Drilling
advertisement

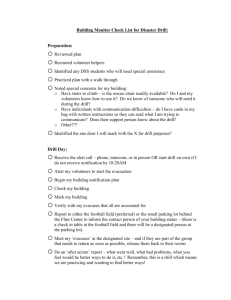
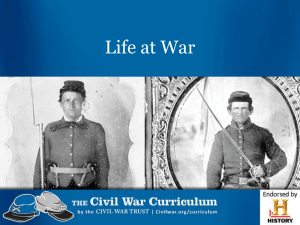
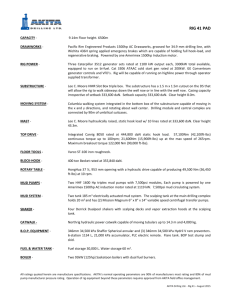
DRILLING – INTRODUCTION Drilling is about equipment and methods commonly used for drilling wells, especially down to oil and gas reservoirs. Also included are equipments and methods for securing the well and preparing it for later use. Using the well for production, including setting down production tubing and equipment belong to production technology. Perforation, making holes through casing and into the reservoir rock around the well is here included in drilling (it is often considered part of production). SUBJECTS BEING TREATED DRILLING PROCESS SECURING THE WELL Surface equipment Derrick Hoisting equipment Rotating (of drill string) equipment Mud treatment and pumping equipment Drilling mud Functions - Properties Drill string Drill pipe – Drill collars Measuring equipment in the drill string Equipment to loosen stuck pipe Down hole mud motor Directional drilling equipment Drill bits Well classification Vertical wells – Deviation wells Horizontal wells Surveying the well path Down hole pressures Overburden (pressure) Horizontal stresses – fracturing Pore pressure Upper and lower limits of well pressure Pipes for securing well Conductor pipe – casing – liner PRESSURE-CONTROL Cementing Function of cement Placing of cement slurry* Limits to cementing heights Kick – Blowout BOP – Blow Out Preventer – construction Reasons for kicks Killing a kick – circulating out *Cement slurry is cement powder mixed with water, before gelling and curing starts. 2 BOP STIGERØR BOP HAVBUNN Figure 1 Sketch of a fixed platform (production platform) and a moveable platform. Note the different placements of the BOP and of the wellhead, which in both cases is placed directly below the BOP. DRILLING PROCESS Types of platforms In order to drill a well two main types of platforms are in use, fixed platforms and moveable platforms. A fixed platform is used only when production wells are drilled for the purpose of producing an oil or gas field. It is accordingly called a production platform, its main purpose is to receive the oil and gas produced, to separate the oil and gas, remove water, and in general give the treatment necessary for transport to land. This type of platform is permanently mounted on the sea bottom and is dissembled when the production of the field is terminated. As a production platform always uses several wells the drill floor with the derrick is mounted on skids (rails) for moving around to drill all the planned wells. These production wells are closely spaced to some short distance below the sea bottom, where they curve away in different directions, mainly to reach different parts of the reservoir, or different reservoirs, but also to reduce the risk that a new well is drilled into another well. Movable platforms are always used when drilling test wells. These wells are drilled and, if oil or gas is found, produced for a short time to see if there are sufficient oil or gas present to start producing the field. Afterwards the test well is usually closed off by cement and all the metal removed to well below the sea bottom. This is the wellhead and the upper parts of the casing. Movable platforms may also be used to drill the production wells for a fixed production platform. For production of small fields with a short production time movable platforms may 3 be used both for drilling and for production. When production ends they can be moved to another small field, and so on. Satellite wells are also drilled from movable platforms. These wells are production wells with its wellhead on the sea bottom. From the well head the produced oil and gas flows through a single pipeline lying on the sea bottom, connecting the satellite well and a nearby fixed production platform. Surface equipment – hoisting equipment For traditional drilling a steel beam tower (derrick) is used, typically with a height around 60m. The derrick is mounted on the drill floor. All equipment for handling, storing and operating the drill string is in, on or above the drill floor. Below the drill floor is the pump floor, where equipment for mixing, cleaning, storing and pumping of drilling mud is found. On fixed platforms the wellhead and safety equipment like the BOP are also on or right below the pump floor. On shore there is a corresponding arrangement, but mud treating and pumping equipment, and the wellhead, are usually mounted directly on the ground. Illustration: 2D 3D Enkel x Kompleks Animasjon Simulering Foto x x x Formel Moveable platforms (or drill ships) are basically designed as the fixed platforms, except that here the wellhead and the BOP are mounted on the sea bottom, below the floating platform. In this case the BOP and the platform above it are connected by a riser, a pipe running from the top of the BOP and up to the pump floor. The connection between the riser and the BOP is flexible, allowing the platform to move somewhat without bending the riser. If the platform drift off, which can happen due to bad weather or errors in the navigation system, the riser can be disconnected rapidly from the BOP in such a way that the flexible connection and the riser are not damaged. Before disconnection the BOP will be activated, closing the well completely. This possibility is the main reason the wellhead and the BOP are mounted on the sea bottom when a moveable platform or a drilling ship is used. The drill string and other equipment are lifted using block and tackle, mounted from the top of the derrick. From the cable drum, mounted on the drill floor between two of the derrick legs, the line runs up to the crown block, over the first wheel and down to the running block and up again, repeating this 4 to 6 times. Finally the line runs down to the drill floor at the bottom of one of the derrick legs, opposite the cable drum (this is to balance the forces acting on the derrick). Here the line is attached to a force transducer, showing the amount of line stretch. This fixed point is called the dead anchor. The line from the cable drum to the crown block is always the fastest moving part of the whole line, and is accordingly called the fast line. The part of the line from the crown block and down to the dead anchor is not moving and is called the dead line. The running block is carrying the equipment and is, with 5 to 7 wheels, hanging from 10 to 14 lines. With no friction present the load on the line would then be 1/10 to 1/14 of the total load carried by 4 hoisting. The total load must include the weight of the running block itself and other lifting equipment in addition to the drill string or any other equipment being lifted. Even if the friction for each wheel is small (ball bearings), the total friction will be significant due to the large number of block wheels, 10 to 14 all together. With 7 wheels in the running block, the load of the fast line will be around 1/10 of the total load when hoisting up, signifycantly larger than the 1/14 expected with no friction. In the dead line the load will be reduced to about 1/18 of the total load. For hoisting down, or lowering a load, the situation is the opposite, giving a load of only 1/18 of the total load in the fast line, while increasing the load to 1/10 in the dead line. Measurements of the dead line load gives, as seen, a value that depends upon whether one is hoisting up and down. To a lesser degree it also depends upon the amount of line between the two blocks (more line if the running block is low). The dead line load therefore does not give a good measure of the total load. A more accurate measurement of the total load (the hook load) is obtained by a load cell mounted below the traveling block. When drilling the force moment of rotation at the top of the drill string is also often measured. If this becomes too large the drill pipe can be twisted off. A typical drill pipe can withstand about 30 kNm (kiloNewtonmeter: on a lever reaching one meter perpendicular out from the drill pipe one can put about 3 ton). KRONBLOKK BORETÅRN HURTIGLINE HEISETROMMEL LØPEBLOKK TOPDRIVE DØDLINE STREKKMÅLER BOREDEKK ROTASJONSBORD RENSEANLEGG FOR SLAM OG SLAMTANK STAND PIPE BOP SLAMPUMPE BRØNN PUMPEDEKK Figure 2 Sketch of equipment on the pump and drill floors. Cleaning equipment for returned mud is not shown in detail. Motors for mud pump, rotating table, and hoisting drum (cable drum) are not shown. BOP is placed directly on the wllhead (this must be a fixed platform). 5 The hoisting equipment is capable of lifting up to about 300 ton. The line in the block and tackle must therefore be able to take a load of about 1/10 of this when there is 7 wheels in the traveling block, about 30 ton. A drill string will not weigh this much, but a BOP stack, or long sections of large casing strings can approach this load. The cable drum is turned by, in most cases, an electrical motor, via reducing gears or V-belts, and a clutch. The clutch disconnects the motor and the drum when the load is lowered. Powerful brakes are then used. During braking of loads moving down the potential energy in the gravity field is transformed to heat. For a load of 300 ton = 3000 000 N that is lowered at a constant speed of 1 m/s the production of heat in the brake is given by: Power = Force x speed = 300000 kg x 9.81 m/s x 1 m/s = 2943000 W = 2943 kW. This is equivalent to 2000 electric heaters at full effect (1500 W each), and this will boil 100 liter of water in 17 seconds. This large heat load must be carried away from the brake or they will burn out in a short time. This is done by pumping water through the brakes. It is at least two types of brakes connected to the cable drum, one electromagnetic, and a mechanical drum brake. The electromagnetic brake is in principle a dynamo that is producing a current when it is rotating. Most of the braking energy (ca. 90%) can be carried away as a current and used in big resistors. Alternatively a massive rotor where the current generated heats the rotor. The rotor is cooled by water pumped through it. The brake power is regulated by the magnetic field in the stator, consisting of electromagnets around the rotor. Regulating the current (from the platforms electric current system) through these electromagnets regulates the magnetic field in the stator. MOTOR Figure 3 CLUTCH KABELTROMMEL MEKANISK BREMS ELEKTROMAGNETISK BREMS Sketch of the cable drum on the drill floor, with its electric motor and brake system. On the mechanical drum brake the brake ribbons are shown. The cooling system, where water is pumped through the interior of the brake drum and the interior of the electromagnetic brake, is not shown. In reality there is a gear system between the motor and the line drum, also not shown. This gear system reduces the rotating speed of the motor to a slower speed, more convenient for the drum. The electric power consumed by the motor is commonly around 1000 HK = 750 kW. 6 For a given setting of the electromagnetic brake the braking power (force) is proportional with the rate of rotation of the drum. Even if full braking power is used, the braking force from the electromagnetic brake will decrease towards zero when the drum is stopping. For slow lowering rates of equipment the mechanical brake therefore has to be used. For this brake the braking force is approximately constant for a given force applied to the braking ribbons, independent of the drum rotating speed. Evidently, for keeping the load from moving down at all, only the mechanical brake is useful. But the mechanical brake cannot handle the braking power possible for the electromagnetic brake, therefore both brakes are necessary. The problem is that the heat generated is only at the interface between the braking drum and the braking ribbons, and it is not possible to cool this interface sufficiently rapidly from the inside of the drum. The procedures for braking is accordingly: - For lowering loads at relatively high speeds, use only electromagnetic brake. - For lowering loads at relatively low speeds, also the mechanical brake must be used. - For keeping the load at a fixed position, only the mechanical brake can be used. Surface equipment – equipment for rotating and handling drill string During drilling the drill string is rotated either with the top drive, a motor coupled directly to the top of the drill string, or with the rotating table. The top of the rotating table is flush with the drilling floor, it is circular and running on rollers to minimize friction. It is turned by an electric motor. As for hoisting the standard power of this motor is 1000 HK = 750 kW. Use of the rotating table to turn the drill string is nearly outdated in the North Sea, but it can still be used to turn the larger casing string if desirwed (see the section about casings). The top of the drill string is connected to the bottom of the top drive motor that is hanging from the trunning block. Through this connection drill mud is pumped into the top of the drill string by using a swivel, a connection that can rotate freely. The mud pump is connected to the swivel with a vertical pipe (stand pipe) and a flexible hose. The heigth of the stand pipe above the drill floor is about 15 meter, see Fig. 2. Each of the drill pipes is about 10 m long (30 fot). The first time they are used they are joined to the top of the string one by one, but later on only every third joint is uncoupled as the drill string is pulled out of the well. When not in use these sections of three drill pipes are stored vertically on the drill floor, see Fig. 4. Such a section of three connected pipes is called a stand. It has a length of approximately 30 meter. In some of the tallest derricks a stand may consist of four pipes (40 m). The advantage of this is that the number one has to connect up, or deconnect joints during drilling and tripping, is reduced. During drilling the drill string has to be pulled out of the well a number of times, for changing equipments, possible repairs, changing the drill bit or the nozzle size, or for setting a new casing string. Pulling the string out of the well and setting it down again is called tripping. Tripping out when pulling the string out, and tripping in when setting it down again. During tripping drill mud is not pumped, and the drill string is not usually rotated. 7 TOP DRIVE RØRHÅNDTERING OG LAGRINGSSYSTEM SETT OVENFRA SYSTEM FOR SIDEVEIS BEVEGELSE AV TOP DRIVE STYRESKINNE FOR TOP DRIVE STANDS AUTOMATISK RØRKOBLING BOREDEKK Figure 4 Sketch of systems for connecting pipes and handling and storing pipes or stands. Guiding rail for the top drive keeps the top drive centered above the well and prevent rotation of the top drive motor. This rail does not carry any weigth, as the weigth of the top drive motor and the drill string is carried by the running block (which here is above the drawing). Hoisting equipment and stand pipe with its flexible hose are not shown. When drilling deep wells more than one hundred stands may be stored on the drill floor, far more than shown here. Note that also drill collars are stored as stands, see storage system as seen from above. 8 When drilling the drill string is elongated by the following procedure: After drilling down until only the top connection of the drill string is above the rotating table (the drill floor): - - - - The drill string is hoisted up a short distance, lifting the drill bit off the hole bottom. Rotation and pumping of mud is stopped. Steel wedges are put down in the hole in the rotating table, around the drill string and below the top connection. The running block is slightly lowered, the wedges are pushed down and compressed against the drill string, locking it into place and carrying the whole drill string load. The connection between the drill string and the top drive no longer carries the axial load and is disconnected. On more advanced rigs this is done automatically. The top drive is hoisted up somewhat more than 30 meter (if three pipe stands are used). Hydraulic arms grab one pipe stand in the stand storage and moves it out below the top drive. Top drive is connected to this stand, and the bottom connection of this stand is connected to the top connection of the pipe locked by steel wedges in the rotating table hole. The drill string is now elongated by one stand. The drill string is lifted sufficiently to shift the weight of the whole drill string from the wedges to the top drive. This lift and loosens the wedges, which are removed. Pumping of drill mud and rotating of the drill string are started, and the drill string is lowered until the drill bit settle on the well bottom and drilling is continued. After drilling the length of the new stand (ca. 30 m) the top of the drill string is again just above the drill floor and the operations described above is repeated. The sequence of operations described above gives that for every 30 meters drilled one must undo one connection and make two connections, also (in order to keep the disconnected drill string from falling) put down and remove wedges once. If the rotating table is used to turn the drill string, as was always the case before the introduction of the top drive, this operation was considerably more time consuming. In this case a special drill pipe called the kelly had always to be at the top of the drill string. The kelly had either a square or a hexagonal outer cross section, a corresponding hole in the rotating table forced the drill string around when the table turned. As the length drilled for each addition of one drill pipe had to be the whole drill pipe length, the kelly had to be longer between its end connections than the longest drill pipe in use. To be on the safe side the kelly was usually around 15 meters. When elongating the drill string the kelly had to be pulled completely out of the hole in order to disconnect the kelly from the rest of the drill string. Adding one new drill pipe and the kelly on top of that required a heigth of 25 meters above the drill floor, giving no possibility of adding more than one drill pipe at a time in the standard derrick. This resulted in a minimum of three disconnections, six connections, and putting down and removing wedges three times for each 30 meters drilled. In addition the square or hexagonal hole had to be opened three times in order to get the drill string connections through. During tripping some of the same operations are required, but since pumping mud and rotating the drill string is not usually done, the top of the drill string does not need to be connected to the top drive. It is sufficient with a simple hinged ring that can be locked around the drill string, below the connection at the top. In this case one need to undo only one connection (tripping up) or do only one connection (tripping down) for each stand removed or 9 added to the drill string. This is also the case when the rotating table is used during drilling, as one does not need to use the kelly during tripping, when the drill string is not rotated. Surface equipment – mud mixing and treatment equipment Before and during drilling mud is made by mixing the different components of the mud in special mixing containers. The resulting drilling mud is pumped to large storage tanks that might take hundreds of cubic meters. Pumping of mud between tanks and to the high pressure pumps used to pump mud down the drill string is done by low pressure centrifugal pumps. See Fig. 5, where a simplified version of the mud treatment system is shown. The mud usually contains small particles heavier than the liquid component of the mud can support. But because such particles are very small they sink slowly. To avoid settling of particles on the bottom of storage tanks, rotors with paddles are kept rotating slowly in the mud, around one rotation every second (60 RPM). The resulting currents and eddies in the mud keep the particles in suspension. During drilling the mud is pumped down innside the drill string, out through the nozzles in the drill bit, and up through the annulus outside the drill string. At the top of the well the returning mud flows out and down a channel to the shale shaker where drill cuttings are removed. This is a slanted screen which is kept vibrating, the mud flows down through the small holes in the screen, while all solids larger than these holes slides down the screen and is collected separately. The rock cuttings are cleaned and dumped at the drilling site, or transported away for disposal. Gas being trapped in the mud as gas bubbles might also disappear to the air in this process, as the mud is spread out rather thinly in the shakers. Other possible contaminations of the mud are oil and water from the formation, very fine particles from the drilling process, and salts and clay dissolved in the mud. These cannot be removed by the shakers. A few of these contaminations can be removed by further treatment of the mud in a secondary mud cleaning system, for instance in centrifuges or hydrosyclones which is a form of centrifuge without any moving, mechanical parts. These, and other treatments, can remove particles too small to be removed by the shakers, including also gas and liquids inmiscible with water (for water based mud). Separate degassing units can also be used to remove gas. But contaminations like dissolved clay, small oil drops and very small solid particles are almost impossible to remove, mainly because such substances are part of the original mud mixture. Removing these will also remove substances meant to be there. The properties of the returning mud are contiunally monitored by the mud engineer after cleaning of the mud. The main properties measured are density, viscosity and ph value. If these properties have moved outside their desired range the mud can still be used by adding substances that correct this. For instance, if the mud is too heavy due to loss of water (or oil) to the formation, and/or adding of clay and/or very fine rock particles from the drilling process, the mud can be made lighter by adding water (or oil). If this reduces the viscosity below its minimum desired value, Bentonite (clay) must also be added. Other mud properties might also need to be corrected by adding other substances. This will increase the volume of drilling mud, which might be no problem as more mud is needed as the well is drilled deeper. If, however, the volume of corrected mud increases 10 faster than the volume of the well, some of the returned mud eventually has to be removed from the site. Either by cleaning of the water in the mud to an acceptable purity and dumping this, or transporting the surplus mud to a place where it can be treated and/or stored. For offshore drilling this would mean shipping the surplus mud to an on-shore site. If correction of the returned mud goes on, the mud might eventually reach a stage of contamination of unwanted substances to such a degree that it cannot be corrected any more. All of the mud then has to be dumped and new drilling mud mixed. STAND PIPE TIL BORESTRENG BLANDINGSTANK BORESTRENG TØRRSTOFF TANK OG RØRER RIST P P SLAMPUMPE Figure 5 BRØNN P P HYDROSYKLON BOREKAKS SLAM Sketch of the mud treatment system. Units marked by ”P” are low pressure pumps. A hydrosyclone is one of several possibilities for further cleaning of the mud. Tanks marked ”mud components” contain the different substances needed to mix mud. Some of these might be stored as dry powder. From the mud storage tank mud is pumped with a low pressure pump to the main, high pressure mud pump. This is usually a piston pump with three single acting pistons. Because of these three pistons this is called a tri-axial piston pump. The operating principle is shown in Fig. 6. The three pistons are driven by a common crankshaft, with a phase displacement of 120 degrees in relation to each other. This gives a maximum smooth mud flow for pistons driven by a crank shaft (for less than 5 pistons). The variation of the mud flow is here 13.4 % ((max. flow – min. flow)/(max. flow)). In order to reduce the variation in the volume flow even more the pump outlet is often connected to a pulse damper, see the figure. This is a container where a piston or a rubber membrane keep the mud at the same pressure as a large volume of a compressed gas (nitrogen). The elastisity of this gas reduces the variations in pressure and flow rate. MOTOR SLAM NITROGEN PUMPE 11 Figure 6 PULSDEMPER Triaxial mudER pump with pulse damper. Note that the pistons have a smaller diameter than the cylinders, the pistons are then commonly called ”plungers” instead of ”pistons”. The pressure seals around each plunger are mounted in such a way that it reduces the possibility that solid particles in the mud are trapped between the plunger and the liner. If this happens the surfaces might be sufficiently scratched to destroy the integriety of the seal. Both the plunger and the liner can then be replaced. The cylinder wall will never be scratched with this design, because there is never a close contact between the plungers and the cylinder walls. A mud pump is commonly equipped with 4 – 5 sets of plungers with liners, each set with different diameters of the plungers and the liners. The range of plunger diameters can for instance be 5.5, 6.0, 6.5, 7.0 and 7.5 inches. For a given maximum force F from the crankshaft against each plunger, the maximum pressure PP the pump is able to deliver is given by this force divided by the cross section area A of the plunger: PP = F/A. By changing to a smaller plunger the pump can deliver a higher pressure, as the pressure is inversely proportional to A, or to the square of the plunger diameter D. But then the volume rate delivered by the pump is reduced, as this is proportional to A, or to D2. The volume rate Q can be calculated when the number n of rotations per time unit of the crankshaft is known, in addition to the piston area A = (/4)D2, and the stroke L (the distance each piston moves back and forth). Since each piston displaces a mud volume equal to the stroke length times the piston cross section once for every completed rotation of the crank shaft, three pistons give: Q = 3v(/4)D2Ln The parameter v is the volume efficiency, its value is around 0.97. It is due to the following: - When the plunger moves back and the cylinder is filled by the low pressure pump, the pressure in the cylinder is low, down to atmospheric pressure. - When the plunger moves forward, into the cylinder, the mud must be compressed until the pressure in the cylinder is at least equal to the pressure in the stand pipe (the pipe connected to the pump outlet) before the outlet valve in the cylinder can open and the mud can start flowing out of the cylinder, see Fig. 6. This pump outlet pressure can be several hundred bars. Even if liquids usually are considered incompressible, this is only an approximation. The mud compressibility and the relation between the plunger and cylinder diameter will determine this contribution. - The cylinder will expand slightly due to the increased pressure when the piston moves into the cylinder. This additional volume has to be filled before mud flows out. The elasticity of the cylinder wall material and the geometry of the cylinder will determine this contribution (Youngs modulus of elasticity, cylinder diameter and wall thickness). 12 - In addition to this there are small volumes in the outlet and inlet valves that have to be filled before mud start to flow out of the cylinder. The specific design of these valves will determine this contribution. - All this requires the piston to move a small distance into the cylinder before any mud is pushed out, around 3 % of the stroke length. Effective stroke length is then about 0.97 (97 %) of the total stroke. This number is the volume efficiency v of the pump. Volume efficiency obviously changes with the working pressure of the pump, also with the plunger diameter chosen (a smaller plunger diameter has a relatively larger volume of mud to compress). For simplicity a fixed average value is commonly used, for instance the value 0.97. From the above the volume efficiency of a specific pump situation can be estimated. Mud has typically a volume compressibility of CV = 10-9 Pa-1 = 10-4 bar-1. For a typical pump cylinder of inner diameter 8” (inches) and length of 13” from the end of the liner to the end of the cylinder, the volume of this part is V = (/4)D2L = (/4)8213 = 653.45 cubic inches. An increase P of pressure from 0 to 200 bar (P = 200 bar) requires a volume decrease of V = CVVP = 10-4653.45*200 = 13.069 cubic inches. A plunger with stroke length L and diameter D6 = 6” has to move a distance L = V/((/4)D62) =13.069/((/4)62) = 0.462” in order to cover this volume. With a stroke length L = 12” his is L/L = 0.462/12 = 0.0385, so in this case the compressibility of the mud gives a volume efficiency of v = 1 – 0.0385 = 0.9615 all by itself. In addition to this there is the volume increase of the cylinder due to the elasticity of the steel in the cylinder walls, and other effects. For a typical mud pump with a plunger diameter of 7 inches, a stroke length of 10 inches, and for 120 rotations of the crank shaft each minute, the volume flow rate is: Q = v3(/4)D2Ln = 0.97*3(/4)7210*120 = 134387.9 cubic inches/min = 2202.2 l/min Volume flow rate of mud is usually measured in liters per minute. Since an inch is equal to 0.0254 m, a cubic inch will be equal to (0.0254)3 cubic meter. Since 1 m3 is equal to 1000 liter, the first result (in cubic inches/min) should be multiplied by (0.0254)31000 = 0.2543 = 0.016387 in order to get the result in liters per minute, as shown above. For power calculations it is simplest to use true SI-units, which for volume flow is cubic meters per second. The result above (2202.2 l/min) must then be divided by 60000, 60 for the number of seconds in one minute, and 1000 for the number of liters in one cubic meter. This gives Q = 0.03670 m3/sec. For calculating the maximum pump pressure in this case one could from the known torque delivered to the crank shaft calculate the force on each plunger. Dividing this with the plunger cross section area would give the pressure. But it is simpler to use power considerations (power is work (energy) per time unit). The total power transmission efficiency from the input electric power E E used by the motor to the hydraulic power E H delivered to the mud flow from the pump must then be known. Hydraulic power in liquid flow is given by pressure P multiplied by volume flow rate Q. The total power transmission efficiency is typically around 0.6 to 0.7, and for a typical mud pump motor of 1000 kW electric power this gives, with = 0.6: Hydraulic power = PPQ = *Electric power = 0.6*1000 kW = 600 kW 13 For the triaxial mud pump used as an example above this gives: PP = (*Electric power)/Q = (600*1000 W)/0.0367 m3/sec =16 349 000 N/m2 = 163.49 bar Note that we now obtain the pressure in the SI-unit Pascal (= N/m2), which we change to bar at the very end. Note also that in the calculations power, when given in kW, has to be changed to the true SI-unit W (Watt). As stated before this type of power calculation is often used to find the system output, here the output is pressure. Remember that the rule here is that all parameter units must be changed to true SI-units in actual calculations, unnecessary correcting factors are then avoided. It is always possible to get a smaller volume flow than the maximum calculated for any given plunger diameter by reducing the rotating rate of the motor. But in this case the power delivered by the motor also decreases. This will therefore not increase the maximum pump pressure. It is important to note that even if one intends to use the mud pump at a lower rate of rotation than possible, the maximum pressure still must be calculated as shown above, using the maximum rate of rotation n (maximum volume flow) and the maximum given power of the motor. The only possibility of increasing the pressure above the pressure calculated above, is to change the plungers (and the liners) to ones with a smaller diameter. The only change in the calculations above is then the plunger diameter D. By using the proportionality between the volume flow and the square of the plunger diameter, the maximum volume flow and pressure for the new plunger diameter Dnew can be found by: Qnew = (Dnew/D)2 Q Pnew = (D/Dnew)2 P If one in the example above changes to a plunger with diameter 5.5 ” (inches), one obtains Qnew = (5.5/7)2Q = 0.61735*2202.2 l/min = 1359.5 l/min, and Pnew = (7/5.5)2P = 1.6198*163.49 bar = 264.82 bar. A common problem is to choose a plunger diameter that will give at least the desired pump pressure, at the same time give the largest volume rate possible with this pressure. If one for instance has decided that a pump pressure of Pnew = 200 bar is sufficient, what is the plunger diameter Dnew that should be chosen for the example pump used above? Assuming that the calculations for one specific plunger diameter D have already been done, as above for 7”, the Eq. () for Pnew is solved with respect to Dnew: P 163.49 7 7 0.9041 6.329 ” Pnew 200 A plunger with this diameter would give exactly 200 bar. But we have to chose between existing plungers. We cannot chose a plunger diameter larger than 6.329” because this would give a pressure smaller than 200 bar. The allowable plunger closest to the calculated diameter is here 6”. By using Eq. () above this finally gives: Dnew D Qnew = (Dnew/D)2 Q = (6/7)22202.2 = 1617.9 l/min Pnew = (D/Dnew)2 P = (7/6)2163.49 = 222.52 bar 14 This is the best we can do with this specific pump, if it must be able to deliver at least 200 bar in output pressure, the largest volume flow rate it can deliver is 1617.9 l/min. If we need more than this, the only solution is to get another mud pump that can work in parallell with the first pump, increasing the total flow rate. If we get another pump of the same type, the maximum output pressure is still 222.52 bar, but the maximum flow rate is now 3235.8 l/min. Note that we can always put pumps in parallell, increasing the total flow rate. For some types of pumps, for instance centrifugal pumps (compressor), the output pressure can be increased by connecting pumps in series, the outlet of one pump is connected to the inlet of the next pump. This is not possible with the piston pumps used as mud pumps. Connecting these in series will not increase the output pressure, and it will of course not increase the output flow rate. So this is never done. If several mud pumps are used they are always connected in parallell, and each of the pumps must then be set up to deliver the required mud pressure. Drilling mud Storage, pumping and cleaning of used drilling mud is described in the former sections. The composition of drilling mud has become increasingly complex as more demands have been made upon it. In the very beginning of the history of well drilling they just pumped down fresh water to wash the cuttings out of the well. It was discovered that with clay present, dissolving in the fresh water, the cuttings were transported to the surface more efficiently due to the increased viscosity of the water. As well were drilled deeper it was discovered that they often needed a heavier mud in order to avoid collapse of the well. This problem was solved by mixing fine ground, heavy minerals into the water. A heavy mineral is an advantage, because less is needed. However, because the mineral grains are heavy compared to the liquid they will sink. The sinking speed v is determined by the weigth of the grain in the mud divided by its cross section, giving v (1 m / )r , where m and is the mud and particle densities and r is the grain radius (the paranthesis is the buoyancy factor, see section XX). This shows that the smaller the grains are, the slower they will sink. The diameter of the weight material grains are usually in the range 10 – 100 m (0.01 – 0.1 mm). Finally, by also adding some oil the basic drilling mud was created. The oil lubricated the equipment, and also strongly reduced the loss of mud into any porous formations. In principle any clay and any stable mineral can be used to increase the viscosity and the density of water, but the oil industry is mainly using a clay called Bentonite, and a heavy mineral called Baryte for this. The reasons for this are mainly due to cost and the desire too use additives that change only one property of the mud: - Bentonite is the clay type that gives the largest viscosity increase of water for a given amount of clay. Only up to 7.5% (by weigth) of Bentonite is needed for obtaining any viscosity desired, up to 50 cP. Adding Bentonite therefore do not increase the mud density very much. - Baryte is stable in water and a quite heavy mineral with a density of 4230 kg/m3, and it is not too hard, which would give unnecessary abrasive wear of equipment. - By not needing too much of both these substances transport and storage expenses are reduced. 15 - Both substances are not too expensive. Other clay types are generally much cheaper, but then one would need considerably more clay, increasing the mud density to a much larger degree. Other minerals than Baryte for weight material have been considered, for instance Illumenite, but these are either more expensive, or being more abrasive, or having other undesired properties. Note that using additives that mainly change one property of the mud is rather important. For instance, making a light, high viscosity mud would be impossible if a large amount of clay was needed. One the other hand, making a heavy, low viscosity mud would be difficult if a light mineral was used to increase density. A light mineral would require more mass and far more volume of weight material than Baryte in order to make a mud of a given density. The volume of weight material must be considerably less than the total volume of mud, this severely restricts the density of mud possible to obtain with a light mineral. One of the largest problems with the first fresh water mud was that it could swell and dissolve clay in the ground. This increased the mud viscosity, but worse, it could make the walls of the well unstable. This problem can be avoided or reduced by using salt water or oil as the main mud component in stead of fresh water. Salt in the water reduces its ability to dissolve clay, and oil does not dissolve clay at all. The main problem with this is increasing the mud viscosity to the desired value, as also Bentonite is not readily dissolved. It was found to be possible by first treating Bentonite with fresh water, then mixing the wet Bentonite into the oil or the salt water. The Bentonite then could stay dissolved. The minimum amount of water required to keep the Bentonite dissolved in oil is about 6%. Also for other reasons it was found necessary to add water to oil mud, usually quite salt to avoid dissolving clay in the formation (this water is not the fresh water used to dissolve Bentonite, but additional water to carry other substances). Baryte, even if like most minerals it prefer wetting by water rather than oil, is wetted by oil if it is dry when mixed into oil. Thus, both water based mud and oil based mud consist of a mixture of water and oil, usually also including Baryte and dissolved Bentonite. The main difference is in how the oil and water are distributed. As oil and water are immiscible they cannot dissolve in each other, one of these liquids (phases) has to exist as drops in the other. In water based mud there is more water than oil, and the oil is found as drops in the continuous water phase. In oil based mud there usually is more oil than water, and the water is found as drops in the continuous oil phase. The defining factor is whether oil or water is the continuous phase, not the relative amount of oil and water. It is possible to make mud with more water than oil, but where the water exist as drops in the oil. The oil is then the continuous phase and the mud is an oil based mud even if there is less oil than water. In both cases the Baryte and the Bentonite are mainly found in the continuous phase. This is a requirement for the viscosity builder (Bentonite), as the overall viscosity of the mixture is mainly determined by the viscosity of the continuous phase. Even if the liquid found as drops should have an infinitely high viscosity (like solid particles), it would not increase the overall viscosity of the mud very much. A more complete list of possible additives in the mud and the reason they are used is shown below. Solid additives are usually supplied ground to a powder. The sizes of the powder grains may be important for the function of the additive. 16 FUNCTION ADDITIVE - Density, giving desired pressure in the well Baryte – mineral with density 4230 kg/m3. Generally a mud density larger than for water is required. Any substance added in order to increase mud density is called weigth material, always ground to a powder. - Cleaning hole bottom when drilling No additives, nozzles give high speed jets that wash away cuttings. - Carrying cuttings up the well Substances that increases viscosity and give gel properties. The most common are Bentonite (clay), density 2600 kg/m3, and polymers. - Keep cuttings in suspension (not sinking) Substances that give gel properties, like polymers when pumping is stopped and Bentonite. - Cool and clean the drill bit No additives, the main mud phase (water or oil) gives sufficient cooling if jets from the nozzles and splashback from the hole bottom clean the drill bit. - Deposit a mud cake on the hole wall in Light minerals ground to grains still sufficiently order to stop mud from flowing into the large to plug pore entrances and thereby stop pore system in the formation (reservoir) smaller grains (weight material) from entering. Not necessarily required, as the oil drops in water mud, or water drops in oil mud, also give this function. - Stabilizing the hole wall Salt and other substances that prevent formation swelling and dissolving, mainly of clay and shale. - Lubricating the drill string Oil, added if water based mud is used. - Prevent corrosion of equipment Different corrosion inhibitors. - Prevent bacterial growth in the well Substances that prevent this growth. - Prevent chemical reactions between mud and cement when cementing Different substances, also, the cement can or has to be treated in order to avoid this. - Transmit mud pulse signals Mud should be free of gas bubbles and larger particles, these scatter pressure pulses and strongly reduces the strength and quality of the signals. - Deliver hydraulic energy to equipment An advantage with as small and soft particles as possible in the mud in order to reduce abrasive wear of downhole mud motors, turbines, hydraulic actuators, and other types of equipments. - Optimal distribution of water and oil Tensides (soaplike substances) added. These 17 (size of drops) should be kept stable accumulate at the interface between oil and water and stabilize the size of drops. - Make separation of cuttings and gas from mud easier (at the surface) This is easier if mud has a low viscosity, reduce clay (polymer) content if possible. Adding surfactants and deflocculants (to collapse foam) is also useful. In traditional drilling the mud pressure in the well is larger than the pore pressure in the formation, but smaller than the fracture pressure. When drilling in porous and permeable formations the mud will start to flow from the well and into the pores where the pressure is lower. This gives loss of mud, but even worse in hydrocarbon reservoirs, the grains of the weight material are sufficiently small to be carried into the pores. There they can get stuck in narrow openings and block these for hydrocarbon flow into the well when the well is put into production. As a result the permeability of the reservoir rock can be strongly reduced close to the well. This zone of mud invasion is called the damaged zone. In water based mud the drops of oil are in general too large (> 0.1mm) to enter the pore openings in the hole walls, as these are in the range 0.1mm and downwards. Due to interface tension, trying to keep these drops spherical, the oil drops are not squeezed into the smaller pores. The oil stays at the hole wall, blocking the pore entrances. This strongly reduces the flow of mud into the reservoir. Also, even if the flow of the water component of the mud is not completely stopped, the solid particles in the mud, mainly the weight material and also to some degree the clay, may be blocked. This build up a semi-solid layer of mud particles, far more concentrated than in the original mud. This is called the mud cake. It is not unusual that the mud penetrates up to and even farther than half a meter into the formation. This can greatly reduce the production potential of the well. The rate of production will be lower, and more oil or gas will be left in the reservoir when the rate drop to such a low value that further production is uneconomical. Drill string – drill pipes and drill collars The drill string consists mainly of drill pipes and drill collars that are connected with conical threads. The drill bit at the bottom of the string is also connected with the standard conical threads. Both types of pipes are produced in lenghts of approxomately 30’ (feet), or 10 m. These conical threads have three main advantages: - - - Only a few turns of the threads are needed to make up the connection, thus the time used to connect up to a thousand couplings in one of the modern wells is considerably less than if straight threads had been used. When thightened the male threads are compressed against the female threads, making a quite solid connection without any looseness. This is important for a drill string that is required to stand a lot of beating. As the threads are compressed against each other, the threads give a better protection against leakage than straight threads. But as the top of the threads is rounded, while the bottom is not, there is a leakage channel, see Fig. 9. To ensure no leakage in the coupling the threads must be covered with gjengepasta, filling all openings between the threads. 18 To avoid having the threads as the weakest point in the upper section with drill pipes, couplings are welded to the drill pipes at each end, one with male threads and the other with female. In the drill string the end with male threads are always oriented downwards, exept for the drill bit. These couplings have a larger wall thickness than the drill pipes, and are more resistant to pressure, stretch and bending than the pipe between the couplings. But not for torque loading. In order to get a really solid connection the torgue used when making up the connections almost induce yielding in the threads. As threads stand far less torque than a solid pipe wall, the connections are the weak point for torque loading. When the drill string is rotated, the torque must not exceed the make up torque for the connections. This is approximately half the torque tolerated by the pipe walls. But as will be seen later on this is usually no restriction upon the loading of the drill pipe. BORERØR VEKTRØR Figur 9 Conical threads for connecting drill pipes, drill collars, and equipments in the drill string. Before connections are made up, the threads are covered by a paste that fills any opening between threads and making the connection leak-proof. The thicker walls of the connections of the drill pipes give a considerably larger outer diameter of the connections than the rest of the drill pipe, as shown in earlier figures. Also, the inner diameter of the connections are usually somewhat smaller than for the pipe. The larger outer diameter of the connections protects the drill pipe against wear, as it is mainly the connections that are in contact with the hole wall, sliding and rotating against it. And due to the thicker wall the connections stand more wear than the drill pipe between them. Also, the outer surface of the connections can be covered with a more wear resistent material, or the 19 steel at the surface being tempered to a greater hardness. This is cheaper than treating the whole length of drill pipe. When handling the drill pipe, especially with tools that can scratch the surface, it should always be at the connections, where it stands more abuse. Scratches, wear and other damages on the drill pipe surface will reduce considerably its ability to withstand the loading it is subjected to during drilling. Even if handled carefully, the drilling process will give sufficient wear to require adaption to this in time. This is done by using three classes of drill pipe, determined by the amount of wear. New, undamaged drill pipe belongs to class I. The drill pipes are regularly inspected for damage when the drill string is tripped out of the well. There is a set of clearly defined types and degrees of damages to look for, if the actual wear exceed this the pipe is degraded to premium class. Now, there is another set of more serious damages to look for when inspecting the pipe. If the wear exceed these the pipe is degraded to class II, and so on. The next lower class is class III, but if the pipe gets this classification it is not used any more in the North Sea. During drilling the drill string can be subjected to a wide range of mechanical loading. For instance, drilling a deep well gives a much larger loading than drilling a shallow well. The actual calculation of these loadings is presented in the next section. But the rather obvious result is that for drilling the shallow well a class II drill pipe can safely be used, while the deep well require a much stronger drill pipe. In order to cover all the different loading situation, a wide range of drill pipes is available. - The outer diameter of the drill pipe, from around 3” to 6”, in increments of 0.5” - For each diameter there is two or three different wall thicknesses available - Four different steel qualities are used for all types of drill pipes, called E, X, G and S, also denoted E75, X95, G105, and S135. The numbers give the yield limit in 1000 psi. - For each drill pipe three or four different connections are available. This gives about 200 different types of drill pipes to chose from. In addition there is the three different wear classes for each type. This gives the driller the possible choice of 600 different drill pipes. The types actually available on any given drill rigg is of course far less. Proper planning would ensure that the types best fitted to the work intended for the rig is present, and still sufficiently strong after wear degradation, at least to premium class. Drill pipes usually used in the North Sea are 4.5”, 5” and 5.5”, often of high steel quality. For these large drill pipe diameters the mass per length unit, including the connections, is around 30 kg/m. As mentioned before the connections are welded on to the drill pipe. Probably in order to minimize the size of the connections (and get some standardization) the connections are all made from the same high steel quality, with a strength (yield limit) of 120,000 psi, midway between the two top steel qualities used in drill pipes (G and S). But this requires heavier connections for the higher steel qualities of drill pipe in order to match the increased pipe strength. The weight of a given size (diameter and wall thickness) of drill pipe therefore increases with steel quality, not because the pipe itself is heavier, but because the connections are. Note that the density of steel is almost independent of its quality. For any given outer diameter the pipe weight per length unit (between the end connections) can therefore be used as a measure of the wall thickness, independent of the steel quality. This is also usually done. But remember that this is only a way to classify the pipe, it is useless for actual calculations of drill string weight because it does not include the weight of the connections. Examples of tables with drill string data is given in the next section. 20 The main function of the drill collars is to supply weight to the drill bit (WOB). In order to avoid long pipe sections under compression, the drill collars can have outer diameters approaching that of the well. The resulting narrow space between the hole walls and the drill collars cannot then be made even narrower with even larger diameter connections. This would give a serious restriction for the return flow of drilling mud up the well. There is then no need for welded on connections. Here the conical threads are machined into the end of the pipe, as shown in Fig. 9. In this case the connections are the weak points, both for pressure, axial load (stretch or compression) and torque. But due to the much larger wall thickness usually found on drill collars as compared to drill pipes, the drill collar connections are still considerably stronger than the drill pipe. Also, the drill collars are at the bottom of the drill string, where pressure loading, axial forces and torque are considerably less than at the top of the string, where the drill pipes are found. Due to this it is generally assumed that the static load is largest at the top of the drill string, and that drill collar connections will not fail due to static loads. But dynamic loads (shocks and vibrations) may be far larger at the bottom of the string than at the top. In fact, quite often when the drill string fails, it is a drill collar connection that breaks. One of the greatest improvements in present day drilling is the possibility to monitor downhole vibrations and change drilling parameters, usually rate of rotation (RPM) and weight on bit (WOB) in such a way that these vibrations are reduced to safe levels. For wells in the North Sea drill collars with outer diameters from 6” to 14” can be used, with mass from 87 kg/m to 750 kg/m. Each size is produced with a number of wall thicknesses, or inner diameters. For instance, drill collars with outer diameter of 8” are available with eleven different inner diameters, from 1.5” to 4”, in increments of 0.25”. In practice, for the mud flow rates often used, the inner diameter should not be less than 3”, this would increase flow resistance dramatically. In order to avoid excessive flow resistance of the return mud flow, the outer diameter of the drill collars should be at least 1.5” less than for the drill bit in use, preferably at least 2” less (the drill bit diameter gives the diameter of the hole). With this restriction of the outer diameter the weight of the drill collars can be increased by reducing the inner diameter. But for inner diameters already considerably less than the outer diameter this does not help much. For instance, for the 8” drill collar, the weight increases only from 218.8 kg/m to 229.7 kg/m when inner diameter is decreased from 3” to 2.5”. This is a weight increase of only 5%, while the flow resistance increases by 140% for a flow rate of 2000 l/min. The usual classification of drill collars is by outer diameter (in inches) and the mass per unit length (for instance kg/m). From standard tables the inner diameter can then be found. In this case, where there are no connections with larger diameters, the nominal weight is also the actual weight including the connections. In addition to standard drill pipes and drill collars there is also available heavy weight drill pipes, with a weight somewhere in between drill pipes and collars. These have larger diameter connections, and an outside often shaped like an elongated spiral. The drill pipe does not stand axial compression very well, it will buckle and be easily twisted off and destroyed if drilling is performed with axial compression. The drill pipe should under all circumstances be in axial tension. The drill collars, with their much larger wall thickness 21 stand axial compression much better. All the downward force on the drill bit should therefore be supplied by the lower part of the drill collars, as a possible rule of thumb the lower 2/3 of the drill collars should be resting their weight upon the drill bit, while the rest of the drill string, the upper 1/3 of the drill collars and the whole drill pipe section should be hanging from the top drive and thus be in tension. Depending upon the type and size of the drill bit the recommended WOB is around 5 to 60 tons (50 – 600 kN). This means that a sufficiently large drill collar section would weigh (in the drilling mud actually used), around 7.5 to 90 tons. If for instance a 8” outer diameter, 3” inner diameter (mass 218.8 kg/m) is used, the length of the drill collar section should at least be from 41 to 495 m long (for a mud density of 1200 kg/m3). Note that this is a minimum length, this section can very well be longer, at least for safety reasons. Also, 41 m is a bit short, so in this case drill collars with a smaller outer diameter would probably be used. Usually, the range of drill collar section length is from 50 to 200 m. The drill bit requiring WOB = 600 kN is probably a large diameter bit, for instance 26”. The large diameter hole then allows for much heavier drill collars, where a lenght of 200 m would give 600 kN. As a typical well in the North Sea may easily be several kilometers, by far the largest part of the drill string will be the drill pipe section. Figure 10 Centralizer, seen from below and from the side, as mounted on the drill collar section. Usually, the centralizer would have more slots (6 – 8 slots). A few places along the drill collar section, usually at least three, centralizers are mounted. These have an outer diameter close to the hole diameter and keep the drill collar section centered in the hole, preventing it from jumping around in the well. The excact placements of these is important for steering of the drill bit, this is discussed in a later section. These centralizers have slanted slots machined into their outer surface, allowing the return drilling mud flow up the annulus to flow freely, see Fig. 10. Drill string – equipment in the string Almost all of the equipment that is used in the drill string is mounted in in the section with drill collars, for the following reasons: 22 - - For measuring equipment it is most useful to do mesurements close to the drill bit, in the section of the well being presently drilled. This gives the earliest possible warning of any changes of the drilling conditions. Mechanical equipment has in most cases functions related to the drill bit and must be close to it. All the equipment must be mounted innside heavy wall pipes to be protected, these pipes are called the housing of the equipment. These pipes must be sufficiently strong to stand the loads the drill string is subjected to during drilling. At the same time there must be a channel innside the pipe where the drilling mud can flow down towards the drill bit. In most cases the eqipment cannot have an outer diameter larger than the drill collars. Making equipment sufficiently small to fit innside pipes of the same diameter as the drill pipes is at present very difficult, if not impossible. Equipment housing is preferably more or less of the same dimensions as the drill collars, and with the same type of connections. This ensures that they can be mounted directly in the drill collar section, just as the drill collars. The lower part of the drill string, the drill collars, measuring and communication equipment (mud pulses), mechanical equipment, and the drill bit, is called the bottom hole assembly, often abbreviated to BHA. TOP DRIVE JAR FOR Å SLÅ LØS FASTKJØRT BORESTRENG STABLISATOR SEKSJON MED BORERØR MÅLEUTSTYR OG DATALAGRING STABLISATOR STØT OG VIBRASJONSDEMPER SLAMMOTOR SEKSJON MED VEKTRØR BHA STABLISATOR STYRING AV BORERETNING BOREKRONE BORESTRENG Figure 11 BHA Scketch of drill string with its BHA section shown in more detail. Possible placement of different equipment is indicated. All the equipment units (exept for the drill bit) are shown strongly compressed in the axial direction. The equipment in the string can be divided into five groups: 23 1 2 Equipment for steering of the drill bit, especially important when drilling along reservoirs (horizontal wells) or around hindrances. Downhole motor and power transmission for rotating the drill bit, and eventually motors for other equipments. In most cases the downhole motor is a mud motor, this is a long rod shaped like a cork screw that is forced to rotate within its housing as the downward flow of drilling mud goes through the motor.