iupui multidisciplinary undergraduate research institute

MURI Project Status Reporting Form
This form must be prepared by each MURI Mentor at the completion of a project.
Date:
Mentor’s Name:
06/09/2009
Hazim El-Mounayri
Scholars’ Names:
Ricardo Decca
Rapeepan Promyoo
Roozbeh Hojatpanah
Logan Schafer
Shunqing Yang
Hoong Jet Chong
Brief Contributions of Each
Scholar:
Project Title:
Project Goal(s):
Roozbeh Hojatpanah: Leading the work in MD simulation and experimentation.
Logan Schafer: Leading the team, coordinating the work, contributing to running the nano-indentation and nano-cutting experiments on AFM
Shunqing Yang: Contributing to studying MD simulation and running the nano-indentation and nano-cutting experiments on AFM
Hoong Jet Chong: Contributing to running the nano-indentation and nanocutting experiments on AFM
Experimental Validation of Molecular Dynamics (MD) Simulation using
Atomic Force Microscopy
1.
Develop and conduct a MD simulation of nano-indentation
2.
Develop Experimental setup for and run experiments of nano-indentation and cutting
3.
Analyze data, compare numerical results with experimental counterparts, and validate the approach
Start Date:
Expected Completion Date
(state if completed):
Describe your role and activities as a mentor:
What mentoring activities did you implement to assist scholars in project?
How did you help to develop scholars’ research skills?
12/2008
08/2009
As the project mentor, I implemented a plan to have bi-weekly team meetings to discuss the students’ progress and to provide feedback.
Initially, the students were provided with objectives that they were expected to accomplish. These objectives were in general terms, leaving the students free to develop their own methodology and solutions. During the team meetings, I would then provide them with feedback on their methodology and progress and offer suggestions for their future work. The generality of this method led to a steep learning curve on the part of the
Is your project approach potentially applicable to other contexts or disciplines?
What tips would you offer?
What outcomes have resulted from this project
(presentations, poster, publication, report, etc.) scholars, which required them to think critically about how they were going to accomplish their objectives. On the other hand, scholars were directed to and guided through several training sessions to learn the tools and equipment usage.
So far, only this progress report; however, we expect a poster and a final report to be submitted before the end of the summer. Also, an abstract to an international conference was submitted. The planned paper will be based on the work and results of this MURI project.
Summary of Results of
Project:
Do you think you met the goals of your project?
What, if anything, would you do differently?
Did you have any unexpected outcomes
(positive or negative)?
What other comments or suggestions do you
have?
Although not all of the objectives were completely achieved during the term of this project, the scholars made good progress towards the final project goals. Students got introduced to MD simulation and trained on using the
Atomic Force Microscopy (AFM). Preliminary research results were obtained by running tests on the AFM and measuring force and indentation.
Two types of tests were conducted: 1) Nano-indentation; 2) Nano-cutting.
Please attach any evidences of achievement to this document and mail them to Director of MURI, Hasan
U. Akay, at hakay@iupui.edu
. See below for suggested compilation for at least one of the following.
Thanks…
1. Written Final Report
See below
2 | P a g e
INDIANA UNIVERSITY PURDUE UNIVERSITY INDIANAPOLIS
IUPUI MULTIDISCIPLINARY UNDERGRADUATE RESEARCH INSTITUTE (MURI)
Experimental Validation of Molecular Dynamics (MD)
Simulation using Atomic Force Microscopy (AFM)
Roozbeh Hojatpanah
Logan Schafer
Summer 2009
3 | P a g e
1. Abstract:
This project focuses on nano-scale machining, primarily in the area of nano indentation. The purpose of the research described in detail in this report is to validate molecular dynamic simulation using experimental data obtained using an atomic force microscope (AFM). The work done in this project was essentially broken into two separate categories (simulation and experimental) which, once completed, were then compared to each other to determine the level of coherence between each other. The first section was the molecular dynamic section. A code was written using algorithms and three basic boundary conditions to simulate the nano cutting process. Once the code was created, the molecular dynamics of the cutting process was simulated. The results from this simulation were later compared to the results of the experimental section of the project. In the experimental section of the project, Basic indentations and cuts were placed on the specimen by the AFM to replicate nano-scale machining. These indentation and cuts were then analyzed using the AFM. Multiple cuts and indentations were created using various forces in order to provide a wide range of data that could better validate the molecular dynamic simulation. Because of technical issues with the AFM, the only experimental data obtained to date is on a gold specimen. When the AFM is fixed, the
Principal Mentor: Dr.Hazim El-Mounayri, Associate Professor
Co-Mentor's: Dr.Ricardo Decca, Associate Professor,
Rapeepan Promyoo, PhD candidate
same experimental procedure will be conducted on the copper and aluminum specimen. Once the simulation and experimental data for copper and aluminum is obtained and analyzed, the
4 | P a g e
results of these two analyses will then be cross analyzed to determine the level of accuracy of the simulation to actual nano-scale physical behavior.
2. Introduction:
The purpose of this project is to experimentally validate molecular dynamic simulations of the nano-machining process. Recently, ultra-precision machining has been playing a rapidly increasing and important role in manufacturing, especially in the field of biomedical, electrical, and telecommunication. Some applications of ultra-precision machining are in the production of computer memory disks, camera lenses, and optical mirrors. Most of these applications require a high level of accuracy and surface finish. In nanometric machining, the machining accuracy can be as high as one nanometer. The two major types of nanometric machining processes are singlepoint diamond turning and ultra-precision diamond grinding. Both processes are capable of producing extremely fine surface finish and involve very small chip size (usually on the order of a few nanometers). Single-point diamond turning has been widely used in the machining of ductile materials, such as copper and aluminum, while ultra-precision diamond grinding has been used in the machining of brittle materials, such as glasses and ceramics. LAMMPS (Large-scale
Atomic/Molecular Massively Parallel Simulator), a classical MD code shall be used to model and simulate nano-indentation of soft as well as hard materials. If the simulations can be validated experimentally, Nano-machining costs can be greatly reduced by first simulating the machining process and eliminating errors before the physical machining process takes place.
This project is essentially broken into two sections, experimental and simulations. The
5 | P a g e
experimental section of this project entails analyzing indentations and cuts the replicate the nano cutting process. The experimental analysis is performed using data obtained from the AFM
(Atomic force microscope) which will be used to conduct actual indentation at the nano-scale, and provide data for the experimental verification of LAMMPS-based MD simulation. The data achieved in the experimental section of this project should then be compared to the simulations which should replicate the physical cuts in the metal. Below is a summary of the progress that has been made in each of the two parts of this project. More specifically, the project has three aims:
Aim 1: Develop and conduct a MD simulation of nano-indentation
Aim 2: Develop Experimental setup for and run experiments of nano-indentation and cutting
Aim 3: Analyze data, compare numerical results with experimental counterparts, and validate the approach
3.
Literature Survey:
This chapter starts with a description of MD modeling of nanometric machining process.
Next, existing simulation techniques used in the modeling of nanometric cutting are reviewed.
Based on this review, the current limitations are highlighted.
3.1 Molecular Dynamics Modeling of Nanometric Machining Process
MD simulation is a useful tool to achieve deeper understanding of various phenomena at micro and nano scales. Such a simulation was initiated in the late 1950s by Alder and
Wainwright [5, 6] in the field of statistical mechanics and has been applied to a wide range of
6 | P a g e
fields including tribology, friction, fracture, surface defects, etc. However, the application of MD simulation to machining has only started recently. The pioneering study was conducted by Belak et al. at the Lawrence Livermore National Laboratories (LLNL) in 1990 [4]. This led several other researchers to explore and extend the simulation to nanometric machining. A key research element in nanometric machining consists of the choice of both the potential energy function and the atomistic model. In the following section, these aspects are described.
3.1.1 Potential Energy Functions
MD simulation involves the interaction of a large number of atoms as deformation occurs on an atomic scale. The interaction of each atom can be approximated by a potential energy function in accordance with Newtonian mechanics. The quality of the MD simulation results depends on the accuracy of the potential energy function used. On the other hand, the complexity of the potential energy function directly affects the computational time [4].
The selection of the potential function depends on the type of material used in the model. Morse potential is commonly used. For example, Lin and Huang [7] conducted a MD simulation of cutting with single crystal copper using Morse potential. They introduced the concept of shape function into the finite element method and MD simulation, and evaluated the chip formation and strain/stress distribution. Shimada et al. [8] used Morse potential to study chip removal, cutting force, and specific energy of micromachining of copper. They [9] also conducted a MD simulation of microcutting of copper and aluminum. The effects of minimum thickness of cut and tool edge radius on chip and surface generation were investigated. They concluded that the minimum thickness of cut is about one nanometer or less, that is 1/20 to 1/10 of the tool edge radius. They also concluded that the quality of the work surface of copper is better than that of
7 | P a g e
aluminum. Zhang and Tanaka [10] studied the mechanism of wear and friction on the atomic scale with the aid of MD analysis. A modified Morse potential function was proposed in the study to investigate the effect of surface contamination. They have identified four distinct regimes of deformation consisting of no-wear regime, adhering regime, ploughing regime and cutting regime. Komanduri et al. [11] used Morse potential to conduct MD simulation of the ultra-precision grinding process. The effects of negative-rake-angle tools on the cutting forces, specific energy, and subsurface deformation were investigated. They concluded that an increase in the negative rake angle resulted in the increase in the cutting forces, thrust forces, the ratio of the thrust to the cutting forces, the specific energy and the subsurface deformation. Komanduri et al. [12] also conducted a MD simulation of nanoindentation and nanoscratching on single crystal aluminum at extremely fine scratch depths in order to investigate the atomic-scale friction. In another work [13], they used the same energy function to study the effects of crystal orientation, cutting direction and rake angle on nanometric cutting of single crystal aluminum. In addition, they applied MD simulation to the study of burr formation and exit failure in both ductile and brittle materials [14]. They successfully simulated burr formation on a ductile material and crack propagation in brittle material.
Another potential energy function used in the MD simulation is the embedded atom potential
(EAM). EAM is a multi-body potential that was developed to describe the metallic bonding character more accurately. It is an extension of the two-body potential for metals and is expected to account realistically for the effect of free electron gas that surrounds each atom. It is considered a more realistic potential energy function for modeling the change in properties of metal near a free surface [4]. The EAM potential has been widely used in various MD simulations of metals. However, few MD simulation studies of nanometric cutting have
8 | P a g e
employed the EAM potential. Belak et al. [15] have used MD simulation to study nanometric cutting of copper using the EAM potential. The effects of depth of cut and tool edge radius on chip formation were investigated. Ye et al. [16] used EAM potential to conduct MD simulation of nanometric cutting of copper. The nature of material removal, chip formation, material defects and friction forces were investigated. However, in their study copper tools were used instead of diamond tools which are the ones used in the real process (i.e. ultra-precision machining).
Another potential energy function used in MD simulation of nanometric cutting is Tersoff potential. The latter is used in the case of semiconductor material (e.g. silicon, germanium and diamond) which are covalently bonded materials. Komanduri et al. used this energy potential function to [17] conduct a MD simulation of nanometric cutting of single-crystal, defect-free, pure silicon using the Tersoff potential. The effects of rake angle, width of cut, depth of cut and clearance angle on material removal and surface generation were investigated. Kang et al. [18] used the same function to analyze the mechanism of nanometric grinding.
3.1.2 Atomistic Model Design
Researchers have developed both two-dimensional (2-D) and three-dimensional (3-D) models of nanometric cutting. Many of the existing models are however 2-D [9, 10, 14, 18]. 2-D based MD simulation is very computational efficient, but result in a significant loss of the quality of material representation. Rentsch and Brinksmeier [19] have reported that 2-D models react stiffer and show a reduced elastic yielding ability compared to 3-D models, which results in stronger deformation and dislocation propagation. Recently, the application of 3-D models with a small width has been reported [13, 16, 17, 20]. Periodic boundary condition was applied to 3-D models with small width in order to create a continuous model and material structure along the applied axes by connecting parallel sides. In this way, bulk-material-like models can be
9 | P a g e
generated. Moreover, a correct 3-D structure with large dimensions for the orthogonal view plane can be modeled with a significantly reduced number of atoms, compared to a 3-D model with a large width. [21].
One major concern in MD simulation is the high computational time required. In order to reduce it, the cutting speed used in most nanometric cutting simulation is extremely high (200-500 m/s).
In fact, compared to conventional speeds (2 to 5 m/s), cutting speeds used in MD simulation are too high and somewhat unrealistic. However, with the introduction of faster workstations and parallel computing, cutting speeds can be brought close to conventional ones. For example, Chen et al. [22] introduced parallel MD method, based on spatial decomposition and particle decomposition, into the study of 3-D nanometric machining of copper with cutting speeds of 20 m/s and 200 m/s. The energy function used was Morse potential.
Another factor affecting the computational time is the number of atoms. The higher the number of atoms, the longer the computational time. To keep the processing time under control, most existing models of nanometric cutting use less than 15,000 atoms [21]. The largest models of nanometric cutting found in the literature contain approximately 120,000 atoms [23]. Due to the current limitations of computer speed and memory, one million atoms could be considered the upper limit at this stage.
In most MD simulation of nanometric cutting, the tool is modeled as a rigid body. Hence, toolworkpiece interaction, tool wear and tool deformation can be ignored. Cheng et al. [24] used MD simulation to model a diamond tool as a deformable body. In the study, the simulation was carried out to simulate the nanometric cutting of a single crystal silicon plate. Their model accounted for heat generation. They also investigated the mechanism of tool wear, temperature,
10 | P a g e
and stress in diamond tools. The analysis of the relationship between the temperature and sublimitation energy of diamond atoms and silicon atoms was provided. The simulation results were compared with experiments conducted on an atomic force microscope where a diamond tool operated on a single crystal silicon plate. The model was able to predict thermo-chemical wear of the diamond cutting tool.
3.2 Other Nanometric Machining Simulation Methods
Several methods have been developed to enhance the computational speed of MD simulations. The techniques that are of interest here include book-keeping method, linked-list method, area-restricted molecular dynamics (ARMD), length-restricted molecular dynamics
(LRMD), and Monte Carlo simulation.
In the book-keeping method, a list of neighboring atoms for each atom is created. For the force calculation, only the interactions of each atom with its neighboring atoms are considered.
The neighbor list must be updated every few time steps as atom positions change. This procedure permits a reduction in the computational time [4].
The linked-list method is an extension of the book-keeping method. Since the neighbor list of the book-keeping method need to be updated as atom positions change, the overall system has to be calculated for new neighboring atoms of each atom which is time consuming. This is not needed in the case of the linked-list method which, unlike the book-keeping method, employs a structured simulation space. The simulation space is divided into small volumes, and the neighboring volumes are tabulated. When only the neighbor-atom list needs to be updated, the small volumes and those directly surrounding them are checked. This method has been used in most MD simulation; however, it does not totally overcome the problem of computational time.
11 | P a g e
Maekawa and Itoh [25] introduced a new MD simulation model based on the Nosé-Hoover method called an area-restricted molecular dynamics (ARMD). The ARMD method was proposed to reduce the computational time, by limiting the MD calculation only to the atoms inside a region around the tool rake face, as shown in Figure 2.1. The outermost circular boundary consists of four layers of fixed atoms. Two layers of thermostat atoms are placed next to the fixed boundary. The existence of the thermostat atoms is to ensure that the heat generated during machining is dispersed outside the simulation region, keeping the temperature in the layers constant. The restricted area around the tool moves along with the tool in the direction of cut. The ARMD method reduces the computational time by a factor of three was reported, but does not overcome the problem of large memory usage. Even though the MD calculation is performed only on the atoms inside the restricted area, the total number of atoms considered in the ARMD method is not reduced. The atoms that do not take part in the MD calculation are also stored in the memory thereby increasing the memory requirements. Another disadvantage of this method is that this area has to be modified depending on the cutting conditions and tool geometry used [25].
Chandrasekaran et al. [26] proposed a method, called length-restricted molecular dynamics
(LRMD) simulation, where the length of the work piece material is maintained constant throughout the simulation but the atoms from the machined part of the work material which would not affect the simulation results are discarded. After the atoms are discarded, the same memory locations are used to add new atoms to the work material. Therefore, the number of atoms considered in the LRMD simulation is reduced and any length of work material can be simulated using a significantly smaller number of atoms. As such, LRMD overcomes the limitation of ARMD in terms of memory requirement.
12 | P a g e
Komanduri et al. [27] introduced a new Monte Carlo method, which is only applicable to systems that are microcanonical. Their model provided a reasonable estimation of the local temperature at the cutting zone. The nanometric cutting of single-crystal aluminum at conventional cutting speed (5 m/s) was simulated for the first time. The effect of crystal orientation and rake angles were also investigated.
3.3 Micro scale research
3.3.1Micro ultrasonic machining:
It is an emerging method for the micromachining of hard and brittle materials without any thermal damage. Removal of material in USM depends on the clearance between tool and work piece surface. It changes between 2 and
3. Their occurrence is based on 2 ratios:
I.
The critical size ratio: it is longest diagonal of cross-section to the film thickness
(hf).
II.
Hardness ratio: it is the ratio of the hardness of the work piece(Hw) to hardness of the tool.(Ht)
3.3.2
Micromachining by laser ablation:
Blind and through micro holes can be drilled by percussion. Their diameter could be between 20 to1000 macro millimeters.
Laser-metal interaction model:
13 | P a g e
During this process material density does not change dramatically. The separation temperature can be expressed as:
Where ρ0, ρc and Tc are the normal density.
The location of the sepration point is found by heat diffusion equations:
Where Te, Ti, Ce and Ci are the temperatures and the volumetric heat capacities of the electrons and the lattice.
Auxiliary equations: 𝛕 means energy exchange time for the electrons and lattice.
R is surface reflectivity. Α is the absorption coefficient and I is the laser power density reaching the target surface.
3.3.3
Determination of micro milling:
It is all about depth of the cut. To measure the cutting forces, it is necessary to clearly understand the dynamic characteristics of micro milling. I found lots of mathematical calculations in one of studies which you gave me about a new cutting force model that takes minimum chip thickness.
14 | P a g e
3.3.4
Some measurement Techniques in micromachining:
Each of these methods has lots of description which I will write them in my next report.
Scanning electron microscopes (SEM)
Scanning tunneling microscope (STM)
Scanning force microscopes (SFM)
3.4 Limitations
In all of the above cases, the computational time is a limitation. This is addressed here by the use of parallel computing which is supported by LAMMPS, a general-purpose MD code.
The unique contributions of this thesis consist of the development of a MD simulation model for machining using LAMMPS with embedded-atom potential, as well as a pre-processor for generating the atomistic model of workpiece and tool material. The pre-processor is designed to allow for the cutting parameters (such as depth of cut, tool rake angle, tool clearance angle, and tool edge radius) to be easily changed through the graphical user interface. The visualization of initial atom coordinates of tool and workpiece is also provided to check for the correctness of the initial model. In addition, nanometric machining of copper at conventional cutting speed (5 m/s) is simulated for the first time using LAMMPS.
4.
MD Simulation:
15 | P a g e
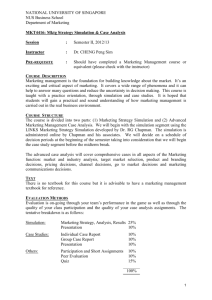
As nanometric machining involves changes in a small region, it is difficult to investigate the machining process and determine the machining parameters experimentally. Therefore, a computer simulation technique is needed to study the nanometric machining process. Molecular dynamics (MD) is one of the computer simulation techniques wherein atoms and molecules are allowed to interact for a period of time, and are used to simulate the time dependent behavior of a molecular system. When these computer simulations are experimentally validate, the time cost and quality of nanomachining will be greatly increased. The board overview of MD simulation is given in the Figure below.
Initial positions and velocities
Boundary conditions
Potential energy function
etc.
Molecular Dynamics
Simulation
Figure1: overview of molecular dynamic simulation.
Trajectories
Forces
Energy of the system
Temperature
Pressure
etc.
MD simulation is a useful tool to achieve deeper understanding of various phenomena at micro and nano scales. Such a simulation was initiated in the late 1950s by Alder and Wainwright in the field of statistical mechanics and has been applied to a wide range of fields including topology, friction, fracture, surface defects, etc. However, the application of MD simulation to machining has only started recently. The pioneering study was conducted by Belak et al. at the
Lawrence Livermore National Laboratories (LLNL) in 1990. This led several other researchers to explore and extend the simulation to nanometric machining.
MD simulation involves the interaction of a large number of atoms as deformation occurs on an atomic scale. The interaction of each atom can be approximated by a potential energy function in
16 | P a g e
accordance with Newtonian mechanics. The quality of the MD simulation results depends on the accuracy of the potential energy function used. The PI of this proposal has successfully developed MD models for simulating nano-machining. The prediction of those models compared well with other published results. However, no experimental validation was conducted. Also, the literature doesn’t show such validation for processes such as nano-machining. In view of the above, the proposed work aims at developing a way of validating the Molecular Dynamic (MD) technique as implemented in LAMMPS. More specifically, it aims at experimentally validating
MD modeling and simulation by using mechanical nano-indentation as a case study.
Methodology:
LAMMPS-based MD modeling and simulation (of nano-indentation):
LAMMPS stands for Large-scale Atomic/Molecular Massively Parallel Simulator. It is a classical molecular dynamics code designed for high-performance simulation of large molecular systems. LAMMPS is a C++ code capable of modeling atomic, polyatomic, biological, metallic or granular molecules using a variety of force fields and boundary conditions. Algorithms for extending the functionality can be written in high-level languages such as Matlab. In general,
LAMMPS integrates Newton`s equations of motion for collections of atoms, molecules, or microscopic particles that interact via short- or long-range forces with a variety of initial and/or boundary conditions. The development of the nano-indentation model on LAMMPS will follow closely that of nano-machining, but with the rigid tool approaching the material vertically in this case. More specifically, the development of a LAMMPS-based model for indentation will involve the following (to be conducted by the MURI team).
17 | P a g e
Writing an algorithm in Matlab to model the atomic structure of the material(s) in question
:
The development of the MD model for nano-machining is described below.
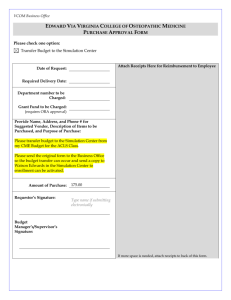
The schematic MD simulation model of nanometric cutting is shown below. The simulation model consists of a single crystal workpiece and a cutting tool. The workpiece in the MD simulation is divided into three different zones, namely the boundary zone, the thermostat zone, and the Newtonian zone.
Figure2: specimen and cutting tool boundary conditions.
A few layers of boundary and thermostat atoms are placed on all sides of the crystal except on the top surface of the work piece. The height (y-axis) and the length (x-axis) of the work piece are selected large enough to avoid or minimize the boundary effects for the simulated depth of cut, but small enough to be able to simulate in reasonable amount of time. The width of
18 | P a g e
workpiece (z-axis) is small in comparison to the height and length of the workpiece. Fixed boundary conditions are applied to the boundary atoms. The atoms are fixed in the position to reduce the edge effects and maintain the symmetry of the lattice. Periodic boundary conditions are maintained along the z direction. In periodic boundary conditions, the simulation box is replicated throughout space to form an infinite lattice. The periodic boundary conditions are usually employed when a simulation seek to investigate the behavior of an isolated system, to avoid spurious edge effects and thereby simulate the behavior of a much larger crystal system.
The thermostat zone is applied to the MD simulation model to ensure that the heat generated during the cutting process can conduct out of the cutting region properly. The temperature can be maintained by scaling the velocities of the thermostat atoms for each computational time step.
The motion of the atoms in the Newtonian zone is determined by the forces derived from the potential energy function and the Newton’s equation of motion. The potential energy functions used in the simulations are the Morse potential and the EAM potential. The EAM potential is employed for the interaction between copper (Cu) atoms in the workpiece material. However, there is no available EAM potential between copper (Cu) and carbon (C) atoms, the Morse potential is employed for the interaction between the copper workpiece and the diamond cutting tool in the MD simulations. The Morse potential is a commonly used empirical potential energy function for bonded interactions.
Writing an algorithm in Matlab to model the atomic structure of the material(s) in question
:
19 | P a g e
The development of the MD model for nano-machining was described above. The simulation model consists of a single crystal workpiece and a cutting tool (refer to figure 2 for crystal/work piece schematic). The workpiece in the MD simulation is divided into three different zones, namely the boundary zone, the thermostat zone, and the Newtonian zone each with a different boundary condition and simulation algorithm.
Deriving/formulating the potential function for material(s) that will be used in this study:
As mentioned in the previous section, the Morse potential is a commonly used empirical potential energy function for bonded interactions The Morse potential energy function U can be expresses as a function of inter-atomic distance r as the following formula:
U ( r )
D
exp
2
r
r e
2 exp
r
r e
Where r is the distance between the atoms, r e
is the equilibrium bond distance, D is the cohesive energy, and α is a parameter controlling the width of the potential. The single independent variable in the equation is r . The constant parameters, r e
, α
, and D , can be determined on the basis of the physical properties of the material. For example, the parameters used in the Morse potential for copper [12] are: D (eV) = 0.1;
α
(10
10
m
-1
)=1.7; r e
(10
-10 m
)=0.22. In this study, parameters for the materials to be used in the nano-indentation experiments will be extracted/computed based on the current literature. After the model is developed, it will be used to predict those parameters which can be measured using the AFM. Among those are cutting forces and deformed geometry.
20 | P a g e
5.
Experimental setup & Experiments
21 | P a g e
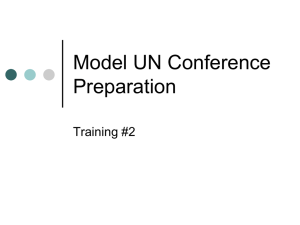
Figure3: Example of AFM tip and specimen setup
Using indentation cantilevers, it is possible to dent a variety of materials. Dents can be made at various forces and rates, using the deflection of the cantilever as a measure of the force.
A dent is made by forcing the tip into the sample surface until the required cantilever deflection is reached. The tip is then lifted to its initial Z position above the sample surface. For each dent, a plot of the cantilever deflection versus the displacement in the Z direction, called a force plot, is recorded.
It is also possible to execute indentation arrays automatically using the Auto Indent command.
Automated indentation includes the ability to increment or step the indentation force simply be specifying an initial force and a force increment. The force is incremented in the X direction and
22 | P a g e
held constant in the Y direction. Both the number of dents and the spacing between them—in both X and Y directions can be preset by the user prior to executing the indentation array. For each dent, a force plot is recorded.
Figure4: AFM indentation cantilever
Indentation cantilevers can also be used for scratch testing on a variety of materials. Scratches can be made at different forces, rates, angles, and lengths. Nano-scratching is essentially the same process as nano-indentation, except that the tip is moved laterally by a prescribed amount after the sample surface is penetrated. A scratch is made by forcing the tip into the sample surface until the required cantilever deflection is reached. Then, with the Z feedback turned off, the tip is moved laterally using the preset distance, direction and rate. The tip is then lifted to its initial Z position above the sample surface.
Design of experiments (DOE): based on the typical range of parameters
Objective: Conduct DOE (i.e. design the experiments that need to be run) for two types of experiments
1. Vertical indentation:
23 | P a g e
Indentation force: Vertical component of force (at the tip)
Range: 10-3
Tip: A cube with a corner pointed downward
- Volume of indentation
- Volume of material
Time to complete an experiment: Up to 50 experiments in one hour
2. Horizontal material removal
Set the vertical force Depth of indentation
Shape of the cut
Volume of material
Depth of indentation: Minimum & maximum indentation depths
MD simulation v.s. AFM (We could go µms in depth)
AFM:
How deep of an indentation we can do? Typical range: 5 nm < depth < µms
In fact, the sample is not flat; the roughness resulting from polishing is about 20 nm; thus, we need a depth that is larger than the surface roughness.
Note: if we want a flat surface, we need to use silicon (single crystal). In this case, one could go as low as 2-3 nm depth.
Vary the velocity of the tip:
- Speed
- Direction
Typical cutting speed: 10 µm/sec (which is much lower than what we simulated in nanomachining, i.e. 5m/s)
24 | P a g e
Time to complete an experiment: # of data points to measure in a reasonable time is 10-100
The basic nano-indentation/nano-scratching procedure consists of the following:
1.
Load the sample and indentation probe into the Atomic Force Microscope.
2.
Align the laser on the reflector atop the cantilever.
3.
Set Real-time / Stage / Parameters / SPM safety to 200 mm(Applies to Dimension users only).
4.
Engage on surface in TappingMode with RMS amplitude of 0.25–0.3 Volts.
5.
Image sample to locate area of interest.
6.
Transfer to Indent mode or Scratch mode and indent/scratch the surface.
7.
Return to image mode to view the indentations just created.
Step by step procedure of AFM setup:
1.
Remove probe holder from AFM
2.
Mount probe into the holder
3.
Place probe holder back AFM
4.
Turn nitrogen on to ensure AFM table vibration dampening
5.
Switch on AFM
6.
Turn on PC and open the program called “Nanoscope 5.31 R1”
7.
Select “Microscope” then “Profile” then select either ”Tapping AFM” or “Contact AFM” then select “Load”
8.
Calibrate AFM by rotating the top 2 and side 2 cantilevers. First calibrate with the top 2 buttons to locate the middle end of the tip. Then calibrate using the side 2 buttons by adjusting the crosshair to the center.
9.
Insert sample on AFM then turn vacuum on to properly attach the sample on the AFM.
25 | P a g e
10.
Bring the probe down manually until it is close enough to the sample.
11.
In the program, select Image Mode
12.
Select the green arrow with the button arrow facing down to bring the probe down closer.
Select manual and click the down button. Once it is very near then hit close, then it will approach itself to the sample.
13.
Select the red arrow with the button arrow facing up to bring the probe upward.
14.
To start analyze the sample; hit the button of the top left which look like a microscope button.
15.
In the main screen, there will be 2 channels, set the first channel to scan for height and second channel to scan for scale.
16.
Set the scan angle to be 0’
17.
Go to scope trace and try to adjust the yellow line almost same with the white line by setting the “Internal Gain”, Deflection Set point”, or “Proportional Gain”.
18.
To save image, go to “Capture” then click “Capture filename” to set the filename of the image. After then click the camera capture icon right next to it.
6.
Result of Research:
Velocity:
Constant when moving the tip vertically (i.e. indentation)
Variable when moving horizontally (i.e. machining)
Force:
26 | P a g e
The force applied to the specimen can be calculated from cantilever’s deflection. two indentation and three scratches were created on the specimen and then analyzed:
Table 1: Experimental data and results
Indentation Deflection(V) Force(N) Depth(nm)
Point1
Point2
Line1
Line2
1.0
3.0
2.0
3.0
3.763E-04
4.805E-04
4.315E-04
4.805E-04
19.187
53.692
28.292
36.679
Line3 4.0 5.325E-04 39.313
As you see the tip is a vertical pyramid and in our calculations we use a corner of a cube as the tip:
Figure5: AFM cantilever defining properties and dimension
27 | P a g e
6: AFM experimental results of specimen analysis
Figure
28 | P a g e
Figure7
: AFM experimental results of specimen analysis
7.
Conclusions and Recommendations:
In this study, MD simulation models for machining are developed using LAMMPS, a general purpose MD simulation code, to study the machining process at the atomistic level. In an attempt to address the current limitation on computational time, MD simulations of nanometric cutting are performed with the use of parallel computing. It is clear that the computational time is significantly reduced in parallel computing.
29 | P a g e
8.
References:
1.
R. Promyoo, H. El-Mounayri, X. Yang, “Molecular Dynamics Simulation of
Nanometric Machining under Realistic Cutting Conditions”, 2008 ASME International
Conference on Manufacturing Science and Engineering (MSEC2008), October 7-10,
2008, Evanston, IL.
2.
Rapeepan Promyoo, Hazim El-Mounayri, and Xiaoping Yang, “A more Comprehensive
Molecular Dynamics Simulation of Nanometric Cutting using LAMMPS”, submitted to the Journal of Materials Processing Technology, June 2008
30 | P a g e
9.
Appendices
31 | P a g e
32 | P a g e
33 | P a g e
Matlab program that we used it as a tool for LAMMPS:
clear;
%tool coordinate a=3.567; nx=6; ny=6; nz=6; angr=15; angc=10; x=[0;0;0;0;0;a;a;a;a;a;a/2;a/2;a/2;a/2;a/4;3*a/4;a/4;3*a/4]; y=[0;a;0;a;a/2;0;0;a;a;a/2;a/2;0;a;a/2;a/4;3*a/4;3*a/4;a/4]; z=[0;0;a;a;a/2;0;a;a;0;a/2;0;a/2;a/2;a;3*a/4;3*a/4;a/4;a/4]; for m=1:nx-1 for i=1:18 if (x(i)~=0)
x(i+13*m)=x(i)+a*m;
y(i+13*m)=y(i);
z(i+13*m)=z(i); end end end j=18+13*m; l=1; for n=1:ny-1 for i=1:j if (y(i)~=0)
x(j+l)=x(i);
y(j+l)=y(i)+a*n;
z(j+l)=z(i);
l=l+1; end end end k=j+l-1; ll=1; for p=1:nz-1 for i=1:k if (z(i)~=0)
x(k+ll)=x(i);
y(k+ll)=y(i);
z(k+ll)=z(i)+a*p;
ll=ll+1; end end end ii=length(x); for i = 1:ii yt(i)=x(i)*cosd(angr)-y(i)*sind(angr); xt(i)=x(i)*sind(angr)+y(i)*cosd(angr); zt(i)=z(i); end kk=0; for i=1:ii if ((yt(i)>=(xt(i)*tand(angc))) && (xt(i)<=30))
34 | P a g e
kk=kk+1;
no(kk)=kk;
xx(kk)=xt(i)+ 120;
yy(kk)=yt(i)+ 101.36;
zz(kk)=zt(i)-8.9175; end end type=ones(kk,1); num=no'; t=[num type xx' yy' zz'];
%workpiece coordinate aw=3.62; nxw=10; nyw=10; nzw=10; xw=[0;0;0;0;0;aw;aw;aw;aw;aw;aw/2;aw/2;aw/2;aw/2]; yw=[0;aw;0;aw;aw/2;0;0;aw;aw;aw/2;aw/2;0;aw;aw/2]; zw=[0;0;aw;aw;aw/2;0;aw;aw;0;aw/2;0;aw/2;aw/2;aw]; for m=1:nxw-1 for i=1:14 if (xw(i)~=0)
xw(i+9*m)=xw(i)+aw*m;
yw(i+9*m)=yw(i);
zw(i+9*m)=zw(i)-7.24; end end end j=14+9*m; l=1; for n=1:nyw-1 for i=1:j if (yw(i)~=0)
xw(j+l)=xw(i);
yw(j+l)=yw(i)+aw*n;
zw(j+l)=zw(i);
l=l+1; end end end k=j+l-1; ll=1; for p=1:nzw-1 for i=1:k if (z(i)~=0)
xw(k+ll)=xw(i);
yw(k+ll)=yw(i);
zw(k+ll)=zw(i)+aw*p;
ll=ll+1; end end end wp=[xw zw yw]; for n=1:length(wp)
35 | P a g e
nc(n)=kk+n; end for i=1:length(wp) if (xw(i)< 1*aw) | (yw(i)<1*aw)
typ(i)=4; elseif (xw(i) > (nxw-1)*aw)
typ (i) = 4; elseif (xw(i)< 2*aw) | (yw(i) < 2*aw)
typ(i)=3; elseif (xw(i)>(nxw-2)*aw)
typ(i)=3; else
typ(i)=2; end end numw=nc'; typew=typ'; co=[num type xx' zz' yy';numw typew xw zw yw]; dlmwrite( 'cu15.txt' ,co, 'delimiter' , '\t' , 'precision' , '%.6f' ) aa=[xx';xw]; bb=[yy';yw]; cc=[zz';zw]; plot(aa,bb, 'o' );
36 | P a g e