What is Kanban
advertisement

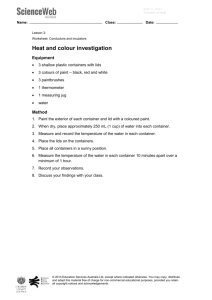
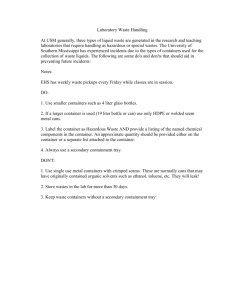
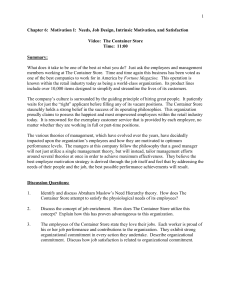
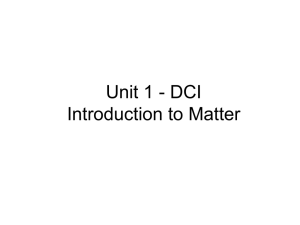
THE UNIVERSITY OF MANITOBA DEPARTMENT OF MECHANICAL & INDUSTRIAL ENGINEERING KANBAN SYSTEMS: THE STIRLING ENGINE MANUFACTURING CELL Submitted By: Balram Bali 6741405 Presented to: Leon Fainstein, P. Eng. April 17, 2003 1 INTRODUCTION The purpose of this report is to explain what a kanban system is, how it works, and how it can be implemented. The theory will then be applied to the Stirling Engine Manufacturing Cell and a suggestion for implementation is to be proposed. The proposal for implementation will include explaining the requirements for a kanban system and designing the containers required for the system. The scope of the project ends with a summary of the report and other recommendations useful to the instructor. WHAT IS KANBAN? Kanban (kahn-bahn) is a Japanese word that when translated literally means “visible record” or “visible part”. In general context, it refers to a signal of some kind. Thus, in the manufacturing environment, kanbans are signals used to replenish the inventory of items used repetitively within a facility. The kanban system is based on a customer of a part pulling the part from the supplier of that part. The customer of the part can be an actual consumer of a finished product (external) or the production personnel at the succeeding station in a manufacturing facility (internal). Likewise, the supplier could be the person at the preceding station in a manufacturing facility. The premise of kanbans is that material will not be produced or moved until a customer sends the signal to do so. The typical kanban signal is an empty container designed to hold a standard quantity of material or parts. When the container is empty, the customer sends it back to the supplier. The container has attached to it instructions for refilling the container such as the part number, description, quantity, customer, supplier, and purchase or work order number. Some other common forms of kanban signals are supplier replaceable cards for cardboard boxed designed to hold a standard quantity, standard container enclosed by a painting of the outline of the container on the floor, and color coded striped golf balls sent via pneumatic tubes from station to station. Kanbans serve many purposes. They act as communication devices from the point of use to the previous operation and as visual communication tools. They act as purchase orders for your suppliers and work orders for the production departments, thereby eliminating much of the paperwork that would otherwise be required. In addition, kanbans reinforce other manufacturing objectives such as increasing responsibility of the machine operator and allowing for proactive action on quality defects. However, kanbans should not be used when lot production or safety stock is required because the kanban system will not account for these requirements. Push vs. Pull System The kanban system described is a pull system. Traditionally, a push system is and has been employed. The push system is also more commonly known as the Materials Requirements Planning (MRP) system. This system is based on the Planning Department setting up a long-term production schedule which is then dissected to give a detailed 2 schedule for making or buying parts. This detailed schedule then pushes the production people to make a part and push it forward to the next station. The major weakness of this system is that it relies on guessing the future customer demand to develop the schedule that production is based on and guessing the time it takes to produce each part. Overestimation and under-estimation may lead to excess inventory or part shortages, respectively. One of the major reasons kanbans are used is to eliminate or reduce the above mentioned wastes throughout an organization due to the pull system that is employed. Waste can come from over-production (inventory) and therefore, the need for a stockroom. This waste is eliminated. Part shortages (under-production) are also eliminated. Costs are reduced by eliminating the need for many of the purchasing personnel and the paperwork associated with purchasing. The planning department’s workload is also reduced as they no longer need to produce work orders. TYPES OF KANBAN Dual-Card Kanban This kanban system is more commonly referred to as the Toyota kanban system as Toyota was the first to employ this system in full scale use. It is a more useful kanban technique in large-scale, high variety manufacturing facilities. In this system, each part has its own special container designed to hold a precise quantity of that part. Two cards are used: the production kanban which serves the supplier workstation and the conveyance kanban, which serves the customer workstation. Each container cycles from the supplier workstation to its stockpoint to the customer workstation and its stockpoint, and back while one kanban is exchanged for another. No parts are produced unless a Pkanban authorizes it. There is only one C-kanban and one P-kanban for each container and each container holds a standard quantity (no more, no less). 3 The following diagram more clearly explains this process using the Milling (supplier) and Drilling (customer) processes: 1. 2. 3. 4. 5. 6. Find the note “Start here”. The C-kanban is detached and placed in a collection box for Stock Point M. The container that is most recently emptied in Drilling is taken to Stock Point M and a C-kanban is attached to it. The empty container and C-kanban are taken to Stock Point L where the Ckanban is detached and re-attached to a full container which is taken back to Stock Point M. The full container taken to Stock Point M had a P-kanban attached to it. Before leaving Stock Point L, the P-kanban was detached and placed in the Stock Point L collection box. The P-kanban in the Stock Point L collection box are taken to Milling hourly where they go into a dispatch box and become the list of jobs to be worked on next at the Milling Station. For every job that is completed, parts go into an empty container from Stock Point L, and a P-kanban is attached. The full container is then moved back to Stock Point L. 4 Single-Card Kanban The single-card kanban system is a more convenient system for manufacturing facilities requiring less variety in their parts. Essentially, the single-card kanban system is simply a dual-card kanban system with the absence of the production kanban and designated stock points. This system is demonstrated using the following diagram and the same workstations as the dual-card example (where the stock points shown are the work stations themselves but are shown separately for explanation purposes): 1. 2. 3. 4. Find the note “Start here”. A container has just been emptied at the Drilling station. The kanban is placed in the kanban collection box. The full containers at Milling, with kanbans attached to them, are transported to Drilling and the kanbans in the collection box are taken back to Milling. Milling continues to fill containers depending on the demand from Drilling. Empty containers are collected from Drilling periodically. Due to the inherent simplicity of the single-card kanban system and its applicability to the purposes of this report, the remainder of the report shall assume this technique is employed. 5 KANBAN DEVELOPMENT Implementing a kanban system entails four major steps (which may be slightly modified depending on the requirements of the facility): Step #1 is to pick the parts you would like to kanban. In general, these parts should be used repetitively within the plant with fairly smooth production requirements from month to month. Step #2 is to calculate the kanban quantity. This quantity is based on the following formula: Kanban Quantity = Weekly Part Usage * Lead Time * # of Locations * Smoothing Factor The weekly part usage is, as the name implies, the quantity of the part under consideration used per week. The lead time is given by the supplier. The usual manufacturing facility lead time is 5 working days per week. The number of locations tells us how many locations should have a full container to begin with. The smoothing factor is used to account for seasonal fluctuations in demand. It is a constant determined by the ratio of the fluctuating demand to the regular demand. Step #3 is to pick the type of signal and container to be used which holds a standard quantity. The container should aid visual identification, ease of storage, and count of material at the point of use. Step #4 is to calculate the number of containers. This calculation is performed using the following formula: # of Containers = Kanban Quantity / # of Parts Held Per Container 6 KANBAN DEVELOPMENT FOR STIRLING ENGINE MANUFACTURING CELL Design Requirements There are several requirements for the design of the kanban system in the Stirling Engine Manufacturing Cell. The main requirement is simplicity. The kanban system must be easy to understand for the students using the system, easy for the instructor of the course to manage, and the kanban containers must be easy to use. Another obvious but very important characteristic of the kanban system is that there must be enough kits produced to supply all of the students in a class by the end of the term. There must also be some allowance in the kanban system for errors that will be made by the students. In other words, a buffer quantity must always accompany the kanban container to accommodate the production of defective parts. This system then becomes a modified kanban system due to the use of buffers but this change is necessary because the course is used to teach students about manufacturing systems and errors are bound to occur. Since there is no extra time for students to stop production altogether, as may be possible at a manufacturing facility when a defective part is produced (the previous station will not produce a part until the following station pulls a part), the buffer is used to compensate. Based on the past experience of the instructor, a buffer quantity of 2 is required along with each kanban container. Step #1: Pick The Parts To Kanban For the purposes of the Stirling Engine Manufacturing Cell, it was assumed that we would kanban all of the manufactured parts. However, by analyzing the routing of each part, some very useful information can be derived and visualized. Table 1 charts the routing for each of the parts throughout the various stations in the cell. Table 1: Routings for Kanban Parts 7 Table 1 shows RM and Station #7 are used by many of the parts. These stations are one and the same based on the current setup in the machine shop. They have been included in the routing for the purposes of completeness. Since these two stations are storage facilities and there is an absence of a JIT system from suppliers of raw materials, we would not actually use a kanban container between this station and the customer (the station requiring parts from RM. A similar reasoning can be applied to Station #7. Since all parts are being delivered to Station #7 (a storage facility) from the previous station, there is no container traveling back to the previous station. Therefore, we would not use a kanban container between Station #7 and any previous station. Another important observation we can make from Table #1 is that some parts have the exactly same routing as other parts. Due to the simplicity objective stated previously, we can combine the parts with the same routing to the same kanban container. However, it must be kept in mind that if the routing of any of the parts in this container was to change, the container itself must be modified. The parts we will combine in the same container are indicated in the following table: Parts Combined Container # 1 Power Cylinder Displacer Bushing Combined Container # 2 Balancer Hub Table 2: Parts Placed in Combined Containers Step #2: Piston Calculate the Kanban Quantity (for each part) The Kanban Quantity was dictated by the course instructor as being 1 regardless of the part we use and the station we are at. Considering the fact that we would like to produce 1 complete Stirling Engine per week, it is reasonable to assume that 1 of each part should be completed by the end of each week. Based on our knowledge, it is still possible to use the formula to calculate the kanban quantity between any two stations for any part even though this quantity is already given. This is done as follows: Kanban Quantity = Weekly Part Usage * Lead Time * # of Locations * Smoothing Factor = 1 (Part Used / Week) * 1 (Week) * 1 (Location with Full Container) * 1 (Zero Fluctuation in Demand) =1 As you can see, the result agrees with the quantity dictated by the instructor. Step #3: Pick the Type of Signal and a Standardized Container The type of signal to be used is also a modification of the kanban system normally employed. In this kanban system, the container itself will act as the signal. There will not be any card or other form of writing accompanying the container. By doing so, the simplicity objective is satisfied further and the need to replace missing cards is eliminated. 8 Since the kanban quantity is 1, the standardized container is limited to holding 1 part. Due to the buffer quantity requirement indicated earlier, each container must be designed to hold 3 parts—1 for the kanban part and 2 for the buffer quantity. Step #4: Calculate the Number of Containers in Each Kanban Once again, this calculation is quite obvious when a Kanban Quantity of 1 with a container quantity of 1 is used. Naturally, the # of containers required between two stations becomes: # of Containers = Kanban Quantity / # of Pieces Held Per Container =1/1 =1 The above four steps were used to demonstrate the general requirements for all of the kanban that are used within the Stirling Engine Manufacturing Cell. Design of Containers Six containers were to be designed: Top Plate, Bottom Plate, Flywheel, Bearing Support, Displacer Bushing / Power Cylinder / Piston, and Balancer / Hub. The designs and their application are explained further in Appendix A. The dimensions for each of the containers have generally not been specified on the drawings because the end container design is bound to be changed by the course instructor based on the cost, material availability, and alternative designs. In general, however, where metal was used, a thickness of 0.125” was assumed and where foam was used, a thickness of 1.5” was assumed. The complete details of the dimensions used will be available to the instructor as the drawing files of each of the containers will be submitted along with this report. Buffer Quantity Maintenance System One of the major areas where problems can occur using the kanban system proposed is within the buffer part replenishment cycle. There must be a system in place to ensure that for every part used from a buffer slot in a container, an extra part is produced to replenish the part that was removed. The proposed solution to this problem is that a chart be set up at the raw material storage location with a listing of each station and containers that are outgoing from it. Each station will be equipped with red and white stickers. Every time a part from the buffer of a container is used, a red sticker will be placed in the chart for that station and container. Thus, every week, the instructor and students at the station missing the buffer part will know when an extra part is required to be produced for that station and they can pull an extra part from the previous station. As soon as the buffer part is replenished, a white sticker is placed on top of the red sticker by the student. In this manner, the cycle continues and the buffer part quantity is maintained. A sample chart is shown in Appendix B. 9 Net Requirements Each process (station) has its own requirements for the kanban assigned to it. First of all, it is important to know the number of incoming and outgoing containers from each station. Based on grouping of parts with the same routing in one kanban container as indicated in Table 2 and the routing for each part indicated in Table 1, we derive the following quantities of incoming and outgoing kanban for each of the stations: Table 3: (a) Outgoing Container, and (b) Incoming Container Requirements As we can clearly see from the above two charts, some parts have kanban going to a station and then leaving in another kanban at that same station. Since the kanban containers for that part are designed exactly alike, the student may become confused as to which container is the incoming kanban and which one is the outgoing kanban. In order to alleviate this problem, we color-code the containers. The proposed convention is that all the outgoing containers from a station be colored the same based on the following chart: Station Color 1 Red 2 Blue 3 Green 4 Yellow 5 Violet 6 Black Table 4: Container Colors per Station 10 SUMMARY This report began with an explanation of what kanban systems and the types of kanban signals that are commonly used. Following a discussion of the workings of a push and pull system, the two different types of kanban systems, single and dual-card kanban systems were described. The next step was to show the steps to developing a kanban system and then apply it to the Stirling Engine Manufacturing Cell. Based on the discussion of the reasons and manner in which the kanban production system is to be input into the Stirling Engine Manufacturing Cell, we can summarize the requirements for implementation with the following chart: Table 5: Summary of Kanban Development Requirements The design for each container is provided in Appendix A and the drawing files will be provided to the instructor for further examination of dimensions. A buffer quantity maintenance system using red and white stickers to indicate used and replenished parts, respectively, was proposed to keep track of buffer part use and replenishment of these parts. The chart is provided in Appendix B. RECOMMENDATIONS It must be noted that we never used kanban containers for transporting parts from raw materials and transporting parts to finished parts storage. Ideally, we would want to pull from raw materials and have finished parts pull from the previous station. However, due the manner in which parts are supplied and stored, this just-in-time process would not be possible. Currently, too many parts get stockpiled before kitting begins. The number of raw materials stored in the beginning is actually much higher than that required at that time. Thus, introducing a MRP system at these stations in conjunction with the proposed kanban system would be recommended. Another consideration that was not included in this report was the kanban of the nuts, screws and other kitting materials. It was found that the current two-bag inventory is more suitable to the application because of the ease allowed in purchasing these items. It would help further if the kitting operation was somewhat more organized. 11 Appendix A: Drawings of Kanban Containers 12 Top Plate Container The Top Plate Container is designed with the use of 0.125” thick aluminum (or instructor’s material of choice). The part to actually be used is held in place at the top of the container. The protrusion at the top of the container restricts lateral movement of the top plate and acts as a deterrent to the accidental placement of a bottom plate in the container. The two buffer parts are held in the slot on the bottom which completely surrounds the two top plates. The “hiding” of this slot underneath the top of the container acts as a physical deterrent to using the buffer parts before using the part held at the top of the container. A small tab in front of the slot for preventing the buffer parts from falling out would be recommended. Further dimensions may be acquired from the drawing files. 13 Bottom Plate Container The Bottom Plate Container is designed with the use of 0.125” thick aluminum (or instructor’s material of choice). The part to actually be used is held in place at the top of the container. The two buffer parts are held in the slot on the bottom which completely surrounds the two bottom plates. The “hiding” of this slot underneath the top of the container acts as a physical deterrent to using the buffer parts before using the part held at the top of the container. A small tab in front of the slot for preventing the buffer parts from falling out would be recommended. Further dimensions may be acquired from the drawing files. 14 Flywheel Container The Flywheel Container is designed with the use of 0.125” thick aluminum (or instructor’s material of choice). The part to actually be used is held in place at the top of the container. The protrusion at the top of the container restricts lateral movement of the flywheel. The container is actually smaller in perimeter dimensions so as not to confuse the container with those of the top or bottom plates. The two buffer parts are held in the slot on the bottom which completely surrounds the two flywheels. The “hiding” of this slot underneath the top of the container acts as a physical deterrent to using the buffer parts before using the part held at the top of the container. A small tab in front of the slot for preventing the buffer parts from falling out would be recommended. Further dimensions may be acquired from the drawing files. 15 Bearing Support Container The Bearing Support Container is designed with the use of 1.5” thick foam. The buffer part locations are to be enclosed in a boxed dome which slides into the 0.5” deep groove surrounding the buffer parts. The user may slide out the box-dome if the use of a buffer part is required. The dome will act as a physical reminder to the user only to use the parts located outside of the buffer area on the right in the above picture. The box-dome will ideally consist of a see-through plastic material that is 0.125” thick. Each cutout is shaped as the outline of a bearing support. Further dimensions may be acquired from the drawing files. 16 Power Cylinder – Piston – Displacer Bushing Container The Power Cylinder–Piston–Displacer Bushing Container is designed with the use of 1.5” thick foam. The buffer part locations are to be enclosed in a boxed dome which slides into the 0.5” deep groove surrounding the buffer parts. The user may slide out the box-dome if the use of a buffer part is required. The dome will act as a physical reminder to the user only to use the parts located outside of the buffer area on the right in the above picture. The box-dome will ideally consist of a see-through plastic material that is 0.125” thick. The top three cutouts are for the power cylinder and piston (since they will be taped together) and the bottom three cutouts are for the displacer bushing. Each cutout is shaped as the circumference of the corresponding part. Further dimensions may be acquired from the drawing files. 17 Balancer – Hub Container The Balancer-Hub Container is designed with the use of 1.5” thick foam. The buffer part locations are to be enclosed in a boxed dome which slides into the 0.5” deep groove surrounding the buffer parts. The user may slide out the box-dome if the use of a buffer part is required. The dome will act as a physical reminder to the user only to use the parts located outside of the buffer area on the right in the above picture. The box-dome will ideally consist of a see-through plastic material that is 0.125” thick. The top three cutouts are for the balancer and the bottom three cutouts are for the hub. Each cutout is shaped as the circumference of the corresponding part. The extra groove in the hub cutouts are to accommodate the shape of the hub. Further dimensions may be acquired from the drawing files. 18 Appendix B: Buffer Quantity Replenishment Chart 19 Insert Excel Worksheet Here 20 REFERENCES Rubrich, L. & Watson, M. (1998). Implementing World Class Manufacturing. Fort Wayne, IN: WCM Associates. Schonberger, R.J. (1982). Japanese Manufacturing Techniques. New York, NY: The Free Press. 21