(IBAc) USING N,N-DIMETHYLFORMAMIDE (DMF) AS ENTRAINER
advertisement
 USING N,N-DIMETHYLFORMAMIDE (DMF) AS ENTRAINER")
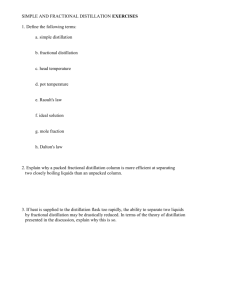
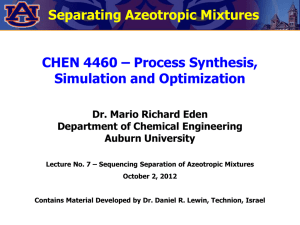
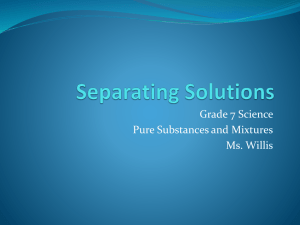
EXTRACTIVE DISTILLATION OF ISOBUTYL ALCOHOL (IBA) + ISOBUTYL ACETATE (IBAc) USING N,N-DIMETHYLFORMAMIDE (DMF) AS ENTRAINER. PILOT PLANT ANALYSIS N. Martínez, M. C. Burguet, J. B. Montón Departamento de Ingeniería Química, Escuela Técnica Superior de Ingeniería, Universitat de València, 46100 Burjassot, Valencia, Spain. Abstract The present work shows the study of the extractive distillation of isobutyl alcohol (IBA) + isobutyl acetate (IBAc) using N,N-dimethylformamide (DMF) as entrainer in a pilot plant distillation column with 30 real bubble cap trays. The experimental distillate curves of the ternary system obtained with the column working at total reflux have been analyzed and the distillation curves with the column working with continuous addition of the azeotropic feed and the entrainer has been obtained. Keywords: extractive distillation, pilot plant, residue curve map, isobutyl alcohol, isobutyl acetate, N,N-dimethylformamide. 1. Introduction The present work analysis of the distillate curves the working at total reflux, and now the study continues with the analysis of the experimental and simulated curves of continuous distillations with different operation conditions. The binary system is a mixture of IBA(1) + IBAc(2), which presents a minimum boiling azeotrope at 101.3 kPa. The azeotropic composition of this mixture at normal pressure is 0.884 molar % in IBA. In this study DMF has been used as entrainer. The vapor-liquid equilibrium (VLE) data of the binary and ternary system have been reported in previous works1-3. The IBA + DMF and IBAc + DMF binary systems and the IBA + IBAc + DMF ternary system do not present azeotropes; therefore there are not different distillation regions in all the range of the ternary system. Moreover, the system, at the experimental conditions, is also miscible in all the compositions range. The problem is focused then on breaking the IBA + IBAc azeotrope. 1 Literature Review Distillation is still the most used separation process in the chemical industry, notwithstanding its elevated energetic consumption. The recent studies have the purpose to reduce as much as possible this consumption improving the operation knowledge and optimizing its structure and operation parameters. In these studies, the simulation programs are turned into a powerful tool due to the facility and quickness for changing the operational conditions and for analyzing the simulated results. But the use of commercial simulators without an original data and results (both thermodynamic and operational) critical analysis can justify decisions very far of the desired goal. The problem of the critical analysis of the simulation results is increased by the little information available about the experimental data obtained in industrial columns or in pilot plants. Against the plentiful bibliography of the thermodynamic data (equilibria, heat of mixture, activity coefficients, etc) it is remarkable the small amount of studies in column published. Heterogeneus Azeotropic Distillation Most of the published dynamic models for nonideal multicomponent distillation separations are related to heterogeneous azeotropic distillation. This process is the most widely used to separate azeotropic mixtures with low relative volatilities. Heterogeneous azeotropic distillation uses a third component (entrainer) to form a heterogeneous azeotrope in the reflux drum. One of the phases is recovered as product, and the other is sent back as reflux to the column. Although the reflux drum is used as a decanter, this process usually requires more than one column to recover the entrainer. The extractive (homoazeotropic) distillation is a very efficient separation method where the two components (A and B) forming an azeotrope are separated by the aid of a separating agent (solvent/entrainer). Extractive distillation in a continuous system is widely used in the industry and it has an extensive literature Previous studies have concentrated on the effect of the extractive agent on the separation process. For example, its effect on the relative volatility of the mixture, the effect of feed concentration on specific consumption of extractive agent and the effect of adding the extractive agent as one of the components of the mixtures [18,19]. The possibility of reducing the costs of energy consumption in auto-extractive distillation has also been studied [20]. In this paper, we describe an experimental En ultimos trabajos publicados, a escala de laboratorio, Present an experimental investigation of the separation of the azeotropic ternary mixture via batch rectifier column4-14 , y en otros menos, se realizan en sistemas continuos15-20 , both cases with different types from column y configurations, using different models mathematical with the objective to find one effect economic potencial of the system. There are few publications on investigation pilot scale for extractive distillation. Rueda et al21 presents the results from the experimental validation of dynamic models of an azeotropic distillation system of methanol, normal pentane, and cyclohexane. The model was validated with experimental data from a pilot-scale size packed distillation unit operated at finite reflux. The approach presented in this work links the process fundamental dynamic model (HYSYS) with the control software used in the process. K. Terelak et al22, present results from pilotscale distillation of mixtures of formaldehyde, water and methanol, in column with 2 m. packing, two variants of that packing were studied. Barbel Kolbe et al23, present an study interesting of simulation for processing petrochemical cuts, based on the total annual cost , 2 verified on a laboratory and pilot plant scale . Cusack24, designed and executed pilot-plant program of the extraction system for the separation process. However, also some few the publication on the computer simulation of extractive distillation25-28, the best work R. Muñoz et al28., They simulated and evaluated economically two separation alternatives of a mixture made up of 52 mole% of isobutyl alcohol and 48 mole% of isobutyl acetate by means of a practical case of a plant to treat 12,000 Tm/year of the original mixture. The simulation has been carried out satisfactorily by means of a package of commercial software (Aspen HYSYS®) using the thermodynamic model UNIQUAC with binary parameters obtained experimentally by us. In these work, based on the guidelines for the solvent screening, They have chosen three solvents: N,N-dimethylformamide (DMF), 1-hexanol and butyl propionate (BUP). DMF was recommended as a potential entrainer for alcohol–acetate azeotropic mixtures because of its high polarity29 and 1-hexanol and BUP have been chosen because they are, respectively, in the same homologous series with one of the key-components30. Therefore, in order to be able to select the best solvent among them, They have carried out simulations with Aspen HYSYS® v3.2 of Aspen Technology Inc., using the binary interaction parameters correlated from experimental data obtained for all binaries involved1-3 . According to the results obtained, the best solvent seems to be butyl propionate. Once the solvent has been selected, we have designed the separation sequence and optimized the operating parameters. The two processes evaluated (extractive distillation using n-butyl propionate as a solvent and pressure-swing distillation) was optimized independently from each other and the best configurations and evaluated economically. The simulation and economic evaluation of the two separation alternatives that we have considered allow us to conclude that, for a 12,000 Tm/year plant, the pressure-swing distillation is more attractive than the extractive distillation using n-butyl propionate as an entrainer. Isobutyl acetate (IBAc) is a solvent widely used in Chemical Industry. It is used alone or in solvent blends in applications including coatings, inks, adhesives, industrial cleaners and degreasers. The IBAc is produced by estherification of aceticacid with isobutyl alcohol (IBA). Final purification of acetate by traditional technologies is a relatively complex procedure due to the existence of a minimum boiling point azeotrope in the IBA+ IBAc mixture at atmospheric pressure. Experimental System The chemical system selected for the experiments performed in this research was a ternary mixture of isobutyl alcohol (IBA) + isobutyl acetate (IBAc) using n,n-dimethylformamide (DMF). The distillation curves has been obtained, using the DISTIL program of Aspentech the residue curves of the ternary system with UNIQUAC model and the binary parameters3, The Figure 1, shows the residue curve map. An adequate topology is observed with only one distillation region into the composition diagram. The topology of this system can easily be deduced from the number and nature of the existing one azeotrope. In table 1 these data are showed, along with the nodes represented by pure compounds. 3 Node IBA components TºC 108.09 Node Type Saddle Tabla 1 IBAc DMF 116.00 saddle 152.63 stable Azeotropo IBA+IBAc 107.93 unstable Given the importance that the exact knowledge of the distillation curves shape has, he is very suitable to have information on the coincidence between the distillation curves estimated by simulator and real ones obtained in the column. IBA + IBAc + DMF IBAc (116,90ºC) 0.0 1.0 0.2 0.8 0.4 0.6 0.6 0.4 0.8 0.2 Azeotrope ( 107.93ºC ) DMF 1.0 (145.69 ºC) 0.0 0.0 IBA 0.2 0.4 0.6 0.8 1.0 (108.09 ºC) Figure 1. Residual curve map for IBA + IBAc + DMF at 101.3 kPa using UNIQUAC model; ( ) azeotrope; the symbol of arrow indicates the residual curve direction. Apparatus and procedure Figure 2 shows an image of the experimental distillation column that has been manufactured by Fischer. The pilot distillation column has 30 real bubble cup trays and an overall height 4100 cm and 9 cm of diameter. Each one of them has a sample intake that can be used to 4 remove liquid samples of the tray or to introduce a thermocouple or another temperature measurement element. In our column thermocouples have been settled in the plate number 3, 8, 13, 18 and 26. In addition there are thermocouples in the reboiler, in the outlet of the distillate and in the feed inlet. The column consists of three sections of 10 real trays each one, isolated of the outside by a vacuum-jacketed and with three possible feed inlets in each section. The reboiler takes several control systems of the energy provided to the fluid in order to be able to control the vapour flow generated and to avoid flooding of the trays. The system has two computers to measure and control the most important operation parameters, as well as an alarm system and automatic shutdown in case of a dangerous operation (interruption of the refrigeration water, for instance). The distillate flow is regulated by an automatic control of the opening time of the exit valve located in the high part of the column and the residue takes up through a constant level system. Distillate and residue can be mixed again and be given back to the feeding system by membrane pumps, although in this case we have preferred to retire the distillate and the residue in order to keep the stationary conditions. 5 Figure 2 Experimental distillation column Total reflux If the experimental was planed to determine a distillation curve, In order to reach the stationary state the column starts working at total reflux until the temperatures of all the trays stay constant and compositions ( reboiler and condensation), during half an hour (This process can last around 2 hours) , small samples were taken from rebolier, steps and condenser. Continuous operation After reaching the stationary state at total reflux the feed is introduced and it is expected again until the temperatures of the reboiler and the trays remain stationary (around 4 hours). The feed is introduced in the selected tray (in our case in the 10th tray in all the experiments) by means of gravity drop from a constant level tank and after going through a heating process that heat the feed until the boiling temperature. The solvent is introduced in the high part of the column (24th and 29th trays) following an equivalent procedure to the one of the feed. The flows are regulated with valves and are measured with individual calibrated rotameters. 6 El caudal de vapor utilizado para todos los experimentos fue el mismos, correspondiendo al 80% del máximo permitido para que la columna trabaje con inundación, Once the stationary state is reached small samples from the reboiler, trays and condenser are taken (0.2 cc). Due to the total content of the column (about 2 litres), the extractions do not destabilize the column. Analysis The analysis of the samples has been made by gas chromatography with the same equipment and the same operation parameters that were described in the previous work where is realized the study of the ternary vapour-liquid equilibrium2 . Chemicals IBA (99.5 mass%, HPLC grade), IBAc (>99 mass%, analytical grade) and DMF (>99.9 mass%, HPLC grade) were purchased from Aldrich Ltd. The reagents were used without further purification after chromatography failed to show any significant impurities (purity + 99 mass %). Results and discussion Analysis of the distillation curves of total reflux In the figure 3, the residual curves generated by the DISTIL Simulator have imagined using UNIQUAC model have been presented [7]. The discontinuous lines show the estimation obtained using the parameters of the Simulator data base, while the continuous lines are residual curves with the parameters calculated from the experimental equilibrium data. The experimental points corresponding to the composition of different plates from the column working at reflux and in stationary regime have been also drawn. In order to make this comparison a central point from each experiments has been obtained by means of program DISTIL It can be observed that the experimental points agree very well with the residual curves predicted by simulator. 7 IBAc 0 0.2 1 0.8 0.4 0.6 0.4 0.6 0.2 0.8 DMF 0 1 0 0.2 0.4 Figure 3 Residue curve map.( 0.6 0.8 1 IBA ) Simulated by DISTIL. (▲) Experimental data Analysis of the distillation curves in continuous operation. Several experiments have been carried out with continuous addition of near azeotropic feed, entrainer extraction of distillate and bottoms flow, changing the operation conditions of the column. In Table 2 the more important operation parameters are indicated. In the same table the values the food (XFi), distillate (XDi) and bottoms (XBi) compositions are indicated. These values are expressed in molar fractions. In all the experiments the feed has been introduced in the 10th tray (bottom up), a reflux ration of 19 has been used and the temperature of the feed has been introduced in the column is near to its boiling point. Table 2 Experiments and operation conditions Experiment Feed inlet stage Solvent/Feed ratio Feed (kmol/h) XF1 XF2 Distillate (kmol/h) XD1 XD2 Bottom (kmol/h) XB1 XB2 6 24 4.8 4.112 10-3 0.7486 0.2513 8.28 10-4 0.4548 0.5252 2.175 10-2 0.1396 0.0333 7 29 3.8 3.701 10-3 0.7486 0.2513 3.401 10-4 0.0692 0.4856 1.635 10-2 0.1759 0.0445 8 29 4.3 3.524 10-3 0.7486 0.2513 7.433 10-4 0.1953 0.5507 1.742 10-2 0.1304 0.027 9 29 4.5 4.288 10-3 0.7486 0.2513 5.364 10-4 0.1088 0.5816 2.126 10-2 0.1603 0.0362 10 24 4.0 4.699 10-3 0.7486 0.2513 8.071 10-4 0.4047 0.5634 2.134 10-2 0.1404 0.0346 The composition and flow values of the Table 1 have been obtained as average of different measurements made throughout each experiment (around 2 hours); therefore do not fulfil the 8 material balance exactly. In any case the errors between input and output values of the three components are less than 5%. IBAc 0.0 0.2 0.8 0.4 0.6 0.6 0.4 Feed 0.8 0.2 Azeotrope 0.0 DMF 0.0 0.2 0.4 0.6 0.8 IBA Figure 4 Continuous operation. Experimental data: ( ) Exp. 7; ( ∆ ) Exp. 8; ( □ ) Exp. 9 In Figure 4 the experimental curves corresponding to the experiments 7, 8 and 9 have been represented, in which entrainer is introduced in the 29th tray. Figure 5 shows the experimental curves for the 6 and 10 experiments and in these cases the entrainer inlet is in the 24th tray. If it is compared the two figures (Fig. 4 and 5), it can be observed that when the entrainer comes in the 29th tray the composition of the DMF in the distillate is high because there are not enough stages to separate and incorporate to the liquid that goes down. Nevertheless, when the DMF enters to the 24th tray the distillate is free of DMF, although immediately the IBA + IBAc mixture tends to move towards the azeotropic composition.. This fact is due to two opposing effects, by one side, the solvent reverses the volatility of the original mixture in the extractive section (enriching the vapor phase in IBAc) [2] and, on the other hand, in the upper rectifying section (without solvent) the original mixture behaves in the normal way (enriching the vapor phase in IBA). This study can be realized easily by simulation, provided that the simulation reproduces, even if in approximately way, the experimental curves. 9 IBAc 0.0 0.2 0.8 0.4 0.6 0.6 0.4 Feed 0.8 0.2 Azeotrope 0.0 DMF 0.0 0.2 0.4 0.6 0.8 IBA Figure 5 Continuous operation. Experimental data: ( ● ) Exp. 5; ( ∆ ) Exp. 6 Figure 6 shows the experimental curves to the 6th experiment and the simulation data made by HYSYS fixing the conditions of the inlet streams, the reflux ratio and the distillate flow. In order to make the simulation 50% effectiveness had been assumed to each stage, average value that was obtained in experiments with binary systems. IBAc 0.0 1.0 0.2 0.8 0.4 0.6 0.6 0.4 0.8 0.2 Azeotrope 1.0 DMF 0.0 0.0 0.2 0.4 0.6 0.8 1.0 IBA Figure 6 ( --- ) simulated by HYSYS. ( ▲ ) Experimental data 10 Acknowledgements Financial support from the Ministerio de Ciencia y Tecnología of Spain, through project No. CTQ2004-04477/PPQ, the FEDER European Program and the Conselleria de Cultura, Educació i Esport (Generalitat Valenciana) of Valencia (Spain) are gratefully acknowledged. Literatura Cited (1)J. B. Montón, R. Muñoz, M. C. Burguet, J. de la Torre. Isobaric vapor–liquid equilibria for the binary systems isobutyl alcohol + isobutyl acetate and tert-butyl alcohol + tert-butyl acetate at 20 and 101.3 kPa Fluid Phase Equilibria, 227 (2005) 19-25. (2)J. B. Montón, R. Muñoz, M. C. Burguet, J. de la Torre. Phase equilibria in the systems isobutylalcohol +N,N-dimethylformamide, isobutyl acetate +N,N-dimethylformamide and isobutyl alcohol + isobutylacetate +N,N-dimethylformamide at 101.3 kPa Fluid Phase Equilibria, 232 (2005) 62-69. (3)R. Muñoz , J.B. Montón, M.C. Burguet, J. de la Torre .Vapor–liquid equilibria in the ternary system isobutyl alcohol + isobutyl acetate + butyl propionate and the binary systems isobutyl alcohol + butyl propionate, isobutyl acetate + butyl propionate at 101.3 kPa Fluid Phase Equilibria 238 (2005) 65–71 (4) Songlin Xu, Huiyuan Wang A. New Entrainer for separation of tetrahydrofuran– water azeotropic mixture by extractive distillation Chemical Engineering and Processing 45 (2006) 954–958 (5) Zhigang Lei, Chengyue Li∗, Yingxia Li, Biaohua Chen Separation of acetic acid and water by complex extractive distillation Separation and Purification Technology 36 (2004) 131–138 (6) M. Warter a, D. Demicoli b,∗, J. Stichlmair b Operation of a batch distillation column with a middle vessel: experimental results for the separation of zeotropic and azeotropic mixtures Chemical Engineering and Processing 43 (2004) 263–272 (7) T. Safrit, A.W. Westerberg, U. Diwekar, O.M. Wahnschafft, Extending continuous conventional and extractive distillation feasibility insights to batch distillation, Ind. Eng. Chem. Res. 34 (1995) 3257–3264. (8) A. Bonsfills L. Puigjaner Batch distillation: simulation and experimental validation Chemical Engineering and Processing 43 (2004) 1239–1252 (9) E. Sørensen, Alternative ways of operating a batch distillation column, Inst. Chem. Eng. Symp. Ser. 142 (1997) 643–652. 11 (10) Beatriz Blanco a, Maria Teresa Sanz a, Sagrario Beltrán ,José Luis Cabezas a, José Coca. Vapor–liquid equilibria for the ternary system benzene C n-heptane C N,Ndimethylformamide at 101.33 kPa Fluid Phase Equilibria 175 (2000) 117–124 (11) N.E. Egbewatt and J. Fletcher. Exploring azeotropes in ternary mixture. African Journal og Science and Tecnology. <science and Engineering Series, Vol 4, No 1 96-103 (12) Z. Lelkes, E. Rev., C. Steger and Z. Fonyo . Batch extractive Distillation of maximal azeotrope with middle boiling entrainer. AIChE Journal, 48 (2002) 2524-2536. (13)C. Varga, V. Horvath, L. Rev, E. Fonyo, Z. Meyer, M. Lelkes. Feasibility of extractive distillation process variants in batch rectifier column. Chemical Engineering and Processing (2005) 44(11), 1237-1256 (14)I. Rodriguez-Donis , J. Acosta-Esquijarosa , V. Gerbaud E. Pardillo-Fondevila , X. Joulia Separation of n-hexane–ethyl acetate mixtures by azeotropic batch distillation with heterogeneous entrainer. Chemical Engineering and Processing 44 (2005) 131–137 (15) P. Lang a,* G. Modla a B. Kotai a Z. Lelkes b, p. Moszkowicz c Homoazeotropic distillation of maximum azeotropes in a batch rectifier with continuous entrainer feeding II. Rigorous simulation results Computers and Chemical Engineering 24 (2000) 1429-1435 (16) Sami Pelkonen, Andrej Górak, André Ohligschlager, Ruth Kuth Kaesemann. Excperimental study on multicomponent distillation in paked columns. Chemical Engineering and Processing 40 (2001) 235-243. (17) Nidal Hilal a,, George Yousef b, Paul Langston The reduction of extractive agent in extractive distillation and auto-extractive distillation . Chemical Engineering and Processing 41 (2001) 673–679 (18) E.P. Hanina, G. Yousef, O.B. Kislova, Specific consumption of extractive agent effect on feed composition in extractive distillation, J. Russ. Chem. 9 (1988) 2167–2169. (19) E.P. Hanina, G. Yousef, T.G. Pavlenko, V.S. Timafeif, Specific consumption of extractive agent effect on feed composition in ternary isotropic mixtures, Russ. Chem. Encycl. (1988) 842–845. (20)Songlin Xu∗, Huiyuan Wang.A new entrainer for separation of tetrahydrofuran–water azeotropic mixture by extractive distillation. Chemical Engineering and Processing 45 (2006) 954–958 (21) Lina M. Rueda, Thomas F. Edgar and Robert B. Eldridge. A Novel Control Methodology for a Pilot Plant Azeotropic Distillation Column Ind. Eng. Chem. Res. (2006), 45, 8361-8372. (22) K. Terelaka, S. Trybulaa, M. Majchrzaka,∗, M. Ottb, H. Hasse Pilot plant formaldehyde distillation: experiments and modelling Chemical Engineering and Processing 44 (2005) 671–676 (23) Babel (24) Koger W. Cusack. Pilot Plants Confirm Process Validity. Chemical Engineering (1998), 105, 6, 102-109 12 (25)Dennis Y.-C. Thonga, Guilian Liu b, Megan Jobson b,∗, Robin Smith Synthesis of distillation sequences for separating multicomponent azeotropic mixturesChemical Engineering and Processing 43 (2004) 239–250 (26)Hamid Reza Mortaheb, Hitoshi Kosuge∗ Simulation and optimization of heterogeneous azeotropic distillation process with a rate-based model Chemical Engineering and Processing 43 (2004) 317–326. (27)Paul Langston, Nidal Hilal, Stephen Shingfield, Simon Webb. Simulation and optimisation of extractive distillation with water as solvent. Chemical Engineering and Processing 44 (2005) 345-351. (28)R. Muñoz ,, J.B. Montón, M.C. Burguet, J. de la Torre. Separation of isobutyl alcohol and isobutyl acetate by extractive distillation and pressure-swing distillation: Simulation and optimization Separation and Purification Technology 50 (2006) 175–183 (29) erg, Lloyd; Ratanapupech, P.; Yeh, A. I.. Use of packed rectification columns in extractive distillation. AIChE Journal. 30 (1984) 871–874. (30) E.G. Scheibel, Fractional liquid extraction, Part 1. Chem. Eng. Prog. 44 (1948) 927– 936 13