A HEURISTIC METHOD FOR THE FACILITIES IN SERIES
advertisement

Onderzoeksrapport
Nr ~
7817
A HEURISTIC METHOD FOR THE FACILITIES IN SERIES
DYNAMIC LOT SIZE PROBLEM
by
H. R.
LA1'1BRECHT
J. VANDER EECKEN
H. VANDERVEKEN
Katholieke Universiteit Leuven, Department of Applie.d Economies
De 1.:.i~nstraat
B···JOOO
2
I~EUVEN
BELGIUH
IIJe::telijk Depot
D/1978/2376/26.
A HEURISTIC NETHOD FOR THE FACILITIES IN SERIES
DYNAMIC LOT SIZE PROBLEM
H.R. LM1BRECHT~
J. VANDER EECKEN
H. VANDERVEKEN
This paper focuses on heuristic procedures for the uncapacitated
facilities in series dynamic lot size problem. Several multilevel and level-by-level procedures are compared with the optimal rrndels
of \.J. ZANGWILL and S. LOVE. The best heuristic differs only marginally - on the average by no more than 1 .84 % - from the optimal solutiono Our computational expe.rience is based on a large
set of simulation experiments.
Io INTRODUCTION.
There has been a widespread interest in the deterministic dynamic production
and inventory models since the publication of the classic paper of Wagner
and Whitin [ 12] ,
Their model deals with the search for optimal produc-
tion (ordering) and inventory schedules for a single stage, single product
system given a fluctuating deterministic demand pattern over a finite horizon
o
Presumed computational difficulties with Wagner-w'hitin's model have
led to a number of heuristic approaches such as Part Period Balancing,
Least Unit Cost, Least Total Costt Silver-Neal Heuristic, etc ••••
In recent years various papers have appeared on production-inventory planning in multi-echelon or multistage systems.
The
seria~
arborescent and as-
sembly structures are the best known production configurations.
In this paper we will concentrate on the facilities in series dynamic lot
ze problem.
Because of the computational difficulties of the optimal so-
lution algorithms we propose an efficient near-optimal heuristic procedure.
::1'1
Katholieke Universiteit Leuven, Department of Applied Economics.
This work was supported by the Fonds Derde Cyclus under grant ,OT/V /19.
The serial dynamic economic Jot size production model has been studied
~~he
amoug others by
d~fferent
:o:ev,;::ral
processes.
Eaeh process is assumed to take place in a
processing industries
Serial <>ystctns ::.::::::::
facility.
f:i.no..t product requires
e.g. steel and chemical industry,
A concave cost structure is assumed so
that costs: may eTnbody a fixed charge.
No bacl<logging is per·mitted so that
requirements are to be met as they occur.
It is also assumed that one
of production at any facility requires as input one unit of production
from the preceeding facility.
t,et
~
:::::
r.'
l
l '
be the market demand for the finished product in period i,
0
lb
<\)"
•
:II
= 1,
Define x. • as the production of faci H ty j, j
n.
in period i.
Production is instantaneous.
hl.
••• , m
Let I . . he the inventory stored at facility j at the end of
],1
Let PJ,l
. . (x) he the cost of producing x units and H. . (I) be the
],l.
cost of holding I units
stock. F . . (x) is a fixed charge function and
period
i.
.
J,l.
we assume H. . (I) to be
J ':!.
The obj
1s to determine the production schedule in each facility that
r:u.m.n:uzes total costs.
HinimL"'
The appropriate programming problem is as follows
t
(l)
I.;
j ""l
Subject to
(2)
i=l, .••• ~ n
i:=:1~
0
I.J,U"
{ i L!- :1
= I.],n = 0
••• , n
(3)
¥(i,j)
(4)
¥.
(5)
J
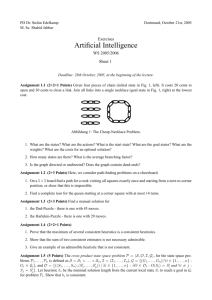
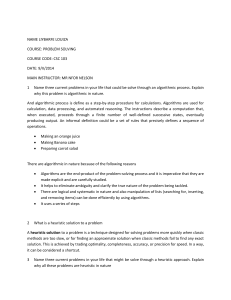
has cleverly represented the constraints as floiV constraints
in a single-source network (see figure 1).
Equations (2) and (3) demonstrate
2.
nodal conservation of flow in the network.
The determination of the opti-
to
mal production schedule is
the
network
optimal flow.
n
L: r.
i=l l.
-----~--~
I
I
I
fac t
I
------~-~)
fac j
~---- "">Q-- -t
fac m
!
r
J
r.
1
FIGURE 1.
r
n
3.
II. THE OPTD:1AL SOLUTION ALGORITHHS •
Constraint (2) ·- (5) define a closed bounded convex set, and since the objective function is concave, it will attain its minimum at an extreme point
of the convex set.
An extreme flow is defined as the network flow equiva-
lent of an extreme point of the convex set of feasible solutions.
Zangwill
demonstrates that) in the absence of capacity constraints) an extreme flow
has the property that any node in the network can have at most one positive
input, or :
x J,~
•.• I ],~.. l
=0
for all i and j
As a consequence, the input into node (j,i) must satisfy demand over an in-,
tegral number of periods.
algorithm
tions.
Zangwill [ 14] developed a dynamic programming
the above characteristic of. optimal solu-
ting
t-Ie refer to
[ 14]
for a detailed description of the algorithm.
Love I 7 J considered the facilities in series model with the following cost
assumptions :
Production costs are non-increasing in t
Inventory holding costs are non-decreasing in j :
H.
(I)~H._Ll t(I)~ j=l, •• .,m-1
],t
J .... '
As a consequence of the above assumptions, L.ove proves that if in a given
period production starts in a
duce~
facility~
then its successors must also pro-
that is to say once production starts in a given period i, facility
then production continues in i at all facilities j+l, ••• , m.
tion schedules are called nested.
tic reduction
Such produc-
The nested schedule case causes a dras-
the number of computations required to find the optimal
production schedule.
We refer to
[ 7]
j~
for a detailed descripti'on of the
4.
resulting
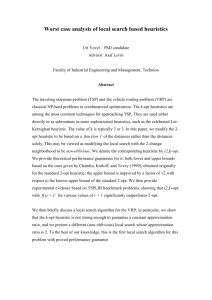
The al
thms of Zang><Till and Love \;rere programmed in FORTRAN IV. (on IBM
ThE!
370/358 :Hodel 3)
tr
facilities and
planning horizon.
th the number of
1
tho::. 1Tu1nber o.f
included in the
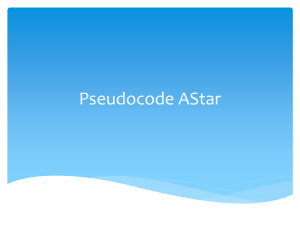
Figures 2 and 3 illustrate these results graphically.
III. HEURISTIC PROCEDURES.
The heuristic procedures explained
this section hold under the following
cost assumptions :
• The
cost func
o(x . • )
J~1
'"" 1 if X!~
the
m~it
~"
P . . (x . . )
],1
],1
S. o(x . . ) + b .• x . . with
J
],1
J
],1
>0 and O(X,],1.) ""'0 if X.],1• ""0, is the same for
J,~
each time per
~
but may differ from facility to facility.
Since
production <:ost is constant, it has no influence on the op-
timal
and may therefore be
• The inventory holding cost fuaction h .• I", i
J
st::1n1 throngh
but
As a result of these two as
non·~dr ~reasing
linear and h. is conJ
from star~ to successor staf?e.
J
~.
the production schedules
w
~..rill
be nested.
A. THE }fOLTI-LEVEL HEURISTIC.
The proposed heuris
quantities are ass
is of the multi-level type which means that production
to
Hn approach enhances the p·rac
ties on a period by period basis.
Such
value of the method mainly because the
current decisions can be bafed on near
and thus accurate data.
5.
Z3ec
7
Zangwill
Love
6
4
3
2
-4
5
FIGURE 2.
6
7
9
6.
n=:JO
6
U"'10
n -7
- - - - - - - - - - - - - - - - - - - - - - - n•)
4
5
FIGURE 3.
6
1() faciE tic
7o
Define reorder period k as a period with positive production at all facili-
> 0). For each
1
facility and each time period a coefficient will be calculated indicating
ties (period one is always the
reorder period if r
rs
whether a cost reduction 1s poss
le by incorporating dem<1nds
m, reorder period k.
into t:he lot of facility j, j=l,
cients turn out to be negative for a certain period i, i
If all coeffi-
>k
then period i
is considered as the new reorder period and the loading meachanism is repeated.
The following coefficients will be used
J
2.:
Sa - C.
-
1.-11
;<,
Q,=l
h .• r. ( i -k)
J 1
i "" k+1' k+2, •••
¥.
J
( i -p . ) r . ( h . - h .
J
!.
J
)
J- 1 .
<
jo
i
¥.
J
with
= k+2,
k+3
(7)
> jo
C.1-1, as the cumulative inventory holding costs incurred from reorder
period k up to period i-i.
as the last period with positive production at facility j.
p.
J
For each time period i, the fac:i.li ty
which
(6)
Max {U . .
j
],~
~
is selected as the facility for
O}
Define the set A as follows
A = {j \U • . is computed by (6)} •
J,l
h
•
•
'1
• turns out tat
I-f 1t
J.KEA. we set J.o • J.K , e 1se J,Q k·eeps 1ts
prev1ous.y
determined value.
8.
At the beginning of the loading process, i.e. at the start of each new
. 1 we set J"
reor d er per1oc
We
j
t
= 1,
For
ch<'~ck whether
••• m(=j
0
0
equa 1 to m.
advantageous to
it
rk+l
xj ,k'
For this first step only formula (6) is evaluated.
).
j"" l
we have
u1 ~k+l- "" s l -
hl .rl·+'
'I
j:=2
we have
<::!
u2,k+l "" ""1 +
sz
-
s9.,
- h m··rk+l
j=m we have
1.11
um~k+l .,
The first component of
in
k,
m
L:~
9,=1
Uj~k+l
(Ck "" 0)
h2.rk+1
represents the cost savings for not producing
ties l , 2 ~ • • • j.
The other terms represent inven-
tory holding costs as the consequence of producing more than·the current
requirements.
Note also that for a specific facility j we treat the faciliJ
ties 1, •.• ~ j as a single facili
and h. as cost parameters.
2:
with
J
£""1
• '!... t0e
1
Th e f ac1'1"1ty J.~ W1t•a
last faci
t
coeffic
pmn t
.._p
ty producing rk+l in period k, or,
-~
J "" 1 ~ ••• J
I
.:l(
J ,k
= rk+l
and
xj~k+l "" rk+l
Since for fhe
t
:JL
J
.~
1 ""
s (
j "" J.x+'• '
rk
.o
step J cA, we set J
~
.~
J •
•
E:!
"" '
m
selected to be tL.a
k+2.
rements of
We next turn to the
Both c effie
(6)
.
.
and (7 \J may no1.v be used (.dependJ.ng
on the posJ.. t1on
o f J. 0) • 1'.
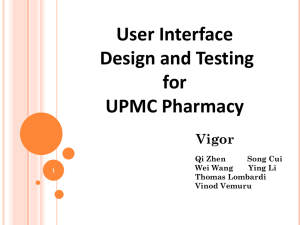
.n.gures 4 and
5 illustrate
evaluated respectively by for-
t:he a.l
.o
trary J •
mula (6) and 0) for an
1
.o
-~
J '"J
--
~1
----
:eo
l
-> •
L
I
v
I
.o .ox
J ""J
I
;
l
-·-----~>···
'
~.!.
I II
~~--J
•'IIi
I
I
1
'lio
i
if
l
r
--,1
,.•
k
Ill
!
~
I -
If
"'
!
'k+l
FIGURE il ~ alternatives
evaluated by (6)
FIGURE 5 : alternatives
evaluated by (7)
After the :;;;election of the highest positive coefficient the procedure is re-
peated for the requirements of period k+3.
The procedure ends if all
coefficients turn out to be negative, indicating that a new reorder period
is found.
Notice that formula (6) computes the possible savings :resulting from not
scheduling production
facility
j~
period
i~
but adding r. to. the produc1
J ~ period ·:.
li
t; of
tion
Formula (7) or: the other hand
lot of
evaluates the possible Servings by adding r!, to ...lh: prod
fc.-~
J.-
ty
j~
the last period tv-ith positive production for
peeiod pj \vhich
facility j .,
Remember also that the production schedules must be nested,
. se 1 ec:teo' proauct:ton
'
.
.
that means that once
::;.s
cont1.nues
at j.'}t. + 1 , .... , m..
It is clear that the production quantitites must be adjusted after each
step of the procedure.
Because the production program is constructed on a period-by..;.period basis,
it 1nay turn out that demand of the last
all facil:i ties
period n.
period~ rn~
has to be produced at
In this case a backtracking procedure examines
v..rhether it is not better to incorporate rn into an earlier lot.
We there-
fore compare the saved set-up costs with the additi.onal inventory holding
costs cau:.>ed
production (
in inventory from the last period with positive
n
each facility) to period n.
r
A 7 facility, 7
problem will be used to illustrate the above proce-
dure.
Fad
4
80
l
3
100
100
4
2GO
5
300
200
!00
2
6
7
Reorder period
70
2
3
~
"
-~
l,
,.
:J
k~l.
A'*'{l, 2~ ••• 7}
60
~00
5
6
7
120 80
40
Formula (6) u12 "'
400 - 2
X
70 ""
260
500 - 2
X
70 ""
360
u32
=
=
600 - 3
X
70""
390
ut,2
=
800 - 3
X
70 ""
590
U,.,L2
u52 ""' llOO - 3 x 70 "" 890
u62 "" 1300 - l~ X 70 "" 1020
u72 = 1400 - 5
M~X {u j,2 } "' U72
= 1050
J
c2 = s x
10
•o
J
X
+ J.~
70 "" 1050
"'
7
= 350 •
=7
A
= {1 ,
2, ••• , 7}
=
400- 350- 2
X
X
60
= -190
U23 "'
U
=
33
500 - 350 - 2
X 2 X
60
= - 90
= -110
u43
800 - 350 - 2x3x60=
Formula (6) U13
2
600- 350- 2 X 3 X 60
90
u53 "' 1100 - 3.50 - 2 X 3 X 60 "" 390
u63 ""' 1300 - 350 - 2 x 4 x· 60 = l+70
u73 "" 1400 - 350 - 2
= 350
C3
• cnec.
• k r
4
,
+ 2 X 4 X 60
3'
0
=6
Formula (6) u l
t ~
~ A
X 5 X
60 '"'
450
= 830.
= !J ,
2 ~ ••• , 6 }
u34 "'
400 - 830 - 3 X 2 X 100 "" -1030
500 - 830 - 3 X 2 X 100 "" - 930
600 - 830 - 3 X 3 X 100 = -1130
u44 ""
800 - 830 - 3 X 3 X 100
""
u24 "'
=-
930
U
54
U
64
Formula (7) u
74
~
1100- 830- 3 X 3 X 100
= 1300
.., u
64
- 830 - 3 X 4 X 100
+ s
7
-630
~
-730
- (4-3) - 100 (5-4)
"" -730 + ] 00 - 1.00 ... -7 30 •
Since all coefficients are negative we turn to the next reorder
period k=4.
Reorder period k=4.
Max {U. }
j
J, 5
• check r
6
, j
0
= 6,
], 6
'5
= 820
+
j~ ~ 6, j~cA, j
0
=6
A~ {1, 2, ••• , 6}
j""
U.
= u6
1~2,
•••• 6 is computed via (6) and U.
J, 7
Max {U. } = U.
.
.h 6
J, 7
J
= 200
+ j:l'( ""'
7, j~A, j
0
""
via (7).
6
C "' 480 + 80 X 4 + 80 X 5 .,. 1200
6
• check r
7
, j
0
= 6,
A
= {1 ~
2,
••• , 6}
U. . , j"" 1, 2, ••• , 6 is computed by formula (6) and
J, 7
uj,7 via formula (1)
Since all U.
J, 7
are negative we turn to the next reorder point k=7=n.
13.,
The production program for periods 4, 5,and 6 is repr.es0nted on figure 6.
FIGURE 6.
The demand r 7 has to be produced on all facilities.. We therefore examine
whether it is not advantageous to incorporate r 7 into an earlier lot ..
This is done by comparing the saved set-up cost with the additional in-
ventory holding cost incurred by carrying r 7 in inventory from the last
period with positive production to period 7.
14.
= 160
X
2
X
2 "" 260
j "" 3
J "" 4
400 - 3 X 40
500 - 3 X 40
600 - 3 X 40
X
800 - 3
X
40
X
j ... 5
1100- 3
X
40
X
3 "" 240
3 "" 440
3 "" 740
j "" 6
i300- 3
X
40
X
...
1400 - 2
X
40
X
j
l
""
j ""' 2
J
7
4 "" 820
5 - l X 40 X 4
The greatest saving is obtained for j
=
840
= 7.
The resulting solution using the multi-level he,uristic is as follotvs
x . . (I. . )
J.~
],~
i
2
j
4
3
5
·6
7
1
210(0)
0(0)
0(0)
340(0)
0(0)
0(0)
0(0)
2
210(0)
0(0)
0(0)
340(0)
0(0)
0(0)
0(0)
3
210(0)
0(0)
0(0)
340(0)
,0(0)
0(0)
0(0)
4
210(0)
0(0)
0(0)
340(0)
0(0)
0(0)
0(0)
5
210(0)
0(0)
0(0)
340(0)
0(0)
0(0)
0(0)
6
210(60)
0(60)
0(0)
.340(240)
0(0)
0(0)
0(0)
7
150(70)
0(0)
60(0)
240(120)
0(40)
0(0)
Total cost
set-up costs
3000
Inventory costs
2590
100(0)
5590
The optimal solution found by Love • s algorithm is as follows
15.
~i
3
2
4
5
6
7
J
1
210(0)
0(0)
0(0)
340(0)
0(0)
0(0)
0(0)
2
210(0)
0(0)
0(0)
340{0)
0(0)
0(0)
0(0)
3
210(0)
0(0)
0(0)
340(0)
0(0)
0(0)
0(0)
4
210(0)
0(0)
0(0)
340(0)
0(0)
0(0)
0(0)
5
210(0)
0(0)
0(0)
340(120)
0(120)
0(0)
0(0)
6
210(130)
0(0)
0(0)
220( 120)
0(0}
120(0)
0(0)
80(0)
130(60)
0(0)
100(0)
120(40)
0(0)
7
120(0)
Total costs of the optimal solution : 5520. The heuristic differs for this
specific example by 1.27% from the optimal solutiono
B. LEVEL-BY-LEVEL HEURISTICS
A level-by-level heuristic assigns production quantities to
a specific
fa-
cility over all periods and uses the resulting production program as demands for the preceeding facility.
The level-by-level heuristics start
with the last facility.
Let rij) be the requirements for facility j, periods i, i
=
l, •.• ,n.
These
requirements are the production qua~~tities of facility j+l for all periodcq
io For j=m we have that r~m) = r., i = 1, ••• , n.
l.
1.
Any single stage dynamic lot-size algorithm can be used such as
Wagner-lifui tin
Part Period Balancing
Least Unit Cost
Silver and Meal [ 9]
Order
~foment
[8 1
The cost parameters for each faci
t
4
are given by
and h .•
J
The level-by-level heuristics consist. in fact in nothing else than using
m times one of the abovementioned sh1gle stage lot sizing procedures with
the appropriate cost parameters.
The recently developped Order ~Homent heuristic
I 8 J needs
more explanation ..
Let Gk,p ""
and
W~
~;rith
J
=
ITBO.
E(r).(t-1) + ITBO .• E(r). (TBO.- ITBO.]
"L> J
t=l
E(r) = n
J
n
r,
i=l
J
J
r.)_
2 .. A.
TBOj =
J
h, .E(r)
J
ITBOj
= f TBOj 1~ ,
i.e. the greatest integer less than or equal
TBO ..
J
The Order-Homent heuristic states to order for periods k through p-1) the
first th11e thl< following inequality holds :
G
''k
"">
,p ...
w•
J
The other lot sizing algorithms are so well known that no further exy:lanation is needed.
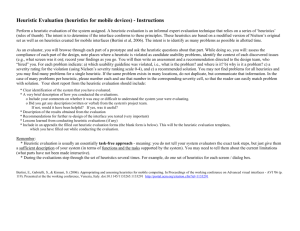
IV. COMPUTATIONAL
l~XPERIENCE.
The multi-level and level-by-level heuristics have been tested on a large
sample of problems.
Costs are expressed as percentages of the cost of
the optimal solution which is set equal to 100.
The average percent above
the optimal solution for the heuristics is given in Table I.
Procedure
Cost Performance
l1ulti-Level Heuristic
101.84
Level-by-Level
Older Moment
1\lagner-lifni tin
Part Period Balancing
Silver-Meal
·,[,east Unit Cost
106.25
109.01
11 L 15
112.47
H7.92
TABLE 1.
As can be seen from Table l. the mu ti-level heuristt
is superior to the
other procedures.
In order to exp1it1y characterizing the sample (72 problems wit,h 4
and 4
~ m ~ 10) 'l:ve
~
n ~ 10
introduce the follm.ring measures of problem complexity.
I. The coefficient. of demand vari.'3don
vD ""'
where D is the average demand and crD is the standard deviation
of demands
The sample contains
variable demand patterns as well as
problems with inc1:easing, de..:reasing and const nt demand patterns
2. The coefficient of cost variation
,.
"1-l
--"'--)/m-1
s.
J
The change in inventory holding costs and set-up costs from facility to facility seems to be an important element for the effectiveness of the proposed heuristics.
A large value of VC is an indi-
cation that eosts are highly variable and as a consequence difficult to solve by means of a heuristic.
Table 2 compares the multi-level heuristic (M..L.) and the level-by-level order
moment (O.M.) procedure in function of VC and VD.
"
~
0 -
'J
>
1.5- 3
r;_
• -'
D
H.L.
O.M.
M.L.
O.M.
M.L.
100.7.5
101.28
100. 7<:1,
105.91
101.27
H.L.
o.M.
I 08.25
H.L.
101.78
101 .52
OoM.
102.78
H.L.
O.M.
102.87
103.33
0 - 0.15
o. 15
- 0.30
102.2
> 0.30
M.L.
101.14,
.,
O.M.
M.L~
102.5
I
}f.L.
103.23
3
0.!1.
111 • 99
O.M.
108.33
O."M.
112.96
TABLE 2.
The 72 problems were evenly spread over the 9 cells of Table 2.
As can be seen from Table 2, the Multi-Level heuristic is superior to
Order Moment for all values of VC and VD.
The proposed Hulti-Level approach
19 ..
is far more better than Order
~ioment
for
values of VC.
The same
conclusion holds by con1pa.ring the multi-level heuristic with the other
level-by-level procedures.
The Multi-Level heuristic resulted in the optimal solution for 34 out of
the 72 problems.
'11m 5 Level-by-Level
heuristics were also tested using the following cost
parameters.
A.
J
= s.
and
J
h.
J
The costs deviate from the optimal solution by 12 .. 2% to 17.9% depending
on the heuristic used.
Table 3 summarizes the CPU-times for a number of selected cases.
The
co~
puter times are considerately lower than the ones required for the optimal
algorithm of S. Loveo
Moreover, the computer time is approximately linear
both with respect to the number of facilities and the number of periods, which
is not the case for the optimal al.g<Yri thms.
CPU-times in msec~; n""' 10, m = 4t 5, 6, 7, 8
4
5
6
7
8
164
195
239
263
299
938
1209
1471
1738
2028
m
Multi-level Heuristic
s.
l,ove
X
CPU-times in msec ; m= 5, n "" 4, 5, 6.
m
Mul ti-Leve 1 Heuristic
S. Love
~
On llU-1 370/358 Hodel 3
... ,.
10
4
5
6
7
8
9
10
102
126
!37
149
174
H35
195
214
304
411
562
733
892
1209
20.,
Th~: CPU tim.: for the level-by~level procedures does not di.ffer significant-
ly from. the computer time of the multi -level heur:l.stiiit.,
REFERENCES
t 1J
W.B. CRO\.JSTON & 1'1. \:i!AGNER : aDynamic Lot-Size Hodels for Multi-Stage
Assembly Systems", Hanagement Science~ Vol. 20, No. 1 ~ September 1973 1 pp. 14-21.
[ 2]
W.B. CRO\.JSTON ,. :tvl. WAG"fffiR, J. HILLIA1'1 : "Ee.onom.ic Lot-Size Dett:rmination in Hulti-Stage Assembly Systemsut Hanagement Science$
Vol. 19~ No. 5~ January 1973~ pp. 517-527.
[31
.1. J. DE MATTHEIS : HAn Economic IJot-Si.zing Techniqu~~.
Algorithm11 , IBM Systems~ Vol. 7~ No~ i, 1968.
[ l~ ]
A.B. KALYMON :
11
Systems~t,
The Part-Period
A l)ecomposi tion. Algorithm for Arborescence Inventory
Operations Resea-rch~ Vol. 20~ No. 4, .July-August 1972~
pp. 860·-8 i'
[ 5}
H. KONNO : 11Minimum Concave Cost Sedes Production Systems with Deterministie Demands - A bacldogging Case" Journal of Operations
Re.st:::arch Society of .Japan) Vol. 16, No. 4, December 1973,
pp. 246-253 ~
[ 6]
M.R. LAMBRECHT & J. VANDER EECKEN ~ "A Facilities in Series Capacity
Constrained Dynamic Lot-Size H:Odel" ~ Europi;;an Journal of Operational Research, Vol. 2 ~ 1978, pp. 42-ll9.
[ 7)
S.F. l.OVE : nA
Schedulesn~
1:Lt s
Inventory Modt;d with Nested
Nanagement Science, Vol. 18, No. 5, January 1972,
pp. 327-338.
[81
B.J. NcLAlmN & D.C. i'vYflYBARK: "Multi-Level Lot Sizing Procedures in a
Material Requirements Planning Environment", Discussion Paper
No. 64, Indiana Univc:rsity, November 1976,. 26 pp. ·
{ 9]
E. SIL\'"ER & H~ HEAL : "A Heuristic for selectiltg Lot-Sizing Quanti ties
for the Case
a DetE!X111inistic Tim.e~varying Demand Rate and
Discrete Opportunities for Replenishment"~ Production and Inventory Hanagen1;;mt, 2nd quarter 1973, pp. 64-74.
{10]
J. VANDER EECIG.~N~ H.4 LAHBRECHT & J.P. LINDEBRINGS: "Selection of Lot
Sizing Procedures for the Case of a Deterministic Time Varying
Demand Rate over a Finite Horizonn~ Bedrijfseconomische Verhandeling, DTEW, No. 7501, KUL~ 1975, 39 pp.
[ i1J
A.F. VEINOTT : 11~1inimum Concave Cost Solution of Leontief Substitution
Models of Multi··Facili ty Inve·ntory Systemsn ~ Operations Researchs
VoL 17, No. 2, Harch-April 1969, pp. 262-291.
t 12]
H.:H. WAGNER & '.t .11 .. tiiHITIN : "Dynamic Version of the Economic I..ot-
Siu::! Hodel, Management Science, VoL
pp. 212-219"
{E J
W.I. ZANGWILL :
W. I. ZANGHILl, :
No. l, October 1958,
11
Hanagemer~t
£ i 4]
5~
Minimum Concave Cost Flows in Certain Networks'\
Science, Vol. 14, No. 7) Jvlarch 1968, pp. 429-450.
11
A Backlogging and a Nulti-Ec.helon 'Hodel of a Dynamic
Economic Lot-Size Production System - A Networ'k. Approach",
l:1.anagement Science, Vol. 15, No.9, Nay !969~ pp. 506-527.