Dirección de operaciones
advertisement

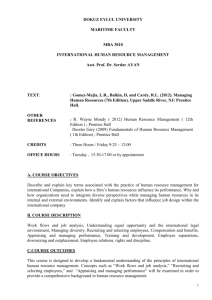
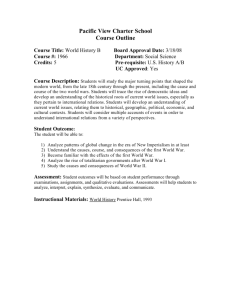
Production and Operations Management CHAPTER 2 Capacity and Performance Measurement 1 © 2006 Prentice Hall, Inc. Capacity The throughput, or the number of units a facility can hold, receive, store, or produce in a period of time Determines fixed costs Determines if demand will be satisfied Three time horizons © 2006 Prentice Hall, Inc. Planning Over a Time Horizon Long-range planning Add facilities Add long lead time equipment Intermediaterange planning Subcontract Add equipment Add shifts Short-range planning * Add personnel Build or use inventory * Modify capacity Schedule jobs Schedule personnel Allocate machinery Use capacity * Limited options exist Figure S7.1 © 2006 Prentice Hall, Inc. Design and Effective Capacity Design capacity is the maximum theoretical output of a system Normally expressed as a rate Effective capacity is the capacity a firm expects to achieve given current operating constraints Often lower than design capacity © 2006 Prentice Hall, Inc. Utilization and Efficiency Utilization is the percent of design capacity achieved Utilization = Actual output/Design capacity Efficiency is the percent of effective capacity achieved Efficiency = Actual output/Effective capacity © 2006 Prentice Hall, Inc. Bakery Example Actual production last week = 148,000 rolls Effective capacity = 175,000 rolls Design capacity = 1,200 rolls per hour Bakery operates 7 days/week, 3 - 8 hour shifts Design capacity = (7 x 3 x 8) x (1,200) = 201,600 rolls © 2006 Prentice Hall, Inc. Bakery Example Actual production last week = 148,000 rolls Effective capacity = 175,000 rolls Design capacity = 1,200 rolls per hour Bakery operates 7 days/week, 3 - 8 hour shifts Design capacity = (7 x 3 x 8) x (1,200) = 201,600 rolls © 2006 Prentice Hall, Inc. Bakery Example Actual production last week = 148,000 rolls Effective capacity = 175,000 rolls Design capacity = 1,200 rolls per hour Bakery operates 7 days/week, 3 - 8 hour shifts Design capacity = (7 x 3 x 8) x (1,200) = 201,600 rolls Utilization = 148,000/201,600 = 73.4% © 2006 Prentice Hall, Inc. Bakery Example Actual production last week = 148,000 rolls Effective capacity = 175,000 rolls Design capacity = 1,200 rolls per hour Bakery operates 7 days/week, 3 - 8 hour shifts Design capacity = (7 x 3 x 8) x (1,200) = 201,600 rolls Utilization = 148,000/201,600 = 73.4% © 2006 Prentice Hall, Inc. Bakery Example Actual production last week = 148,000 rolls Effective capacity = 175,000 rolls Design capacity = 1,200 rolls per hour Bakery operates 7 days/week, 3 - 8 hour shifts Design capacity = (7 x 3 x 8) x (1,200) = 201,600 rolls Utilization = 148,000/201,600 = 73.4% Efficiency = 148,000/175,000 = 84.6% © 2006 Prentice Hall, Inc. Bakery Example Actual production last week = 148,000 rolls Effective capacity = 175,000 rolls Design capacity = 1,200 rolls per hour Bakery operates 7 days/week, 3 - 8 hour shifts Design capacity = (7 x 3 x 8) x (1,200) = 201,600 rolls Utilization = 148,000/201,600 = 73.4% Efficiency = 148,000/175,000 = 84.6% © 2006 Prentice Hall, Inc. Bakery Example Actual production last week = 148,000 rolls Effective capacity = 175,000 rolls Design capacity = 1,200 rolls per hour Bakery operates 7 days/week, 3 - 8 hour shifts Efficiency = 84.6% Efficiency of new line = 75% Expected Output = (Effective Capacity)(Efficiency) = (175,000)(.75) = 131,250 rolls © 2006 Prentice Hall, Inc. Bakery Example Actual production last week = 148,000 rolls Effective capacity = 175,000 rolls Design capacity = 1,200 rolls per hour Bakery operates 7 days/week, 3 - 8 hour shifts Efficiency = 84.6% Efficiency of new line = 75% Expected Output = (Effective Capacity)(Efficiency) = (175,000)(.75) = 131,250 rolls © 2006 Prentice Hall, Inc. Example 2 A production plant has been designed to produce 7.000 hammers per day, but its limited to produce 6.000 due to the time needed to change from one hammer model to the next one. Compute Utilization value. © 2006 Prentice Hall, Inc. Example 2: Solution Actual output 6,000 S7.1 Utilization = = = 0.857 85.7% Design capacity 7,000 © 2006 Prentice Hall, Inc. Other important concepts about capacity (1) • Work center: – Group of workers and/or machines with a clear identification for planning and capacity decisions: Cars factory (presses, steel bending, assembly, painting, ….); Parfume factory (essence labs, production, bottling, expedition,….); Beer factory (brewing, bottling,…) – WC can also be called sections or departments. WC © 2006 Prentice Hall, Inc. Other important concepts about capacity (2) • Bottleneck: Work center limiting the plant capacity or resource limiting work center capacity WC1 WC3 55 un./h. 45 un./h. WC5 65 un./h. WC2 WC4 60 un./h. 65 un./h. © 2006 Prentice Hall, Inc. Other important concepts about capacity (3) • WC Load – Work volume already assigned but yet to be performed by the plant or WC. Load Chart Load (thousend units) 90 80 70 Capacity 60 50 40 30 20 10 0 E F M A My J Jl . , , , Month © 2006 Prentice Hall, Inc. Example 3 • A bottling plant has three sections: – Bottling: 2 machines with a maximum capacity of 100 liters per minute each one and a maintenance stop time of one hour per day – Labeling: 3 machines with a maximum capacity of 3.000 bottles per hour each one and programmed stops of 30 minutes per day as an average – Packaging: area with a capacity of 10.000 boxes per day • The plant has been designed to fill 1L bottles and pack those in 12 Bottles boxes working 12 hours per day. a) b) c) d) Which is the designed capacity of the plant? Which is the effective capacity of the plant? If we work at the plant effective capacity, which is the utilization of each section? If a failure reduces the output of the plant to 70.000 bottles, which is the efficiency of each operation? © 2006 Prentice Hall, Inc. Example 3: Solution • We can see the plant as a production line: Bottling ----- Labeling ----- Packaging 2 machines 3 machines 1 area 100 l. /min. 3.000 bot/h 10.000 boxes/d Maint. 1h/day Stops 30 min/day To homogenize data we will choose 1L bottles as the planning unit © 2006 Prentice Hall, Inc. Example 3: Solution • Designed capacities for each area are: – Bottling: • 2 mach. * 100 l/(mach * min) * 60 min/h * 12 h/day = 144.000 bot / day – Labeling: • 3 mach * 3000 bot / (mach * h) * 12 h/day = 108.000 bot /day – Packaging: • 10.000 boxes / day * 12 bot. / box = 120.000 bot/day • Plant capacity will be defined by the lowest capacity section (Bottleneck) : Labeling section, so plant capacity will be 108.000 bot/day © 2006 Prentice Hall, Inc. Example 3: Solution • Effective capacities will consider scheduled stops: – Bottling: 144.000 * (11 / 12) = 132.000 bot/day – Labeling: 108.000 * (11,5 / 12) = 103.500 bot/day – Packaging: 120.000 bot/day • Plant effective capacity will be defined again by the bottleneck: 103.500 bot/day © 2006 Prentice Hall, Inc. Example 3: Solution • If the plant works at a 103.500 bot / day rate, utilizations would be: – Bottling = 103.500 / 144.000 = 0,719 = 71,9 % – Labeling= 103.500 / 108.000 = 0,958 = 95,8 % – Packaging = 103.500 / 120.000 = 0,863 = 86,3 % © 2006 Prentice Hall, Inc. Example 3: Solution • With a real output of 70.000 bottles per day, efficiencies would be: – Bottling: 70.000 / 132.000 = 0,530 = 53 % – Labeling: 70.000 / 103.500 = 0,676 = 67,6% – Packaging: 70.000 / 120.000 = 0,583 = 58,3 % © 2006 Prentice Hall, Inc. Productivity Challenge Productivity is the ratio of outputs (goods and services) divided by the inputs (resources such as labor and capital) The objective is to improve productivity! © 2006 Prentice Hall, Inc. The Economic System Inputs Processes Outputs Labor, capital, management The U.S. economic system transforms inputs to outputs at about an annual 2.5% increase in productivity per year. The productivity increase is the result of a mix of capital (38% of 2.5%), labor (10% of 2.5%), and management (52% of 2.5%). Goods and services Feedback loop Figure 1.7 © 2006 Prentice Hall, Inc. Improving Productivity at Starbucks A team of 10 analysts continually look for ways to shave time. Some improvements: Stop requiring signatures on credit card purchases under $25 Saved 8 seconds per transaction Change the size of the ice scoop Saved 14 seconds per drink New espresso machines Saved 12 seconds per shot © 2006 Prentice Hall, Inc. Improving Productivity at Starbucks A team of 10 analysts continually look for ways to shave time. Some improvements: Operations improvements have helped Starbucks increase yearly revenue per outlet by $200,000 to signatures $940,000 in six years. Saved 8 seconds Stop requiring on credit card purchases per transaction Productivity has improved by 27%, or about 4.5% under $25 per year. Change the size of the ice scoop Saved 14 seconds per drink New espresso machines Saved 12 seconds per shot © 2006 Prentice Hall, Inc. Productivity Productivity = Total Output Input used Measure of process improvement Represents output relative to input Only through productivity increases can our standard of living improve © 2006 Prentice Hall, Inc. Productivity Calculations Labor Productivity Units produced Productivity = Labor-hours used = 1,000 250 = 4 units/labor-hour One resource input single-factor productivity © 2006 Prentice Hall, Inc. Multi-Factor Productivity Productivity = Output Labor + Material + Energy + Capital + Miscellaneous Many possible combination of inputs (Labor + Material, Materials + Energy, ...) Output and inputs are often expressed in dollars Multiple resource inputs multi-factor productivity © 2006 Prentice Hall, Inc. Collins Title Productivity Old System: Staff of 4 works 8 hrs/day Payroll cost = $640/day 8 titles/day Overhead = $400/day 8 titles/day Old labor = productivity 32 labor-hrs © 2006 Prentice Hall, Inc. Collins Title Productivity Old System: Staff of 4 works 8 hrs/day Payroll cost = $640/day 8 titles/day Overhead = $400/day 8 titles/day Old labor = = .25 titles/labor-hr productivity 32 labor-hrs © 2006 Prentice Hall, Inc. Collins Title Productivity Old System: Staff of 4 works 8 hrs/day Payroll cost = $640/day New System: 14 titles/day 8 titles/day Overhead = $400/day Overhead = $800/day 8 titles/day Old labor = = .25 titles/labor-hr productivity 32 labor-hrs 14 titles/day New labor = productivity 32 labor-hrs © 2006 Prentice Hall, Inc. Collins Title Productivity Old System: Staff of 4 works 8 hrs/day Payroll cost = $640/day New System: 14 titles/day 8 titles/day Overhead = $400/day Overhead = $800/day 8 titles/day Old labor = = .25 titles/labor-hr productivity 32 labor-hrs 14 titles/day New labor = = .4375 titles/labor-hr productivity 32 labor-hrs © 2006 Prentice Hall, Inc. Collins Title Productivity Old System: Staff of 4 works 8 hrs/day Payroll cost = $640/day New System: 14 titles/day 8 titles/day Overhead = $400/day Overhead = $800/day 8 titles/day Old multifactor = productivity $640 + 400 © 2006 Prentice Hall, Inc. Collins Title Productivity Old System: Staff of 4 works 8 hrs/day Payroll cost = $640/day New System: 14 titles/day 8 titles/day Overhead = $400/day Overhead = $800/day 8 titles/day Old multifactor = = .0077 titles/dollar productivity $640 + 400 © 2006 Prentice Hall, Inc. Collins Title Productivity Old System: Staff of 4 works 8 hrs/day Payroll cost = $640/day New System: 14 titles/day 8 titles/day Overhead = $400/day Overhead = $800/day 8 titles/day Old multifactor = = .0077 titles/dollar productivity $640 + 400 14 titles/day New multifactor = productivity $640 + 800 © 2006 Prentice Hall, Inc. Collins Title Productivity Old System: Staff of 4 works 8 hrs/day Payroll cost = $640/day New System: 14 titles/day 8 titles/day Overhead = $400/day Overhead = $800/day 8 titles/day Old multifactor = = .0077 titles/dollar productivity $640 + 400 14 titles/day New multifactor = = .0097 titles/dollar productivity $640 + 800 © 2006 Prentice Hall, Inc. Measurement Problems Quality may change while the quantity of inputs and outputs remains constant External elements may cause an increase or decrease in productivity Precise units of measure may be lacking © 2006 Prentice Hall, Inc. Example 5 • Data about a product in the first quarter: – – – – – – Selling price : 40 Euros Units sold: 1.000 Raw Materials Cost : 8.000 Euros Labor Cost : 5.000 Euros Energy Cost: 7.000 Euros Other Costs: 10.000 Euros • Describe the productivity of the corresponding production process © 2006 Prentice Hall, Inc. Example 5: Solution Total = Productividad Total Productivity 40×1000 = 1,33 8000+5000+7000+10000 • For each Euro spent in inputs, 1,33 Euros of Output are produced. • Single Factor Productivities: – Raw Materials : – Labor: – Energy: – Other costs: 40 x 1000 / 8000 = 5 40 x 1000 / 5000 = 8 40 x 1000 / 7000 = 5,7 40 x 1000 / 10000 = 4 © 2006 Prentice Hall, Inc. Example 5: Solution • Multi-factor Productivities: – Materials and Labor: 40 x 1000 / (8000 + 5000) = 3,1 – Materiales and Energy: 40 x 1000 / (8000 + 7000) = 2,7 – Labor and Other Costs: 40 x 1000 / (5000 + 10000) = 2,7 © 2006 Prentice Hall, Inc. Capacity and Strategy Capacity decisions impact all 10 decisions of operations management as well as other functional areas of the organization Capacity decisions must be integrated into the organization’s mission and strategy © 2006 Prentice Hall, Inc. Capacity Considerations Forecast demand accurately Understand the technology and capacity increments Find the optimum operating level (volume) Build for change © 2006 Prentice Hall, Inc. Average unit cost (dollars per room per night) Economies and Diseconomies of Scale 25 - room roadside motel 50 - room roadside motel Economies of scale 25 75 - room roadside motel Diseconomies of scale 50 Number of Rooms 75 Figure S7.2 © 2006 Prentice Hall, Inc. Build In Flexibility Percent of North American Vehicles Made on Flexible Assembly Lines 100% – 80% – 0– Ford Toyota GM Honda 20% – Nissan 40% – Chrysler 60% – Figure S7.3 © 2006 Prentice Hall, Inc. Managing Demand Demand exceeds capacity Curtail demand by raising prices, scheduling longer lead time Long term solution is to increase capacity Capacity exceeds demand Stimulate market Product changes Adjusting to seasonal demands Produce products with complementary demand patterns © 2006 Prentice Hall, Inc. Complementary Demand Patterns Sales in units 4,000 – 3,000 – 2,000 – 1,000 – JFMAMJJASONDJFMAMJJASONDJ Time (months) Jet ski engine sales Figure S7.3 © 2006 Prentice Hall, Inc. Complementary Demand Patterns Sales in units 4,000 – 3,000 – Snowmobile motor sales 2,000 – 1,000 – JFMAMJJASONDJFMAMJJASONDJ Time (months) Jet ski engine sales Figure S7.3 © 2006 Prentice Hall, Inc. Complementary Demand Patterns Sales in units 4,000 – Combining both demand patterns reduces the variation 3,000 – Snowmobile motor sales 2,000 – 1,000 – JFMAMJJASONDJFMAMJJASONDJ Time (months) Jet ski engine sales Figure S7.3 © 2006 Prentice Hall, Inc. Tactics for Matching Capacity to Demand 1. Making staffing changes 2. Adjusting equipment Purchasing additional machinery Selling or leasing out existing equipment 3. Improving processes to increase throughput 4. Redesigning products to facilitate more throughput 5. Adding process flexibility to meet changing product preferences 6. Closing facilities © 2006 Prentice Hall, Inc. Demand and Capacity Management in the Service Sector Demand management Appointment, reservations, FCFS rule Capacity management Full time, temporary, part-time staff © 2006 Prentice Hall, Inc. Approaches to Capacity Expansion Expected demand New capacity Expected demand Demand New capacity New capacity (c) Capacity lags demand with incremental expansion Demand (b) Leading demand with one-step expansion Expected demand (d) Attempts to have an average capacity with incremental expansion Demand Demand (a) Leading demand with incremental expansion New capacity Expected demand Figure S7.5 © 2006 Prentice Hall, Inc. Approaches to Capacity Expansion (a) Leading demand with incremental expansion Demand New capacity Expected demand 1 2 3 Time (years) Figure S7.5 © 2006 Prentice Hall, Inc. Approaches to Capacity Expansion (b) Leading demand with one-step expansion New capacity Demand Expected demand 1 2 3 Time (years) Figure S7.5 © 2006 Prentice Hall, Inc. Approaches to Capacity Expansion (c) Capacity lags demand with incremental expansion New capacity Demand Expected demand 1 2 3 Time (years) Figure S7.5 © 2006 Prentice Hall, Inc. Approaches to Capacity Expansion (d) Attempts to have an average capacity with incremental expansion New capacity Demand Expected demand 1 2 Time (years) 3 Figure S7.5 © 2006 Prentice Hall, Inc. Example 6 (Capacity Planning) • A metallurgical company wants to determine its need for moulds at its press section in order to be able to produce 300.000 good units per year. • The press operation as a cycle time of 1,2 minutes / unit and produces a 2% of defective units. • Knowing that a mould can work for 2.200 hours per year, how much moulds the company needs? © 2006 Prentice Hall, Inc. Example 6: Solution • First we determine the quantity of units to produce in a year in order to obtain 3000.000 good units (needed capacity): 300.000 / (1-0,02) = 306.122 units per year • Second we determine the production capacity per year and mould: Cycle time = 1,2 minutes / unit 60 minutes / hour ÷ 1,2 minutes / unit = 50 units / hour 50 units / hour × 2.200 hours / year and mould = 110.000 units / year and mould • Now we can determine the number of moulds needed: 306.122 units / year ÷ 110.000 units /year and mould = 2,78 moulds • In fact, we will need to have three moulds, so we will have an utilization of: Capacity with 3 moulds: 3 moulds × 110.000 units / year and mould = 330.000 units /year Utilization = 306.122 units /year ÷ 330.000 units / year = 0,9276 → 92,76 % © 2006 Prentice Hall, Inc.