INTRODUCTION: - Department of Mechanical Engineering
advertisement

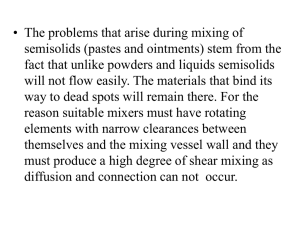
ULTRASONIC MIXER Design Concept Report MEMBERS KATIE KASER LIHONG XU JOANNA PIRNOT MOSHE SOLOMON ADVISOR: DR. KEEFE TEAM 11 November 25, 1998 University of Delaware Newark, Delaware 1 EXECUTIVE SUMMARY The object of the Design Concept Report is to reiterate the need for a nonmechanical means to produce a homogenous Polly-injection molding feedstock, to summarize our concepts and finally to show the process that we used to evaluate them. A key component to our concept generation was benchmarking, both system and functional. In our system benchmarking we looked at mechanical, static, and ultrasonic mixers in order to direct our focus of mixing power. Our system benchmarking also added in defining the capabilities we must incorporate in our design. In functional benchmarking we broke our system into its key functions and then researched methods or equipment that would enable us to accomplish those tasks. In order to evaluate our concepts it is necessary to first define our critical functions and then to analyze how or if the design accomplishes those tasks. In the evaluation of our concepts it is also important to define what wants and constraints must be satisfied and to what degree. For this reason an updated list of wants and constraints and the metrics and target values associated with them has been included within the report. Due to the nature of our project a working model implies a series of laboratory experiments using an ultrasonic probe to observe the behavior of materials in an ultrasonic environment. These experiments will provide information on whether ultrasonic energy is transmitted to the solid particles and to what extent. These experiments will aid in the concept generation and evaluation. Once the concept which we are going to focus our attention on has been defined a more detailed explanation of it will be given, along with a drawing package and a list of materials. And from this our future tasks will be better defined, i.e. schedule, and our budget will be updated. 2 INTRODUCTION The processing methods used to manufacture metal, ceramic, and plastic parts are largely responsible for the performance characteristics of the products or parts made from the materials. Appearance, durability, and properties such as tensile and compressive strength are dependent on the materials processing methods. Thus, these methods should be of high quality and reproducible. One of the increasingly common methods for fabricating parts is injection molding. Similar to casting, but with better precision and surface finish, it is used in the manufacturing of metal, ceramic and plastic parts. Powder injection molding (PIM), is the molding of parts using a feedstock that consists of a fine metal or ceramic powder in a polymer matrix. Mixing or compounding the powder into a melted polymer binder creates the feedstock. This mixture is then injected into a mold cavity and cooled until it solidifies. The next is to chemically remove the polymer. This leaves a solid metal or ceramic piece. Voids or defects in the final, solid metal or ceramic piece are a result of improper mixing of the feedstock. The final piece will be uniform and free of defects if the metal/ceramic powder was evenly dispersed in the polymer matrix – i.e., a homogenous mixture of powder and polymer. Homogeneity of the processed feedstock is an indicator of quality mixing. Currently, PIM feedstock is produced using mechanical mixers. These compounders use mechanical design and components such as mixing screws to incorporate the powder into the polymer. They also supply enough energy to melt the polymer during processing, and cool it for final refinement into a usable form. However, these mechanical mixers are large and expensive. The mixing screws, commonly used, 3 are difficult and time-consuming to clean. Because of the abrasive nature of the metal powders, there is extensive wear on the mechanical components. This in turn, creates a need for extensive maintenance on the machine. The abrasion of the mechanical parts also results in contamination of the feedstock. Fraunhofer Research Center of Delaware (FRC-DE) wants an innovative mixing system designed for the preparation of PIM feedstock. Disadvantages of Mechanical Mixers They are expensive Difficult to clean Large Abrasion of the mechanical parts leads to contamination of feedstock Because of the problems with the mechanical mixers described above, Fraunhofer seeks a non-mechanical design still capable of incorporating the fine powders into the polymer matrix. CUSTOMERS As our sponsor, and the logical first user of our design, Fraunhofer is our primary customer. Don Kupp is our main contact, but other customers at Fraunhofer include people who would be potentially using our mixer in their work, such as Michelle Mattera (NCDA student engineer and Fraunhofer part-time employee). Another group of customers are companies that supply or consult on the use of ultrasonic mixers. Some of these companies are Advanced Sonic Processing Systems (Oxford, CT) and Misonix Incorporated (Farmingdale, NY). Specific contacts at these companies include the president of Advanced Sonic Processing Systems, David Hunicke. Our largest group of customers encompasses anyone who is involved in powder injection molding in industry. 4 WANTS AND CONSTRAINTS Because of the unique nature of this project and the flexibility of our customers, we have few constraints, but many wants of varying importance. Constraints 1) Completion of design project by April, 1999, 2) Safe operation of design, 3) Non-Mechanical design, and 4) Production of homogenous mixture. Wants 1) Production of a measurable quantity of material, 2) Suitable Temperature Controls, 3) Ease of cleaning, 4) Avoidance of waste material when cleaning, 5) Durability, 6) Small size, 7) Avoidance of contamination due to abrasion, 8) Minimization of noise, 9) Production of feedstock in usable form, 10) Ease of use, 11) Ease of process monitoring, 5 12) Continuous process, 13) Controlled feeding mechanism, 14) Safe electrical controls, 15) Capable of handling a variety of materials, 16) Repeatable performance, and 17) Reasonable cost. SYSTEM BENCHMARKING 1. Mechanical mixers 2. Non-mechanical mixers a. Static mixers b. Ultrasonic mixers MECHANICAL MIXERS Currently, PIM feedstock is being made using a mechanical mixer. The mechanical mixers make the feedstock by extruding the material through co-rotating or counter rotating screws. The following paragraphs briefly describe some mechanical mixers available on the market. D-TEX The equipment manufactured by D-Tex is modular in design. It achieves uniform mixing by use of twin screw extruders. Because corrosion is an issue, resistance is achieved by using stainless steels, low iron-content alloys, and various hardfacing 6 techniques. Barrel corrosion resistance can be obtained with specific wear- resistant metallurgies. Screws can be replaced and changed as needed for the specific process. These mixers produce the feedstock in pellet-like form. Production ranges from 100 lbs./hr to 7,000 lbs./hr. In order to provide the highest melting rate, the surface area of the solids exposed to the barrel must be maximized. For this reason the equipment is large, specifically 9 x 3 x 5 ft 3 to 32 x 6 x 9 ft3. D-Tex offers temperature control, heat to melt the powder, and cooling for the finished PIM feedstock. Feeding systems are included in order to prevent contamination. POMINI The quality of the process depends on the high shear stresses that are transmitted to the material. For this reason POMINI includes a throttling valve to control the energy and mix consistency. The mixers are capable of varying the mixing time in order to complement a given process. Main feeding, secondary feeding and liquidadditive injection are also incorporated to increase accuracy and reduce feedstock contamination. Mechanical mixers can be run as either a continuous or batch process. POMINI's mechanical mixers have a production-rate range from 40 kg/hr to 130 kg/hr and are capable of producing a product in a usable form. The pressure developed by the extruder pushes the material through a die in order to create the desired shape. POMINI offers intensive internal mixers (both tangential and intermeshing), continuous mixers and compounders, twin screw and singlescrew extruders, pin-barrel extruders, and multiplex extrusion heads. 7 LEISTRITZ Manufactures twin screw extruders in co-rotation, counter-rotation, intermeshing and non-intermeshing modes. Twin-screw extruders perform these functions: feeding, melting, mixing, venting, developing die-localized pressure, and conveying. Leistritz mechanical mixers include many of the features already mentioned above. The problem with mechanical mixers is that they are large, expensive, and require considerable maintenance. Furthermore, erosion is a problem because abrasive material wears the surface of both screws and barrel. As they wear away, resulting particles contaminate the feedstock. Depending on feedstock constituents, equipment corrosion may also be an issue. Since erosion and corrosion do occur, it is required that periodic inspecting and replacing of parts is performed. Replacement requires additional time and money. It is for these reasons that we wish to replace the mechanical mixers. However, it was important to fully appreciate existing mechanical-mixer capabilities to understand capabilities needed for our current design. NON-MECHANICAL MIXERS STATIC MIXER Many polymerizable resins are processed in multi-component dispensers. In these units, final resin mixing takes place in a disposable tip called a static mixer. One of the more common static-mixer designs utilized today is the twisted-ribbon type or the two-paddle mixer. In these devices, stationary obstacles rotate the fluid resin components 180°, then split each component in half. The fluid components go through a series of splitting and blending until the desired mixing is achieved. The 8 dual-component, single-fluid resin then exits the static mixer and is deposited as required. When use of the resin applicator is complete, the static mixer tip is discarded and the multi-component dispenser can be reused with a new mixing tip. Although the twisted-ribbon mixer is quite reliable and very inexpensive, it does have drawbacks. Resin components with large viscosity differences are difficult to blend. Since many of the multi-component dispensers are hand operated, highly viscous fluids cannot be blended by hand because of the circuitous route the resin blend must take in the two-paddle design. Also, when many blends are required the length of the static mixer becomes cumbersome because blend changes produce considerable unusable waste. In summary, the static mixer is an impractical concept because of the disadvantages listed above, namely it is unsuitable for materials with high viscosities, it would need tubes of long length resulting in wasted material, and cleaning would be extremely difficult. ULTRASONIC MIXERS Ultrasonic mixers operate by transmitting electrical energy into a transducer, where it is changed into mechanical vibrations. Two types of ultrasonic mixers have appeared on the market: internal mixers that employ a probe or horn, and external ones that affix to a vessel wall. Ultrasonic techniques, sometimes called sonication, are used in biotechnology, pharmaceutical science, chemical/petrochemical engineering, microbiology, food science, clinical research and environmental science. 9 COMMERCIALLY AVAILABLE INTERNAL MIXERS VIBRA-CELL Pressure waves are created within the liquid. Millions of microscopic bubbles are formed. They expand during the negative pressure excursion and collapse violently during the positive excursion. This phenomenon is called cavitation. It creates shearing action at the tip of the probe and causes the liquid molecules to become intensely agitated. Some options of the Vibra-Cell unit is as follows: Automatic frequency control; eliminates need for constant manual adjustments, Automatic amplitude compensation to ensure uniform excursion, regardless of load conditions, Temperature control that turns system off if it is out of the range 0-100°; Automatic turns off if the equipment is being operated under adverse conditions, and Probe and process chambers made of titanium. BRANSON Options are similar to those listed by Vibra-Cell. NIRVANATRON This unit is portable. 10 VIRTIS Virtis offers cell disrupters that perform a variety of techniques: emulsification, homogenization, degassing, dispersion of solids in liquids, and acceleration of reactions. Some features of this unit are as follows: Automatic tuning control and load monitor improves efficiency by maintaining the optimal probe intensity under varying load conditions (temperature, pressure, viscosity, and size), Adjustable power control, Built in safety - a safeguard against potential overload or overheating conditions by protective internal sensing circuitry, Built-In-Adjustable Pulse Capability to prevent excessive heat accumulation within the sample over prolonged processing times, and Washable acoustic insulation to reduce noise Cavitation intensity depends on the amplitude of the probe motion and the liquid properties. Probe-tip erosion is possible over time due to sonication. Mixing highly viscous materials can also be problematic. COMMERCIALLY AVAILABLE EXTERNAL MIXERS The Sonic Sonolator from Sonic Corporation in Stratford, Connecticut is an in-line homogenizer that converts the kinetic energy of a high-velocity liquid stream into intense mixing. This conversion is created by a physical phenomenon known as "jet-edge tone." It 11 is essentially a passive device, in which a stream of process fluid is forced through an elliptical orifice. From there it passes over a blade-like obstacle. (See Figure.) Where, A. Elliptical orifice B. Blade-like obstacle C. Acoustic intensity probe E. Acoustic intensity meter Between the orifice and blade, the jet of liquid sheds vortices perpendicular to the original flow vector. The shedding pattern creates a steady oscillation in the sonic range within the liquid. The stress from these oscillations forces the liquid to cavitate in the ultrasonic frequency range. The high level of cavitation, shear, and turbulence within the mixing chamber shatters product particles and emulsifies liquids. Even this technology does not appear to be appropriate. The high-viscosity low-velocity flows of polymer binder streams appear to lack the high kinetic energy requisite for the Sonolator. However, it may be useful for breakup of ceramic or metal powder-particle agglomerates before incorporation with the binder. 12 The Nearfield Acoustic Processor (NAP) is a product of Advanced Sonic Processing Systems in Oxford, Connecticut and is a device that integrates three synergistic acoustic resources. It combines so-called near-field sound energy delivered by opposing sound sources with the special characteristics of a dual-frequency system. Each source contributes a distinctive ultrasonic effect to the liquid flowing through the NAP's processing chamber. The near-field contribution is from the shock waves found within one wavelength of the acoustically activated surface. These shock waves cavitate the liquid in contact with the sound source or diaphragm plate. As the acoustic pressure wave travels through the liquid medium, the shock wave is dampened and its intensity is reduced. (The far-field effect of dampened sound waves is the effect widely used in ultrasonic cleaning.) The near-field region is where the shock waves act most violently upon the process liquid. The NAP Reactor amplifies the near-field effect by activating opposing diaphragm plates. This serves to cause cavitation owing to constructive and destructive interference. The magnitude of the relative pressure amplitude is doubled when the two waves complement and fortify one another. The large pressure differential from the high and low-pressure zones creates intense implosive forces within the processing chamber. 13 Driving the opposing diaphragm plates at different resonant frequencies is the third means by which the effect is intensified. Because of nonlinear interaction, the two fundamental frequencies produce a third frequency, the beat frequency. The beat frequency is a highly energized zone that continuously moves back and forth across the processing chamber's gap. reactor's cavity. This technique eliminates acoustic dead spots within the The entire ultrasonic chamber is thus uniformly activated to produce consistent processing results for all particles passing through it. The processor is capable of dissipating up to 100 Watts/cm3 of acoustical power in the material treated. Our customer's wants and constraints appear to be best satisfied by the features and capabilities found in an ultrasonic mixer. 14 Summary of System Benchmarking System benchmarking of existing mixers provided us with valuable knowledge of the capabilities that can be incorporated into a successful mixer, i.e. one that creates a homogenous mixture. The four main areas of research and what we learned from them are as follows: MECHANICAL MIXERS From our research on mechanical mixers, we did gain some positive information. We learned that they successfully mix the PIM feedstock by carrying the material through different temperature zones – one for heating and melting the polymer, one for mixing the metal into the polymer binder, and temperature zones cooling the feedstock for extrusion. These are considerations that need to be applied to any type of mixer for powder injectionmolding feedstock. In addition, although abrasion is a large problem in mechanical mixers, we learned that the use of hard materials such as titanium in the construction of these machines helps to minimize the damage from abrasion. This is information that could also be applied to an ultrasonic mixer. STATIC MIXER This is a non-mechanical, non-ultrasonic mixer that can be highly effective for some materials. It helped us realize that you do not necessarily need a strong power source or complex mechanical design to effectively mix a substance. overcome many apparent obstacles. 15 An innovative design can INDIRECT ULTRASONIC MIXER Seen in designs such as the Sonolator described in our benchmarking, some mixers introduce very high shear stresses in the material to be mixed by the use of pumps and obstacles in the mixing chamber. These high shear stresses can result in ultrasonic cavitation within the solution to be mixed. This showed us that you do not necessarily need an ultrasonic energy source to have ultrasonic cavitation result in the material being mixed. These mixers can handle high viscosity liquids and high flow rates, but there are many mechanical parts such as pumps and complex geometry in the flow chamber. PROBE-TYPE ULTRASONIC MIXER This type of ultrasonic mixer is effective for homogenizing some liquids, and many of its features are beneficial. The ability to regulate the power and amplitude of the ultrasound is common. We learned that a non-mechanical energy source can provide intense mixing results, just through the application of sound waves. EXTERNAL-SOUND-SOURCE ULTRASONIC MIXERS There are several types of external-sound-source ultrasonic mixers on the market. This area is where the versatility of ultrasonic mixing became apparent. Because the sound source/transducer is not in direct contact with the solution that is being mixed, abrasion is less of a problem, and various geometries of the mixing chamber are possible. Some external-sound source mixers can handle very viscous materials, and some can handle a high flow rate of material. A continuous process can be achieved – that is not easily possible with a probe-type transducer. 16 Metrics Appendix 6 is a complete list of the customer wants and constraints, their metrics and their target values. From this list and the use of SSD we generated a list of the top ten wants. In SSD each want was rated by its importance (using a scale from 1 to 5, with 5 being the most important), as design team 11 saw fit and then by the importance that each customer attached to that particular want. TOP TEN WANTS, METRICS AND TARGET VALUES 1) Temperature Control Metric - Maintain temperature, in appropriate zone, during mixing - Ability to adjust temperature Target Value – 0 to 200 degrees Celsius 2) Low Contamination Level Metric – percentage of contaminants Target Value – 0 % 3) Ease to cleaning Metric – ability to disassemble - Ability to clean by hand Target Value – Yes 4) Budget Metric - cost less than a mechanical mixer Target Value - less than $5,000 5) Production of a measurable quantity 17 Metric – output/hour Target Value - 5 lbs./hr 6) Repeatability Metric – reliability Target Value - low standard deviation in mixing results 7) Material usable form Metric – geometry Target Value – pellet or spherical shape 8) Avoidance of waste material when cleaning Metric –% lost Target value - less than 3% 9) Controlled feeding mechanism Metric – % of material lost - Ability to introduce materials separately Target Value – 0 % - Yes 10) Durability Metric – warrantee Target Value – 10 years Each metric was then evaluated in order to see which ones were the most important and to see if there was any correlation of metrics between numerous wants, hence increasing its importance. TOP TEN METRICS 18 1) Temperature Control (temp. of material) – 0 to 200 degrees C, 2) Viscosity range – 0 to 1000 Pa-s 3) Ability to clean without waste – less than 3% lost 4) Percentage of contaminants – less than 1 % 5) Output/hour – greater than 5lbs/hr 6) Incorporation of feedback system – Yes 7) Geometry of product – pellet-like or spherical 8) Ability to add materials separately 9) Ability to modulate frequency – Yes 10) Cost – less than $5,000 Since constraints are non-negotiable, they must be satisfied by the final concept. These are our constraints as mentioned previously. CONSTRAINTS 1. Completion of design project by April, 1999 Metric – time Target value – April of 1999 2. Production of homogenous mixture Metric – pressure/torque Target value – Constant value of pressure/torque (Pressure/torque rheometer) 3. Non-Mechanical design 19 Metric – mixing energy source is non-mechanical Target value - YES 4. Safe operation of equipment Metric – does our design meet electrical safety standards Target value - Yes Each concept that we have generated is evaluated by how well it satisfies the customers’ constraints and wants. This is the reason for us using SSD to clearly identify the most important wants and metrics. It is also the reason for listing them above. ULTRASONIC BENCHMARKING We benchmarked applications of ultrasonics to obtain a better understanding of the nature of ultrasonics. By benchmarking other applications for ultrasonics, such as ultrasonic cleaning, we obtained information concerning the different methods of introducing ultrasonic power to a system. There are three ways in which to introduce ultrasonic power. 1) To immerse a vessel in a sonicated liquid. Sonic Energy is then transmitted through the liquid to the reactor walls of the vessel (commonly an ultrasonic cleaning bath) 2) To directly attach transducers, which produce ultrasonic vibrations, to the outside surface of a vessel 3) To immerse an ultrasonic transducer directly in the liquid Knowing these methods has aided in our concept generation. Information on ultrasonic cleaning led us to some papers and brochures concerning the nature of ultrasonics and types of transducers. 20 The following are manufacturers of ultrasonic equipment: Ultrasonic Cleaners, Lone Star Tech. Services, Soniclean Pty. Ltd. and Sonicor Instrument Corp. FUNCTIONAL BENCHMARKING In our functional benchmarking our system has been broken into three components: Heating Mixing Cooling. HEATING Heating is a main function of the system because the polymer resin, which is added in a solid powder form, must be melted. Depending on the material, the process must include a series of temperature zones. For this reason we are looking at heating strips, heating bands and coils. These types of heating sources can easily be mounted on the system and will uniformly heat the material. The temperature can easily be set, controlled, and monitored. Delta Manufacturing Co., PS&E Electrical Products, and Industrial Engineering & Equipment Co. are examples of some companies who manufacture strip heaters, heating bands and heating coils. MIXING The ultrasonics is the most important part of the system. There are three methods of converting electrical energy to mechanical mixing energy through transducers, as mentioned in the ultrasonic benchmarking. Ultrasonic generators and transducers are important components in the mixing process. There are two main types of transducers: piezoelectric and magnetostrictive. The following is a list of manufacturers of transducers, 21 Columbia Research Labs, Inc., Kistler Instrument Corporation, CD International Technology, Inc., and InTech Supplies Ltd. COOLING Cooling is another function we examined. There are two main ways in which the PIM feedstock can be cooled. One way is to use a cooling coil or cooling-water heat-transfer system on the outside wall. Another method is to let the feedstock exit the system and cool in the air. Kool Choice Engineering Pvt. Ltd. and Peter Gerard Associates, Inc. are both manufacturers of cooling coils. Depending on the final concept, one of these two methods of cooling will be incorporated in the process. CONCLUSION OF FUNCTIONAL BENCHMARKING From our benchmarking, we are familiar with different heating and cooling sources. We have learned that the ability to control and monitor the temperature does exist, and that the ease of use will depend on the heating source and cooling sources that we purchase. This information implies that some of our wants are capable of being satisfied. It is possible for different temperature zones to exist within the same system. It is also possible to adjust the temperature of the system for different processes. Temperature feedback systems can be incorporated, as well. CRITICAL FUNCTIONS FEEDING 22 There is a need for an operation in which the metal/polymer feedstock is introduced into the mixing chamber. Proper feeding of the feedstock will allow sufficient time for the feedstock currently in the chamber to be properly mixed to the required level of homogeneity. It will also prevent any solid constituents from settling, which might cause blockage. HEATING The mixer design must incorporate an area in which the polymer is heated to its melting point, so that the metal or ceramic powder can be mixed into the liquid-polymer matrix. Another consideration is that ultrasonic mixing inherently generates heat, so a cooling mechanism may need to be incorporated to avoid overheating of the transducer or of the feedstock itself. However, the primary consideration is that ultrasonic energy will not effectively homogenize solids; we must heat the polymer to a liquid form. MIXING Initially, the distribution of metal particles in molten polymer will not be homogenous. An ultrasonic source will generate cavitation in the solution such that during their implosion stage they will give some of their energy to the surrounding particles as kinetic energy. Due to the high degree of cavitation that will take place in the solution, the particles and molten polymer molecules will acquire sufficient kinetic energy to move great enough distances and interact to a high degree with surrounding particles such that a mixing action takes place. 23 COOLING Before and during mixing, the material will be in liquid form having as low a viscosity as possible, because this enables the full effects of the ultrasonic energy; it is most effective on liquids. However, in order to produce the feedstock in a usable form it must be cooled after mixing. A successful design will provide for either natural cooling of the material in air, or a chilling portion of the mixer with heat transfer fluid to remove heat from the feedstock. REMOVAL OF PRODUCT FROM MIXER The final form of the mixed material should ideally be palletized, so that at a later time the material can be re-melted and used in injection molding. Our design should incorporate consideration of the end form of the feedstock after mixing. CONCEPT GENERATION FROM CRITICAL FUNCTIONS Our concepts must take into account these five critical areas. However, feeding mechanisms are widely established, and the extrusion of the feedstock is also commonly understood and practiced. The area requiring the most consideration and innovation is the ultrasonic mixing process. (Appendix 1 contains sketches of concepts 2-4, concept 1 is similar to the probe apparatus on pg 29. Appendix 2 contains our drawing package, based on concept 5.) CONCEPT 1: PROBE TYPE MIXER 24 This device utilized an extended cylindrical surface, which is placed directly into the solution to be mixed. The probe contains a piezoelectric device attached to a horn. Mechanical vibrations, at frequencies greater that 20 kHz, are generated at the tip of the probe. The intensity of the vibrations depends on the probe diameter. Probes of small diameter produce more intense cavitation but the region affected is smaller than a larger diameter probe. This type of mixer will usually process batch quantities, although application in continuous processing is possible. The mixer will utilize a heating plate. Thus temperature control is possible by regulating the energy delivered to the plate by a power supply. Control will also have to be placed on the generator since the cavitation will raise the temperature of the mixture. The feedstock can be introduced into the mixing chamber either before the generator is turned on, simply by opening the lead and pouring it in, or by feeding it in through a pipe by using gravity or a pump. Once the material is well mixed, it will need to be extruded into usable form. This can be accomplished by transferring the mixture into another chamber that has an extruder attachment. Then, the mixture, which has now become cooler, will be pressure fed into the extruder, probably by a piston. The same concept can be used in the mixing chamber to extrude the mixture, and avoid the need for a second device. As mentioned previously our critical functions are introduction of the material, heating of the materials, mixing, cooling of the materials, and finally removing the materials from the system. Concept 1 adequately allows material to be added into the system by hand and then mixed. This method of introducing material is not the most precise method of adding material and could lead to spills or other such misfortunes. Heating is possible within this system, by the addition of a laboratory hot plate, however having the material pass through a variety of temperature zones is not an option. Likewise a cooling system is also not readily incorporated in this design. The material can be removed from this system. However the form of the material will not be user-friendly. Further processing must be done 25 on the material in order to turn it into a pellet or spherical geometry. This is a large drawback in this design. CONCEPT 2: OPPOSING SOUND SOURCES One concept that would fulfill our most important design constraints and many of our customer wants is derived from our system benchmarking of Advanced Sonic Processing Systems Nearfield Acoustical processor. Their process uses two transducers operating at different frequencies, both applying ultrasonic energy to the mixture. Our design is to have the two opposing sound sources attached to diaphragm plates, which could then be clamped to the mixing vessel. The mixing vessel would be rectangular on the outside for ease of attachment. The feedstock to be mixed would flow through the cylindrical inner pathway of the mixing vessel. It is better to have the material flow through a cylindrical shape for ease of cleaning and to avoid material being caught in the corners. Temperature control would be achieved by having a heating source attached to the sides of the mixing vessel. The transducers would be kept from overheating by having a heat transfer fluid or even cooled water flowing through the transducer case. The feedstock material would flow through the mixing vessel by gravity. This design has the advantage of operating with continuous flow, as the material could continuously be fed into the mixing chamber, flow through and be heated and mixed, and then flow down into an extruder attachment. This concept requires the material to be preblended, prior to entering the system. This is a drawback. Another drawback is that it also requires that the polymer be premelted. For these reason, there are problems both with the introduction and heating of the material. This design does however adequately mix the components. A cooling component is not incorporated at this time. Removal of material may be difficult without an 26 extruder, however this is not certain as of right now. This system focuses on mixing the material, but problems are evident in the other four critical functions. CONCEPT 3: ROTATING MIXER In this concept, the mixer comprises a slanted tube having two portions, an upstream and a downstream portion. The upper portion is fully cylindrical on the inside and outside. The vessel is fully cylindrical for half of the total length. The other half of the cylinder is closed off, leaving a half-cylindrical downstream portion. This downstream half cylinder is sealed across the top. Externally, the surface is half-hexagonal to allow transducer mounting – it is easier to mount transducers on the flat surfaces. In use, the pre-blended feedstock mix is introduced into the upper full tube and heated. The mixing tube is initially positioned so that the sealed half-cylinder surface blocks the flow into the half-cylindrical downstream portion of the mixer. The mixer tube is angled, so that the feedstock flows by gravity towards the half-cylindrical portion of the mixer. When the mix has reached the desired process temperature, the tube is rotated 180 degrees. Now that the mixer has been rotated, the feedstock material can flow into the half-cylindrical section of the tube. This is the part of the mixer that has a transducer attached to the outside flat portion of the vessel. The feedstock flows down the curved surface and is mixed; further down the half-cylindrical section, the tube will be watercooled, so the material will be more solidified and ready for extrusion. This concept calls for preblended materials. As mentioned previously this is an added inconvience and thus a drawback to the design. The rotating mixer will be designed to focus on the heating and mixing of the materials. A cooling system and a means to remove the material have not been incorporated; these are issues, that must be addressed if this design is to be pursued further. 27 CONCEPT 4: SEPARATE HEATING & MIXING The mixer is designed as a two-chamber system in which the chambers are vertically aligned and is internally cylindrical in shape. These chambers are separated by a narrowing that is controllably obstructed by a cylindrical plunger in the lower chamber that is suspended by a shaft passing through the narrow portion. Whereas the vessels are internally cylindrical, externally they have a hexagonal shape, thereby permitting easy attachment of flat-surfaced ultrasonic transducers on the lower-vessel walls. Pre-blended feedstock is introduced into the upper chamber, where it is first heated. When the material has achieved the desired process temperature, the plunger is lowered, thereby allowing the heated feedstock to pass through the narrowing and over the plunger. During passage, the transducers attached to the vessel wall sonicate the material. The material can easily be fed and heated in this system. However, due to its design, which concentrates on the heating, there is a good possibility that the material may plug the opening prior to entering the lower chamber. This idea is supported in our tests, which will be explained later on. In general, in order for adequate flow to occur there must be mixing concurrently. This design therefore focuses more on the heating than on the mixing of the material. No means of cooling or extruding the material is incorporated at this time, another draw back to the design. CONCEPT 5: HEXAGONAL TUBE MIXER The design of this system is that of a hexagonal tube set at an angle. Pre-blended material enters the system through a funnel into a long cylindrical tube. The outside of the tube is hexagonal, whereas the inside is cylindrical. The tube is set at an angle and this angle is adjustable. Transducers will be placed on three opposing sides, of the outer surface. This design will increase the intensity and focus of the ultrasonic mixing. The 28 remaining three sides will have heating sources. The heating sources allow for the temperatures to be adjusted as well as monitored. Once the material enters the tube it will flow downward, using the force of gravity to move the material. As it flows it will be continually mixed by the transducers. The tube will go through a series of bottlenecks to concentrate the intensity of mixing. Using a tube will allow us to address different conditions for mixing and temperature zones. The final portion of the tube will be used for cooling. A cooling coil will be wrapped around the outside. The material can then be extruded by an external system. This system allows for materials to enter the process in an fashion less conducive to spills. The material is capable of being heated and traveling through a series of temperature zones, if the process calls for them. The material is sufficiently mixed by the multiple transducer configuration. The material’s departure from the system (falling through small holes) incorporates a means of cooling as well as a way in which to leave the system in a usable form. This design meets all five critical functions. Working Model Due to the nature of our project we were unable to physically build a working model of our concept. However we performed a series of laboratory experiments to evaluate our concepts and to prove in theory that ultrasonics are capable of transferring energy to the metal and ceramic powders to create a homogenous mixture. In our experiments we used the ultrasonic probe that Franhofer currently owns. It is a high intensity ultrasonic processor, manufactured by Cole Palmer. This specific device has a power supply of 600 Watts and has two differently sized probes. The larger of the two probes is ½ inch in diameter and is capable of mixing volumes between 10 to 250 ml. 29 The microtip has a much smaller diameter and is capable of mixing much smaller quantities of material. The benefit of the smaller probe is that the intensity of mixing is much greater. The following figure will give a better idea of the equipment that was used during the test. 30 31 TEST 1 The first round of tests was to see the effect of ultrasonic mixing on polyethylene glycol. Using the ½ inch diameter probe at 40% amplitude, for 5 minutes, a sufficient mixing of the polymer resin was seen. The majority of the mixing occurred directly underneath the probe. However the surface of the material was very turbulent. The main observation in this experiment was the temperature change of the material. The initial temperature of the polyethylene glycol was 37.8 degrees Celsius and the final temperature was 71.4 degrees Celsius. WHAT WAS LEARNED There was a 33.6 degree C increase of temperature; ultrasonic is a significant source of heat. TEST 2 The second round of tests evaluated the dry flow behavior of premixed blend of PIM feedstock materials, as well as the melted-flow behavior of the premixed blend. These tests were done to determine whether the material would flow if it were not being mixed at the same time and to see whether the metal material would separate. The pre-blended mixture will flow without mixing. However, there is evident separation between the metal powder and the polymer resin. Therefore we cannot expect the material to flow far or through a very small opening without encountering problems due to separation. What was Learned WHAT WAS LEARNED Heating and mixing should be as concurrent as possible. 32 TEST 3 A beaker containing aluminum oxide and polyethylene glycol immersed in an ultrasonic bath to observe the effects. An ultrasonic bath is a method of cleaning instruments, using ultrasonic energy. A beaker is placed on a mesh inside the ultrasonic bath. Water is then poured into the bath; sufficient that the material to be affected is covered. The material was checked after five minutes – with no results, 15 minutes – powder settlement on the bottom, a few bubbles, and after 25 minutes – materials slightly warm, most of powder settled on the bottom, mixture a little cloudy. WHAT WAS LEARNED The ultrasonic bath was not an effective method to transfer energy to the polymer resign and aluminum oxide. TEST 4 In our third round of testing we used Aluminum oxide and polyethylene glycol. Our first trial consisted of premixing the two materials, stirring by hand, and then mixing with the ultrasonic mixer. At amplitude of 50 % bubbling occurred and swirls developed within the liquid. At amplitude of 100% the mixing became more intense. Secondly we used the ultrasonic mixer to mix the two materials with no previous mixing. This showed good mixing results, but very bad contamination. We know that good mixing occurred because the polyethylene glycol is clear, where the aluminum oxide is white. After a few seconds of mixing the entire mixture was white. This indicated that mixing occurred and that energy was transmitted to the solid particles. After a few more seconds of mixing the entire mixture 33 turned gray. The material turned gray due to erosion of the titanium tip by contact with the abrasive aluminum oxide. WHAT WAS LEARNED 1. Ultrasonics are capable of transmitting energy to solid particles and dispersing them throughout a liquid polymer. 2. A system incorporating a probe is subject to extensive contamination and wear on the probe. TEST 5 Our fourth round of testing used paraffin wax, due to its high viscosity and low melting point, and aluminum oxide. The importance of the paraffin wax is that it should increase in the suspension time of the aluminum powder, thus increasing its ability to be mixed more intensely. There was again apparent mixing due to the color changes. Paraffin wax is clear and aluminum oxide is white. During the mixing, the entire mixture became gray, solid particles having been dispersed. (Again the material eventually turned gray due to erosion.) Mixing was also evident due to the turbulent motion of the liquid. Directly after mixing there was no apparent settling of material on the bottom of the beaker. A larger percentage of solid materials were used compared to the third round of testing. WHAT WAS LEARNED Ultrasonics are capable of mixing solid powders in a polymer resin. 34 TEST 6 Similar tests were done in the fifth round of testing. Again aluminum oxide was added to paraffin wax and mixed. This time the mixture was poured into a small metal tray and allowed to solidify. This was done to observe the mixture homogeneity. WHAT WAS LEARNED The solid mold showed a uniform color throughout the entire mold, with no apparent deposits or pockets of concentrated paraffin wax or aluminum oxide. On the macroscopic level a homogenous mixture was achieved. 35 Wants 1 2 2 3 4 5 6 7 8 9 10 Metrics Target Values Suitable temperature control knobs Yes temperature of the material 0 to 200 degrees Celsius being mixed avoid contamination due to % contaminants in the Less than 3% abrasion product avoid contamination due to an % of contaminants in the Less than 1% outside source product Easy to clean ability to disassemble Yes ability to clean by hand Yes ability to keep material warm 0 to 100 degrees Celsius while cleaning; temperature of material Variety of material viscosity 0-1000 Pa-s Reasonable cost cost significantly less than a less than $5,000 mechanical mixer Produce a measurable Output/hour greater than or equal to quantity of material 5 lbs/hr Repeatable performance reliability low standard deviation in mixing results produce feedstock in a usable geometry of the product pellet or spherical shape form avoid waste material when % of material lost Less than 5% cleaning Controlled feeding mechanism % of material lost 0% TOTAL POINTS 36 Concepts 1st 2nd 3rd 4th 5th 2 1 3 3 4 4 3 4 5 5 1 3 4 3 4 2 4 4 4 4 4 5 3 3 4 4 3 4 4 2 3 4 5 4 4 3 5 4 4 4 4 4 4 4 2 1 3 3 2 5 2 4 4 4 4 1 2 3 2 5 3 3 4 3 4 3 3 4 2 3 ____ ____ _____ _____ _____ 35 47 52 45 59 DETAILED EXPLANATION OF THE FINAL CONCEPT Each concept was evaluated on a scale from 1 to 5, with 5 being the highest with regard to its capability of meeting the metrics for our top ten wants. The concept with the highest total score is the concept we will pursue. It is apparent, however, that concept 3 is also a good idea. This issue will be addressed in further research and laboratory experiments. For now though we will focus on concept 5. After evaluation it was evident that the hexagonal tube mixer satisfies the majority of wants to the highest degree. This concept was presented to our customer and modified to make a better design. The system will be modular in design. This is done in order to accommodate numerous processes of mixing and materials. A modular design will also benefit us if any unexpected problems arise; modifications can be more readily made. Each module will be equipped with threads on either side, so that the components can be screwed together. At this point in time the minimum number of modules is three: one module in which the materials are introduced, another one that mixes the material, and lastly a module that allows the material to leave the system. Each module, with the exception of the funnels that introduce the material to the system, is completely closed to the outside. This is done to reduce the level of contamination. Throughout the first two components, there will be transducers on the outside walls of the system. On the first module there will be two transducers As mentioned previously it is best to have mixing and heating occuring concurrently. The second module will have transducers on three opposing sides. This configuration, of the three transducers on opposing side, allows for the majority of mixing to be concentrated in the middle of the tube and will reduce the amount of erosion. The opposing transducers also increase the mixing 37 intensity. (The presence of the funnels on the first module restricts the number of transducers that can be present.) The hexagonal shape is used in order to create a symmetrical tube, in which to place the transducers and heating sources. The heating sources will also be attached to the outside of the tube. Flat surfaces are needed as weld locations for the transducers. All modules have an inner wall with a cylindrical geometry. The inside is different from the outside in order to increase the ease at which the material flows. The cylindrical shape also makes cleaning easier. The system will possess a minimum of two entrances for material introduction. These entrances will be funnel-like in their appearance. The pre-measured components will be added to these funnels by hand. The polymer resin will enter through the top most section or entrance, while the metal or powder will enter through the second entrance. The reason for doing this is to allow the polymer time to melt prior to adding the metal or ceramic powder. This will reduce the possibility of the metal settling. Further tests on the flow of polymer resin and metal and ceramic powders will be done, specifically as they relate to tubes. The second module will be primarily for mixing. As stated before there will be transducers on opposing sides on the outside of the walls. The system will be heated via heating strips or coils, depending on which one best fits the application. This will be researched further for the present application. The last module is designed for the PIM feedstock to exit the system. Once the material is completely mixed and has become homogenous in nature, it will encounter an area similar to a sieve or a showerhead. There will be tiny holes in which the material can fall through. The material will then fall through the air into a collecting tray. The time in the air will give the material sufficient time to cool while shaping the feedstock into a spherical geometry, which is a desirable and usable form. 38 As stated before, this system will be set on an angle. This angle will be adjustable. Depending on the process, the system can be set in a completely vertical position. We allow for this flexibility due to the varying material viscosity. CONCLUSIONS Using the engineering method, we have reached a point in the design process where we are approaching a final prototype design. The initial work done involved a deep level of research on fields that are very specialized: the preparation of powder injection molding feedstocks. Other benchmarking included researching devices that perform the various functions that our design must include – feeding in the material, heating, and mixing. System benchmarking consisted of examining the array of mixing devices already in existence, including mechanical and non-mechanical mixers. We carefully concluded that the area of ultrasonics was the most promising to fulfill our customers’ constraints and wants. With this decision based on theory and research, the next step was researching the potential of ultrasonics via lab testing. Our initial concept generation drove our lab testing, but the results of the lab tests led us toward more refined concepts. Assigning metrics and target values to our wants and constraints, we evaluated our concepts against each other, taking into account the priority of the wants and constraints. The concept which we have developed furthest in this report and that is our best concept to this date is that of a tube reactor, with detachable modules of varying cross section, through which the feedstock material flows by gravity and undergoes various stages of heating, mixing, and cooling. Although our design does not satisfy all of our customers’ wants, it is understood that some less important wants are traded to meet our most important wants and constraints. Further lab testing will focus on the flow and mixing of 39 the feedstock material in a tube-type vessel, and will help us determine how to refine and improve our concept. 40 APPENDIX 1 CONCEPT SKETCHES 41 42 DRAWING PACKAGE With Bill of Materials 43 INTRODUCTION: There are many variables that we still need to consider before we can begin construction of our prototype. The expense of the components, such as the ultrasonic power supplies for each transducer, is prohibitive in the quantity called for in the concept outlined in this drawing package. However, this concept and drawings are of value to us, and are a meaningful indicator of the direction we are heading towards for our prototype. The concept presented in this drawing package and the bill of materials describe our best concept to this date. Further testing is required to determine the final dimensions that will be used to construct our prototype. As such, all numerical dimensions given in this drawing package are based on our best knowledge at this point. 44 45 PART A B C D E,F G Description Ultrasonic Generator Feed Funnel Strip Heater Magnetostrictive Transducer Module of Mixing Vessel Support stands Supplier Sonic Systems, Inc. Industrial Engineering & Equipment Co. Lewis Corporation Part Number 2705 Quantity 5 1834-A6 2 36" 5 *Custom 3 *Custom 2 46 47 48 APPENDIX 4: BUDGET Parts Model No. Dimensions No. of Parts Frequency (kHz) Output Power (Watts) Company Name Price ($) Ultrasonic Generator 2705 73/4",9",13" (H,W,D) 5 27 600 Sonic Systems,Inc. 1,500.00 Lewis Corporation to be determined Industrial Engineering&Equipment Co. 50 custom to be determined Ultrasonic Transducer 5 Heating Element Mixing Tube 3 Feed Funnel 2 Support Stand 2 custom to be determined to be determined ESTIMATED TOTAL PRICE 15,000 Budget set by customer - $5,000 Obviously our estimated budget is beyond that set by our customer, this issue will be addressed, by further research. It is quite possible that five transducers are not necessary to sufficiently mix the feedstock. The fewer the transducers the fewer the power sources required and the lower our bill of materials. 50 APPENDIX 5:SCHEDULE 51 52 APPENDIX 6 - COMPLETE LIST OF WANTS AND METRICS Wants Metrics Target Values Produce a measurable quantity of material suitable temperature Output/hour control knobs temperature of the material being mixed ability to disassemble ability to clean by hand ability to keep material warm while cleaning; temperature of material % of material lost warrantee issue portability % contaminants in the product % of contaminants in the product decibel value geometry of the product intelligent system ability to adjust the frequency On/Off switch Feedback/sensors for temperature, viscosity, pressure % of material lost ability to add materials separately greater than or equal to 5 lbs./hr Yes 0 to 200 degrees Celsius contamination of materials (premixed) moisture resistant 0% easy to clean avoid waste material when cleaning durability small size avoid contamination due to abrasion Avoid contamination due to an outside source minimize noise Produce feedstock in a usable form easy to use easy to monitor process Controlled feeding mechanism safe electrical controls 53 Yes Yes 0 to 100 degrees Celsius less than 5% 10 years Yes less than 3% less than 1% less than72 dB pellet or spherical shape Yes Yes Yes Yes 0% Yes up to 95% humidity Repeatable performance reliability low standard deviation in mixing results Wants Metrics Target Values reasonable cost cost less than a mechanical mixer less than $75,000 no mechanical processes incorporated Does the system incorporate an extruder NO Constraints Metrics Target Values Project must be complete by April 1999 must produce a homogenous mixture time Pressure/Torque Safe operation of equipment Does our design meet electrical safety standards Mixing energy source is nonmechanical Aprll 1999 Constant value of pressure/torque (Pressure/torque rheometer) YES continuation continuous process Non-mechanical 54 YES