Table of Revisions - GM
advertisement

Key
Characteristics
Designation
System
KCDS Pyramid
t ra
Ex
PQC
o
ls
ve
Le
KPC
al
on
iti
d
an
St
d
ar
3rd Revision: March 2003
Date printed: 03/06/2016
GM 1805 QN
e
ar
fC
All Products and Processes
d
Ad
Functional Checks,
Verification/Traceability,
Safety Compliance and
Component Handling
Table of Revisions
January 1991: 1st Issue
June 1996: 1st Revision
November 1998: 2nd Revision
Applicable to Vehicle Groups through MY 2003
Applicable to all Powertrain programs which end by Jan 2006
March 2003: 3rd Revision
Applicable to Vehicle Groups for 2004 MY and beyond
Applicable for all Powertrain programs in production after January
2006
The Key Characteristics Designation System reference manual GM 1805 QN was
developed by a joint UAW-GM Quality Network Team
3rd Revision: March 2003
Date printed: 03/06/2016
GM 1805 QN
Table of Contents
Section
1.
Scope
2.
Purpose
3.
General: Benefits, Fundamental Concept for Characteristics
4.
Definitions
5.
Product Variation (includes Loss Function)
6.
Levels of Care
7.
The Three Stages of KCDS
8.
Selection Criteria for Parts
9.
Product Characteristics Pyramid
10.
Selection Criteria for Product Characteristics
11.
Tools
12.
Team Approach
13.
Objectives of the Team
14.
Composition of the Team
15.
Data Responsibility
16.
Documentation and Communication
17.
Reference Section
Figures and Tables
1A
2A
4A
7A
8A
8B
9A
9B
10A
10B
12A
GM KCDS Process
Summary of Levels of Care vs. Cost
Characteristic Definition
Three Stages of KCDS
GM Mandated Parts & Components: Product Identification & Verification
General Application Guidelines: Product Id, Traceability & Verification
Product Characteristic Pyramid
Relationship between KPC/PQC and KCC
KCDS KCC Worksheet
KPC/PQC/KCC Fishbone Diagram
Part and Characteristic Action Steps Chart
3rd Revision: March 2003
Date printed: 03/06/2016
GM 1805 QN
1.0 Scope
1.1 This Reference Manual applies to:
A.
General Motors planning, product and process designs, manufacturing
and assembly processes; and
B.
Suppliers (internal and external) of products and processes to General
Motors that are used in the design, manufacture, assembly, and
distribution of GM products.
1.2 The Key Characteristic Designation System (KCDS) will commonize General
Motors’ approach for the identification and documentation of parts with Safety
Compliance Relationships, Functional Check Requirements, Product Identification,
Verification & Traceability Requirements and Component Handling Requirements
(additional care) and product characteristics that are designated as Special
Characteristics (extra care).
1.3 KCDS also sets forth the methods and requirements for communication of parts
requiring additional care and Special Characteristics requiring extra care throughout
General Motors and its supplier community
1.4 The Key Characteristic Designation System Reference Manual is referenced in
Quality System requirements ISO-9000, QS-9000 and the other elements of
AIAG/ASQ “7-Pack”.
1.5 Additional/Extra Care in Manufacturing/Assembly is required at both the Part and
Characteristic levels.
A.
Functional Check, Product Traceability, Safety/Compliance and Component
Handling requirements (additional care) do not replace the need to review a
part for Special Characteristics (extra care).
GM KCDS Process
Component
Handling
Figure 1A
Functional
Check
Parts Requiring
Additional Care
Traceability
Safety /
Compliance
Part Level
Remaining Parts
Require
Standard Care
All Products &
Processes
Special
Characteristics
(all Parts)
3rd Revision: March 2003
Date printed: 03/06/2016
GM 1805 QN
KCC
PQC
KCC
Extra Care
Characteristic
Level
Standard
Characteristics
KPC
Standard Care
2.0 Purpose
2.1 Employees are responsible for ensuring that GM products are designed, produced, and
delivered to meet the Voice of the Customer and to comply with applicable government
standards and regulations.
A.
As a means of exercising this responsibility and achieving conformance to
other customer requirements, the implementation of KCDS in the
organization requires that the use of Standard Care and Additional or Extra
Care be designed into the Quality Systems.
B.
Standard Care describes the usual and customary practices that are applied
in the manufacturing and/or assembly environment to ensure specification
and print requirements are consistently met. Usual and Customary Care
encompasses all of the basic methods and systems necessary to ensure that
the product meet the Voice of the Customer based on loss function and
safety/ compliance requirements with government regulations.
2.2 The Key Characteristic Designation System will aid in the economical manufacture of
quality products by:
A.
Establishing and managing a uniform system of identifying, documenting and
communicating parts requiring Additional Care and Special Characteristics
that require Extra Care. This is done to ensure consistency and compliance
to customer requirements and government regulations within General Motors
and it’s supplier community.
B.
Supporting the reduction and maintenance/control of variation in the
manufacturing and/or assembly process.
C.
Supporting the development of robust designs.
2.3 Many parts require additional levels of checks and documentation. The following are
part level checks and documentation that are over and above Standard Care:
A.
Functional Checks are controls used by manufacturing and/or assembly
plants to ensure that parts, sub-systems, systems or completed vehicles
comply with requirements that are subject to, or have an effect on Federal
Motor Vehicle Safety Standard (FMVSS), critical performance objectives,
customer satisfaction, State Statutes, various Regional Compliance
procedures and/or Corporate Policies.
B.
Product Traceability identifies and verifies individual parts for correct usage
by scanning individual major components for traceability associated with
each vehicle. Other parts/components supplied in labeled containers are
traced to groups of vehicles. This manual is intended to ensure that parts/
components that must be verified and traced consistently by GM and its
suppliers. Traceability is a key tool in identifying parts related to vehicles
involved in campaign research.
C.
Safety/Compliance parts may need Additional Care to ensure the product’s
safety and/or compliance with governmental regulations.
D.
Component Handling Best Practices identifies assembly and handling
requirements that are necessary in addition to standard handling practices.
E.
Any part having a safety and/or compliance relationship must comply with
governmental regulations and may require Functional Checks, Product
Traceability or Component Handling.
2.4 When we unnecessarily require Additional Care on parts, we add to the product's cost
without increasing its value.
2.5 All products, and the processes that are used to make them, have characteristics (or
features) that meet requirements.
3rd Revision: March 2003
Date printed: 03/06/2016
GM 1805 QN
A.
2.6
2.7
2.8
2.9
Special Characteristics (Key Product Characteristics (KPC) and Product
Quality Characteristics (PQC)) require Extra Care because excessive
variation could result in product quality losses or affect quality in subsequent
manufacturing operations.
The reasons Characteristics are distinguished between Standard Care and those that
require Extra Care are:
A.
When we give equal attention to all product characteristics, the
characteristics sensitive to manufacturing variation (i.e., those that require
Extra Care) may not receive sufficient attention. By focusing on the features
that are sensitive to manufacturing variation, greater improvements can be
made in product quality, cost and performance, thus improving customer
satisfaction with the product.
B.
To achieve optimum cost and quality, appropriate attention in addition to
Standard Care, should be given to the “critical few” rather than the “noncritical many”.
Product Characteristics designated as KPC, which have consistently demonstrated
their capability over time may be reduced to that of a PQC.
Product Characteristics designated as PQC, which have consistently demonstrated
their capability over time may be reduced to that of Standard Characteristics.
When we require Extra Care on product characteristics that have consistently
demonstrated capability over time, we add to the product's cost without increasing its
value.
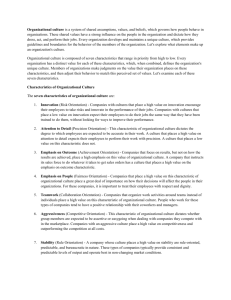
Summary of the KCDS Pyramid
C
of
PQC
ls
tra
Ex
ve
Le
KPC
e
ar
al
on
ti
di
Ad
Functional Checks,
Verification/Traceability, Safety
Compliance and Component
Handling
$$
d
an
St
As Care goes up, Cost goes up
3rd Revision: March 2003
Date printed: 03/06/2016
GM 1805 QN
d
ar
All Products and Processes
Detail of Levels of Care vs Cost
All Parts and
Characteristics
Level of Care
Extra Care
KPC & PQC, containment & KPC & PQC, containment
documentation
& documentation
$$$
(parts
and characteristics)
$
PQC, containment &
documentation
+
+
Traceability, Component
Handling and /or Functional
Checks, containment &
documentation
Safety/ Compliance,
containment &
documentation
+
+
+
Requires standard care
Requires standard care
Requires standard care
$$
Additional Care
Standard Care
Functional Checks,
Component Handling and
Safety / Compliance
Product Identification,
Parts
Verification and
Traceability Parts
As CARE Increases,
COST increases
3.0 General
3.1 Benefits
A.
B.
C.
D.
E.
F.
KCDS helps ensure product quality during the product design phase,
process design phase, and during the ongoing manufacturing and
assembly operations.
Beliefs & Values - The Key Characteristic Designation System (KCDS)
facilitates the use of the UAW-GM Quality Network Beliefs & Values. It
also supports the GM global community while improving customer
satisfaction, communication, efficiency, and GM products.
a.
KCDS facilitates response to the Voice of the Customer, utilizing
teamwork to improve customer satisfaction.
b.
When the KCDS template is used early in the development of a
product, it helps ensure robust designs and processes that are less
sensitive to variation, thus leading to increased customer satisfaction
and ultimately greater job security.
Communication - KCDS supports the concurrent (simultaneous)
engineering process by use of standardized definitions, procedures, work
instructions and documents. This improves communication between
engineering, suppliers, production plants and other supporting activities.
Product Design - KCDS improves product design and development
methods. It identifies safety and compliance requirements early. It also
reveals design areas that may not be robust and may need additional efforts
during the development process.
Process Design - KCDS improves process design and development
methods by aligning process strengths with Safety/ Compliance
requirements, product traceability, functional checks, component handling,
KPC, PQC and Standard Characteristics.
Manufacturing and Assembly – KCDS helps improve manufacturing and
assembly operations. The focus is on Quality Improvement, Variation
Reduction and Maintenance efforts on products and processes that have
3rd Revision: March 2003
Date printed: 03/06/2016
GM 1805 QN
G.
been identified as important to customer satisfaction and/or related to
Safety/Compliance.
Standardized Work Processes - KCDS supports the implementation of
Standardized Work Processes through the use of Process Flow Diagrams,
Process Control Plans and People Focused Practices.
3.2 Fundamental Concepts for Characteristics
A.
Basic concepts for the classification of characteristics are summarized in
Table 4A.
a.
There are two kinds of characteristics:
Product –There are three basic categories of Product
Characteristics:
- Standard Product Characteristics
- Product Quality Characteristics
- Key Product Characteristics
Process - There are two basic categories of Process
Characteristics:
- Standard Control Characteristics
- Key Control Characteristics
b.
Control of Process Characteristics ensures that variation of a
Product Characteristic is reduced or maintained/controlled.
B.
The designations of “additional care” and “extra care” are based on the
principle that GM’s minimum level of standard care is in place.
C.
The identification of Special Product Characteristics involves judgment and
experience and is best done in the concurrent (simultaneous) engineering
process, which involves all functions and a broad range of experience.
4.0 Definitions
4.1 Part Level
A.
Safety/Compliance – Regulatory or corporate requirements on a part, subsystem or system that can affect compliance with government regulations or
vehicle/product safety performance to said regulations.
B.
Functional Checks - Checks performed by manufacturing and/or assembly
plant personnel to observe, verify and help ensure that the operations of a part,
sub-system, system or completed vehicle comply to requirements that are
subject to or have an effect on FMVSS, critical performance objectives,
customer satisfaction or State Statutes.
C.
Product Verification and Traceability – A tracking method used in the GM
manufacturing process to track and document parts and components from the
point and time of manufacture to a specific vehicle/vehicle identification number
(VIN).
D.
Component Handling Best Practices - Identifies assembly and handling
requirements that are necessary in addition to standard practices. These
best practices are intended to provide direction to the assembly plants
regarding critical components.
3rd Revision: March 2003
Date printed: 03/06/2016
GM 1805 QN
4.2 Characteristic Level
A.
B.
C.
D.
E.
A Product Characteristic is a feature of a part, sub-system or system (such
as dimension, property, function, chemistry, appearance, or finish) on
engineering documentation. The characteristic is classified as Special or
Standard and can be measured.
A Key Product Characteristic (KPC) is a special characteristic where the
loss function shows that reasonably anticipated variation within specification
could significantly affect customer satisfaction with a product.
a.
Maintaining/controlling the process within the target zone can
optimize customer satisfaction.
b.
For organizations that use symbols to designate special
characteristics, use the symbols in Table 4A.
A Product Quality Characteristic (PQC) is a special characteristic in which
the customer is equally satisfied across the entire specification, but the loss
function is steep just outside of the specification limits.
a.
Variation within the tolerance does not significantly affect
customer satisfaction, whereas variation outside the tolerance
may significantly impact customer satisfaction.
b.
For organizations that use symbols to designate special
characteristics, use the symbols in Table 4A.
A Standard Product Characteristic is a characteristic where the loss
function shows no incremental economic or customer satisfaction loss inside
the tolerance. The customer is equally satisfied across the tolerance.
a.
Variation within the tolerance does not significantly affect
customer satisfaction.
Special Product Characteristics must be identified on engineering
documents such as: drawings, Global Product Description System (GPDS),
specifications, Product Assembly Documents (PADS), layouts, process flow
diagrams, process control plans and/or other primary engineering documents
per local Engineering requirements.
Characteristic Sumary Table 4A
Definition
Key Product Characteristic
:
LSL
A key Product Characteristic (KPC) is a
Product Characteristic where the loss
function has shown that the reasonably
anticipated variation is likely to significantly
affect customer satisfaction with a product.
Product Quality Characteristic:
A product Quality Characteristic (PQC) is
one in which the customer is equally
satisfied across the entire specification,
but the loss function is steep just outside
of the specification limits.
Standard Product haracteristic :
A Standard Product Characteristics is one
in which the customer is equally satisfied
across the entire specification. And the
loss function is flat just outside of
specification.
3rd Revision: March 2003
Date printed: 03/06/2016
GM 1805 QN
KCDS Drawing
Symbol
Graph
USL
KPC #
LSL
Action Plan
Reduce Variation
about a Target
Location
USL
PQC #
Process Control > +/- 3
LSL
Meet Tolerance (+/- 3
USL
No symbol
(Standard Care)
The above definitions are based on the principle that Standard Care is followed during
manufacturing and assembly. This principle applies to characteristics measured by attribute or
variable data.
4.3 Target Zone - the area within specifications that satisfies the customer. This may or may
not be the nominal value.
4.4 Variable data – data that is continuous and measurable relative to the specifications
on a continuous scale such as millimeters, kilograms, etc.
4.5 Attribute data – data for characteristics measured with and resulting from correct part
or incorrect part, present or not present, etc., and is generally synonymous with
conformance or nonconformance and when designated as a special product
characteristic an attribute control method shall be used.
4.6 Process Characteristics related to Special Product Characteristics must be documented
on process control plans, process flow diagrams or manufacturing and/or assembly work
instructions.
A.
A Process Characteristic is a Process Parameter for which variation must be
reduced or maintained/controlled around a target value to ensure that
customer requirements are met.
a.
Process Characteristics are further classified as Key Control
Characteristics or Standard Control Characteristics.
b.
A Key Control Characteristic (KCC) is a process parameter
(such as temperature, speed, pressure, viscosity, etc.) that
has a strong causal relationship to a Key Product
Characteristic or Product Quality Characteristic. Variation must
be reduced around some target value to ensure that variation
in a Key Product Characteristic is reduced around its target
value. Variation must be maintained/controlled around some
target value to ensure that variation in a PQC is
maintained/controlled around its target value.
c.
A Standard Control Characteristic is a process parameter that
controls or affects one or more product characteristics.
d.
When Process Characteristics are controlled to requirements,
product quality levels are predictable.
5.0 Product Variation
5.1 The designation of Special Characteristics - Key Product Characteristics (KPC) and
Product Quality Characteristics (PQC) - provides additional information to product and
process design, pre-production, production and monitoring/inspection organizations
that can be used to direct “extra care” on characteristics according to the
consequences of the Loss Function.
A.
Loss Function is “The incremental economic / customer satisfaction loss for
any deviation from a customer specified target zone. The target zone is the
tolerance zone that will lead a customer to praise the product.” (Ref. The
Deming Route by William W. Scherhenback )
5.2 Variation is inherent in any manufacturing and/or assembly process. Knowledge of the
magnitude and consequences of this variation will help Engineers design appropriate
products and processes within appropriate parameters that meet or exceed customer
3rd Revision: March 2003
Date printed: 03/06/2016
GM 1805 QN
requirements. Manufacturing and/or assembly can then control the processes
accordingly.
A.
The concept of “reasonably anticipated” variation stresses the importance of
anticipated variation and likelihood of occurrence in determining the
classification.
a.
Reasonably anticipated variation within the KCDS process is interpreted
to mean the expected variation from a given process.
b.
To develop robust designs, engineers must have knowledge of the
magnitude of the inherent variation in the manufacturing and or
assembly process as early as possible in the design process.
B.
It is necessary to anticipate, through the use of historical data and other
engineering tools, the magnitude and consequence of the variation that
could reasonably be expected to occur during manufacturing and/or
assembly, if Standard Care were to be used.
6.0 Levels of Care are intended to define the requirements in the manufacturing and
assembly environment needed to ensure economical manufacture of quality products.
These requirements must be described in local quality procedures, business unit
procedures and other quality procedures. The relationship between part and
characteristic levels of care is described below:
Level of Care
All Products & Processes
Standard Care
Part Level
Product Safety/Compliance
Functional Checks
Product Traceability
Component Handling
Additional Care
Additional Care
Additional Care
Additional Care
Characteristic Level
Key Product Characteristics
Product Quality Characteristics
Extra Care
Extra Care
6.1 Standard Care describes the usual and customary practices that are applied in the
manufacturing and/or assembly environment to ensure requirements are consistently
met. Standard Care encompasses all of the basic methods and systems necessary to
ensure that the product meets the Voice of the Customer and safety/ compliance
requirements with government regulations. These practices should be described in the
local procedures, business unit procedures and other quality procedures. Standard
Care is typically interpreted to mean that the basic quality system should describe the
fundamental administrative, product, and process practices and systems. Standard
Care requires that the production system be designed to manufacture products that
meet requirements, as well as protect our customers from any nonconforming material.
A.
Standard Care
a.
3rd Revision: March 2003
Date printed: 03/06/2016
GM 1805 QN
Process Related Practices and Systems:
- Detailed Job Instructions
- Gage Certification, Calibration and Control
Programs
- Planned Maintenance Procedures
Operator Training
System for Ensuring that Processes are Capable
of Consistently Producing Parts/Assemblies within
Engineering Specifications
Product-Related Practices and Systems:
- A System for Implementing Engineering Changes
- Production Part Approval
- Systems that Identify Nonconformance,
Communicate the Nonconformance, and Make
Disposition and Corrective Action for the
Nonconformance (Containment)
- Systems for the Identification and Control of
Material
- A System for Ensuring that Purchased Parts and
Processes Meet Engineering Requirements
- Measurement and Feedback Systems Relative to
Achieving Engineering Requirements
- Quality System that Meets the Requirements of
the Appropriate International Standard
Administrative Practices and Systems:
- Systems to Ensure Adherence to Corporate,
Group, Divisional, and Local Procedures
- Quality Procedures that Describe the Quality
Practices and Systems
- Record Control and Retention System
-
b.
c.
6.2 Additional Care is required in the manufacturing and or assembly process. It is a set
of methods/controls employed to ensure processes are producing parts which meet
customer requirements for Safety/ Compliance, Functional Checks, Product
Traceability and Component Handling.
A.
A Process Flow Diagram and a Process Control Plan describe each
process. Quality is focused on meeting customer requirements.
B.
Safety/Compliance level of care includes those parts, that may affect the
safety of the product or compliance with any government standards or
regulations. These parts require ongoing controls in manufacturing.
a.
If the product does not meet the requirements, local and corporate
procedures regarding containment and documentation should be
followed.
b.
Communication, problem resolution, and disposition should follow
various regional requirements.
c.
Specific documentation retention requirements apply to all
Safety/Compliance parts.
C.
Functional Checks are focused on ensuring the reliability, consistency of
operations as intended and customer satisfaction through in-line checks and
audits. If the product does not meet the requirements, local and corporate
procedures regarding containment and documentation should be followed.
D.
Product Traceability is focused on ensuring that parts requiring traceability
are properly identified and verified in the manufacturing/assembly process.
The process needs to be error proofed to ensure the necessary data is
captured and stored. If the product and/or process does not meet the
requirements, the organization shall follow local and corporate procedures
regarding containment and documentation.
rd
3 Revision: March 2003
Date printed: 03/06/2016
GM 1805 QN
E.
Component Handling Best Practices (Do’s and Don’ts) are focused on
ensuring that parts requiring special assembly and handling practices are
consistently communicated and implemented at manufacturing/assembly
plants.
6.3 Extra Care applies to Special Characteristics. It defines the level of care required for
managing and controlling variation in manufacturing and/or assembly.
A.
If manufacturing and/or assembly variation with Standard Care is likely to
have significant impact to the customer, based on the loss function, then
Extra Care must be used to ensure customer satisfaction.
B.
If the characteristic is designated as a Key Product
Characteristic, variation shall be reduced.
- Variation reduction is not required during the period when you are proving
stability. Refer to Section 2.7.
C.
D.
If the characteristic is designated as a Product Quality
Characteristic, variation shall be maintained/controlled at a
designated level above Standard Care.
Controls should be applied at the process characteristic level (KCC).
7.0 The Three Stages of KCDS
Figure 7A summarizes the concept behind KCDS. It displays the three stages of the system within
the Global Vehicle Development Process.
Stage 1
Stage 2
Concurrent (Simultaneous) Engineering
VDP
Engineering
aProduct
P
l
a
n
n
i
n
g
Manufacturing
Engineering
Stage 3
Manufacturing and
Assembly
Welcome to KCDS Training
Portfolio
Concept
Special
Characteristics
Requiring
Extra Care
T2
Structure
T2
KEY
CHARACTERISTIC
DESIGNATION
SYSTEM
Parts
Requiring
Additional
Care
1
Identify Parts
requiring
additional care
and
Characteristics
requiring
extra care
Integration
T2
Figure 7A
3rd Revision: March 2003
Date printed: 03/06/2016
GM 1805 QN
Control of Parts &
Characteristics
and
Process Control Plans
Identify Process
Controls for items
identified in
Stage 1
Controls are
implemented
Containment &
documentation
conducted per
Corp
Procedures
A.
B.
C.
In Stage One, the team identifies which parts require additional care
(Functional Checks/Product Traceability/Safety Compliance/Component
Handling) in manufacturing and Assembly and which characteristics are
Special Characteristics. Product Engineering leads the team that
designates parts requiring additional care and extra care. Ideally this
occurs during the Planning and Concept Stages of the GVDP. However,
it could be prolonged through the Structure and Integration Release
periods within the GVDP.
In Stage Two, controls and/or process requirements are determined for all
parts requiring additional and extra care. Manufacturing Engineering
leads the team that establishes the process requirements for parts
requiring additional and extra care (and control plans to document the
reduction or maintenance/control of KPC/PQC variation).
In Stage Three, controls of the parts requiring additional care are
implemented into the manufacturing and/or assembly process to ensure
product conformance. Controls on the KCC are implemented to ensure
that variation is reduced or maintained/controlled. Manufacturing applies
and improves these controls from Prototype and through Production
within the GVDP.
7.2 Details of the Stages in the Global Vehicle Development Process
A.
Planning Stage: Shared Vision Development and Concept/Product Formation
and Manufacturing System Concept Development and Refinement. During this
Planning Stage, parts that need to go through the KCDS process are selected.
B.
Stage 1: Product Engineering
a.
Lead Responsibility – Design Release Engineer (DRE/DE)
b.
Support Activities:
- Manufacturing Engineer
- Plant Representative
- Supplier Quality Engineer
- KCDS Engineer
- Product Development Quality Representative
- Dimensional Engineer
- Service Engineer
- Product Safety Representative
- Fastening Engineer
c.
3rd Revision: March 2003
Date printed: 03/06/2016
GM 1805 QN
The following steps are used to identify, document and communicate
all parts requiring additional and extra care.
- Define customer satisfaction needs and focus on product and system
definitions. The method for doing this uses Voice of the Customer tools.
- Define customer requirements, both internal (use reliability, quality,
performance and manufacturing records) and retail (use market
research).
- Define product requirements. Consider government regulations and
Quality, Reliability and Durability (QRD) targets.
- Do the appropriate design analyses and development to ensure
function and robustness, depending on the newness and complexity of
the product? Here are some design analysis techniques:
o Design Failure Modes and Effects Analysis (DFMEA)
o Risk Analysis
o
o
o
Design of Experiments (DOE)
Loss Function
DFSS (Design for Six Sigma) – (i.e., Critical to Quality
(CTQ))
o Fault Tree Analysis (FTA)
o Monte Carlo Studies
d.
Use criteria in, Sections 8 & 10, to determine the parts
requiring additional and extra care, respectively.
e.
Record all parts requiring additional care and KPC/PQCs in
GPDS, on drawings, PADS, product specifications, and/or other
primary engineering documents, as required by local
Engineering Procedures. To do this the DRE is to write a work
order (WO) authorizing the change. The DRE also uses the
WO process to authorize the deletion of unnecessary redundant
or obsolete additional care requirements & KPC/PQCs.
f.
Validate requirements by testing the parts requiring additional
care and KPC/PQCs against the initial process parameters at all
levels: part, subsystem, system and vehicle, per the Assembly
Plant Quality Manual.
C.
Stage 2: Manufacturing Engineering
a.
Lead Responsibility - Manufacturing Engineer
b.
Support Activities:
- Design Release Engineer (DRE/DE)
- Plant Representative
- Supplier Quality Engineer
- KCDS Engineer
- Product Development Quality Representative
- Dimensional Engineer
- Service Engineer
- Product Safety Representative
- Fastening Engineer
c.
Define the process design and release requirements using the parts
requiring additional care and KPC/PQCs as input.
d.
Do the appropriate process analyses and development to ensure
capability and robustness, depending on the newness and complexity of
the product? Here are some process analysis techniques:
- Process Failure Modes and Effect Analysis (PFMEA)
- Failure Prevention Analysis (FPA)
- Fault Tree Analysis (FTA)
e.
Complete the Process Flow Diagram.
f.
Record parts requiring additional care and KPC/PQCs on the Process
Flow Diagram and Process Control Plan.
g.
Set target values for KPC/PQCs and KCCs and provide a
method for control.
h.
Determine controls and/or process requirements for parts
requiring additional care and KPC/PQCs.
i.
Perform Measurement System Analysis.
j. Do capability studies for KPC/PQC and, as appropriate for KCCs.
D.
Stage 3: Manufacturing and Assembly
a.
Lead Responsibility - Manufacturing/Assembly Representative
b.
Support Responsibility:
- Manufacturing Engineer
- Product Release Engineer (DRE/DE)
rd
3 Revision: March 2003
Date printed: 03/06/2016
GM 1805 QN
c.
d.
e.
f.
g.
h.
- Supplier Quality Engineer
- KCDS Engineer
- Product Development Quality Representative
- Dimensional Engineer
- Service Engineer
- Product Safety Representative
- Fastening Engineer
- All Disciplines, including Suppliers
Ensure compliance on all parts requiring additional care and
apply KCC controls.
Use other Quality Network Action Strategies to help ensure
compliance and to help reduce or maintain/control variation.
Utilize audits and other local methods to track compliance to
additional care requirements and update capability studies and
do process performance studies to comply with extra care
requirements.
Record compliance/non-compliance.
Contain and correct non-compliance per reaction plans.
Provide feedback to program managers for use on new
product development programs.
8.0 Selection Criteria for Parts
8.1 Safety & Compliance Requirements
A.
B.
C.
The overall objective is to identify, document and communicate the safety /
compliance relationship for parts.
a.
The Process to check for Safety Relationship of a part is as follows:
1.
Identify the part by Functional Name Address (FNA)
2.
Contact the Safety Center to verify if the part has any
relationship to safety
The objective is supported by a design system that:
a.
Establishes accountability for design decisions and requires decisions
that are scientifically and technically valid;
b.
Indicates design release responsibility clearly through established
review and approval processes for drawings, releases and related
information;
c.
Includes consideration of Safety & Compliance parts requiring Additional
Care;
1.
Includes consideration of Characteristics that require Extra Care;
2.
Provides a means and discipline for timely authorization
(engineering release) of production;
3.
Communicates completely and in a timely manner any design
changes, including temporary changes;
4.
Establishes intended/desired effective points for engineering
changes and requests operations to gather break points for such
changes;
5.
Implements appropriate practices for all releases, including
original changes, part substitution, tryouts and rework kits.
6.
Sound engineering practices result in design information
systems that are adequate for meeting regulatory requirements.
Responsibility - The overall responsibility of Product Engineering is as
follows:
3rd Revision: March 2003
Date printed: 03/06/2016
GM 1805 QN
a.
Determine product design requirements related to government
regulations and vehicle safety.
b.
Communicate these requirements within Product Engineering and to
other appropriate Functional Areas.
c.
Design, Develop, and Validate the product to meet these requirements.
d.
Take the lead role in the identification of safety/compliance parts and
communicate this information to other appropriate functional areas.
e.
Reconcile the design with available manufacturing and assembly
technology such that the product, as built, meets these requirements.
f.
Communicate build and system function specifications as necessary.
D.
Validation Practices - Validation methods and related test procedures are
determined by Product Engineering and are documented in the ADV Process
E.
Identifying and Prioritizing Parts -- This section addresses the concept of
identifying and prioritizing parts such that those parts, assemblies and
systems that are important to regulatory compliance and safety receive
attention (additional care) during product build. This information is made
available by engineering to downstream users such as operations, and
materials management functions.
a.
Purpose. The following is a listing of the principle purposes for
identifying and prioritizing parts, assemblies and systems related
to safety and regulatory compliance:
- Influence the selection of appropriate production tooling and
processes by providing guidance for the operations function in
applying process evaluation techniques such as process
capability studies and machine qualifications.
- Guide the product assurance function in the design and day-today operation of control systems, (e.g., determine applications for
statistical process control, process monitoring, inspection, product
and process auditing).
- Influence product production cost by limiting documentation
requirements to specific production or product assurance
operations.
- Assist the engineering function by providing an engineering
memory and reminder of which parts and their specific
specifications that relate to compliance.
- Identify for the materials management function those products
and/or special characteristics that are to be controlled by the
supplier as part of the certification process.
F.
Responsibilities. The product engineering function is responsible for taking
the lead role in the determination of parts, assemblies or systems that have a
relationship to safety or compliance with governmental requirements. This
arrangement is necessary since the product engineering function is uniquely
knowledgeable about product requirements and the specifications important
to meeting requirements. In particular, the product engineering function is
aware of product legal requirements and also has a key role in the resolution
of product problems related to regulatory or safety issues.
Other functional disciplines should provide consultation to product
engineering during identification of safety/compliance parts and
their special characteristics.
The North America Structure & Safety Integration Center is
responsible to assist product engineering by providing information
regarding regulatory requirements
rd
3 Revision: March 2003
Date printed: 03/06/2016
GM 1805 QN
a.
G.
Product Engineering
1.
Certification -- The applicable U. S. and Canada Safety Acts
require that manufacturers certify that every vehicle, as
well as certain items of motor vehicle equipment,
conforms to applicable standards. When the MVSS
certification label and, for Canadian units, the Canadian
safety mark is applied at the time of manufacture, General
Motors is publicly stating that the individual product
conforms to all applicable MVSS.
2.
Product Engineering has the responsibility to design products
that conform to MVSS requirements and for the following
Key Elements of an MVSS Certification System are listed
below:
- MVSS Certification
- Identification and Communication of MVSS
Requirements
- Validation of MVSS Requirements
- Design Information Systems
- MVSS Certification Documentation
- Operations has the responsibility for the final Key
Element
- Conformity of Production to design specifications
3.
Each product must be built to engineering specifications so
that the basis for certification to applicable MVSS
requirements is complete and the product can be certified.
Also, Operations must be able to establish evidence that
the product is built to specifications in the event of an
investigation. Such evidence may be demonstrated
through process flows and process control plans.
Compliance Categories: A vehicle part, assembly, or system that is
identified as having a compliance or safety relationship should be designated
in one of the following categories:
a.
Compliance related categories:
Category 1 - Motor vehicle equipment items for which “Motor Vehicle
Safety Standard Certification” is specifically required. Component
parts identified as Category I equipment items must meet specific
design or performance requirements as described in the MVSS.
Category 2 - Parts, sub-systems, and systems that are not Category
1, but which possess characteristics which are important to
compliance with one or more governmental regulations.
b.
Safety related category:
Category 3 - Parts, sub-systems, and systems that may be important
to meeting product requirements regarding motor vehicle safety or
those that have been subject to safety related recalls or inquiries by
NHTSA, Transport Canada, or other regional safety/ compliance
agencies.
c.
Summary: Safety/Compliance parts require Additional Care to
ensure that manufacturing and assembly processes produce
products that meet various regional safety/compliance procedures
and/or corporate policies.
3rd Revision: March 2003
Date printed: 03/06/2016
GM 1805 QN
1.
A part has a Safety/Compliance designation if the part, subsystem or system has a relationship to compliance (as defined
by Category 1 or 2) or product safety (as defined by Category 3).
2.
A more stringent criterion of likelihood of occurrence is
used in the classification decision.
3.
A higher degree of monitoring/control is required to
ensure conformance to the various regional
safety/compliance procedures and/or corporate
policies.
4.
In the actual practice of determining whether a part,
sub-system or system is related to product safety
(Category 3), it is critical to consider historical
perspectives and understand GM's position on specific
issues. It is recommended that the operating unit's (or
procuring division's) Safety/Legal contact be consulted
during this decision-making process.
5.
The Safety/Compliance part relationship must be
documented in GPDS in both the CAT and MVSS/PQS
fields.
H.
Product Engineering is responsible for documenting the compliance or
safety relationship of vehicle parts assemblies or systems. Documentation of
Category I, II or III provides a “flag” that is important when engineering
changes are considered and when validation issues arise.
I.
Safety/Compliance Parts -- Once product engineering has established that
certain vehicle parts, assemblies, or systems are Safety/Compliance items,
the next step is to identify whether any specific characteristics or
specifications are affected by variation to the extent that extra care is needed
during manufacture or assembly.
J.
For a particular application, extra care at the manufacturing or assembly
level such as inspection or documentation of conformance of certain
characteristics may not be required
a.
If the characteristic is so conspicuous as to preclude building without
them, or,
b.
If the potential for build or processing errors that are related to such
characteristics is precluded by design.
K.
Materials Management & Safety/Compliance Parts -- Materials
Management functions must communicate to suppliers the need for
establishing and implementing procedures to carry out the responsibilities as
they apply to any safety/compliance related parts.
L.
OPERATIONS
a.
Scope -- Operations applies to Operating Unit functions that have
responsibility for the manufacture and assembly of GM products.
This responsibility includes the activities that are necessary to
support production; such as manufacturing/assembly, quality
control, reliability, material handling and manufacturing
engineering.
b.
The overall responsibility of Operations is as follows:
- Manufacture and assemble products that conform to design
specifications related to government regulations and vehicle
safety.
- Comply with regulatory requirements that specifically apply to
Operations; (e.g., emissions testing and tire record keeping).
rd
3 Revision: March 2003
Date printed: 03/06/2016
GM 1805 QN
Conform to practices that support GM needs in regulatory areas,
(e.g., process and quality control practices and specific record
keeping that substantiates certification).
- Support GM’s participation in government investigations
regarding compliance with regulations.
Safety/Compliance Parts
1.
Those parts, assemblies, and systems that may affect meeting
government regulations including avoidance of safety and
emissions related defects.
2.
Manufacturing and assembly plants are to establish and maintain
a quality system with appropriate control practices applicable to
Safety and Compliance requirements. The methods of control
may include product verification checks, product/process
monitoring, product sampling or auditing, statistical quality
control, statistical process control, functional tests, or other
methods to ensure that products conform to design
specifications.
3.
In general, appropriate control practices for part and
characteristics can be categorized into three levels of care:
“Standard Care”, “Additional Care” and “Extra Care”.
-
c.
8.2 Functional Check - Requirements
A.
Performance checks can be developed for any component or system that
has a designed operation or function.
B.
Only plant controllable and functional MVSS items are candidates.
8.3 Product Identification, Verification and Traceability Requirements
A.
B.
Benefits: Facilitates DREs, MEs, Assembly Plants and Suppliers in
identifying or tracking specific component usage for campaign prevention,
warranty, and/or performance issues.
a.
This entails a corporate database system and associated plant floor
equipment to collect data from the part/component suppliers,
assembly plants etc. The data is archived and is accessible to
authorized personnel. GM IS&S is responsible for this system as
well as the parts marking standards defined in the IS&S
document GM-1737.
The focus of this section is to help identify Level II Verification & Traceability
Components and Level III Verification only components, during the VDP
process. This section lists the tools that help identify and assess the product
identification and traceability requirements during the product and process
design activities of GVDP.
a.
Engineers (DRE/DE) must verify that their product/process designs
utilize the above procedure for establishing Product Identification and
Traceability.
b.
Internal and external suppliers who are responsible for the design and
c.
d.
3rd Revision: March 2003
Date printed: 03/06/2016
GM 1805 QN
release of components & modules shall comply.
GM assembly plants shall verify and/or trace the parts/components as
documented in GPDS/MPPs.
Material which has been designated for individual parts/components usage
verification, and/or traceability will be labeled/marked or tagged according to
e.
f.
g.
h.
i.
j.
k.
l.
m.
C.
the requirements of the General Motors Specifications for Part and
Component Barcodes ECV/VCVS, GM 1737, and subsequent revisions.
The part/component bar code label, marking or tag will be affixed to each
part/component in the location specified by engineering and included on the
part print and /or MPP.
The bar code information label, marking or tag shall be affixed to each
part/component in such a manner that it will remain with the part/component
throughout the production cycle and final approval, until the vehicle is
released for shipping. If removable labels/tags are used the bar code
information in human readable form shall be stamped into the component or
affixed by other means.
Alternate methods of retrieving the trace information are permitted under the
following conditions. The trace information is recorded internal to the part. It
is electronically available. The data can be automatically transferred to
normal repository without losing current functionality or data integrity.
If the labels, marking or RF tags do not meet the above requirements, the
supplier will be responsible for all additional costs incurred by the user
plants. Also a deviation would be required from GM IS&S as per GM1737.
Repairs - Are handled in accordance with Assembly plant VCVS procedure
QS-08-P-APP11.
Vehicles/parts/modules/components must not be shipped without complete
records for items designated under this procedure as specified in the
assembly plant VCVS procedure. The records will be transferred to the
global data central database per plant requirements.
Suppliers of traceability parts, container or individual, are expected to use
good manufacturing practices in the documentation of traceability identifier
numbers and the parts shipped. As a minimum, this number shall be
traceable to the build date of the material being shipped.
Manufacturing and intermediary plants shall keep traceability information
available for the current model plus five (5) years.
Vehicle assembly locations forward the data to the central data base per
plant IS&S requirements. Retention of all information at the vehicle level in
the central database is the current model year plus five (5) years.
The Error Proofing Bill of Process (BOP) contains Error Proofing
requirements for product and process designs. Engineers must verify that
their product/process designs comply with the BOP.
Table 8A lists the GM Corporate mandated Parts and Components.
Component Description
1
Powertrain modules including
Engines, Transmissions, Transfer
3rd Revision: March 2003
Date printed: 03/06/2016
GM 1805 QN
Product ID,
Traceability &
Verification
GMPT Quality
System
Component Description
Product ID,
Traceability &
Verification
Cases and other Powertrain
modules
2
Electronic Control Modules that are
able to transmit and receive serial
data information on a serial data
bus (i.e., class 2, GMLAN)
Required by GMEC
NOA NOA-001 Rev
A Dec 19, 2000 &
GM-W4710
3
International, Federal & State
Rules & Regulations
Corporate mandate
to be complied
4
Safety & Theft Passive Sensors
Corporate mandate
to be complied
Computer generated Labels
Those required to
comply with some
specific International,
Federal & State
Rules & Regulations
5
3rd Revision: March 2003
Date printed: 03/06/2016
GM 1805 QN
D.
General Application Guidelines: The following list can aide you in
determining which parts or components may drive Product Verification and
Traceability, based on the results of a comprehensive business case
analysis and Risk Assessment.
Table 8B
Component Description
Product ID,
Traceability &
Verification
1
Sequenced Modules or sub
assemblies with or without
traceable components in the above
table. Also Traced using Supplier
database’s
Risk Assessment,
Warranty & PFMEA,
& Business Case
2
High Warranty and Hardy
Perennials
Risk Assessment,
Warranty & PFMEA,
& Business Case
3
J.D. Power and Quality Issues
Risk Assessment,
Warranty & PFMEA,
& Business Case
4
Tier-1& 2 major & minor Module
and sub-assemblies suppliers and
Multiple Suppliers
Risk Assessment,
Warranty & PFMEA,
& Business Case
8.4 Component Handling Best Practices – Requirements
A.
Additional handling requirements as provided by the supplier are included in
assembly plant processes.
B.
Component Handling Best Practices are followed to avoid damage and
contamination to components.
C.
These are in addition to the standard handling practices.
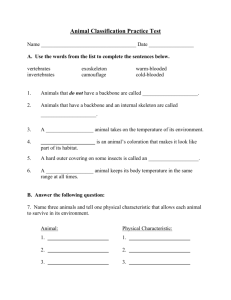
9.0 Product Characteristic
9.1 Product characteristics are classified into three categories to focus our resources on the
characteristics that significantly affect customer satisfaction and operational effectiveness.
9.2 The KCDS Pyramid (Figure 9A) ranks product characteristics from the lowest (Standard)
to the highest (Key).
3rd Revision: March 2003
Date printed: 03/06/2016
GM 1805 QN
PRODUCT CHARACTERISTICS
PYRAMID
Key Product Characteristics
Reduce
Variation
Product Quality Characteristics
Maintain
{
Drawing
Special
Characteristics
Spec
USUAL AND
CUSTOMARY CARE
(STANDARD CARE)
STANDARD
(no symbol)
All Product Characteristics
Figure 9A
Although all product characteristics are important, the Key Product Characteristics are the
highest priority. They are shown at the top of the Product Characteristic Pyramid above in
Figure 9A.
MATERIAL
EQUIPMENT
KCC
KCC
KPC/PQC
PEOPLE
KCC
KCC
KCC
METHODS AND
SYSTEMS
ENVIRONMENT
CAUSE
EFFECT
Figure 9B
Figure 9B shows the relationship between a Key Product Characteristic (KPC) / Product Quality Characteristic
(PQC) and its Key Control Characteristics (KCC). Many factors can affect a KPC and PQC. For example,
changes in the material, equipment, and methods and systems that are used to make a product can change its
characteristics.
9.3 Although not preferred, Key Product Characteristics and Product Quality
Characteristics can be monitored directly without determining the Key Control
Characteristics (KCCs). Ongoing control of the KPC / PQC is required. Once KCCs
are defined and in place, product checks for the KPC / PQC should be reduced to a
product or process verification / validation level.
3rd Revision: March 2003
Date printed: 03/06/2016
GM 1805 QN
10.0
Selection Criteria for Product Characteristics
10.1 Identifying Product Characteristics as “special” involves judgment and experience and
is best done in the concurrent (simultaneous) engineering process, which involves all
functions and a broad range of experience.
10.2 The following is intended to help the team determine appropriate KPC/PQCs and KCCs.
Data and Engineering judgment are required to arrive at the best list with which to begin.
Both discussion and trials help establish confidence in choices.
10.3 The goal is to arrive at:
- The Critical few characteristics, rather than the non-critical many.
- Characteristics that promote prevention rather than detection.
- Communicating the importance of the critical characteristics in a clear
and unambiguous fashion.
10.4 Special Characteristics Identification Test
A.
A special Characteristic is particularly significant to a part function that is
traceable back to the design/performance requirements.
B.
A special Characteristic should not be designated a Key Product
Characteristic or Product Quality Characteristic just because it is important
that the specification be met, since all specifications must be met.
10.5 Special Characteristics Identification Test Questions
A.
B.
C.
D.
Can the released manufacturing process produce a product that meets
specifications?
a.
Is it shown, at some time during the history of this process, that the
product was produced to specifications?
b.
Is there a short-term capability study available that indicates that the
process can make a product to specifications?
- Machine runoff at vendor
- Machine runoff at plant
- Current data
Has the manufacturing facility defined and implemented standard care
practices to ensure all products meet specifications?
1.
Is it shown today that a product is always made to specifications?
Does the plant have standard care practices implemented that
always ensure that the customer gets a product to specifications?
2.
Does the plant have appropriate controls and processes in place to
identify and contain all non-conformities within the plant?
Will reducing variation within specification aid in minimizing the cost of
production?
a.
Does it make good business sense to do this?
b.
Does reducing variation reduce cost for the manufacturing facility or
the ultimate customer?
Does the loss function indicate that the reasonably anticipated variation
(within specification) significantly affects customer satisfaction?
a.
Is there a loss in customer satisfaction if variation is not reduced?
b.
Is there a greater likelihood of occurrence of a nonconformance if
variation is not reduced?
3rd Revision: March 2003
Date printed: 03/06/2016
GM 1805 QN
E.
Does the loss function show there is an adverse risk to the customer if
parts are built just outside the tolerance (or requirements)?
10.6 KCC Identification Guidelines and Methodology
A.
B.
The following guidelines help determine if a process parameter is a Key
Control Characteristic.
a.
A Key Control Characteristic (KCC) is a process parameter for which
variation must be controlled around some target value to ensure that
variation in a KPC/PQC is reduced or maintained/controlled around
its target value during manufacturing and assembly. A method for
adjusting the KPC/PQC to its target value is required.
b.
It is directly traceable to a KPC/PQC.
c.
Is there a strong causal relationship to the KPC/PQC?
d.
It is particularly significant in ensuring a KPC/PQC achieves its
target value.
e.
It is not (usually) specified on product drawings or product
documentation.
f.
The tests apply to characteristics that are measured by either
variable or attribute data.
Methodology / Process Steps
a.
Identify operation that impacts KPC/PQC
b.
Identify any process parameter in each operation that impacts the
KPC/PQC
c.
Determine the causal relationship to special characteristics
d.
Process characteristics with strongest causal relationship become
control characteristic
e.
Record on process control plan
3rd Revision: March 2003
Date printed: 03/06/2016
GM 1805 QN
11.0 Tools
11.1 Analytical Tools
A.
The Design Failure Mode Effects Analysis and Process Failure Mode Effects
Analysis (DFMEA & PFMEA) describes a systemized group of activities
intended to:
a.
Recognize and evaluate the potential failure modes and
causes associated with the designing and manufacturing of a
product
b.
Identify actions that could eliminate or reduce the chance of
the potential failure occurring
c.
Document the failure modes of the processes.
B.
The Process Flow Diagram defines and describes the product's intended
processing environment and identifies the process parameters (control
characteristics). Developing and analyzing the Process Flow Diagram helps
plan how to control the process by showing how the process affects the
KPC/PQC.
C.
The Process Control Plan identifies KPC/PQC and Standard Product
Characteristics related to safety/compliance and related Control Characteristics.
The Process Control Plan also defines the method of control and reaction
plans. Completing the Process Control Plan helps focus the organization on
customer requirements. Updating the plan shows ongoing process performance
and continuous improvement. The thought process and conceptual
understanding of the process are the most important factors.
11.2 Tools for KPCs and PQCs --There are many tools available to help in the identification of
parts requiring additional care and KPC/PQC beginning with the “Voice of the Customer”
as interpreted by using Quality Function Deployment and other methods. The following is
a list of tools that can be utilized:
A.
B.
C.
D.
E.
F.
G.
H.
I.
J.
K.
L.
M.
N.
O.
Voice Of the Customer / Quality Function Deployment
Loss Function Analysis
DFMEA (Design Failure Mode Effects Analysis)
Special Characteristic Identification Test (formally Test A)
TCE, Total Customer Enthusiasm, (replaces CAMIP)
IPTV (Incidents per Thousand Vehicles) reports and corporate warranty data
Past recall information (GM’s and competitor’s)
Template lists
Product Assembly Documents
Manufacturer’s/Supplier’s concerns
Product Reporting & Resolution system reports
Geometric Dimensioning and Tolerancing analysis and reports
Variation Simulation analysis
Group consensus, Concurrent (Simultaneous) Engineering Team, Product
Development Team
Corporate Engineering Standards (GMUTS), Motor Vehicle Safety Standards,
Vehicle Emission Regulations and GM Emission Program documentation
P.
Global Vehicle Development Process, Daimler Chrysler, Ford and GM SPC Manual (and
other variation management tools)
Q.
Design of Experiments (DOE): Engineering judgment / organizational experience
3rd Revision: March 2003
Date printed: 03/06/2016
GM 1805 QN
11.3 Tools for KCC -- The list of KPC/PQC the team selects is the basis for identifying KCC,
and is the primary input available for the team for identifying KCC. The following is a list of
tools that can be used to identify KCC:
A.
B.
C.
D.
List of KPC/PQC
Loss Function Analysis
PFMEA (Process Failure Mode Effects Analysis)
Process Flow Diagram
E.
Process Control Plan
F.
G.
H.
I.
J.
K.
L.
M.
DOE (Design of Experiments analysis)
Quality Plan
Cause and Effect Diagrams and Pareto Analysis
Correlation/Regression and Capability studies/analysis
SPC data on existing/surrogate processes
Supplier, Manufacturing or Assembly Plant Team input
Past PR/Rs (Problem Reporting and Resolution) reports
Group consensus, Concurrent (Simultaneous) Engineering Team, Product
Development Team
Prevention vs. Detection Philosophy
Multi-Vari Charts
N.
O.
12.0
The Team Approach
12.1 Implementing the Key Characteristic Designation System within the GM Global Vehicle
Development Process requires a team approach. Many activities are involved in lead
and support functions. It is vital to the process that all these activities are initiated from
the start and lines of communication among them are established and maintained. All
functions should be involved in the selection of parts requiring Additional Care, Special
Characteristics (KPC/PQC) and the review of the Process Control Plans.
12.2 The KCDS Team includes the full range of activities from design and manufacturing
engineering, supplier development, and the internal and outside supplier communities.
The team is an outgrowth of the Concurrent (Simultaneous) Engineering Team or
Product Development Team.
12.3 The principal goal of the KCDS team is the selection of all Parts requiring Additional
Care and Special Characteristics and their related process controls for a given part,
sub-system, system or vehicle by program.
3rd Revision: March 2003
Date printed: 03/06/2016
GM 1805 QN
Part and Characteristics Action Steps Chart
Global Vehicle Development Process
Stage 1 Define/ Analyze/ Identify
Define Customer Satisfaction
Define Customer
Define Product
Perform Design
Define Process
C
O
N
T
I
N
U
O
U
S
I
M
P
R
O
V
E
M
E
N
T
P
R
O
C
E
S
S
Support
Activity
Manufacturing
Engineering
Product
Engineering
Identify Special
Characteristics
and parts requiring
additional care
Supplier/
Material
Management
Record special
characteristics and
part requirements
Feedback to the
Design and Process
Drawings
Product
Specifications
Global Vehicle Development Process
Stage 2
Customer /
Supplier
Input /
Process
Product and Manufacturing Process
Design Validation and Construction
Manufacturing System
* Identify Process
* Perform Process
Generate:
• Process Flow
•Diagram
Process Control
Plan • Record
•KPCs
Generate
Instructions &
Control
Records
Global Vehicle Development Process
Phase 3 Validate Production/ Continuous
Improvement
• Apply KCC
•Controls
Integrate QN Action Strategies for Continuous Quality
•Improvement
Monitor process performance to reduce
•variation
Record
improvement
Figure 12A
3rd Revision: March 2003
Date printed: 03/06/2016
GM 1805 QN
Lead
Responsibilit
y
Product
Development
Quality
Manufacturing
Engineering
Product
Engineering
Manufacturing /
Assembly
Manufacturing
Manufacturing / Engineering
Assembly
13.0 Objectives of the Team
13.1 The team should focus on the selection of all parts requiring additional care and special
characteristic for a given part, sub-system, system or completed vehicle.
A.
B.
C.
D.
E.
F.
G.
H.
I.
J.
K.
The team begins its activity during the Portfolio Stage of the Global
Vehicle Development Process in team meetings.
Define the measurement criteria (e.g., Specific Checkpoints, Sampling
Frequency, etc.) for each part requiring additional care.
Identify the parts requiring additional care and record details of the
methods of control.
Identify sources of variation of KCC for each KPC/PQC and record details
of the methods of controlling KCC on the Process Control Plan
Complete and review the Process Flow Diagram and the Process Control
Plan with appropriate details and distribute accordingly.
Review, as a team, the parts identified as requiring additional care and
KPC/PQCs and revising them as necessary for continuous improvement.
a.
Delete from the Engineering Documents all unnecessary/
redundant parts requiring additional care and KPC/PQC per
Design Standards.
Obtain process capability data on each KPC/PQC at prototype MRD
(Material Required Dates) from actual prototype parts and analyze.
These objectives and activities are best accomplished in team meetings
that are held on a scheduled basis during the product/process
development and validation stages.
The Engineering Release Center clearly communicates whether the
requirements are the responsibility of the supplier, manufacturing plant or
assembly plant.
Consider requirements of attaching parts and mating surfaces.
To be effective, team members must come to these meetings equipped
with the necessary information. It is recommended that team members
bring as many items to meetings as possible in order to meet the
objectives of the team in a timely and accurate manner.
14.0 Composition of the Team – The list of members of the team is intended to be functional in
nature and actual membership or titles of the people varies widely from group to group.
Some members of the team are required on an “as needed basis”.
14.1 Design Release Engineer / Designing Engineer
14.2 KCDS Engineer
14.3 Supplier Quality Engineer
14.4 Manufacturing Engineer
14.5 Manufacturing/Assembly Representative
14.6 Product Development Quality
14.7 Dimensional Management
14.8 Service Engineer
3rd Revision: March 2003
Date printed: 03/06/2016
GM 1805 QN
14.9 Product Safety Representative
14.10 Fastening Engineer
15.0 Data responsibility
15.1 Product Engineering
A.
The latest level drawings/part prints
B.
Engineering Standards, Motor Vehicle Safety Standards, and Product
Descriptions
C.
List of customer concerns (Market Research, Quality Function
Deployment, etc.)
D.
Warranty Data
E.
Design Failure Mode Effects Analysis test and durability results
F.
KPC/PQC /Safety & Compliance/ Functional Check and Product
Identification & Traceability template items
G.
Past recall and campaign details
H.
Explanation of how the new part differs from the existing (current) part
I.
Timing Chart
J.
TCE, Total customer Enthusiasm
K.
Details/Prints on attaching parts or mating surfaces
L.
Design for Six Sigma/CTQ list
M.
Part Functional Requirements
15.2 Supplier Quality
A.
B.
C.
D.
E.
F.
G.
H.
I.
J.
Details of past PR/Rs (Problem Reporting and Resolution) of the supplier and
its quality performance
Existing Process Control Plans of similar parts
Suggested list of parts requiring additional care, KPC/PQC, the related
KCC
List of Quality Related Concerns for similar parts/suppliers
Plant profile of supplier and its organization chart
Information on manufacturing/assembly process operations, etc
Details of quality & reliability plans/requirements/goals, etc
Process capability/reliability data, etc
Details of field problems/failures, etc
Dimensional Control Management data
15.3 Manufacturing Engineering
A.
B.
C.
D.
E.
F.
G.
Process Flow Diagram (actual or preliminary)
Process Control Plan (actual or preliminary)
Suggested list of parts requiring additional care, KPC/PQC, the related
KCC
Part Prints/Drawings, if applicable
A sample of a similar part
Process Failure Mode Effect Analysis (actual or preliminary)
Details of continuous quality improvement plan for the program
3rd Revision: March 2003
Date printed: 03/06/2016
GM 1805 QN
H.
I.
J.
K.
L.
M.
Statistical Process Control and Process Capability Data on current
production
Timing chart for tooling/gauging, etc
Measurement System Analysis, if available
Details of PR/R, if any
Prototype part concerns and/or customers’ concerns list
Representatives from: Quality Engineering, Tooling, Prototype Dept. (if
engineering is done by supplier), and Manufacturing/Process Engineering
15.4 Manufacturing - Internal/External Supplier
A.
Product Assembly Documents (Processing Sheets, Graphics)
B.
List of assembly/processing concerns
C.
Suggested list of parts requiring additional care, KPC/PQC, the related
KCC from manufacturing/assembly point of view
D.
Information on tooling/gauging methods, etc
E.
Representatives from the manufacturing/assembly plant
F.
Details of suppliers based on history of incoming quality of similar parts
G.
Copies/details of PR/Rs (if available) issued to the suppliers for similar
parts
H.
Manufacturing/Assembly plant profile and quality improvement plans (i.e.,
new equipment, facilities, people and methods, etc.)
I.
Manufacturing and or Assembly Failure Mode and Effects Analysis (if
available)
J.
Manufacturing/Assembly -- Process Flow Diagram
K.
Manufacturing/Assembly -- Process Control Plan
15.5 Manufacturing/Assembly & Production Representatives (Area Managers/Production
Operators/Team Leaders/Skilled Trades, etc.)
A.
Knowledge of the process
B.
Operator Instructions
C.
Job set up descriptions
D.
Scrap Rates -- Maintenance History
E.
Safety History -- personal experiences and evaluations
F.
New Ideas -- suggestions for improvement
G.
Organizational Memory (could be knowledge of undocumented quality
problems, breakdowns, coordination problems, tooling and assembly
problems)
15.6 KCDS Engineering
A.
KCDS (Training) presentation materials
B.
Examples of KPC/PQC the related KCC, parts requiring additional care
and Process Control Plans
C.
Variation Simulation Modeling
D.
Quality Function Deployment data (requirements), where applicable
E.
Vehicle Technical Specifications (VTS)
F.
Manufacturing Technical Specifications (MTS)
3rd Revision: March 2003
Date printed: 03/06/2016
GM 1805 QN
15.7 Buyer
A.
Part/Supplier listings
B.
Cost objective/concerns on cost related issues
C.
Status on early sourcing of suppliers
D.
Information regarding profile of the supplier, if sourcing is completed
15.8 These lists are intended to help members be prepared for the KCDS process. The lists
cannot be considered complete, as the situation varies widely between platforms,
technologies, and vehicle groups.
16.0 Documentation and Communication
16.1 Record all parts requiring additional care and extra care in GPDS, on drawings, control
plans, plant job instructions and/or other primary engineering documents, as required
by local Engineering Procedures.
16.2 The DRE/DE is to write a work order (WO) authorizing the release of extra and
additional care parts.
16.3 The DRE/DE is to write a work order (WO) authorizing the change of extra care and
additional care parts.
16.4 The DRE/DE is to write a work order (WO) to authorize the deletion of unnecessary
redundant or obsolete additional care and extra care requirements.
17.0 Reference Section
Global KCDS Web Address
http://gmna1.gm.com/vic/sepm/kcds/
Global Powertrain Web Address
GMPT - KCDS (Key Characteristic Designation System)
EN-04-W-VDP7070, KCDS (Key Characteristics Designation System) Process: Identify, Document and Communicate
Product Characteristics, Functional Checks, Safety/Compliance and Product Identification, Verification and Traceability
EN-09-W-VDP0530, Develop Process Control Plan – Body in White (BIW)
EN-09-W-VDP0531, Develop Process Control Plan – General Assembly Engineering (GAE)
Quality Network Web Address
http://qualitynetwork.gm.com/
3rd Revision: March 2003
Date printed: 03/06/2016
GM 1805 QN