CHAPTER 2 LITERATURE REVIEW 2.1 Operations Management
advertisement

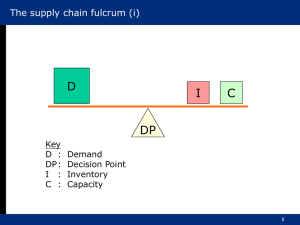
CHAPTER 2 LITERATURE REVIEW 2.1 Operations Management These are some definitions of operational management, based on experts : 1. According to Jay Heizer and Barry Render (2006, p4), operations management is the set of activities that creates value in the form of goods and services by transforming inputs into outputs. 2. According to Evans and Collier (2008, p5), operations management is the science and art of ensuring that goods and services are created and delivered successfully to customers. 3. According to Russell and Taylor (2011, p2), operations management is the design, operation, and improvement of productive systems. 4. According to Krajewski, Ritzman, Malhotra (2007, p4), operations management refers to the systematic design, direction, and control of process that transform inputs into services and products for internal, as well as external, customers. 5. According to Stevenson (2010, p4), operations management is the management of systems or processes that create goods and/or provide services. 2.1.1 Ten Strategic Operations Management Decisions Jay Heizer and Barry Render (2006, p36) stated that differentiation, low cost, and response can be achieved when managers make effective decisions in 10 areas of operations manager. These are collectively known as operations decisions. The decisions of operations management that support the missions and implement strategies follow: 1. Goods and service design. Designing goods and services defines much of the transformation process. Costs, quality, and human resource decisions are often determined by the design decisions. Designs usually determine the lower limits of cost and the upper limits of quality. 2. Quality. The customer’s quality expectations must be determined and policies and procedures established to identify and achieve that quality. 3. Process and capacity design. Process options are available for products and services. Process decisions commit management to specific technology, quality, human resources, and maintenance. These expenses and capital commitments will determine much of the firm’s basic cost structure. 4. Location selection. Facility location decisions for both manufacturing and service organizations may determine the firm’s ultimate success. Errors made at this juncture may overwhelm other efficiencies. 5. Layout design. Material flows, capacity needs, personnel levels, technology decisions, and inventory requirements influence layout. 6. Human resources and job design. People are an integral and expensive part of the total system design. Therefore, the quality of work life provided, the talent and skills required, and their costs must be determined. 7. Supply – chain management. These decisions determine what is to be done and what is to be purchased. Consideration is also given to quality, delivery, and innovation, all at a satisfactory price. Mutual trust between buyer and supplier or necessary for effective purchasing. 8. Inventory. Inventory decisions can be optimized only when customer satisfaction, suppliers, production, schedules, and human resource planning are considered. 9. Scheduling. Feasible and efficient schedules of production must be developed; the demands on human resources and facilities must be determined and controlled. 10. Maintenance. Decisions must be made regarding desired levels of reliability and stability, and systems must be established to maintain that reliability and stability. 2.1.2 Operations Management Strategy According to Jay Heizer and Barry Render (2006, p32), firms achieve missions in three conceptual ways: 1. Competing on Differentiation Differentiation is concerned with providing uniqueness. A firm’s opportunity for creating uniqueness are not located within a particular function or activity, but can arise in virtually everything that the firm does. Moreover, because most products include some service, and most services include any product, the opportunities for creating this uniqueness are limited only by imagination. 2. Competing on Cost Low-cost leadership entails achieving maximum value as defined by your customer. It requires examining each of the 10 operations management decisions in a relentless effort to drive down costs while meeting customer expectations of value. A low-cost strategy does not imply low value or low quality. 3. Competing on Response The response is often thought of as flexible response, but it also refers to the reliable and quick response. Indeed, we define response as including the entire range of values related to timely product development and delivery, as well as reliable scheduling and flexible performance. 2.2 Forecasting These are some definitions of forecasting, based on experts : 1. According to Jay Heizer and Barry Render (2006, p104), forecasting is the art and science of predicting future events. It may involve taking historical data and projecting them into the future with some sort of mathematical model. 2. According to Russel and Taylor (2011, p496), forecast is a prediction of what will occur in the future. 3. According to Stevenson (2010, p72), forecasts are a basic input in the decision processes of operations management because they provide information on future demand. 4. According to Chase, Jacobs (2011, p520), forecasting is the basis of corporate long run planning. In the functional areas of finance and accounting, forecasts provide the basis for budgetary planning and cost control. 5. According to Krajewski, Ritzman, Malhotra (2007, p504), a forecast is a prediction of future events used for planning purposes. 2.2.1 Forecasting Time Horizons According to Jay Heizer and Barry Render (2006, p104), a forecast is usually classified by the future time horizon that it covers. Time horizons fall into three categories: 1. Short - range forecast: This forecast has a time span of up to 1 year, but is generally less than 3 months. It is used for planning purchases, job scheduling, workforce levels, job assignments, and production levels. 2. Medium - range forecast: A medium - range, or intermediate, forecast generally spans from 3 months to 3 years. It is useful in sales planning, production planning and budgeting, cash budgeting, and analysis of various operating plans. 3. Long - range forecast: Generally 3 years or more in time span, long - range forecasts are used in planning for new products, capital expenditures, facility location or expansion, and research and development. 2.2.2 Type of Forecasts According to Jay Heizer and Barry Render (2006, p105), an organization uses three major types of forecasts in planning future operations: 1. Economic forecasts address the business cycle by predicting inflation rates, money supplies, housing starts, and other planning indicators. 2. Technological forecasting are concerned with rates of technological progress, which can result in the birth of exciting new products, requiring new plants and equipment. 3. Demand forecasts are projections of demand for a company's products or services. These forecasts, also called sales forecasts, drive a company's production, capacity, and scheduling systems and serve as inputs to financial, marketing, and personnel planning. Economic and technological forecasting are specialized techniques that may fall outside the role of the operations manager. The emphasis in this book will therefore be on demand forecasting. 2.2.3 Forecasting Approaches Forecasting approaches have two ways to tackle all decision modeling. One is quantitative analysis; the other is qualitative approach. Quantitative forecasts use a variety of mathematical models that rely on historical data or causal variables to forecast demand. Subjective or qualitative forecasts incorporate such factors as the decision maker’s intuition, emotions, personal experiences, and value system in reaching a forecast. Some firms use one approach and some use the other. In practice, a combination of the two is usually most effective(Jay Heizer and Barry Render, 2006:106). Because the writers, are using a quantitative methods to solve the company’s problems. We will discuss more about quantitative methods. 2.2.4 Quantitative Methods According to Jay Heizer and Barry Render (2006:107), quantitative method is a Time-Series Models. Time-series models predict on the assumption that the future is a function of the past. In other words, they look at what has happened over a period of time and use a series of past data to make a forecast. If we are predicting weekly sales of lawn mowers, we use the past weekly sales of lawn mowers when making the forecasts.Time-series models consist of naive approach, moving averages, exponential smoothing, and trend projection with the following descriptions are: 1. Decomposition of a Time Series Analyzing time series means breaking down past data into components and then projecting them forward. A time series has four components: Trend, Seasonality, Cycles, and random variation. a. The trend is the gradual upward or downward movement of the data over time. Changes in income, population, age distribution, or cultural views may account for movement in trend b. Seasonality is a data pattern that repeats itself after a period of days, weeks, months or quarters. There are six common seasonality patterns c. Cycles are patterns in the data that occur every several years. They are usually tied into the business cycle and are of major importance in short term business analysis and planning. Predicting business cycles are difficult because they may be affected by political events or by international turmoil d. Random variation is “blips” in the data caused by chance and unusual situations. They follow no discernible pattern, so they cannot be predicted. 2. Naive approach. The simplest way to forecast is to assume that demand in the next period will be equal to demand in the most recent period. Ft = Yt-1 3. Moving average. Forecast uses a number of actual historical data values to generate a forecast. Moving average is useful if we can assume that market demands will stay fairly steady over time. Mathematically, the simple moving average is expressed as Moving average = Σ demand in previous n periods n 4. Weighted moving average. A time series method in which each historical demand in the average can have its own weight Ft = Σ (weight n periods)(Demands in n periods) N 5. Exponential smoothing. Is a sophisticated weighted moving average forecasting method that is still fairly easy to use. It involves very little record keeping of past data Ft = Ft-1 + _ (At-1 – Ft-1) Where: Ft = new forecast Ft-1 = previous forecast α = smoothing (or weighting) constant (0 ≤ α ≤ 1) At-1 = previous period’s actual demand 6. Exponential smoothing with trend Simple exponential smoothing, the technique we just illustrated is like any moving average technique. It fails to respond the trends. Other forecasting techniques that can deal with trends are certainly available. With trend adjusted exponential, estimates for both the average and the trend are smoothed. This procedure requires two smoothing constants, α for the average and β for the trend. Then compute the average and trend each period: Ft = _ (At-1) + (1 – _)(Ft-1 + Tt-1) Tt = _ (Ft – Ft-1) + (1 – _) Tt-1 Where: Ft = exponentially smoothed forecast of the data series in period t Tt = exponentially smoothed trend in period t At = actual demand in period t α = smoothing constant for the average (0 ≤ α ≤ 1) β = smoothing constant for the trend (0 ≤ β ≤ 1) So the three steps to compute a trend forecast are : a) Compute Ft, the exponentially smoothed forecast for period t, using equation Ft b) Compute the smoothed trend Tt, using equation Tt c) Calculate the forecast including trend , FITt, y the formula FITt = Ft + Tt. 2.2.5 Qualitative Method According to Jay Heizer and Barry Render (2006, p106), qualitative methods consider of 4 different techniques: 1. Jury of Executive Opinion Under this method, the opinions of a group of high-level experts or managers, often in combination with statistical models, are pooled to arrive at a group estimate of demand. 2. Delphi Method There are three different types of participants in the Delphi method: decision makers, staff personnel, and respondents. Decision makers usually consist of a group of 5 to 10 experts who will be making the actual forecast. Staff personnel assist decision makers by preparing, distributing, collecting, and summarizing a series of questionnaires and survey results. The respondents are a group of people, often located in different places, whose judgments are valued. This group provides input to the decision makers before the forecast is made. 3. Sales Force Composite In this approach, each salesperson estimates what sales will be in his or her region. These forecasts are then reviewed to ensure that they are realistic. Then they are combined at the district and national levels to reach an overall forecast. 4. Consumer Market Survey This method solicits input from customers or potential customers regarding future purchasing plans. It can help not only in preparing a forecast, but also in improving product design and planning for new products. The consumer market survey and sales force composite methods can, however, suffer, from overly optimistic forecasts that arise from customer input. 2.3 Measuring Forecast Error According to Jay Heizer and Barry Render (2006, p112), several measures are used in practice to calculate the overall forecast error. These measures can be used to compare different forecasting models, as well as to monitor forecasts to ensure they are performing well. There are 2 methods to measure the forecast error, which are mean absolute deviation (MAD) and mean squared error (MSE). 1. Mean Absolute Deviation (MAD) This value is computed by taking the sum of the absolute values of the individual forecast errors and dividing by the number of periods of data (n): MAD = Σ | Actual – Forecast | N 2. Mean Squared Error MSE is a second way of measuring overall forecast error. MSE is the average of the squared differences between the forecasted and observed values. Its formula is MSE = Σ ( Forecast errors )2 n According to Vincent Gasperz (2004, p80), forecast has a higher accuracy if the number of MAD and MSE are smaller. 2.4 Economic Order Quantity According to Krajewski, Malhotra, Ritzman (2007, p452), EOQ is the lot size that minimizes total annual inventory holding and ordering costs. To determining EOQ is based on the following assumptions: 1. The demand rate for the item is constant 2. No constraints are placed 3. The only two relevant costs are the inventory holding cost and the fixed cost per lot for ordering or setup 4. Decisions for one item can be made independently of decisions for other items. In other words, no advantage is gained by combining several orders going to the same supplier 5. The lead time is constant and known with certainty. The amount received is exactly what was ordered and it arrives all at once rather than piecemeal. The economic order quantity will be optimal when all five assumptions are satisfied. In reality, few situations are so simple. 2.4.1 Reorder Points The reorder point occurs when the quantity on hand drops to a predetermined amount. That amount generally includes expected demand during lead time and perhaps an extra cushion of stock, which serves to reduce the probability of experiencing a stockout during a lead time. Note that in order to know when the reorder point has been reached, a perpetual inventory is required. The goal in ordering is to place an order when the amount of inventory on hand is sufficient to satisfy demand during the time it takes to receive that order. There are four determinants of the reorder point quantity (Stevenson, 2009: 571): 1. The rate of demand (usually based on a forecast). 2. The lead time. 3. The extent of demand or lead time variability. 4. The degree of stockout risk acceptable to management. Now that we have decided how much to order, we will look at the second inventory question, when to order. Simple inventory models assume that receipt of and order is instantaneous. In other words, they assume : 1. That a firm will place an order when the inventory level for that particular item reaches zero 2. It will receive the ordered items immediately. However, the time between placement and receipt of an order, called lead time, or delivery time, can be as short as a few hours or as long as months. Thus, the when-to-order decision is usually expressed in terms of a reoder point (ROP) – the inventory level at which an order should be placed (Jay Heizer and Barry Render, 2011: 512). The reorder point (ROP) is given as: ROP = (Demand per day)* (Lead time for a new order in days) = d*L This equation for ROP assumes that deman during lead time and lead time itself are constant. When this is not the case, extra stock, often called safety stock, should be added. The demand per day, d, is found by dividing the annual demand, D, by the number of working days in year: d = D / Number of working days in a year 2.4.2 Lead Time The lead time is the time between placement of an order and its receipt. Lead time is affected by transportation carriers, buyer order frequency and size, and supplier’s production schedules and may be deterministic or stochastic (in which case it may be described by some probability distribution). For example, rail, truck, and air transportation have different characteristic. The lead time for products shipped by air may be less variable than for products shipped by rail. Also included in lead time is the time the supplier needs to process the order or to produce it if it is not readily available (Evans and Collier, 2007: 488). The lead time usually can impact to the company’s cost. 2.4.3 Stockouts A stockout is the inability to satisfy the demand for an item. When stockouts occur, the item is either back-ordered or a sale is lost. A back order occurs when a customer is willing to wait for the item; a lost sale occurs when the customer is unwilling to wait and purchases the item elsewhere. Back orders result in additional costs for transportation, expediting, or perhaps buying from another supplier at a higher price. Almost sale has an associated opportunity cost, which may include loss of goodwill and potential future revenue (Evans and Collier, 2007: 488). The high percentage of stockouts can lead the condition where the customer try to find another competitors product, as well known as switching cost, because of dissatisfaction. 2.5 Planning According to Bruno Dyck and Mitchell J. Neubert (2011, p8), planning means identifying an organization’s goals and strategies, as well as the appropriate organizational resources required to achieve those goals and implement those strategies efficient and effectively. 2.6 Inventory These are some definitions of forecasting, based on experts : 1. According to Krajewski, Ritzman, Malhotra (2007, p444), inventory management is the planning and controlling of inventories in order to meet the competitive priorities of the organization, is an important concern for managers in all types of businesses. 2. According to Evans, Collier (2008, p481), inventory is any asset held for future use or sale. 3. According to Chase, Jacobs (2011, p594), inventory is the stock of any item or resource used in an organization. An inventory system is the set of policies and controls that monitor levels of inventory and determine what levels should be maintained, when stock should be replenished, and how large orders should be. 4. According to Stevenson (2010, p549), inventory is a stock or store of goods. Inventory management is a core options management activity. 5. According to Rusell and Taylor (2011, p557), inventory is a stock of items kept by an organization to meet internal or external customer demand. 6. According to Chase, Aquilano, Jacobs (2003, p513) the basic purposes of inventory analysis in manufacturing and stockkeeping services is to specify when items should be ordered and how large the order should be. Many firms are tending to enter into longer term relationship with vendors to supply their needs for perhaps the entire year. This changes the "when" and "how many to order" to "when" and "how much to deliver". 2.6.1 Functions of Inventory Inventory can serve several functions that add flexibility to a firm’s operations. The four functions of inventory are (Jay Heizer and Barry Render, 2006, p466): 1. To “decouple” or separate various parts of the production process. For example, if a firm’s supply fluctuates, extra inventory may be necessary to decouple the production process from suppliers. 2. To decouple the firm from fluctuation in demand and provide a stock of goods that will provide a selection for customers. Such inventories are typical in retail establishments. 3. To take advantage of quantity discounts, because purchases in larger quantities may reduce the cost of goods or their delivery. 4. To hedge against inflation and upward price changes. 2.6.2 Types of Inventory To accommodate the functions of inventory, firms maintain four types of inventories ( Jay Heizer and Barry Render, 2006, p466 ) : 1. Raw Material Inventory Raw material inventory has been purchased but not processed. This Inventory can be used to decouple (i.e., separate) suppliers from the production process. However, the preferred approach is to eliminate supplier variability in quality, quantity, or delivery time so that separation is not needed. 2. Work – in – process (WIP) Inventroy Components or raw material that have undergone some change but are not completed. WIP exists because of the time it takes for a product to be made (called cycle time). Reducing cycle time reduces inventory. Often this task is not difficult: During most of the time a product is “being made,” it is in fact sitting idle. 3. MRO (Maintenance / Repair / Operating) MROs are inventories devoted to maintenance/repair/operating supplies necessary to keep machinery and processes productive. They exist because the need and timing for maintenance and repair of any equipment are unknown. Although the demand for MRO inventories is often a function of maintenance schedules, other unscheduled MRO demands must be anticipated. 4. Finished Goods Inventory Completed product awaiting shipment. Finished goods may be inventoried because future customer demands are unknown. 2.6.3 Costs of Inventory Models According to (Jay Heizer and Barry Render, 2006, p470), cost of inventory models consists of: 1. Holding Costs The costs associated with holding or “carrying” inventory over time. Therefore, holding costs also include obsolescence and costs related to storage, such as insurance, extra staffing, and interest payments. Many firms fail to include all the inventory holding costs. Consequently, inventory holding costs often understand. 2. Ordering Costs Ordering costs include costs of supplies, forms, order processing, clerical support, and so forth. When orders are being manufactured, ordering costs also exist, but they are a part of what is called setup costs. 3. Setup Costs The cost to prepare a machine or process for manufacturing an order. This includes time and labor to clean and change tools or holders. Operations managers can lower ordering costs by reducing setup costs and by using such efficient procedures as electronic ordering and payment. 2.6.4 Inventory Models These are some definitions of inventory models, based on experts : 1. According to Taha (2007, p423), inventory modeling deals with determining the level of a commodity that a business must maintain to ensure smooth operation. The basis for decision is a model that balances the cost of capital resulting from holding too much inventory against the penalty cost resulting from inventory shortage. The principal factor affecting the solution is the nature of the demand: deterministic or probabilistic. In real life, demand is usually probabilistic, but in some cases the simpler deterministic approximation may be acceptable. 2. According to Chase, Jacobs (2011, p605), safety stock can be defined as the amount of inventory carried in addition to expected demand. 2.7 Bullwhip Effect Supply chain inventories are prone to fluctuations and instability. Small changes in the end item demand can create an inventory and order oscillations that amplify as one moves up in the supply chain (Barlas and Gunduz, 2011). This phenomenon of amplification of oscillations through the supply chain is also known as the bullwhip effect.According to (Robert. L Bray, 2013), if a company makes purchases from its suppliers more unpredictably than it sells to its customers, it is said to “bullwhip.” Bullwhips can cause problems in the supply chain because it may be difficult for suppliers to adjust production in response to the changeable demand. 2.8 Five Forces of Competition According to Porter (2013, p105), the nature of competitiveness in a given industry can be viewed as a composite of the five forces: 1. Rivalry Among Competing Firms Rivalry among competing firms is usually the most powerful of the five competitive forces. The strategies pursued by one firm can be successful only to the extent that they provide a competitive advantage over the strategies pursued by rival firms. Changes in strategy by one firm may be met with retaliatory countermoves, such as lowering prices, enhancing quality, adding features, providing services, extending warranties, and increasing advertising. 2. Potential Entry of New Competitors Whenever new firms can easily enter a particular industry the intensity of competitiveness among firms increases. Barriers to entry, however, can include the need to gain economies of scale quickly, the need to gain technology and specialized know-how, the lack of experience, strong customer loyalty, strong brand preferences, large capital requirements, lack of adequate distribution channel, government regulatory policies, tariffs, lack of access to raw materials, possession of patents, undesirable locations, a counterattack by entrenched firms, and potential saturation of the market. 3. Potential Development of Substitute Products In many industries, firms are in close competition with producers of substitute products in other industries. The presence of substitute products puts a ceiling on the price that can be charged before consumers will switch to the substitute product. Price ceilings equate to profit ceilings and more intense competition among rivals. Competitive pressures arising from substitute products increase as the relative price of substitute products declines and as consumers’ costs of switching decrease. The competitive strength of substitute products is best measured by the inroads into the market share, those products obtain, as well as those firms’ plans for increased capacity and market penetration 4. Bargaining Power of Suppliers The bargaining power of suppliers affects the intensity of competition in an industry, especially when there is a large number of suppliers, when there are only a few good substitute raw materials, or when the cost of switching raw materials is especially high. It is often in the best interest of both suppliers and producers to assist each other with reasonable prices, improved quality, development of new services, just in time deliveries, and reduced inventory costs, thus enchanting long-term profitability for all concerned In more and more industries, sellers are forging strategic partnerships with select suppliers in efforts to: 1. Reducing inventory and logistics costs 2. Speed the availability of next generation components 3. Enhance the quality of the parts and components being supplied and reduce defect rates 4. Squeeze out important cost savings for both themselves and their suppliers 5. Bargaining Power of Customers When customers are concentrated or large in number or buy in volume, their bargaining power represents a major force affecting the intensity of competition in an industry. Rival firms may offer extended warranties or special services to gain customer loyalty whenever the bargaining power of customers is substantial. Bargaining power of customers also is higher when the products being purchased are standard or undifferentiated. When this is the case, consumers often can negotiate selling price, warranty coverage, and accessory packages to a greater extent. The bargaining power of consumers can be the most important force affecting competitive advantage. Customers gain increasing bargaining power under the following circumstances: 1. If they can inexpensively switch to competing brands or substitutes 2. If they are particularly important to the seller 3. If sellers are struggling in the face of falling consumer demand 4. If they are informed about sellers’ products, prices, and costs 5. If they have discretion in whether and when they purchase the product Figure 2.1 Five Forces of Competition Source : David, Fred R. (2013) 2.9 Theoretical Framework Demand Bullwhip effect Forecasting Inventory Minimize cost Figure 2.2 Theoretical Framework Source : Author In this research, the authors make a research to determine the effect of forecasting and inventory to the bullwhip effect and demand that will help to minimize the cost .According to Stevenson (2010, p72), forecasts are a basic input in the decision processes of operations management because they provide information on future demand. And also the Supply chain inventories are prone to fluctuations and instability. Small changes in the end item demand can create an inventory and order oscillations that amplify as one moves up in the supply chain (Barlas and Gunduz, 2011). This phenomenon of amplification of oscillations through the supply chain is also known as the bullwhip effect. So the forecasting demand and minimize the bullwhip effect using inventory can help to reduce, minimize cost by reducing over stock and also minimize out of stock production.