'^
dz
uC^H^
dEO' sD^L d , . dEO',
dz R'ur dr
dr
dCO'
—=
dz
^
dr
,. ^^.
(5-20)
_p,L_
dr' ^ UC.H'''
2^^ 4
''
dCH:
sDL d , , dCH,
^^^•••4
Ar'^-^^)
dz' R^ur' dr'
dr
= _ : ^ (^hIl—)(T'
(5.18)
T')\
dz'^^p^C^j/^'
haL
(5-22)
^'^ ^(/-^)
R'-PgC,ydr'
dr'
^^^^^
[T'-T:]
PbCPs^
Surface Temperature Balance
dr; v ^ ir-rV ^^^ -,+—^^2^—n (5.24)
Metal Temperature Balance
75
dT^
4dh£L
Shell Side Temperature Balance
^
=_ M ^ ,
5-"
^-K-n-d^eL
( .
" & ^;:^:;^p^^^
.^
-"^^ ^
(5.26)
The above partial differential equations (5.17)- (5.26) are subjected to the following
initial and boundary conditions:
z'-o,
r=T:,
T:=TJ,
C; = C;
dCdT'
r =0, - ^ = 0, ^
=0
dr
dr
^ = 0, z = 0, T = T,
T =T
T =T
(5.27)
T =T
C =C
5.6 Orthogonal Collocation
The above partial differential equations are converted into ordinary differential
equations by orthogonal collocation (Finlayson, 1980). A cubic polynomial (i.e., three
internal collocation points) is used for axial derivative approximation. Two radial
collocation points are considered for temperature and three collocation points are
considered for concentration (as illustrated in Chapter 4 for the vinyl acetate reactor). The
reduced dynamic ordinary differential equations are solved ushig LSODE integrator. The
76
developed model predicts composition and temperature profile in the axial and radial
directions of the reactor.
5.6.1 Orthogonal collocation for axial derivatives
In the orthogonal collocation, the trial function is taken as a series of orthogonal
polynomials and the collocation points are taken as the roots to one of those polynomials.
In many of these problems the solution is not symmetric function of z (where z is the
axial coordinate), i.e., it is a function of odd and even powers of z To do this we
construct orthogonal polynomials that are functions of z", where 72 = 1,2,3...,//,
N - order of polynomial. One choice is
y^z
+ z{\-z)Y^a,P,_,(z).
(5.28)
1=1
Equivalent choice for Eq. (5.28) is
y-fj^A-A-)-
(5.29)
1=1
Eq. (5.29) can be simphfied as follows:
y'td,^".
(5-30)
/=1
We define the polynomials to be orthogonal with the condition
jPF(z)P,(z)P„(z)Jz = 0 k<m-\.
77
(5.31)
Again, we take the first coefficient of the polynomial as one, so that the choice of the
weighting function ff(z) completely determines the polynomial, and hence the trial
function and the collocation points.
We take the collocation points as the A'' roots of the polynomial P^{z) = 0.
These roots are between zero and one. The collocation points are then z, = 0,
Z2,Z3,...,z^^, and z^^, = 1 , where, Zj = 0 and z^^, =1 are the boundary collocation
points and z,,Z3,...,z^ are interior collocation points. Eq. (5.30) can be written at a
collocation point / ,
N+\
y{z.)^Y.d^zr .
(5-32)
;=i
Differentiating Eq (5.32) with respect to z , we get
^(z,)=X(z-l)J,.z;-.
(5.33)
,=1
dz
Now differentiating Eq. (5.33) with respect to z, we get
f^=f;(.-iX,-2y,zr.
dz
(5.34)
,=1
We can write Eqs (5.32), (5.33) and (5.34) in matrix form as follows:
y = Od ^ = Cd ^ = Dd,
dz
dz'
(5.35)
where
Q,-,:-
C,=0-l>r
where
78
D,={i-l)ii-2)zr
(5.36)
/ = 1,2,3..., TV+ 2
7=l,2,3...,7V + 2
Solving for d gives,
^
= CQ-'y = Ay i ^ = DQ-'y = By.
dz
(5.37)
dz'
Thus, orthogonal collocation method can be used to convert the differential equations
into the algebraic equations. Stiff problems are solved by using multiple sub intervals
along the axial direction. Dependent variables values are equated at the first and last
collocation points of consecutive intervals. Low order polynomial (e.g., quadratic or
cubic) is used for approximation to the axial derivative. This is because higher order
polynomial tends to oscillate in the intervals between the collocation points. Therefore in
ethylene oxide reactor modeling a cubic polynomial is used for axial derivative
approximation. Six subintervals are considered along the axial direction.
5.6.2 How to find the cubic polynomial
Let W{z) = 1, and the polynomials be
Po=l,
P, = l + fe, P2 = l + cz + Jz',
P3 = l + ez + / z ' + g z ' .
P, is found by requiring the orthogonality condition,
1
\
fPF(z)PoPi Jz = 0 or
0
J(l + fe)Jz = 0,
0
which makes b = -2. Then Pj is found from
79
\Wiz)P^P^_dz = 0
]wiz)P^P,dz = 0.
I.e.
/(I + cz + dz'-)dz = 0
0
f(l - 2z)(l + cz + ^z' )rfz = 0
0
which makes c = - 6 , cf = 6.
Then P3 is found by requiring the orthogonality condition,
\W{z)P,P^dz = 0
\W{z)P,P^dz = 0
]wiz)P,P^dz = 0,
I.e.,
i
\(l + ez + fz^+gz')dz
=0
0
1
j(l - 2z)(l + ez + fz' + gz')dz = 0
0
1
J(l - 6z + 6z')(l + ez + fz-+ gz')dz = 0
which makes e = -12, / = 30, g- = -20.
The polynomials are PQ = 1, P ; = l - 2 z ,
P 2 = l - 5 z + 5z', P3 = l-12z + 3 0 z ' - 2 0 z '
The roots of the cubic polynomial P3(z) = 0 are 0.1127,0.5,0.8873, so these are the
internal collocation points along with z = 0 and z = 1 as the boundary collocation points.
In this study, all the axial derivative computations are performed using three internal
collocation points and one on the boundaries of each finite element. Three internal
collocation points are illustrated in Figure 5.2. If the element is scaled so that z, = 0 and
80
Z5 = 1 , then the node points are given by{z,,Z2,Z3,z4,Z5} = {0,0.1127,0.5,0.8873,1.0},
which are the roots of the third-order Lengendre polynomial, augmented by element
endpoints.
Figure 5.2 Collocation element
From equation (5.36),
1
Zi
z,-
1
Z,
Zj"
e= 1
z,
z •
1 z,
1 z.
Z4
Z4
Z4
Therefore,
C
0 1 2z,
0 1 2z2
0 1 2Z3
0 1 2Z4
0 1
2Z5
81
3zr 4z/
3z;-
4z.^
3Z3^
4Z3^
3z/
4z;
4z;
3zs^
0 0 2
6z,
12z,'
0
6z2
I2Z2'
D = 0 0 2 6Z3
0 0 2 6z,
0 0 2 6z,
12Z3-
0
2
12z,'
12z.'
is gives
-13
14.7883
-2.6667
1.8784
-1
-5.3238
3.8730
2.0656
-1.2910
0.6762
1.5
-3.2275
0.0
3.2275
-1.5
-0.6762
1.2910
-2.0656
-3.8730
5.3238
1
-1.8784
2.6667
-14.7883
13
A=
Thus, using the matrix A, we can approximate the axial derivative formula for
temperature as follows:
dT:
dz:^=I4,J;
where
Tj Temperature at /•"• collocation point (7 =1 to 5),
e.g., at 2,nd collocation point ( 7 = 2 ) , the above equation becomes
dT,
dz
= A,,T,
+ ^22^2 + ^ 2 3 ? ; + ^ 2 4 ^ ; + ^25^5 •
Since we cannot use only three internal collocation points to calculate the
temperature and composition profiles for the entire reactor, we extend the orthogonal
collocation method to a set of finite elements in axial direction, with axial derivative
approximated by cubic polynomials defined on each element. This situation is illustrated
82
in Figure 5.3. Thus at the end of each interval, all the dependent variables values are
equated at the first and last collocation points of consecutive intervals. In the present
reactor model, we have chosen 6 subintervals to represent the entire reactor. This is
because by increasing the subintervals do not change the model-predicted values.
83
c
o
c
_o
-10
a
_o
"o
U
<D
OX)
-4{s-1)+1
CO
"TO
"c
1
-4s+ 1
84
5.7 Modeling Equations for Steam Generator
From Figure 5.1, it can be seen that the exothermic heat of reaction from the
reactor is removed by passing the coolant on the shell side of the reactor. A portion of the
heated coolant is passed through a steam generator to produce steam, and the total
coolant stream is recycled back to the shell side of the reactor. The steam generator,
which is a heat exchanger, is modeled as a distributed parameter system. The following
are the two energy balance equations for the steam generator.
Metal temperature balance
^^(l'-dr)^
= dA(t't)-dMt-fJ
(5-38)
Tube side coolant temperature balance
Eqs. (5.38) and (5.39) are converted into dimensionless equations using following
dimensionless variables.
stm
WT
•
I 1 1
•R
'
10^.
. z
z =L
u
r = -t
L
85
10^^
Dimensionless Metal Temperature Balance
dT^
dr
_
^d^L
/..
..\
4dir
Co
pm r pm
Dimensionless Shell Side Coolant Temperature Balance
df^
u^Ldt;
4-h-n-dL
(.,
. .\
Eqs. (5.40) and (5.41) are converted into ordinary differential equations (ODEs)
using finite difference formula. The axial derivatives are discretized using 10 axial points.
The resulting dynamic ODEs are solved simultaneously along with fixed bed reactor
equations using LSODE integrator.
5.8 Modeling Equations for Gas-Gas Heat Exchanger
Heat exchangers have fast dynamics compared to reactors and other unit
operations in a process. Normally, the time constant is measured in seconds but could be
up to a few minutes for large heat exchangers. Process to process heat exchangers should
be modeled rigorously by partial differential equations since they are distributed
parameter systems, in order to estimate correct amount of dead time and time constant in
the exit stream temperatures. However, the resulting models are inconvenient to solve,
especially in large-scale plant wide process simulations. Luyben et al. (1998) found that
for the purpose of plant wide studies it was not necessary to build such detailed models of
heat exchangers, since these units rarely dominate the process response. They
recommended a simplified approach, in that one can use the effectiveness method to
86
calculate the steady state exchanger exit temperature and then delay these temperatures
by first-order time constant to capture the dynamics. This approach is adopted to model
the gas-gas heat exchanger in this study.
The effectiveness of a heat exchanger is defined as
_{mCp)„{f^-f^
imCp)^ST,-T,)
{mCp),(T^-T,)
(mCp)^aT,-T,)
Q
{mCp)^^{T,-f,)'
^^'^^^
For a given values of inlet flows and temperatures, the exit temperattires are explicitly
calculated for a known exchanger effectiveness:
{mCp)^
T,-.T,.^^'"^ffy'\
(mCp)„
(5.44)
The effectiveness is determined by the heat exchanger's design parameters
through the following equation:
l-e
-(\-r)NTU
Both r and NTU are weak functions of temperatures in most cases. Therefore,
for dynamic simulation around some nominal operating condition, the effectiveness can
be assumed constant, and calculated from the initial condition.
The dynamics of the gas-gas heat exchanger is modeled in the following way
1. At each step calculate the steady state exit temperatures using Eq. (5.43) and (5.44).
2. To get the current exit temperature, delay the exit temperatures calculated in step 1 by
a first-order filter with time constant of 6 seconds.
87
5.9 Modehng Equations for Separation System
In the separation system, ethylene oxide and carbon dioxide are removed, and the
unreacted ethylene and oxygen are recycled back which is then mixed with fresh
ethylene, oxygen and inert methane. The mixture is then passed through the gas-gas heat
exchanger where it is heated to the reactor temperature. The separation system is modeled
as a first-order system as shown below.
dC,H^
dt
{CjH ^ —CjH^)
z,V
dO,
dt
(O2" - 02)
dEO
dt
(EO" --EO)
dCO,
dt
dT,
dt
^sp
^sp
(CO," •-CO,)
''sp
(T" - T,)
^sp
5.10 Catalyst Deactivation Model
fri the ethylene oxide reactor, it is believed that the deactivation is due to sintering
of the catalyst. And the catalyst deactivation is expressed as a function of the operating
time t, inlet shell side temperature T.
a = exp(-C!; • t^^) when T<Z
a = exp(-a . r^J • exp(-y5 • T)
when T>T^
a = exp(-Qr • r^J • exp(-7 • T)
when T >T^
5.11 Nomenclature
a
Activity of the catalyst (0 < <3 < 1)
CjH^
Amount of ethylene coming out of separation system at steady state
CO" - Amount of ethylene coming out of separation system at steady state
C,H^ -Dimensionless ethylene concentration
CO, - Dimensionless carbon dioxide concentration
CH, - Dimensionless methane concentration
C2p^4 - Ethylene concentration at the reactor inlet (——)
m
C„„ - Gas heat capacity (—-—)
Cp, Heat capacity of the coolant (
C ,
PS
Heat capacity of catalyst (
F
J
^
—)
'kg°K
C„ - Heat capacity of the metal (
pm
V
^
^—)
kg°K
—)
kg°K
Cp, - Heat capacity of the coolant (
5—) (in steam generator model)
89
C^„ Heat capacity of the metal (——-) (in steam generator model)
kg K
'
2
D^ Effective diffusivity (
)
sec
d^ Diameter of reactor (m)
d- - Outside diameter of tube (m)
d^ - Outside diameter of tube (m)
d^ Diameter of shell (m) (in steam generator model)
d. - Outside diameter of tube (m) (in steam generator model)
d^ - Outside diameter of tube (m) (in steam generator model)
EO' - Dimensionless ethylene oxide concentration
EO"
Amount of ethylene coming out of separation system at steady state
A//„ - Heat of reaction of n* reaction (
—)
mole °K
H,0' -Dimensionless water concentration
W
h^ - Shell side heat transfer coefficient (———)
m"- K
W
h, Tube side heat transfer coefficient (———)
m • K
h
'
Shell side heat transfer coefficient (—;
r—)
m" sec K
h - Shell side heat transfer coefficient (——.
) (in steam generator model)
m" K sec
90
J
h, Tube side heat transfer coefficient (——
) (in steam generator model)
m" Ksec
k^' Reaction rate constant, reaction i,
kg sec bar
Kj'
Absorption rate constant, component j , reaction/, Pa"'
L - Length of the tube (m)
L - Length of the tube (m),
('^Q')m.x
(mCp)c
The lager of (mCp)^, and (mCp)^
Product of flow rate and specific heat capacity of the cold stream
(mCp)j^ Product of flow rate and specific heat capacity of the hot stream
(mCp)„^i„ - Smaller of (mCp)„ and (mCp)^
NTU^
"^
('«Q')min
n
Number oftubes in the reactor
h - Number oftubes in steam generator
O,* -Dimensionless oxygen concentration
O,"
Amount of oxygen coming out of separation system at steady state
P
Partial pressure of component j , Pa
Q
Heat transferred
r=
('"Q')max
91
r. Effective radius of the catalyst particle (m)
T - Inlet shell side temperature (° C)
r, - Catalyst temperature, °K
T"
Temperature of stream coming out of separation system at steady state
T' - Dimensionless bulk gas temperature
P] Hot sfream inlet temperature
r2 Hot stream exit temperature
r3 - Cold stream inlet temperature
T^ - Cold stream exit temperature
ty^ Catalyst life in years
UA Product of overall heat transfer coefficient and heat transfer area
u - Superficial tube velocity ( — )
sec
u
Velocity of the coolant ( — )
sec
u
Velocity of the coolant (—) (in steam generator model)
'
s
z* - Dimensionless tube length,
z* - Dimensionless reactor length
Greek letters
a, P,Y - Empirical constants
92
z^p Time constant for separation system
z
Dimensionless time
p.
kg
Density of coolant (—^ )
m
k<^
Pp^ Density of metal (—^)
m
p.
p
Density of coolant (—y)
m
kg
Density of metal (—2-)
m
kc^
/9j, - Bulk density (—^)
m
s - Void fraction
W
X^ -Radial thermal conductivity (—-—)
m- K
X^ Effective thermal conductivity (
—)
msec K
93
CHAPTER 6
OPTIMIZATION AND CONTROL OF ETHYLENE OXIDE PROCESS
The data required for this study was obtained from Huntsman Chemicals. The
initial estimates of the model parameters in the ethylene oxide reactor model were
calculated from the correlation available in the open literature. But it was necessary to
benchmark the model against the industrial data to closely represent the industrial
process. The data supplied from the industry for the model development contamed the
information about the following operating variables from the start of operation (fresh
catalyst) to end of operation:
1. Inlet and outlet composition (wt.% of ethylene, oxygen, ethylene oxide, carbon
dioxide);
2. Reactor inlet and outlet gas temperature;
3. Reactor inlet and outlet coolant temperature;
4. Gas feed rate;
5. Coolant feed rate;
6. Reactor bed inlet and outlet pressure;
7. Gas -gas heat exchanger inlet and outlet temperatures.
6.1 Model Vahdation
The model developed in Chapter 5 for fixed bed multittibular reactor, steam
venerator and gas-gas heat exchanger have to be benchmarked against the industtial data
94
to represent the real process. A base case operating condition is selected at which the
catalyst activity is assumed to be unity. There are seven model parameters to be found for
the rector model, two model parameters for the steam generator, and one parameter for
the gas-gas heat exchanger.
Model parameters for reactor:
1. Rate constant for the 1 '^ reaction k^
2. Rate constant for the 2"'' reaction k,
3. Shell side heat transfer coefficient h
s
4. Tube side heat transfer coefficient /z,
5. Radial dispersion coefficient D^
6. Radial thermal conductivity X
1. Biot number Bi
Model parameters for the steam generator:
1. Shell side heat transfer coefficient h
S
2. Tube side heat transfer coefficient h.
Model parameters for gas-gas heat exchanger:
1. Effectiveness factor
There are a total of 8 operating points available to fit the model (4 outlet
compositions, 2 reactor inlet temperatures, and 2 reactor outlet temperatures). It is
important to mention that the catalyst is supposed to be fresh and deactivation of the
catalyst does not feature in this step of benchmarking.
95
NPSOL (1986) solver is used to find the model parameters by minimizing the
following weighted objective function.
Above parameters can be estimated by minimizing the following weighted
objective function:
/
^
Ind
^
min obj = WY^( '• " ; •
/=1
yi Ind
cin
f
rp
, /
Ind
cout
T
Z:.
^(\-W)
C;
rp ?Ted
cm
\2
r
rp Ind
in
rp Pred
m
\2
, /
rp Ind
out
rp
Pred
cout
Ind
y- +
rp Pred
ou(_
\2
P„
p.,
By minimizing the above weighted objective function, we get the following
values of the model parameters.
Model parameters for reactor:
Rate constant for the 1^'reaction^, =1.831 (-;
;—)
kg sec bar
„.
. ,
„ , mole
Rate constant for the 2"^ reaction k, = 290 (—)
kg sec bar
Shell side heat transfer coefficient h^ =1300 (
^—)
msec K
Tube side heat transfer coefficient /z, =1300 (
^—)
msec K
Radial dispersion coefficient D = 10 ° (
)
sec
W
Radial thermal conductivity X = 0.0825 ( — — )
m K
Biot number Bi = 0.1
Model parameters for the steam generator:
96
Shell side heat transfer coefficient h = 1600 0 {
^
msec K
Tube side heat transfer coefficient A, = 1585.8 (
)
msec °K
Model parameters for gas-gas heat exchanger:
Effectiveness factor s = 0.79588
Table 6.1 and Table 6.2 show the relative error between the industrial data and
model prediction. It can be seen that the model predicts the industrial data quite well for
base case operating condition.
Table 6.1 Comparison between industrial data and model prediction for reactor
outlet composition (mole %)
Component
Relative Error in Prediction (%)
Ethylene
0.82
Oxygen
2.19
Ethylene oxide
0.01
Carbon Dioxide
0.47
Table 6.2 Comparison between industrial data and model prediction for
temperatures
97
Temperature
Absolute Error in Prediction (°C)
Reactor gas inlet
-0.0
Reactor gas outlet
-1.3
Reactor coolant inlet
-0.0
Reactor coolant outlet
-0.5
6.1.1 Catalyst deactivation model benchmarking
The catalyst used in the fixed bed reactor deactivates over the period of time due
to impurities in the feed and sintering of the catalyst. Therefore, it is required to model
catalyst deactivation which will predict the temperature and composition profiles over the
life of the catalyst. This catalyst deactivation is a nonlinear function of operating time and
temperature, since higher temperatures within the tube promote the deactivation. Here the
catalyst activity at the start of operation is assumed to be unity (a = l). Then it decreases
exponentially with time t^^. It is expressed as a function of outlet tube side temperature
T.
a = exp(-a • t^^) when T<T^ for reaction 1 & reaction 2
a = exp(-a-f^,)-exp(-;5-P)
T>T,
for reaction 1
a = exp(-a-V)-exp(-r-P)
T>T^
for reaction 2
98
The catalyst deactivation model contains 4 empincal constants. There are total
8 X Age (where Age - catalyst age in days) operating points are available to fit the model
(4 outlet compositions, 2 reactor inlet temperatures and 2 reactor outiet temperatures).
NPSOL (1986) solver is used to find the empirical constants by minimizing the following
weighted objective function.
The model parameters are found by minimizing the following objective function.
4
Wf
-Wt
WtInd,
/=!
Age
mm Obj = j ;
day^O
f
rp Ind
cin
rp Pred
-^ cin
\ 2
Ind
L
(\-W)
rp Ind
+ (•
rp Pred
\2
/
rp
Ind
cout
P„
rp
. (out
T:.Ind
Ind
P„
rp
Pred
-' cour
Ind
)'-
rp Pred
•'•out
\2
Ind
By minimizing the above weighted objective function, we get the following
values of the model parameters:
a = 0.0125
y5= 0.0133
Y = 0.020.
6.1.2 Catalyst deactivation model validation
Figures 6.1 to 6.7 show the comparison between the model prediction and
industrial data over the entire life of the catalyst. It can be seen that the catalyst
deactivation model predicts the industrial data quite well.
Because of confidentiality reasons, we are not able to provide actual values of the
operating conditions (e.g., temperature and composition) in the figures and tables.
99
M+4
o
Q.
E
o
o
•
•
A
A
M +2
4
•
J
A
a:
•
M
Time
• Industrial data A Model Predicrtion
Figure 6.1 Comparison between industrial data and model prediction for ethylene
reactor outlet composition
o
M+3
o
Q.
E
o
o
g M+2
M+1
Time
• Industrial data A Model Prediction
Figure 6.2 Comparison between industrial data and model prediction for oxygen
reactor outlet composition
100
M + 2.0ro
I M + 1.6
o
(J
g
M+1.2
f
M + 0.8
M + 0.4
cr
M
Time
• Industrial data A Model Predic:tion
Figure 6.3 Comparison between industrial data and model prediction for ethylene
oxide reactor outlet composition
o
I
o
o
M + 12
0)
"D
x
o
''^ M + 8
o
3
o
^
M+4
^
<D
M
Time
• Industrial data A Model Predic:tion
Figure 6.4 Comparison between industrial data and model prediction for carbon
dioxide reactor outlet composition
101
TO+ 50
3
TO+ 40
n
(1)
u.
b
£ TO + 30
m
ro
O)
(I)
TO + 20
o
tor
<J
0)
ce
1£i
i*P*m
T0 + 10
A
f^
-y
••
•
TO
Time
• Industrial data A Model Predit:tion
Figure 6.5 Comparison between industrial data and model prediction for reactor
outlet gas tempeature
TO+ 40
CO
I
TO+ 30
E
<u
2
u
ro
TO + 10
t^cM^
i ^
§ TO+ 20
o
S
6
A
•
0)
a:
TO
Time
• Industrial data A Model Prediction
Figure 6.6 Comparison between industrial data and model prediction for reactor
outlet coolant temperature
102
TO+ 30
ro
0)
A
I TO+ 20
J5
o
o
u
„
^.
= TO+ 10
^
A
A
A
&^
A
TO
Time
• Industrial data A Model Prediction
Figure 6.7 Comparison between industrial data and model prediction for reactor
inlet coolant temperature
6.2 Offline Optimization Approach
In the ethylene oxide reactor, higher temperatures lead to excessive formation of
carbon dioxide and water which resuhs in loss of selectivity. Also, the lower
temperatures result in lower conversion and loss of productivity. There is a need for
conversion and selectivity balance which will be met by careful control of optimal shell
side inlet temperature profile. Since the catalyst deactivates over the period of time, shell
side inlet temperature is increased to compensate for the loss of activity. The manner in
which the shell side inlet temperature is changed affects the net profit of the process. This
motivates us to carry out an optimization study for this process. The optimization
problem involved determining the optimal shell side inlet temperature profile over the run
length of the operation by maximizing the net profit of the process.
103
Figure 4.8 illustrates the optimization procedure. The continuous temperature
profile over the length of the operation is expressed m terms of node values at specific
points in the time domain comiected together by smoothly varying mterpolatmg
polynomial. The optimizer uses these node values as decision variables. The intermediate
values for any particular temperature required by the simulator are provided by applying
cubic spline interpolation (Riggs, 1994).
The optimization was carried out for fixed catalyst life and fixed reactor inlet
conditions. The optimizer sought the four decision variables such that the profit fimction
( O ) value over the entire run period was maximized.
^ =
P,o-EO-P,-E-P^-0
The carbon dioxide separation cost is insignificant and not considered in the profit
function.
6.2.1 Offline optimization results
The optimizer (NPSOL, Gill 1986) calculates the optimum temperature profile,
which gives the profit improvement of 8.56% over base case.
From Figure 6.8, it can be seen that the optimum temperature for the initial period
is higher than the base case temperature. For the remaining period of time, the optimum
temperature is greater than or almost equal to the base case temperature profile.
104
TO+ 50
TO+ 45
(U
a
ro
TO+ 40
I TO+ 35
*Z TO+ 30
Z TO+ 25
c
g TO+ 20
O
o TO+ 15
•o
ro
<u
a:
TO+ 5
TO
Time
• Base case • Optimal A node values
Figure 6.8 Comparison between base case temperature profile and optimum
temperature profile
6.2.2 Optimization for different production rates
Above offline optimization procedure is used to calculate profit for different
production rates. Three different production rates are considered: (a) 10% decrease over
the base case production rate, (b) 10% increase over the base case production rate, and (c)
20% increase over the base case production rate. Table 6.3 shows the percentage profit
improvement over the base case for different production rates
105
Table 6.3 Percentage profit improvement over the base case for different production rates
% Over the base case production rate
% profit increase over the base case
10% increase
9.02
10% decrease
8.96
20% decrease
9.43
6.3 Control of Ethylene Oxide Reactor
As described earlier, the process studied consists of a feed effluent heat
exchanger, a muhitubular fixed bed reactor, a steam generator, and a separation system.
The exothermic heat of reaction from the reactor is removed by passing coolant on the
shell side of the reactor. A portion of the heated coolant is passed through a steam
generator to produce steam and the total coolant stream is recycled back to the shell side
of the reactor. Figure 6.9 shows a single-loop PI control system that uses the flow rate of
the coolant that is passed through the steam generator to control the inlet temperature of
the coolant to the reactor.
R
E
A
C
T
O
R
Steam Generator
Heat Excli.
Separation System
r-><}^X
TC
K-
Fiaure 6.9 Schematic of the reactor inlet coolant temperattire control system
106
The PI controller is tuned for a change of 1°C in the set point of the reactor inlet
coolant temperature. Figure 6.10 shows the response of the reactor inlet coolant
temperature. Coolant flow through the steam generator is manipulated to control the
coolant inlet temperature to the reactor. Figure 6.11 shows the response of the flow
through the steam generator. Coolant flow through the steam generator and bypass
coolant flow is mixed before sending it to the reactor. Since we want an increase in the
coolant inlet temperature to the reactor, flow through the steam generator decreases first
(this means an increase in bypass flow) to increase in the coolant inlet temperature to the
reactor.
TO+ 2.
T O + 1.6
<u
3
ro
» TO + 1.2
Q.
E
o
o
Z
c
TO+ 0.8
j5
o
o
O
TO + 0.4
TO
Time
Figure 6.10 Response of controlled variable to 1°C increase in set point
107
TO+IOOOT
o TO+ 800
4-1
ro
k.
o
c
o
u>
E TO+ 600
ra
0)
In
o
TO+ 400
0)
ro
5 TO+ 200
u.
TO
Time
Figure 6.11 Response of manipulated variable to 1*^C increase in set point
The performance of the controller is checked against step in a disturbance (i.e.,
change in carbon dioxide inlet composition). A 0.5% mole increase in the carbon dioxide
reactor inlet composition is made. Figure 6.12 and Figure 6.13 show the response of the
reactor inlet coolant temperature and flow through the steam generator, respectively.
108
TO+ 0.12
£
3
4-»
ro
g. TO+ 0.08
E
o
4->
c
_ra
o
o
o
.E TO + 0.04
0)
on
TO
Time
Figure 6.12 Response of controlled variable to 0.5% change in the disturbance
F + 160 T
o
F + 140
Time
Figure 6.13 Response of manipulated variable to 0.5% change in the disturbance
109
6.4 Nomenclature
Age
a
Age of the catalyst in days
Activity of the catalyst (0 < a < 1)
C;"
Industrial reactor outlet mole % of i"' component
C^""' Model Predicted reactor outlet mole % of /"• component
$
P^
Cost of Ethylene (—)
$
P^o
Price of Ethylene Oxide ( —)
$
PQ Cost of Oxygen (—)
T - Outlet tube side temperature
T^J"'' Industrial reactor coolant inlet temperature
T^J'"' Model predicted reactor coolant inlet temperature
T
'""^ Industrial reactor coolant outlet temperattire
cout
Tcou^'^ - Model predicted reactor coolant outiet temperature
TJ"^
TJ'"'
Industrial reactor gas inlet temperature
Model predicted reactor gas inlet temperature
T '"^ - Industrial reactor gas outlet temperature
out
TJ''^
Model predicted reactor gas outlet temperature
t ^ - Catalyst life in years
110
W - weight, 0<W <l
Greek Letters
«,/?,/
Empirical constants
111
CHAPTER 7
BIFURCATION ANALYSIS OF ETHYLENE OXIDE PROCESS
7.1 Bifiircation Study of an Industrial Ethylene Oxide Process
For a long time, it has been recognized that the nonlinear behavior (i.e.,
input/output multiplicities) of chemical reactors might have an important effect on the
operation difficulty of such process (Seider, 1990). Bifiircation theory has been
recognized as a very useful tool to address the nonlinear pattern behavior of processing
systems subject to the variation of some parameters (Kuznestov, 1998).
In this work, the open-loop and closed-loop nonlinear bifurcation analysis of an
industrial ethylene oxide reactor is performed. Ethylene oxide is one of the most
important pefrochemical intermediates and one of the raw materials used for the
production of glycol, polyethylene glycol and glycol ethers. The production of the
ethylene oxide is a critical process because the reactor can generate eleven times as much
heat in a runaway condition as under normal operating conditions. Therefore, the safety
issues for an ethylene oxide reactor system are dominant as industry tries to operate them
in an economically advantageous marmer.
The aim of this work is to provide a first look into the operability problems faced
by ethylene oxide reactor and to perform open-loop and closed-loop bifurcation studies
using the benchmarked model of the ethylene oxide reactor system. The steady state
operability problem is addressed by using nonlinear bifurcation techniques. The ethylene
oxide commercial facility that we studied did not operate at higher operating
112
CHAPTER 7
BIFURCATION ANALYSIS OF ETHYLENE OXEDE PROCESS
7.1 Bifurcation Study of an Industrial Ethylene Oxide Process
For a long time, it has been recognized that the nonlinear behavior (i.e.,
input/output muhiplicities) of chemical reactors might have an important effect on the
operation difficulty of such process (Seider, 1990). Bifurcation theory has been
recognized as a very useful tool to address the nonlinear pattern behavior of processing
systems subject to the variation of some parameters (Kuznestov, 1998).
In this work, the open-loop and closed-loop nonlinear bifurcation analysis of an
industrial ethylene oxide reactor is performed. Ethylene oxide is one of the most
important petrochemical intermediates and one of the raw materials used for the
production of glycol, polyethylene glycol and glycol ethers. The production of the
ethylene oxide is a critical process because the reactor can generate eleven times as much
heat in a runaway condition as under normal operating conditions. Therefore, the safety
issues for an ethylene oxide reactor system are dominant as industry tries to operate them
in an economically advantageous maimer.
The aim of this work is to provide a first look into the operability problems faced
by ethylene oxide reactor and to perform open-loop and closed-loop bifurcation studies
using the benchmarked model of the ethylene oxide reactor system. The steady state
operability problem is addressed by using nonlinear bifurcation techniques. The ethylene
oxide commercial facility that we studied did not operate at higher operating
112
temperattires because of the associated risks of a reactor runaway. Therefore, stable
temperature control of the ethylene oxide reactor is important. An analysis of the stable
control region of the system is developed as a function of the operating temperature,
catalyst activity, and disturbance direction and magnitude. In the open literature there are
no published papers on the nonlinear bifurcation analysis of the ethylene oxide
manufacturing process.
7.2 Continuation Algorithm to Develop Bifiircation Diagram
Elementary catastrophe theory might be used in order to detect analytical
conditions under which input/output multiplicities could emerge. However, one of the
major problems related to the use of catastrophe theory is that it requires collapsing the
entire mathematical model into a single algebraic equation. The procedure is totally
impractical for large-scale models. Because of the complexity (higher dimensionahty) of
the ethylene oxide process model equations, a purely numerical procedure is used to
characterize the multiplicity behavior (bifurcation study) of the ethylene oxide process. A
numerical technique enabling us to obtain one branch of solutions (or more branches of
solutions mutually connected at branch points) is called the continuation technique
(Kubicek, 1983). The continuation algorithm can produce a continuous curve (consisting
of branches of solutions). For any other curve (branch of solutions), we need to obtain an
initial estimate of the solution in order to begin the continuation procedure. How can we
obtain all steady state solutions of tiie given set of equations? The task may be
particulariy demanding in situations where we have poor preliminary estimates of the
113
solution and chosen iteration method diverges. In such situations, we can use randomly
generated initial estimates of solution for every initial estimate of the solution: either the
iteration algorithm converges or diverges. The new converged solutions thus, obtained
are subsequently stored into a memory of solutions. If a sufficiently high number of
initial estimates are chosen, the probability of solving the problem is high. The number of
random initial estimates necessary can sometimes be rather high. In principle, this
technique enables us to start from a known solution and continuously compute solutions
along a chosen branch.
7.3 Stability of Steady State Solutions
Stationary state x of the differential equation is called locally stable if
l i m | | x ( 0 - x 11=0,
for x(0) chosen in a sufficiently small neighborhood of x , i.e., for x(0) such that
\\x(t)-x\\<5,
where (5 is a conveniently small number.
Consider a system of linear differential equations with constant coefficients
dx
— = Ax
dt
where x € i?". Let the only stationary solution be 3c = 0. If the eigenvalues of matrix A
are known, we can determine the stability of this unique stationary solution (Kubicek,
1983). If for every eigenvalue X-,
Re(l,.)<0 z = l,2,...,7z
114
the zero solution is stable and all frajectories approach it for r ^ oo . If on the contrary, at
least one eigenvalue has a positive real part, the solution is unstable since there are
trajectories that approach oo as r -^ oo .
7.4 Results and Discussions
7.4.1 Effect of manipulated variable
In Figures 7.1-7.3, a bifurcation diagram of the reactor coolant inlet temperature
using the coolant flow through the steam generator as the continuation parameter is
shown. The bifurcation diagram is obtained by solving the 428 nonlinear algebraic
equations for a given coolant flow through steam generator. First, a continuation
algorithm is used to generate the continuation (bifurcation) diagram. For this system of
equations to converge, it required more number of initial guesses. Therefore, the problem
is formulated in a different way to obtain the bifiircation diagram starting only with a
single initial guess. One more equation is added to the existing 428 nonlinear equations
for the reactor inlet coolant temperature. Instead of specifying the coolant flow through
the steam generator, reactor coolant inlet temperature (set point) is specified and 429
nonlinear algebraic equations are solved using MINPACK. This formulation of the
problem was found to be more efficient than the earlier one. Under nominal operating
conditions, the reactor displays output muhiplicities, i.e., for a given coolant flow through
the steam generator. There are two different reactor coolant inlet temperattires. The
nominal upper steady state temperature is unstable while the lower steady state is stable.
This type of bifiircation behavior is called saddle node bifurcation. In saddle node
115
bifurcation, there is only a single turning point and at this turning point the solution
from stable to unstable.
The numbers (i.e., temperature and composition) in the figures and tables
are
scaled.
TO+ 30
5^ TO+ 25
E TO+ 20
,A
"5 TO+ 15
o
Z
TO+ 10
•o
ro
tc TO + 5
TO
0.4
0.5
0.6
0.7
0.8
0.9
Fraction of flow through steam generator
-•
stable
• - - A- - - unstable
Figure 7.1 Bifiorcation diagram using the flow through steam generator as a continuation
parameter
116
XO + 12 T
XO + 10
-A -
-A'
XO + 8
. . A-
XO + 6
c
XO + 4
XO + 2
XO
0.4
0.5
0.6
0.7
0.8
0.9
Fraction of flow through steam generator
- stable
unstable
Figure 7.2 Bifurcation diagram using the flow through steam generator as a continuation
parameter
TO+ 50
Maximum reactc)rteniperature
TO+ 45
TO+ 40
TO+ 35
TO+ 30
TO+ 25
TO+ 20
TO+ 15
TO+ 10
TO+ 5
TO
0.4
0.5
0.6
0.7
0.8
0.9
Fraction of flow through steam generator
unstable
• stable
Figure 7.3 Bifiircation diagram using the flow through steam generator as a parameter
117
7.4.2 Effect of disturbance
Here, we analyze the open-loop bifurcation behavior of the ethylene oxide reactor
process with respect to a process disturbance. Reactor inlet carbon dioxide mole fraction
is a major disturbance to the ethylene oxide reactor inlet coolant temperature control
system. Figures 7.4-7.6 show bifuration diagrams using reactor inlet carbon dioxide mole
fraction as the continuation parameter. The same procedure as described in section 7.4.1
is used to obtain the bifiircation diagram. Similar to the effect of manipulated variable,
the reactor displays output multiplicities (saddle node bifurcation). Thus, the above
bifurcation diagrams can be used to understand changes in stability on a given branch of
solutions.
T O + 30
Si T O + 25
ZJ
"TO
0}
f TO+ 20
B
"c
ro
o TO+ 15
o
o
-
T O + 10
t3
ro
0)
CC TO + 5
TO
0.07
0.08
0.09
0.1
0.11
0.12
0.13
0.14
0.15
0.16
Carbon Dioxide Reactor inlet mole fraction
- • — stable - • - A- - - unstable
Figure 7.4 Bifiircation diagram using the reactor inlet CO2 mole fraction as a continuation
parameter
118
T O + 50
T O + 45
S. T O + 40
.A'
% T O + 35
Q.
i T O + 30
% T O + 25
ro
(U
^ T O + 20
I TO+ 15
X
i
TO+ 10
TO+ 5
TO
0.07
0.08
0.09
0.1
0,11
0.12
0.13
0.14
0.15
0,16
Carbon Dioxide reactor inlet mole fraction
- stable - - • A- • - unstable
Figure 7.5 Bifurcation diagi"am using the reactor inlet CO2 mole fraction as a continuation
parameter
XO + 7
., ^•
XO + 6
g XO + 5
c:
o
'2 XO + 4
>
^
XO + 3
JJ
£ XO + 2
<u
XO + 1
XO
0.07
0.08
0.09
0.1
0.11
0.12
0.13
0.14
0.15
carbon Dioxide reactor inlet mole fraction
unstable
• stable
Figure 7.6 Bifurcation diagram using the reactor inlet CO2 mole fraction as a parameter
119
7.5 Runaway Boundary
In the case of a fixed bed reactor for an exothermic reaction, a temperature
maximum may be exhibited at some location along the reactor, which is generally
referred to as a "hot spot." The magnitude of this hot spot must be bounded within
specific limits, because it may seriously affect reactor safety and performance. The
magnitude of the hot spot depends on the system parameters, such as operating
conditions, physicochemical properties, and reaction kinetics. For specific values of the
system parameters, the hot spot may undergo large variations relative to small changes in
one or more of the operating conditions or system parameters. In this case, the reactor is
said to operate in a parametrically sensitive region. In practical applications, it is
desirable to avoid this operating region for safety of the process. This provides the
motivation to develop a runaway boundary for ethylene oxide reactor. In particular, we
will identify the runaway region for this reactor by applying the generalized runaway
criterion (Morbidelli and Varma, 1986b) using the maximum in the catalyst temperatiire,
e *, profile along the reactor as the objective. For this we need to define the objective
sensitivity, s(Oj;^),
which is defined as
dd„'
s(0,
•,<!>) =
d(p
where ^ represents the model-input parameter or operating condition such as coolant
flow through steam generator. But the more appropriate quantity m sensitivity analysis is
120
the normahzed objective sensitivity, S(0*;^).
The normalized objective sensitivity of
the catalyst temperature maximum, 6 J, along the reactor length is given by
e,
'
p
e
"p
d$
r
In the present ethylene oxide process, the fixed bed reactor is too short for
developing a local temperature maximum (hot spot). Here, the axial temperature profile is
monotonically increasing, and so the maximum catalyst temperature value considered in
the sensitivity analysis is that at the reactor outlet. The critical conditions for reactor
runaway, according to the generalized sensitivity criterion, are then identified as the
situation in which the normahzed objective sensitivity, 8(0^ ; ^ ) , is maximized
(Morbidelli and Varma, 1986b).
As shown in Figure 7.7, the normalized sensitivity S(0*•,(!>)for the temperature
of the catalyst particle operating on the lower temperature branch (open-loop stable
operating point) decreases with a decrease in the flow through the steam generator and
becomes large at the bifurcation point. Thus, at the bifiircation point, the catalyst
temperature becomes very sensitive to the change in the coolant flow through the steam
generator. It is worth noting that when there exist multiple steady states for the reactor, its
runaway boundary is always coincident with the bifurcation point of the multiple steady
state regions.
Note that the sign of the normahzed sensitivity value has a particular meaning. A
positive (negative) value of the normalized sensitivity of the temperature maximum with
121
respect to coolant flow through the steam generator indicates that the temperature
maximum increases (decreases) as the magnitude of coolant flow increases. Thus, m this
case, the normalized sensitivity is negative, which indicates that the fransition from nonrunaway to runaway behavior occurs as the coolant flow through the steam generator is
decreased.
CO
0,2
TO + 10
0,1
TO+ 8
.•-•
0
Hi
TO+ 7
_ • -It^
o
o
o
TO+ 6
-0.1
TO+ 5
-0.2
TO+ 4
73
CU
N
3
T3
CD
TO+ 3
-0.3
TO+ 2
-0.4
-0.5
0.75
TO + 1
TO
0.8
0.85
0.9
0.95
Fraction of Flow through steam generator
• Normalized sensitivity S - - - - - - - coolant inlet temperature
Figure 7.7 Temperature of the catalyst particle and its normalized sensitivity with respect
to the flow through steam generator
Figure 7.8 shows the open-loop runaway region for the different catalyst activity.
Any arbitary size disturbance near the runaway boundary will make the reaction runaway
in the open-loop. The runaway region was obtained by calculating the bifurcation points
for different catalyst activity as shown in the Figure 7.9.
122
TO + 2.4
TO+ 2.
ro
emp
(1)
coo
c
ro
10 + 1.6
10 + 1.2
(U
c
TO + 0.8
o
ro
C)
C
TO + 0.4
TO
0.85
0.9
0,95
Activity of the catalyst
Figure 7.8 Boundary of the runaway region
TO+ 30
I
<u TO+ 25
3
I
ro
n>
X
X
F TO+ 20
^
X
<i)
,
o
tin
x"
X^
TO+ 15
X
X
X
X
X
X
?X
X
#
.'
X
X
X
X
(J
ni
u>
01 TO+ 5
1
•
X
X
•
-f—:
I
X ,',
X
-•.
XX >
X
•
E
••
• •
•
•
•
•
•
•
f
• — • — (
c
ro
o
o
o TO+ 10
o
a
B
X
X X
X
•
\
•
•
•
•
•
•
•
X
•
•
•
•
•
TO
0.1
0.2
0.3
0.4
0,5
0.6
0.7
0.8
0.9
Fraction of flow through steam generator
•
a=1,0
a=0.95
a=0,9
X
a=0.85
X
a=0.8
• locus of bifurcation points
Figure 7.9 Locus of bifiircation points for different catalyst activity
123
7.6 Closed-Loop Nonlinear Bifurcation Analysis
The ethylene oxide reactor is always operated at higher coolant inlet temperature
(open-loop unstable operating point) because it gives higher ethylene conversion than the
lower coolant inlet temperature (open-loop stable operating point). Although the
operating point is open-loop unstable, a controller may be able to stabihze it.
7.6.1 Effect of disturbances
Inlet carbon dioxide composition (mole %) is the primary disturbance for the
reactor inlet coolant temperature control loop. The disturbance magnitude is changed in
the positive and negative direction for different values of the control loop dead time to
evaluate the performance of the PI controller. Figure 7.10 shows the runaway region for a
positive change in the carbon dioxide reactor inlet composition. It can be seen that for
dead times below 20 seconds the system goes unstable for almost a +10mole% change in
the carbon dioxide inlet composition. This is because the increased carbon dioxide partial
pressure (which is due to increased inlet carbon dioxide mole%) favors the partial
oxidation of ethylene and does not favor the complete oxidation of ethylene, which has
more heat of reaction.
124
10,5
o
£
10
Runaway
9.5
in
o
Q.
E
o
o
8,5
Stable
CM
o
o
.c
CD
cn
c
7,5
>
Q)
+
6,5
12
14
16
18
20
22
24
26
Dead time (seconds)
Figure 7.10 Closed loop stability region for Carbon Dioxide disturbance change in the
positive direction
Figure 7.11 shows the closed-loop runway region for a negative change in the
carbon dioxide reactor inlet composition. It can be seen that the system is very sensitive
to negative change in the reactor inlet carbon dioxide composition. This is because the
decrease in the partial pressure of the carbon dioxide in the reactor favors the complete
oxidation reaction, which has a high heat of reaction.
From Figures 7.10 and 7.11, we conclude that a decrease in the carbon dioxide
reactor inlet composition from nominal is a major disturbance as compared an increase in
the carbon dioxide reactor inlet composition. Only a decrease in the carbon dioxide
reactor inlet composition is studied.
125
10
15
20
25
Dead time (sec)
Figure 7.11 Closed-loop stability region for Carbon Dioxide disturbance change in the
negative direction
7.6.2 Effect of detuning factor
Here we study how the controller aggressiveness and sluggishness affect the
runaway region. First, the controller is tuned for set point changes using 1/6'^ decay ratio
as the tuning criterion. Then the detuning factor is varied from 0.1 to 5.0, and each time
the disturbance magnitude is varied till the conttoUer goes unstable. Figure 7.12 shows
the effect of the detuning factor on the stability region for zero dead time in the control
loop. It can be seen that runaway boundary is sensitive to the detuning factor.
126
3.5
.2J
o
E
^
o
3
Unstable
o
a.
E
8 2,5
CN
o
o
'3)
,E
2
Stable
1,5
o
Oi
>
2
3
Detuning factor ft
Figure 7.12 Effect of detuning factor on the runaway boundary
7.6.3 Effect of operating temperature
Here we study, how the disturbance affects the stability of the controller for
different operating temperatures (i.e., reactor inlet coolant temperature). For a fresh
catalyst (catalyst activity equal to one), the range of the operating temperature is
estimated by solving the steady state nonlinear algebraic equations. But as discussed
earlier, in industry, the reactor is operated above the bifiircation point; therefore, we also
considered the operating temperature range from the bifurcation point to the maximum
achievable reactor inlet coolant temperature. The following procedure is used to get the
runaway region. First, the PI controller is tuned for a given operating temperature set
point for 1/6"^ decay ratio as a tuning criterion. Then the disturbance magnitude is varied
127
until the controller goes unstable. From Figure 7.13, it can be seen that the system is very
sensitive to disturbances at higher operating temperatures.
3.5
o
Q.
E
o
o
2.5
Runaway
2
CM
o
o
^
1.5
.£
1
Stable
0.5
TO
TO + 1
TO + 2
TO + 3
TO + 4
TO + 5
TO + 6
TO + 7
TO + 8
Operating temperature
Figure 7.13 Effect of operating temperature on the stability region
7.6.4 Effect of catalyst activity
Figure 7.14 shows the effect of operating temperature on the runaway boundary
for different catalyst activities. The same procedure as described for Figure 7.13 is
applied to get the runaway boundaries for different catalyst activities. It can be seen that
the sensitivity of the operating temperature to the change in the reactor inlet carbon
dioxide (mole%) decreases as the activity of the catalyst decreases.
128
TO+ 5
TO+ 10
TO+15
TO + 20
TO + 25
TO + 30
TO + 35
Operating Temperature
-a=0.93
a=0.85 --X ••a=0.75 ^ ^ a = 0 . 6 5
Figure 7.14 Comparison between runaway boundary for different catalyst activity
7.6.5 How to detect runaway
The runaway situation can be detected from the gas temperature measurements
along the length of the reactor. Here, we have considered three different temperature
measurements at 60%, 80%, and 100% (i.e., reactor outlet) of the reactor length. The
slope is calculated between these temperature measurements. Figure 7.15 shows the
runaway boundary for different catalyst activity. J t is remarked that whenever the
temperature slope exceeds the runaway boundary, the reactor will become unstable.
129
Runaway
0.85
0.9
0.95
Catalyst activity
- • — Temp slope between measurement at reactor outlet and 80% of the reactor length
-A— Temp slope betw een measurement at 80% and 60% of the reactor length
Figure 7.15 Temperature slope for different catalyst activity
7.6.6 How to prevent runaway
The runaway situation can be avoided by setting the make up oxygen to zero
flow. One such simulated runaway situation is shown in Figure 7.16. In this figure, the
disturbance is infroduced after 5 seconds, which causes a runaway reaction (i.e., the
reactor temperature shoots up exponentially). The 25 C increase in temperature is caused
by the change in the heat transfer coefficients, which are modeled as a function of
temperature through thermal conductivity and viscosity calculations. The make-up
oxygen is reduced to zero after 1.4 min once runaway is detected, since the oxygen
partial pressure becomes low the reaction ceases and the temperature drops immediately.
After 1.5 mins, there is no oxygen in the reactor, thus no reaction. There is only heat
130
transfer between the coolant and the reaction medium. Thus, reducing the oxygen can
always prevent the runaway reactor.
TO+ 45
Oxygen set to zero
TO+ 40
& TO+ 35
"ro
g_ TO+ 30
E
0)
•;;; T O + 25
ro
I
TO+ 20
"3
o
o
TO+15
"o
ro
l2
TO+10
TO+ 5
0.5
TO
1
1.5
Time (min)
Figure 7.16 Response of the outlet temperature to eliminating oxygen in the feed when
runaway observed
131
CHAPTER 8
CONTRIBUTION
Quina et al. (1999) presented the steady state analysis of the region of parametric
sensitivity and the range of operating conditions leading to the phenomenon of
temperature runaway for a fixed bed reactor (the selective oxidation of methanol to
formaldehyde), where the catalytic bed is partially diluted with inert packing. A complete
bifurcation analysis of a general steady state two-dimensional catalytic monolith reactor
model that accounted for temperature and concenfration gradients in both axial and radial
directions is studied by Balakotaiah et al. (2001). A single exothermic first-order reaction
was considered. Garcia et al. (2000) studied the steady state nonlinear bifurcation
behavior of a high impact commercial polystyrene continuous stirred tank reactor. Chang
(1984) presented an analysis of the various types of bifurcation that are caused by a
conventional, SISO PID controller on a general nonlinear system. Thus, most of the
studies are centered on the steady state bifurcation analysis of fixed bed catalytic reactors.
The steady state bifurcation analysis helps to understand the input/output multiplicity in
the reactor and the stable/unstable operating points with respect to certain
physicochemical paramefrs. For a reactor to operate in a rehable and safe marmer, not
only the steady state nonlinear bifiircation analysis but also the closed loop stability
analysis is important. Also the effect of important parameters e.g deadtime, disturbances
which affects the closed loop performance, can not be stiidied in steady state bifurcation
132
analysis. The effect of controller aggressiveness can be stiidied in a closed-loop stabihty
analysis by using a detuning factor.
The aim of the present work was to contribute to the open-loop and closed-loop
stability analysis in a heat integrated multitubular fixed be reactor used for ethylene oxide
production. In this regard, the bifurcation theory is used to study the stability issues.
The open-loop bifurcation study showed that under nominal operating conditions,
the ethylene oxide reactor system displays output multiplicities (saddle node bifiircation).
The nominal upper steady state is unstable while the lower steady state is stable. The
bifiircation plots were obtained by varying flow through steam generator (a manipulated
variable) and inlet carbon dioxide inlet composition (a disturbance to the reactor inlet
coolant temperature control loop). These results are particularly interesting because they
enable one to conclude that bifurcation analysis can be based on simple parameters such
as COj'"'"' (inlet carbon dioxide composition) and
F^ (flow through steam generator),
therefore allowing their manipulation in order to avoid the risky operating conditions.
The analysis is based on a heterogeneous two-dimensional model of the reactor, which
predicts the temperature and composition in the radial and axial direction of the reactor.
Also the coolant temperature is not constant, but it varies in the axial direction on the
shell side of the reactor.
The inlet coolant temperature control of the ethylene oxide reactor is
economically important. This is because at higher temperature the selectivity of ethylene
oxide decreases and at lower temperatures the conversion of ethylene to ethylene oxide
decreases. So there is an optimal temperature profile at which both conversion and
133
selectivity is maintained by careful control of the reactor inlet coolant temperature. But at
the higher reactor coolant inlet temperature, the reactor is susceptible to runaway due to
high heat of reaction of complete oxidation of ethylene. Therefore, the closed-loop
stability analysis of this system is very important and will be useful in understanding the
safe operating regions. An analysis of the stable confrol region of the system is developed
as a function of operating temperature, catalyst activity, detuning factor, and disturbance
(reactor inlet carbon dioxide composition) direction and magnitude. The closed-loop
stability region was found to be sensitive to the negative change in inlet carbon dioxide
composition. The reactor system was also found to be more prone to instability at higher
operating temperatures and higher catalyst activity.
Based on this study, the ethylene oxide reactor can be operated at higher
temprature which will improve the profitability of the system without substantially
increasing the risk of a reactor runaway. It is also shown that shutting off oxygen feed to
the reactor can always prevent the runaway reactor. This sttidy represents the first openloop and closed-loop bifiircation sttidy of an industtial reactor system.
134
CHAPTER 9
DISCUSSION, CONCLUSIONS, AND RECOMMENDATIONS
The primary objectives of the research work were as follows:
1. For the ethylene oxide process:
a. develop a detailed mathematical model for the process,
b. benchmark the developed model against industrial data,
c. study offline optimization and control of the process based on economic objective
function,
d. study open-loop and closed-loop bifurcation of the process;
2. For the vinyl acetate process:
a. develop a detailed mathematical model for the reactor,
b. benchmark the developed model against industrial data,
c. study offline and online optimization of the reactor based on economic objective
function.
In both cases, the developed mathematical model was derived from a generalized
model for a multitubular gas phase solid catalyzed reaction based on certain assumptions.
For a vinyl acetate reactor, a steady state two-dimensional homogeneous model was
developed. For an ethylene oxide reactor, a two-dimensional dynamic heterogeneous
model was developed. Radial derivatives are approximated by orthogonal collocation and
axial derivatives were approximated by orthogonal collocation on finite elements. Most
of the assumptions were justified by satisfying existing criterion and some assumptions
135
were by actual calculations. For example, in the case of ethylene oxide reactor, the
effectiveness factors for both the reactions are calculated by simulating temperature and
concenfration profiles inside a catalyst. From the results, it was shown that the
intraparticle resistance could be neglected since the effectiveness factor is closed to unity
for both the reaction systems.
A base case operating condition was chosen from the industrial data at which the
catalyst was assumed to be fresh (activity =1). The developed model was benchmarked
against the industrial data. The model parameters were estimated through regression
analysis by minimizing the weighted error between the model predicted output values
(e.g., reactor outlet temperature and composition) and the industrial data for the base case
operating point.
Since the catalyst loses activity due to sintering and impurities in the feed, it was
required to take care of this effect in the model through catalyst deactivation. Based upon
the catalyst deactivation models available in the literature, a suitable model was selected.
The catalyst deactivation model was benchmarked against the industrial data over the
period of operation to represent the real process. In the case of deactivation model, the
model parameters were estimated through regression analysis by minimizing the total
error between the model predicted output values (e.g., reactor outlet temperatures and
compositions) and industrial data over the length of the operation. A comparison between
the industrial data and model prediction showed that the model predicted the industrial
data quite well for both the processes.
136
Since the catalyst deactivates over the period of operation, operating temperature
is increased to compensate for the loss of activity. But the increased operating
temperature can affect the selectivity of the desired product. Therefore, offline
optimization is done for both the vinyl acetate and ethylene oxide process, using a steady
state process model to find an optimal operating temperature profile which maximizes the
profit of the process.
To see the effect of the model parameter's uncertainty, sensitivity analysis is
carried out by perturbing the model parameter values by 10% and re-running the
optimization algorithm for offline optimization. The sensitivity analysis for vinyl acetate
process optimization showed that the results were sensitive to the uncertainty in the
model parameters.
For the vinyl acetate reactor, online optimization is done by updating the model
parameters online. Online optimization showed more profit improvement as compared to
offline optimization.
Nonlinear bifiircation analysis of ethylene oxide reactor has been carried out to
study the safe operating regimes. Under nominal operating conditions, the ethylene oxide
reactor system displays output multiplicities (saddle node bifiircation). The nominal
upper steady state is unstable, while the lower steady state is stable. The closed-loop
stability of the reactor was found to be sensitive to the negative change in inlet carbon
dioxide composition. The reactor system was also found to be more prone to instability at
higher operating temperatures and higher activity catalyst. Based on this sttidy, the
reactor can be operated at higher temperature which will improve the profitability of the
137
system without substantially increasing the risk of a reactor runaway. It is also shown that
shutting off the oxygen feed to the reactor can always prevent the runaway reactor.
The following recommendations are made for possible future study.
In case of the ethylene oxide process, the carbon dioxide inlet compositon
disturbance comes from the separation system; therefore, it can be measured before it can
affect the reactor inlet coolant temperature control system. Thus, a feedforward control
system will be more useful to take care of reactor inlet carbon dioxide composition
disturbance.
A confroUer with a nonliear control law can be designed for a reactor inlet coolant
temperature control system (in case of ethylene oxide process) in the vicinity of the
closed-loop runaway boundary. This will allow to operate the reactor at higher operating
temperatures especially when the catalyst activity decreases.
In case of the ethylene oxide production, a moderator (e.g., chlorine compound) is
added in controlled amounts which improves the selectivity to ethylene oxide while
inhibiting the total oxidation reaction (ethylene to carbon dioxide and water). The catalyst
activity depends on the amount of moderator added to the reactant mixture. Therefore,
the effect of the moderator on the actalyst activity can be considered in the catalyst
deactivation model.
138
BIBLIOGRAPHY
Adler, J., Enig, J. W. (1964). The critical conditions in thermal explosion theory with
reactant consumption. Combustion Flame, 8, 97.
Ampaya, J. P., Rinker, R. G. (1977). Autothermal reactors with internal heat exchange
- 1 . Numerical and experimental stiidies in the steady state region. Chemical
Engineering Science, 32, 1332-1338.
Balakotaiah, V., Luss, D., Keyfitz, B. L. (1984). Steady state multiplicity analysis of
lumped parameter systems described by set of algebraic equations. Chemical
Engineering Communications, 36, 121-147.
Balakotaiah, V., Luss, D., Witmer, G. S. (1986). Multiphcity features of distributed
systems-I. Langmuir- Hinshelwood reaction in a porous catalyst. Chemical
Engineering Science, 41, 179-186.
Balakotaiah, V., Luss, D., Pita, J. (1989). Thermoflow multiphcity in a packed bed
reactor: conduction and cooling effects. AIChE Journal, 35(3), 373-384.
Balakotaiah, V., Subramanian, S. (1996). Classification of steady state and dynamic
behavior of distributed reactor models. Chemical Engineering Science, 51(3),
401-421.
Balakotaiah, V., Gupta, N., West, D. H. (2001). Bifurcation analysis of a twodimensional catalytic monolith reactor model. Chemical Engineering Science, 56,
1435-1442.
Biegler, L. T. (1990). Strategies for simultaneous solution and optimization of differential
algebraic systems, in foundations of computer aided process design. New York:
Elsevier Science.
Biegler, L. T., Cuthrell, J. E. (1985). Improved infeasible path optimization for sequential
modular simulators -II. The optimization algorithm. Computers and Chemical
Engineering, 9, 257-267.
139
Bonvin, D,, Rinker, R., Mellichamp, D. A. (1983a). On controlling an authothrmal fixed
bed reactor at an unstable state- I steady state and dynamic modeling. Chemical
Engineering Science, 38, 233-244.
Bonvin, D., Rinker, R., Mellichamp, D. A. (1983b). On controlling an authothrmal fixed
bed reactor at an unstable state- II discrimination among rival models to achieve
suitable internal structure. Chemical Engineering Science, 38, 245-255.
Bonvin, D., Rinker, R., MeUichamp, D. A. (1983a). On conttolling an authothrmal fixed
bed reactor at an unstable state- III model reduction and conttol sttategies which
avoid state estimation. Chemical Engineering Science, 38, 607-618.
Carberry, J. J. (1961). The catalytic effectiveness factor under non-isothermal conditions.
AIChE J., 7,350.
Chang, H. C , Chen, L. H. (1984). Bifurcation characteristics of nonlinear systems under
conventional PID confrol. Chemical Engineering Science, 39(7/8), 1127-1142.
Danckwerts, P. V (1953). Chemical Engineering Science, 2, 1.
Denn, M. M. (1969). Chemical reaction engineering-optimization, control and stability.
Industrial and Engineering Chemistry, 1, 46-50.
Eigenberger, G., Butt, J. B. (1976). A modified Crank-Nicolson technique with nonequidistant space steps. Chemical Engineering Science, 31,681-691.
Finlayson, B. A. (1980). Nonlinear analysis in chemical engineering. New York:
McGraw-Hill.
Finlayson, B A. (1971). Packed bed reactor analysis by orthogonal collocation. Chemical
Engineering Science, 26, 1081-1091.
Froment, G. F., Bischoff, K. B. (1961). Chemical Engineering Science, 16, 189.
140
Froment, G. F. (1967). Industrial Engineering Chemistry, 59(2), 18.
Froment, G. F. (1974). Fixed bed catalytic reactors-technological and fundamental design
aspects. Chemical Engineering Technology, 46, 374-386.
Garey, G. F., Finlayson, B. (1975). Orthogonal collocation on finite elements. Chemical
Engineering Science, 30, 587-596.
Gebhart, B. (1971). Heat transfer. 2"'^ ed.. New York: McGraw- Hill.
Gill, P.E., Murray, W., Saunders, M. A., Wright, M. H. (1986). User's guide for NPSOL
(version 4.0) A FORTRAN package for non-linear programming. Systems
Optimization Laboratory, Stanford, CA.
Hindmarsh, A. C. (1986). Computing and mathematics research div., 1-316 Livermore,
CA Lawrence Livermore National Laboratory.
Hlavacek, V., Hofmann, H. (1970). Chemical Engineering Science, 25, 173-187.
Hlavacek V., Vorttiba, J. (1974). Experimental study of multiple steady states in adiabatic
catalytic systems. Adv. Chem. Ser., 133, 545-558.
Hlavacek V., Vortuba, J. (1977). Steady state operations of fixed bed reactors and
monolithic structures in chemical reactor theory-A review ed. L. Lapidus and
Amudson N. R. Englewood Cliffs, NJ: Prentice-Hall, 545-558.
Hlavacek, V., Van Rompay, P. (1981). Current problems of multiphcity and sensitivity of
states in chemically reacting systems. Chemical Engineering Science, 36, 15871597.
Hua, X., Mangold, M., Kienle, A., Gilles, E. D. (1998). State profile estimation of an
autothermal periodic fixed bed reactor. Chemical Engineering Science, 53, 47.
141
Jensen, K. F., Ray, W. H. (1982). The bifiircation behavior of tubular reactors.. Chemical
Engineering Science, 37, 199-222.
Jones, W E., Wilson, J. A. (1997). An introduction to process flexibility-1.Heat
exchange. Chemical Engineering Education, 31,172-177.
Jorgensen, S. B. (1986). Fixed bed reactor dynamics and confrol-a review. IFAC, 11-24.
Jorgensen, S. B., Jensen. (1990). Dynamics and control of chemical reactors-selectively
surveyed. DYCORD. IFAC, New York, 359.
Juncu, G. H., Bildea, S., Floarea, O. (1994). Steady state multiphcity analysis of the
heterogeneous axial dispersion fixed bed reactor. Chemical Engineering Science,
49(1), 123-130.
Jutan, A. (1976). State space modehng with multivariable stochastic control of a pilot
packed bed reactor. Ph.D. thesis, McMaster University, Hamilton, Canada.
Jutan, A, Tremblay, J. P., MacGregor, J. F., Wright, J. D. (1977a). Multivariable
computer control of a butane hydrogeolysis reactor: Part I State space reactor
modeling. AIChE J, 23, 32-42.
Jutan, A., Tremblay, J. P., Wright, J. D. (1977b). Muttivariable computer conttol of a
butane hydrogeolysis reactor: Part II Data collection, parameter estimation and
stochastic disturbance identification. AIChE J, 23, 742-750.
Jutan, A., Tremblay, J. P., MacGregor, J. F. (1977c). Multivariable computer conttol of a
butane hydrogeolysis reactor: Part III On hne linear quadratic stochastic control
stiidies. ^/CA£7, 23, 751-758.
Kubicek, M., Marek, M. (1983). Computational methods in bifurcation theory and
dissipative structures. New York: Springer-Veriag.
142
Kuznestov, Y. A. (1998). Elements of applied bifurcation theory, T^ ed.. New York:
Springer.
Levenspiel, O. (1972). Experimental search for a simple rate equation to describe
deactivating porous catalyst particles. Journal of Catalysis, 25, 265-272.
Lee, K. S., Lee, W. K. (1985). Online optimizing conttol of a nonoadiabatic fixed bed
reactor. AIChE J., 31(4), 661-615.
Luyben, W. L., Tyreus, B. D., Luyben, M. L. (1998). Plantwide process control. New
York: McGraw-Hill.
McGreavy, C. (1983). Online computer conttol systems for chemical reaction processes.
Computers and Chemical Engineering, 1, 529- 566.
Meyers, R. A. (1986). Handbook of Chemicals Production Processes. New York:
McGraw-Hill,1.5-11.5-13.
Michelsen, M. L., Vakil, H. B., Foss, A. S. (1973). State space formulation of fixed bed
reactor dynamics. Industrial Engineering Chemistry Fundamentals, 12, 323-328.
Morbidelli, M., Varma A. (1988). A generahzed criterion for parametric sensitivity:
application to thermal explosion theory. Chemical Engineering Science, 43, 91.
Nakamura, S., Yasui, T. (1970). The mechanism of the palladium-catalyzed synthesis of
vinyl acetate from ethylene in a heterogeneous gas reaction. 17, 366-374.
Padmanabhan, L., Lapidus L. (1977). Conttol of chemical reactors in chemical reactor
theory-a review ed. L. Lapidus and N. R. Amundson. Englewood Cliffs, NJ:
Prentice-Hall, 314-399.
Piccinini N. and Levy, G. (1984). Process safety analysis for better reactor cooling
system design in the ethylene oxide reactor. The Canadian Journal of Chemical
Engineering, 62, 541-546.
143
Puszynski, J., Snita, D., Hlavacek, V., Hofman, H. (1981), A revision of multiphcity and
parametric sensitivity concepts in non isothermal non adiabatic packed bed
chemical reactors. Chemical Engineering Science, 36, 1605-1609.
Puszynski, J., Hlavacek, V. (1984). Experimental study of ignition and extinction waves
and oscillatory behavior of a tubular nonadiabatic fixed bed reactor for oxidation
of carbon monoxide. Chemical Engineering Science, 39, 681-692.
Quina, M. J., Ferreira, R. M. Q. (1999). Thermal runaway conditions of a partially diluted
catalytic reactor. Ind. Eng. Chem. Res., 38, 4615-4623.
Rase, H. F. (1990). Fixed-6e(i reactor design and diagnostics.
Butterworths publishers.
Stoneham, MA
Razon, L. F., Schmitz, R. A. (1987). Multiplicities and instabilities in chemically reacting
systems-a review. Chemical Engineering Science, 42(5), 1005-1047.
Riggs, J. B. (1994). An inttoduction to numerical methods for chemical engineers, 2
ed., Texas Tech University Press, Lubbock, TX.
nd
Samanos, B., Boutry, P., Montarnal, R. (1971). The mechanism of vinyl acetate
fo'nnation by gas- phase catalytic ethylene acetoxidation. Journal of Catalysis,,
23,19-30.
Schmitz R. A. (1975). Multiphcity, stability, and sensitivity of states in chemically
reacting systems-A review-chemical reaction engineering reviews. Ed. H.M.
Hulbert./iJv. Chem. Ser., 148, 156-211.
Seider W D Brengel, D. D., Provost, A. M., Widagdo, S. (1990). Nonlinear analysis m
'process design. Why overdesign to avoid complex nonlmeanttes?. Ind Eng
Chem. Res., 29, 805.
Semenov, N. N. (1959). Some problems of chemical kinetics and reactivity, London:
Pergamon.
144
Strozzi, F., and Zaldivar, J. M. (1994). A general method for assessing the thermal
stability of batch chemical reactors by sensitivity calculation based on Lypunov
exponents. Chemical Engineering Science, 49, 2681.
Thomas, P H., Bowes, P. C. (1961). Some aspects of the self regulating and ignition of
solid cellulosic materials. Journal of Applied Physics, 12, 222.
Van Welsenaere, R. J., Froment, and G. F. (1970). Paramettic sensitivity and runaway in
fixed bed catalytic reactors. Chemical Engineering Science, 25, 1503.
Vajda, S., and Rabitz, H. (1992). Parametric sensitivity and self similarity in thermal
explosion theory. Chemical Engineering Science, Al, 1063.
Verazaluce-Garcia, J. C , Flores-Tlacuahuac, A. F., Saldivar-Guerra, E. (1979). Steady
stale nonlinear bifurcation analysis of high-impact polystyrene continuous stirred
tank reactor. Ind. Eng. Chem. Res, 39, 1972-1979.
Wagialla, K. M., Elnashaie, S. S. E. H. (1995). Bifurcation and complex dynamics in
fixed bed catalytic reactors. Chemical Engineering Science, 50(17), 2813-2832.
Weisz, P. B., Hicks, J. S. (1962). The behavior of porous catalyst particles in view of
internal mass and heat difflision effects. Chemical Engineering Science, 17, 265.
Westerterp. K. R., Borman, P. C. (1992). An experimental study of the selective
oxidation of ethene in a wall cooled tubular packed bed reactor. Chemical
Engineering Science, 47(9-11), 2541-2546.
145