development of nanocomposite mold insert for microfabrication of

World Journal Of Engineering
DEVELOPMENT OF NANOCOMPOSITE MOLD INSERT FOR
MICROFABRICATION OF POLYMERIC MICROFLUIDIC DEVICES
R.K. Jena
1,2
, C.Y. Yue
1,2
and Y.C. Lam
1,2
1
Singapore-MIT Alliance, Manufacturing Systems and Technology Programme,
Nanyang Technological University, 65 Nanyang Drive, Singapore 637460.
2
School of Mechanical and Aerospace Engineering, Nanyang Technological University,
Introduction
Polymer based microfluidic devices have attracted increasing interest in the past few years, especially in chemical and biomedical applications, due to their low cost, disposability and easy fabrication technique [1]. The low cost mass-production of polymer microfluidic components can be achieved using either injection molding or hot embossing process. In both the techniques, a mold is required to transfer the patterned features onto the polymer substrate. The mold must be robust and be used to produce more than 500 parts without any degradation of the microstructure or breakdown of the mold. The properties required for the selection of mold material include low cost, high stiffness, high strength, high fracture toughness, good surface finish, good wear and corrosion resistances and high thermal conductivity.
More importantly, it should be easy to produce the desired features in the mold material over a wide range of length scales and aspect ratios. Therefore, the key issue here is the selection of tool materials and its manufacturing.
In this work, we have developed a nanocomposite epoxy mold for microfabrication and have performed hot embossing experiments to produce micromixer chips.
Experimental
Materials/chemicals
The OH functionalized MWCNTs with a purity > 95% having outer diameter 8-15 nm and length 50 μm were purchased from Nanostructured & Amorphous Materials
Inc., USA. Conapoxy® FR-1080 high temperature epoxy was purchased as a kit including resin, glycidyl phenol/formaldehyde polymer and hardener
(nadicmethylanhydride,2,4,6tris(dimethylaminomethyl) phenol, from Cytec Industries Inc. (Olean, NY, USA)).
Polysulfone (PS) granules with a weight average molecular weight of 35 000, and solvents DMF and dichloromethane used in this study, were purchased from
Sigma-Aldrich Singapore. Sylgard 184 silicone elastomer and curing agent were obtained as a kit from Dow
Corning Corporation and used without modification.
Topas (Ticona Grade 8007), Tg = 78 0 C was used as the substrate to be embossed. The 1 mm thick cyclic olefin copolymer COC sheets were made from granules by compression molding using a Carver hydraulic press before they were cut 25mm×25mm in size.
Preparation of nanocomposite
The desired amount of CNT (0.05 wt.%) was dispersed in dimethylformamide (DMF) for 2 hours at room temperature using an ultrasonic bath. Then the solution was mixed with the epoxy resin whilst stirring using a magnetic stirrer. The DMF was then allowed to fully evaporate in a fume hood at 90 ⁰ C. Next, 0.75g of PS that had completely dissolved in dichloromethane was added to the CNT/epoxy mixture and mixed using a magnetic stirrer. The dichloromethane was then fully evaporated in a fume hood at 90
⁰
C. After this, the curing agent
(hardener) was added into the CNT/PS/epoxy mixture and was again stirred for ½ hour under mechanical agitation, followed by 1 hour of sonication and 1 hour of degassing.
The samples were then casted into molds and cured in an oven at 100°C for 2 hours followed by 120°C for 14 hours and finally post cured for 2 hours at 180°C.
Fabrication of nanocomposite mold
The fabrication of the nanocomposite mold is accomplished using a two-step micro-casting protocol. In the first step, silicon elastomer is mixed with a curing agent with a mass ratio of 10:1, and poured over a positive silicon mold containing the micromixture pattern. The low viscosity of the pre-cured PDMS allows cloning of the image from the positive silicon mold. Curing takes over 2 hours at 80°C. Once the PDMS is cured and cooled, it is carefully peeled off from the positive silicon mold and a negative image of the mold is obtained. The negative image PDMS is then used as a mold in the second step of the casting process. The second step of the process involves pouring the nanocomposite solution into the
PDMS mold. The solution was then cured at 100°C for 2 hours followed by 120°C for 14 hours and post cured for
2 hours at 180°C. After that the cured nanocomposite is again cooled and removed from the PDMS mold.
Results and discussions
Table 1 shows that the tensile strength, tensile modulus and toughness of the nanocomposite (CNT/PS/epoxy) were higher than that of the neat epoxy. This is due to reinforcement by the dispersed functionalized CNT within the matrix. Moreover, the formation of hydrogen bonding between hydroxyl groups of functionalized MWNTs and carbonyl groups of epoxy also helps to chemically bind
503
World Journal Of Engineering
the CNT with the matrix. The increase in toughness (area under the curve) of nanocomposites was due to the incorporation of PS.
Table 1: Mechanical properties of neat epoxy & nanocomposite
Material Toughness
(MPa)
Neat epoxy
Nanocomposite
(CNT/PS/epoxy)
Tensile strength
(MPa)
71.85
±0.18
78.82
±1.52
Tensile modulus
(GPa)
2.56
±0.25
2.64
±0.04
396.16
±94.56
430.02
±72.53
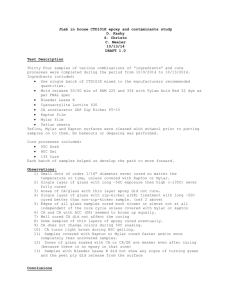
The storage modulus (G') and loss factor (tan δ) of the neat epoxy and nanocomposites is plotted against temperature in Fig. 1 . For temperatures below 100 0 C, the neat epoxy exhibits higher G’ compared to the nanocomposite. However, between 100-160 0 C, G’ of the nanocomposite was higher than that of the neat epoxy, indicating an increased thermal stability of the nanocomposite. For the loss factor, the sharp peak above
130 0 C (see Fig. 1b) corresponds to its glass-to-rubbery transition (i.e. glass transition temperature Tg). Such a peak occurs at 145 0 C and 153 0 C for the neat epoxy and nanocomposite respectively. The shift in Tg towards higher values for the nanocomposite probably indicates that the carbon nanotubes tend to restrict the mobility of the polymer chains in the matrix.
Fig. 1 Storage modulus and loss factor of neat epoxy and nancomposite against temperature.
Figure 2 shows the friction coefficients of neat epoxy and the nanocomposite measured using the ball-ondisc tribometer. It is clear apparent that the friction coefficient of the nanocomposite (0.14) is lower than that of neat epoxy (0.52). This implies that there is a lower chance of the mold degradation during microfabrication using hot embossing or injection molding technique using a nanocomposite mold due to lower frictional stresses during mold filling. In addition, a lower friction coefficient also facilitates easy demolding of the embossed substrate from the mold. Furthermore, a lower friction coefficient of the mold also permits easy flow of the polymer into the cavity of the mold for mold filling resulting good replication fidelity.
Fig. 2 Friction coefficients of neat epoxy and nanocomposite against a steel ball.
Finally, hot embossing experiments were carried out on
1mm thick Topas 8007 (Tg = 78 0 C) substrate utilizing both the composite mold as well as the epoxy mold. No difference in replication fidelity was observed on the substrate surface for both molds when embossing was carried out at Tg + 20 O C with an embossing load of 1 kN.
However, when embossing was carried out near Tg at 80
0 C with embossing load of 1 kN, a significant difference in channel width was observed (see Fig 3) in the replicated substrates. This good replication obtained using the nanocomposite mold may be due to its higher thermal conductivity.
Fig. 3 Typical cross-sectional channel profile of embossed substrate by (a) neat epoxy mold (b) nanocomposite mold.
Conclusions
The incorporation of CNT and polysulfone into epoxy leads to nanocomposite molds with better mechanical properties and high thermal stability compared to neat epoxy molds. It also enhances the replication fidelity during microfabrication using the hot embossing technique.
References
1. Becker, H. and Heim, U. Hot embossing as a method for the fabrication of polymer high aspect ratio structures.
Sensors and Actuators A , 83 (2000) 130–135.
504