File - A Journey with Time
advertisement

Modeling, Part Programming, Optimization and 5 Axis Machining
of 3D Impeller of Centrifugal Compressor
A Project report submitted towards Partial Fulfillment of the Requirements
for the award of Degree of`
Master of Technology
In
MANUFACTURING ENGINEERING
Submitted
By
K.Vinay Kumar (ME093106)
Under the guidance of
G.MADHAVULU
B.KOTIVEERACHARI
DGM (TDL)
BHEL R& D,
DEPARTMENT, HYD
PROFESSOR
MECHANICAL ENGINEERING
NATIONAL INSTITUTE OF
TECHNOLOGY, WARANGAL
Department of Mechanical Engineering
NATIONAL INSTITUTE OF TECHNOLOGY
(Deemed University)
WARANGAL
2009-2011
DEPARTMENT OF MECHANICAL ENGINEERING
NATIONAL INSTITUTE OF TECHNOLOGY WARANGAL
(DEEMED UNIVERSITY)
WARANGAL-506004 (A.P.)
CERTIFICATE
This
is
to
certify
that
the
dissertation
work
entitled
“MODELING,PART
PROGRAMMING,OPTIMIZATION AND 5 AXIS MACHINING OF 3D IMPELLER OF
CENTRIFUGAL COMPRESSOR", is a bonafide work carried out by K. VINAY KUMAR,
Roll No: ME093106, submitted in partial fulfillment of the requirements for the award of the
degree of MASTER OF TECHNOLOGY in MANUFACTURING ENGINEERING to the
Department of Mechanical Engineering, NATIONAL INSTITUTE OF TECHNOLOGY,
WARANGAL, during the year 2010-2011.
Prof.B.Kotiveerachari
Dr. N. Venkaiah
Project Guide & Professor
Manufacturing Engineering
Department of Mechanical Engineering
NIT Warangal
Co-ordinator & Assistant Professor
Manufacturing Engineering
Department of Mechanical Engineering
NIT Warangal
Sri G. Venkateswara Rao
Prof. A.V. Narasimha Rao
Head of Production Engineering Section
Department of Mechanical Engineering (NITW)
Head of Department
Department of Mechanical
Engineering
NIT Warangal
`
DECLARATION
This is to certify that the work reported in the present thesis titled “MODELING,
PART PROGRAMMING, OPTIMIZATION AND MACHINING OF 3D IMPELLER OF
CENTRIFUGAL COMPRESSOR” is a record work done by me in the BHARAT
HEAVY ELECTICALS LIMITED, CORPORATE RESEARCH & DEVELOPMENT
DIVISION, VIKAS NAGAR, HYDERABAD.
No part of the thesis is copied from books/ journals/ internet and wherever the
portion is taken; the same has been duly referred in the text. The report is based on
the project work done entirely by me and not copied from any other source.
K.VINAY KUMAR
(ME093106)
ACKNOWLEDGEMENT
I express my sincere thanks to BHEL management for giving permission to carry out this project
work at their esteemed organization.
My special thanks to Mr.S.Biswas, GM, TWA, BHEL R&D, for allowing me to carry out this
project out at TDL and CIMAR Laboratory.
I express my gratitude to Mr.G.MADHAVULU, DGM, TDL, BHEL R& D for valuable
guidance during this project work.
I am indebted to Dr.P.V.Raj Gopal, AGM (HRD & ATE), BHEL Corp. (R&D) for granting me
permission to do the project in this esteemed organization.
I would also like to thank Mr.SRINU, ENGINEER, CIMAR Dept, BHEL R&D,
HYDERABAD for his constant guidance throughout this project.
I like to express our gratitude to all members of TDL Dept. who were friendly and co-operative,
especially Mr.N.Satya Siva Kumar for all his support and motivation when we needed it the
most.
I express my sincere gratitude to NIT WARANGAL for sponsoring my name to enroll as a
M.Tech project student at BHEL, R&D.I would also like to thank B.KOTIVEERACHARI,
professor of Mechanical engineering department, NIT Warangal for his constant support as my
internal guide in doing this project.
I would like to convey gratitude to my Parents whose prayers and blessings were always there
with me. Last but not the least, I would like to thank my friends and others who directly or
indirectly helped me in successful completion of this work.
CONTENTS
Abstract……………………………………………………………………………………… i
List of Figures………………………………………………………………………………. ii
Introduction…………………………………………………………………………. ………iii
1. Compressors and their technical details
1.1 Classification of Compressors……………………………………………………….01
1.2 Centrifugal Compressors…………………………………………………………….02
2. Impellers and their technical details
2.1 Manufacturing processes of different types of Impellers……………………………. 8
2.2 Process details of 2-D Impeller……………………………………………………… 9
2.3 Process details of 3-D Impeller………………………………………………………11
3. CNC and DNC
3.1 Numerical Control………………………………………………………………….. 13
3.2 Computer Numerical Control………………………………………………………. 14
3.3 Distributed Numerical Control…………………………………………………….. 14
4. Part Program Structure
4.1 Programming Formats………………………………………………………………..16
4.2 Parameters in Fanuc…………………………………………………………………..17
5. CNC Milling
5.1 Milling Cutters……………………………………………………………………….. 23
5.2 CNC 5-Axis Milling Machining Center ……………………………………………...24
5.3 Macro Designation …………………………………………………………………... 26
6. Design process…………………………………………………………………………...28
7. Part Programming……………………………………………………………………… 38
8. 3-D Impeller and Optimization
8.1 Methods of 5 Axes CNC Part Programming and Machining of 3-D Impeller………..58
8.2 Problems in Flank Milling…………………………………………………………….60
8.3 Extent of Undercut in Flank Milling…………………………………………………..61
8.4 Mathematical Solution for Minimizing Undercut……………………………………..62
8.5 Parameter Lines Optimization Technique for Minimizing Undercut………………… 62
9. Inspection.............................................................................................................................64
10. Results and Conclusion………………………………………………………………….65
11. References and Bibliography…………………………………………………………...66
ABSTRACT
Impeller is the most vital component in functioning of a centrifugal compressor which consists
of curved vanes which are fitted symmetrically. The fluid enters the impeller axially at the eye of
impeller and then flows radially out of impeller. The gas then goes through diffuser to the return
channel and further goes into next impeller. The rotating impeller imparts kinetic energy to the
flowing gas, which is then converted into pressure energy in the diffuser.
Rapid developments in the field of engineering and their applications in manufacturing processes
have brought about a sea change in product designs, evolving more ancient and complex
designs.”3-D IMPELLER” is one of such complex designs in turbo machinery products. These
are designed to achieve higher efficiencies of compact sizes, where the twisted vanes are integral
with the hub. Because of the twists and the narrow gap between the vanes, normal 3 axes CNC
machining methods are not adequate. As the complexity of the component geometry is high,
Computer Aided Part Programming techniques are essential for generating the required 5-axes
CNC code. The commercially available CAD/CAM software’s do not offer ready solutions in
respect of the complexities involved in 3-D impellers.
Unigraphics is the software through which one can draw and create the part module and the
manufacturing applications allow us to create NC machining programs, generate tool paths,
visualize material removal, simulate the machine tool, and post process. Previously they used to
draw the module through AUTOCAD generate the program using C or manually for 2-D for 3-D
they used to bring the program from R&D unit.
In this Project, a model of 2D and 3D impellers has been drawn through Unigraphics. Then
machining has be done for the given vanes and remaining part. After that the program has been
post process by 3 -axis the post processor in built in Unigraphics. This post processor program
then transferred to CNC 5-AXIS Machine through DNC. The above program has been checked
through simulation mode followed by Optimization technique used for minimizing the undercuts
and finally used to machine the component followed by inspection.
List of Figures
1. Fig1: Open and Close type impellers……………………………………………7
2. Fig2: A Model of 2-d Impeller………………………………………………….10
3. Fig3: A Model of 3-d Impeller………………………………………………….12
4. Fig4: A Typical DNC system…………………………………………………...15
5. Fig5: Designation of Machine Axes and Main Assemblies……………………..21
6. Fig6: A Typical 5-Axis CNC Machining Center………………………………..25
7. Fig7: Manufacturing of 2-d and 3-d Impellers…………………………………..30
8. Fig8: Flank, Point and Strip Milling……………………………………………..59
9. Fig9: Parameter Lines of the Vane Surface for Tool……………………………62
10. Fig10: Reduced Undercut using Optimization Technique……………………….63
INTRODUCTION
1. COMPRESSORS AND THEIR TECHNICAL DETAILS:
Compressor as the name indicates is a machine used to compress the vapor refrigerant from
the evaporator and to raise its pressure so that the corresponding saturation temperature is
higher than that of cooling medium.
1.1 CLASSIFICATION OF COMPRESSORS:1.
According to the method of compression:Reciprocating compressors
Rotary compressors
Centrifugal compressors
2. According to the number of working strokes: Single acting compressors
Double acting compressors
3. According to number of stages : Single stage compressors
Multistage compressors
4. According to the method of drive employed : Direct drive compressors
Belt drive compressors
5. According to the location of the prime mover: Semi hermetic compressors(direct drive , motor and compressor in separate housings) ,
and
Hermetic compressors (direct drive, motor and compressor in same housings).
1
1.2 CENTRIFUGAL COMPRESSORS:-
A single stage centrifugal compressor in its simplest form consists of an impeller to which a
number of curved vanes are fitted symmetrically. The impeller rotates in an air tight volute
casing with inlet and outlet points. When the impeller rotates, it pushes the gases from the
centre of the impeller to its periphery by centrifugal force.
The centrifugal compressors used are of the following types namely:HORIZONTALLY
SPLIT
VERTICALLY
SPLIT
(PROCESS)
MCL
BCL
2MCL
2BCL
3MCL
DBCL
VERTICALLY SPLIT
(PIPE LINE)
PCL
DMCL
MCL:These are multistage compressors with horizontally split casing, for pressure upto 40Kg/cm2
and capacities upto 3, 60,000m3/hr at suction condition. These are mainly used in
Ethylene plants
Refrigerating services
Gasification plants for fertilizer industry
Drug and food processing plants
2
SERIES BCL:They are multi stage compressors with vertical split casing for pressure upto 350Kg/cm2 and
capacities of 50,000m3/hr at suction conditions. They are mainly used in:
Ammonia synthesis plants
Urea synthesis plants
Natural gas compression stations
The components of compressor are:1.
2.
3.
4.
5.
6.
7.
8.
9.
Rotor
Casing
Diaphragms
Seals
End covers
Capacity control systems
Journal bearings
Thrust bearings
Assembly of the compressor
ROTOR:Rotor is the part of the centrifugal compressor, which has been mostly subjected to technical
design developments. The constituent elements of rotor are shaft, impellers, and spacers,
balancing drum, seal brushes, locking rings, and thrust collar.
CASINGS:-
Casing for BCL type of compressor are vertically split type.
Casings for MCL type of compressor are horizontally split type.
In horizontally split type of casings usually the bottom half casing has got the suction and
discharge has conduits which are not going to be machined, but have to be subjected to sand
blasting and grinding for smooth gas flow. Casings are generally made of castings
conforming to the following material specifications.
Steel castings
Cast iron
3
DIAPHRAGMS:-
Diaphragms are in two halves split along the horizontal centerline. Depending upon the
characteristics of the machine and depending on the pressure and gases to be handled the raw
material its quality is selected. IN a machine, diaphragms are
Suction diaphragm
Intermediate diaphragm
Discharge diaphragm
Depending upon the type of construction, diaphragms are:
Cast diaphragms for low-pressure difference.
Milled vanes diaphragms for high pressure.
SEALS:Seals are provided in the clearance between the moving and stationary parts of the
compressor. It helps in avoiding the wear of the rotating part. It also stops the leakage of the
gas.
TYPES OF SEALS: Labyrinth seals
Gas seals
Oil seals
Labyrinth and gas seals are in two halves whereas the oil seals are in the form of full rings
and are of floating types. Manufacturing features of labyrinth and gas seals consist in finish
machining the parting plane of two halves individually and finish machining by holding the
two halves together using special clamping fixtures.
4
END COVERS:-
BCL type compressors have end covers with integral bearing housing.
MCL TYPE
BCL TYPE
CASINGS
Horizontally split
Vertically split
END COVERS
No
Yes
DIAPHRAGMS
Generally cast type
Cast and fabricated type
CAPACITY CONTROL SYSTEM:The following methods are available for maintaining the capacity, the suction and
discharge pressure content under varying process conditions:
Variation of compressor speed
Discharge throttling
Suction throttling
Adjustable inlet guide vanes (IV)
In multistage machine, IGV can only be fitted before the first stage and are controlled
manually or through a servomotor.
JOURNAL BEARING AND THRUST BEARING:-
Force-fed plain type bearings are used throughout. They are externally mounted and can
therefore be inspected without releasing the pressure inside the compressor. Depending
on the elastic behavior of the rotor, elliptical or tilting pad type main bearings are used;
they are highly effective in dampening vibrations.
The thrust bearing is of the tilting pad type, to ensure equal thrust distribution and has
collar to minimize the frictional losses due to oil entrainment.
5
ASSEMBLY OF COMPRESSORS: Assembly of rotor
Preparation of top and bottom pack of diaphragms, each concentrically assembled.
Pinning the upper pack of the diaphragm to the lower pack, to ensure the correct
relative position of each to one another.
Dismantle the upper half diaphragm from lower and position them on a concentrically
inspection fixture.
Assemble the seals at individual diaphragm with suitable adjustments.
Mount the rotor on concentricity inspection fixture.
Determine the correct position of rotor axially, at which the passage of all impellers
and diaphragms will be ideally located with respect to one another.
Mount the one-ring seals and oil seals at the respective position on the rotor.
Assemble the upper half of the diaphragm over the lower, with rotor inside.
Gradually guide the entire diaphragm pack with rotor into the casing using assembly
fixture
Assemble the journal bearing
Assemble the thrust bearing.
2. IMPELLERS AND THEIR TECHNICAL DETAILS
IMPELLERS:
Impeller is the vital rotary part in the functioning of the compressor. The fluid (gas or air)
enters the impeller axially at the eye of the impeller and then flows radially out of the
impeller. The gas goes through the diffuser to the return channel and further goes into the
next impeller. It is one of the most stressed components of the compressor, demanding
highly precise manufacturing methods. Each impeller is dynamically balanced and
subjected to over speed test. They are mounted, shrink fitted and keyed on the shaft,
which is coupled to an external source (generally electric motor). This source imparts the
required energy and makes it to rotate. In an impeller, the energy transferred is in the
form of kinetic energy, which is then converted into pressure energy in the diffuser. The
pressure ratio of any compressor depends mainly on the impeller diameter, rotational
speed and volume flow.
6
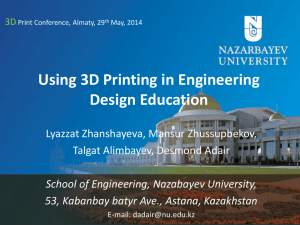
Fig: 1 Open & Close type impellers
There are three types of impellers:
Open type: These are used for high heads and for small to large flow, in single
compressors only. In this type of impeller, the flow of gas is least controlled.
Semi-enclosed type: These are used for large flow usually in single stage
compressors or first stage in multi stage compressors.
Closed type: These are made of special forged steels and these are used mainly in
multistage compressor. It consists of a disc and counter disc. The grooves are milled
on the disc and vanes on counter disc.
The vanes are radial or backward curved depending on the head required. The disc and
counter disc are clamped and welded together along the vanes as shown in figure. They
are either internally or externally welded.
7
2.1 The Manufacturing processes of different types of impellers are briefly
presented below:
Milled and welded type:
Disc and counter disc sections of the impeller are turned separately and the vanes are
milled on one of them by 3D copy milling machine. Both the disc are welded together
internally along the vanes. The smooth transition is ensured by hand grinding the welded
area.
Vane welded type or internal welded type:
The disc is machined on 5-axes CNC machine. The vanes are formed from plate material
welded to the disc and counter disc from inside.
Externally welded type:
For impellers of narrow channels width externally welded method is adopted. The disc
and counter disc are machined on 5-axes CNC machine.
The vanes are milled on the disc along with the path of the vane and vanes are milled on
the counter disc. The welding of both the disc and counter disc is carried out on a special
purpose TIG welding machine.
The vanes are radial or backward curved depending on the head required. The disc and
counter disc are clamped and welded together along the vanes as shown in figure. They
are either internally or externally welded.
8
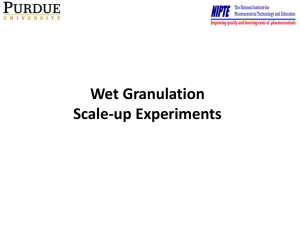
2.2 2-D IMPELLER (PROCESS DETAILS):
NAME OF THE PART: 2-D IMPELLER (INTERNAL WELDED TYPE)
Process details:
Verify the material attestation marks on the forgings.
Collect disc/hub counter disc/shroud and provide them for further operation.
Inspect and ensure the forgings for dimensional stability and attestations. Finish
machining disc and counter disc completely including bore diameter.
Drill and tap on counter disc two holes for M20*28/37 as per diagram drill and tap on
outside diameter of disc two holes for M20*30/57.
Mill the 17 vanes on the disc increase the height of the vanes by shrinkage allowance
of 2+0.5mm during milling and a positive allowance of 0.5mm on vane thickness.
Clean the milled surfaces and deburs the sharp edges check the contact surfaces and
clean them.
Assemble the disc and counter disc and get them tack-welded using auxiliary pieces.
Weld the vanes as per welding instruction sheet.
Hardening and tempering of impellers is done to get the required proof and impact
strength.
Clean the impeller internal surfaces thoroughly by sand blasting.
Conduct dye-penetrating test on impeller especially on welding to detect any cracks.
Inspect and ensure the concentricity of outside diameter, eye diameter, bore diameter
and record their dimensions.
Balance the impeller dynamically and remove the unbalance material from the places
indicated by testing engineer in the presence of inspector.
Perform the over speed test and ensure bore for any elongation.
Clamp, align accurately with respect to hub diameter and finish machine the bore to
dimensions as per assembly requirements.
9
Fig 2: A Model of a 2-D IMPELLER
10
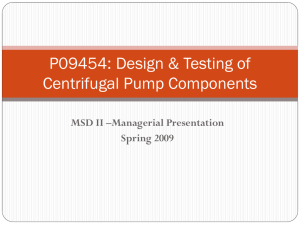
2.3 3-D IMPELLER (PROCESS DETAILS):
NAME OF THE PART:
3-D IMPELLER (INTERNAL WELDED TYPE)
Process details:
Verify the material attestation marks on the forgings.
Collect disc/hub counter disc/shroud and provide them for further operation.
Inspect and ensure the forgings for dimensional stability and attestations. Finish
machining disc and counter disc completely including bore diameter.
Drill and tap on counter disc two holes for M20*28/37 as per diagram drill and tap on
outside diameter of disc two holes for M20*30/57.
Mill the 10 vanes on the disc increase the height of the vanes by shrinkage allowance
of 2+0.5mm during milling and a positive allowance of 0.5mm on vane thickness.
Clean the milled surfaces and deburs the sharp edges check the contact surfaces and
clean them.
Assemble the disc and counter disc and get them tack-welded using auxiliary pieces.
Weld the vanes as per welding instruction sheet.
Hardening and tempering of impellers is done to get the required proof and impact
strength.
Clean the impeller internal surfaces thoroughly by sand blasting.
Conduct dye-penetrating test on impeller especially on welding to detect any cracks.
Inspect and ensure the concentricity of outside diameter, eye diameter, bore diameter
and record their dimensions.
Balance the impeller dynamically and remove the unbalance material from the places
indicated by testing engineer in the presence of inspector.
Perform the over speed test and ensure bore for any elongation.
Clamp, align accurately with respect to hub diameter and finish machine the bore to
dimensions as per assembly requirements.
11
Fig 3: A Model of a 3-D IMPELLER
12
3. INTRODUCTION TO COMPUTER NUMERICAL CONTROL
3.1 NUMERICAL CONTNROL
NUMERICAL
CONTROL
POINT-TO-POINT NC
TYPE OF MACHINE
CONTINUOUS NC
OPEN LOOP
TYPE OF CONTROL
CLOSED LOOP
H/W BASED NC
STRUCTURE OF
CONTROL
CNC
INCREMENTAL
PROGRAMMING
METHODS
ABSOLUTE
PUNCHED PAPER
STORAGE MEDIA
PUNCHED CARD
MAGNETIC TAPE
MAGNETIC DISC
MAGENETIC DRUM
13
The control systems and machine tools in numerically controlled machine tools have
varying complexities and capabilities. The instructions to the NC machines are fed
through an external medium i.e., paper tape or magnetic tape. The information read from
the tape is stored into the memory of the control system called ‘Buffer Storage’ and is
processed by the machine step by step. So when the machine is working on one
instruction block, the next block is read from the tape and stored in the memory of the
machine control system.
3.2 COMPUTER NUMERICAL CONTROL
Computer Numerical Control is an NC system that utilizes a dedicated stored program
computer to perform some or all the basic numerical control functions.
Motion feedback
Tape
reader for
initial
program
entry
Minicomputer or
microcomputer
(software functions
and NC part
program storage)
Computer
hardware
interface and
servo system
3.3 DNC SYSTEM
A DNC system is nothing more than a computer that is networked with one or more
CNC machines. Once the program is developed, it must be loaded into the CNC control.
Though the setup person could type the program right into the control machining centres.
THE CNC CONTROL:
The CNC control will interpret a CNC program and activate the series of commands in
sequential order. As it reads the program, the CNC control will activate the appropriate
machine functions, cause axis motion, and in general, follow the instructions given in the
program.
14
The CNC controls also allows programs to be modified if mistakes are found, allows
special verification functions (like dry run) to confirm the correctness of the CNC
program and allows certain important operator inputs to be specified separate from the
program, like tool length values. If the CNC program is developed with the help of a
CAM system, then it is already in the form of a text file. If the program is written
manually, it can be typed into any computer using a common word processor (though
most companies use a special CNC text editor for this purpose).
Either way, the program is in the form of a text file that can be transferred right into the
CNC machine. A distributed numerical control (DNC) system is used for this purpose.
Fig 4: A Typical DNC System
4. INTRODUCTION TO PART PROGRAM STRUCTURE
The most outstanding feature in the development of production engineering is the
division of work. An essential consequence of this division of works is the need for evergrowing exchange of information between the sections. The information used to be and
often written on paper and read and processed by staff, a phenomenon known as ‘paper
war’. In this way the machine operator receives precise working documents. These
include drawing and operation layout with working dimension in detail. This information
has to be transferred from paper to machine through human brain.
15
4.1 PROGRAMMING FORMATS
S312 E0B
TAB SEQUENTIAL FORMAT:
In this type of format, each word in the block is the programming formats in the order of
their original introduction are
Tab Sequential Format
…
NC only – no decimal point
Fixed Format
…
NC only – no decimal point
Word Address Format
…
NC or CNC – decimal point
WORD ADDRESS FORMAT:
The word address format is based on a combination of one letter and one or more
digits. Each letter, digit or symbol represents one character in the program and the
control memory.
Ex:
N003 X01250 Y00505 F225 separated by a tab and consists of only the numerical
values of the tab sequential space.
Ex:
003
01250 00505 225
312
EOB
PARAMETERS
A number of times the programmers are faced with a large amount of calculations needed
to be done before they can complete the writing of the part program. These complex
calculations once completed are difficult to trace after sometime, if any debugging of the
program is to done. Further the accuracy of the calculations is always a problem. Hence
many of the controllers allow for defining variables in a program in such a way that the
arithmetic calculations can be carried using these variables. Further these variables can
be used to specify the various values in association with the word addresses in a program.
These will allow for a large amount of complex programming. It is therefore necessary to
understand the concept of these variable usages. Variables can be used to carry out the
arithmetic operations as well as assign the values for the word addresses in given block.
16
4.2 PARAMETERS IN FANUC:
The parameters in FANUC are broadly categorized into 3 types:
Local Variables
Common Variables
System Variables
Local Variables (#1 to #33):
The local variable is a variable locally used in the macro. That is, a local variable #i used
in the macro called at one point in time, is different from #i used in the macro (whether it
is the same macro or not) called at another point in time. A local variable is used for an
argument transfer. A local variable without a transferred argument is vacant in its initial
status and can be used freely.
Common Variables (#100 to #199, #500 to #999):
Just as a local variable is used locally in the macro, a common variable is in common
use throughout the main program, throughout each subprogram called in the main
program and throughout each macro. That is #i used in certain macro is same as #i used
in another macro. Accordingly, the calculated value of a common variable #i in a
certain macro can be used in another macro.
System Variables (#1000 to #9999):
Parameters in Fanuc controllers are identified by # and can vary from 0000 to
9999.There are some variables, which have specified meaning and are called system
variables. They cannot be used by programmers.
They are as follows:
#1000 to #1032
#1100 to #1132
#2000 to #2200
#2500 to #2506
#2600 to #2606
#2700 to #2706
#2800 to #2806
#3000 to #3012
#3901 to #3902
#4001 to #4120
#5001 to #5104
#8000 to #8150 for G codes and word addresses information.
17
In addition to this, all the arithmetic calculations can be carried out in the program using
the following operations and functions.
#1 = 120.5
Assignment
#1 = #1 + #2 Addition
#1 = #2 - #5
Subtraction
#1 = #3 * #5 Multiplication
#1 = #5 / #8
Division
SUBPROGRAMS:
One of the major improvements in the part programming efficiency is the ability to reuse
part of the program a number of times in a particular program as well as in a number of
other programs. Subprograms allow the programmer to code more efficiently the oftenused procedures into small pieces of separate code and store them in the controller
memory permanently. Any user will simply have to call these subroutines for using them
in programs.
The length of a CNC program is usually measured in the number of characters such
program contains. The program length will vary, depending on the complexity of work,
the number of tools used, the method of programming and other factors. Virtually, all
CNC system offer features design to shorten the length of a program to some extent and
make the programming process easier, more efficient and less prone to errors.
Main program
Subroutine
%;
N2100
SUB 12;
N090 … . ;
N2110
……;
N100 CALL SUB 12 ;
N2120
……;
N110 ...;
N2130
RETURN;
N120 … ..;
N130 …;
SUBROUTINES AND MACROS IN FANUC
In Fanuc controls two types of subprograms are used.
Subroutines, which are temporary in nature and would be specific to a particular main
program.
Macros that are permanent in nature and therefore will be permanently stored in the
controller memory and can be used by any program.
18
Subroutine The format to be used for writing the subroutines is very similar to that of
main programs, with the exception that it should end by M99 and not M02 or M30. The
M99 should be in a block by itself.
08234;
Subprogram identification
N010 … ;
Program blocks
N020 …;
N030 …;
N040 …;
N050 M99;
Return to calling program
Subprograms can be activated by giving a “block call (M98)” in the main program,
which must have the following format “N090 M98 Prrrnnnn;”
Where
M98 is used to call a subroutine.
P is used to specify the subprogram number as well as the number of
times it is to be repeated.
“rrr” specifies the number of times the subprogram is to be repeated. It is
possible to repeat a subroutine up to 999 times. If no value is entered, the
subprogram is called once.
“nnnn” specifies number of the subroutine to be executed.
A few examples are given below to clarify the usage.
N090 M98
N140 M98
P0028023;Subroutine 8023 is to be repeated twice
P8142; Subroutine 8142 is to be repeated once
Permanent Macro in Fanuc is meant for storing permanently in the controller memory.
Any program can call these. For this purpose G65 code is used for calling a macro in the
main program.
The following is the procedure as implemented in Fanuc 0.
NO55 G65
P2012 L01 A… B… C…;
Arguments are assigned using the word address in the main program where as they have
an equivalent variable number in the subprogram as follows:
A
#1
B
#2
C
#3
D
#7
E
#8
F
#9
H
#11
I
#4
J
#5
K
#6
Q
#17
R
#18
S
#19
T
#20
U
#21
V
#22
W
#23
X
#24
Y
#25
Z
19
M
#13
In the main program
G65 P1021 A12.5 B23.4 C15.4 D10 X43
In the sub program
#1 = 12.5
#2 = 23.5
#3 = 15.6
#4 = 10
#24 = 43.5
Program number of a custom macro can vary from 0001 to 8999.
CNC MACHINE PROGRAM PLANNING:
Machine tools features.
Part complexity.
Manual programming/ Computerized programming.
Typical programming procedures.
Part drawing/ Engineering data.
Methods to select material.
Tooling selection.
Part setup.
Technological decisions.
5. CNC MILLING
Milling Machine is a machine capable of a simultaneous cutting motion, using an end
mill as the primary cutter tool, along at least two axes at the same time.
20
Types of Milling Machines:
Milling machines can be divided into three categories:
By the number of axes - two, three and more.
By the orientation of axes - vertical or horizontal.
By the presence or absence of a tool changer.
Conventionally, milling machines, where the spindle motion is up and down, are
categorized as vertical machines. Milling machines where the spindle motion is in and
out are categorized as horizontal machines.
The majority of modern machines designed for milling are capable of doing a multitude
of machining tasks, besides traditional milling. These machines are also capable of many
other ‘metal removing’ operations mainly drilling, reaming, boring, tapping, profiling,
thread, cutting and many others.
They may be equipped with a multi tool-magazine, a fully Automatic Tool Changer
(ATC) and an Automatic Pallet Changer (APC), a powerful computerized control unit
(CNC), and so on.
Some machine models may have additional features, such as adaptive control, robot
interface, automatic loading and unloading, probing system, high speed machining
features and other marvels of modern technology.
MACHINE AXES:
Milling machines and machining centers have at least three axes - X, Y and Z. The
machines become more flexible if they have the fourth axes, usually an indexing or a
rotary axis (the A axis for vertical models or the B-axis for horizontal models). A simple
machine with five axes may be a boring mill that has three major axes, plus a rotary axis
(usually the W axis).
Fig 5: Designation of Machine Axes and Main Assemblies
21
In the area of milling system, three most common machine tools are available:
CNC Vertical Machining Center – VMC.
CNC Horizontal Machining Center – HMC.
CNC Horizontal Boring Mill.
MACHINE GEOMETRY:
Machine geometry is the relationship of distances between the fixed point of the machine
and the selectable point of the part. Typical geometry of a CNC machine uses the right
hand coordinate system. The positive and negative axis direction is determined by an
established viewing convention.
AXIS ORIENTATION:
A typical 5 – axis machine uses three controlled axes of motion. They are defined as the
X-axis, the Y-axis, and the Z-axis. The B-axis is the rotation of the pallet and the A-axis
is the spindle movement.
TOOLING SELECTION:
The category of tooling covers a lot more than the cutting tools and tool holders – it
includes an extensive line of accessories, including numerous vices, fixtures, chucks,
indexing tables, clamps, collets and many other holding devices.
The cutting tool should be selected by two main criteria
Efficiency of usage.
Safety in operation.
The horizontal machining center mainly differs from a vertical machining center in its
general functionality. While a vertical machine is mostly used for work on many faces of
the part during a single set up. Between programming and set up, there are three major
differences on a horizontal machining center:
Presence of a fourth axis, typically an indexing B axis.
Presence of a pallet changer.
Richer variety of set up and offset settings.
22
5.1 MILLING CUTTERS
Milling is a process of cutting away material by feeding a work piece part a rotating
multiple tooth cutters. The cutting action of the many teeth around the milling cutter
provides a fast method of machining. The machined surface can be flat, angular, or
curved. The surface may also be milled to any combination of shapes. The machine for
holding the work piece, rotating the cutter, and feeding it is known as a Milling Machine.
Milling cutters are broadly grouped into 2 categories: Standard and Special.
Standard Tooth Form: Teeth are said to be radial when each teeth face lies along a line
that cuts through the center of the cutter, Teeth are cut either with radial tooth face or at a
00 (zero), positive or negative rake angle to the radial line. The tool life and the
performance of the carbide tipped teeth, which operate at exceedingly high speeds and
coarse feeds, are improved when the teeth have negative rake.
The angle formed by the cutting face and the land is the teeth angle, the body of the
tooth is cut at a secondary angel and at a third angle. The design provides maximum
support in the cutting edge. It also provides the chip space for the fast removal of chips.
Formed Tooth form: Formed tooth cutter has a contour or tooth outline, of a
particular shape. The concave milling cutter with a specified diameter produces a round
shape on a work-piece. The flute cutter cuts flutes or drills, reamers, taps and other
cutting tools. In applications, that involve the milling of a whole contour, formed cutters
may be set up in combination.
STANDARD TYPES OF MILLING CUTTERS:
The diameter and the width of a cutter depend on whether a part is to be slab milled
(milling a wide, flat surface) or requires a narrow width slot, There are 3 broad
classifications of plain milling cutters are Light-Duty, Heavy-Duty and Helical.
Side Milling Cutters
Plain Side Milling Cutters
Half Side Milling Cutters
Staggered Tooth Side Milling Cutters
Interlocking Side Milling Cutters
Slitting Saws
Angle Milling Cutters
End Mill Cutters
23
5.2 CNC 5-Axis Milling Machining Center:
CNC machining centers are far more popular and efficient than drills and mills, mainly
for their flexibility. The main benefit the user gets out of a CNC machining center is the
ability to group several diverse operations into a single set up. For example, drilling,
boring, counter boring, spot facing and contour milling can be incorporated into a single
CNC program. In addition, the flexibility is enhanced by automatic tool changing, using
pallets to minimize idle time, indexing to a different side of the part, using a rotary
movement of additional axis, and a number of other features. CNC machining centers
can be equipped with special software that controls the speeds and feeds, the life of the
cutting tool, automatic in-process gauging and offset adjustment and other production
enhancing and time saving devices.
There are two basic designs of a typical CNC machining center. They are the Vertical
and the Horizontal machining centers. The major difference between the two types is the
nature of work that can be done on them efficiently. For a vertical CNC machining
center, the most suitable type of work are flat parts, either mounted on to the fixture on
the table, or held in a vice or a chuck. The work that requires machining on two or more
faces in a single setup is more desirable to be done on a CNC Horizontal machining
center.
SPECIFICATIONS OF 5-AXIS CNC MACHINING CENTER:
Model: Rigid ZT – 800/130
Make
: Standard Rigid, Switzerland
Axes Movements
X-axis
: 1800mm
Y-axis
: 1000mm
Z-axis
: 1320mm
A-axis
: +60 to –100 degrees
B-axis
: 360 degrees rollover
Feed rate (X, Y, Z)
: 0.1 to 15000mm/min
Rapid Traverse
: 20000mm/min
Spindle Power
: 37KW
RPM Range
: 32 to 5400
Pallet Size
: 800mmX800 mm
24
Maximum Load on Pallet
: 4000kg
Tool Magazine Capacity
: 96 tools
CNC Control System
: Fanuc 15-M, 5-axis simultaneous control
Positional Accuracy (X, Y, Z)
: 0.012mm
Positional Accuracy (A, B)
: 12 arc seconds
Repeatability (X, Y, Z)
: 0.005mm
Repeatability (A, B)
: 5 arc seconds
Special Features
: ReniShaw Touch – Trigger Probe
(For in-process inspection)
Digitizing
PC-Based Tool Management
Cost of Machine
: 809 lakhs
Commissioned in
: 1995
Fig 6: A Typical 5-Axis CNC Machining Center
25
5.3 MACRO DESIGNATION:
FUNCTIONS
ADDRESS
MEANING
Program Number
A
Program Number
Sequence Number
N
Sequence Number
Preparatory Function
Dimension word
G
X, Y, Z
Motion mode
Coordinate axis
A, B, C, U, V, W
Motion command
Additional axis
Motion command
R
Arc Radius command
I, J, K
Coordinate values of
Arc center, Chamfering.
Feed Function
F
Feed Rate, Thread lead.
Spindle Feed Function
S
Spindle Speed
Tool Function
T
Tool Number,
Tool Offset Number.
Miscellaneous Function
M
ON/OFF control on
the machine tool.
B
index of Table,etc
Offset Number
H, D
Designation of Offset number.
Dwell
P, X
Dwell Time.
Program Number Designation
P
Designation of Subprogram
Sequence Number Designation
P
Designation of Sequence
Under Where the
Program is to be repeated
Repetitive Count
L
Repetitive counts in
the Subprogram.
Parameter
P, Q, R
Parameters in the
Canned cycles
26
The preparation of this set of instructions to carry out the machining of a work piece is called
Part Programming. Each line of these instructions is capable of specifying dimensional and
non-dimensional data and is written in a specific format. N G XYZAB S F T M EOB
Thus an information about an operation conveyed to the controller of the machine tool
would consists of operation number, operation code, co-ordinates for position or motion,
tool information, speed and feed for the operation, etc.
Preparatory Function (G):
This information is given by a word which is prefixed by the letter G followed by the
numerical code for the operation for which the control unit is to instruct the machine tool.
G90 and G91 are used for specifying that the data in the following block be in absolute
mode (relative to a common datum) or incremental mode (relative to current position)
respectively.
Miscellaneous Function (M):
Words used for instructions such as to star the spindle and have its rotation clockwise or
anti-clockwise, starting or stopping the coolant etc. is termed as miscellaneous
functions. These do not pertain to the dimensions of the work, but are required for
carrying out the operation.
Tool Information (T):
This information is given by a work prefixed by the letter T and followed by the
numerical code for tool position in the tool turret or tool magazine when Automatic Tool
Changer is used.
ABOUT UNIGRAPHICS:Unigraphics is sophisticated software used to create complex designs with great
precision. The design intent of any 3 – Dimensional model or an assembly is defined by
its specifications and its use. One can use the powerful tool of Unigraphics to capture the
design intent of any complex model by incorporating intelligence into the design.
To make the design process simple and quick this software package has divided the steps
of designing is completed in different module.
27
The design process consists of the following steps:
Sketching using the basic sketch entities
Connecting the sketch into features and parts
Assembling different parts and analyzing them
Documentation of the parts and assembly in terms of drawing views
Manufacturing the final part and assembly
All these steps are divided into different modes:-
SKETCH
SOLID MODELLING
MANUFACTURING
DRAFTING
ASSEMBLY
DRAWING
SHEETMETAL
LAYOUT
6. DESIGN PROCESS
SKETCH:Sketch is the one which is used to create 2 – Dimensional representations of profiles
associated with your part. One can create a rough outline of curves and then specify
conditions called constraints to define the shapes more precisely and capture the design
intent. Each curve is referred to as a sketch object.
SOLID MODELLING:One can create solid bodies by:
Sweeping sketch and non sketch geometry to create associative features,
OR
Creating primitives for the basic building blocks, and then adding more specific
features to give further details
Creating a solid body using primitive’s results in a simple geometry solid body. Swept
features are bodies created by extruding or revolving sketch geometry.
28
ASSEMBLY:In assembly, one can assemble different parts by selecting the planes and axis and
analyze them, thus it creates its 3-Dimensional view completely with all the features of
the component.
MANUFACTURING:The manufacturing applications allow us to create NC machining programs, generate tool
paths, visualize material removal, simulate the machine tool, and post process.
The sequence of operations to be performed in order to manufacture an impeller are:
CREATING A TOOL
INSERTING AN OPERATION
CREATING GEOMETRY
CREATING PROGRAM
POST PROCESS
Hence the Design process starts with the Creating a tool by which the appropriate tool is
selected, Required Operation is being inserted to further process.
After inserting an operation, the geometry has to be created in which the main model
comes into picture then the part program has to be created and After that the program has
been post process by 3 -axis the post processor in built in Unigraphics.
This post processor program then transferred to CNC 5-AXIS Machine through DNC.
The above program has been checked through simulation mode and finally machining
has been done for the component followed by inspection.
29
FOR 2D IMPELLER)
CREATING A TOOL:-
TOOL PATH
30
INSERTING AN OPERATION:-
MACHINING OF A SINGLE VANE
31
CREATING GEOMETRY:-
PART BEING MACHINED
32
CREATE A PART PROGRAM:-
In this Project, a model of 2D and 3D impellers has been drawn through
Unigraphics.Then machining has been done for the given vanes and remaining part. After
that the program has been post process by 3 -axis the post processor in built in
Unigraphics. This post processor program then transferred to CNC 5-AXIS Machine
through DNC. The above program has been checked through simulation mode,
performed optimization and finally used to machine the component followed by
inspection.
ADVANTAGES:1.
2.
3.
4.
5.
Using Unigraphics one can machine 3-dimensional component on CNC machine.
It has zero error and accuracy can be attained.
Curve and fillets can be machined accurately.
It can generate the program by its self for a given module.
Mock-up machining totally eliminated for impeller
FUTURE ASPECTS:1. Currently they are manufacturing 2-D impellers and certain types of Steam turbine
Blade profiles using Unigraphics.
2. Efforts are being made to manufacture 3-D impellers of Complex designs
3. Aerospace profile blades
4. Blade masters for Gas turbines
33
(FOR 3D IMPELLER)
CREATING A TOOL
34
INSERTING AN OPERATION
35
CREATING GEOMETRY
36
CREATING PROGRAM
37
7. PART PROGRAMMING
MAIN PROGRAM FOR IMPELLER
%
N0006G21
N0007G90
N0008G01X614.941Y55.405Z262.002A=DC(304.367)B65.86F5000
N0009X469.209Z196.69F2000
N0010X469.328Y54.147Z199.048F4000
N0011X469.338Y52.89Z201.357
N0012X469.245Y51.633Z203.619
N0013X469.053Y50.376Z205.837
N0014X468.768Y49.118Z208.014
N0015X465.484Y48.844Z215.258A=DC(306.332)B64.906
N0016X456.477Y50.418Z231.089A=DC(310.884)B62.231
N0017X446.6Y51.481Z247.202A=DC(314.438)B59.567
N0018X436.218Y52.223Z262.878A=DC(317.252)B56.993
N0019X425.685Y52.76Z277.633A=DC(319.514)B54.565
N0020X415.322Y53.162Z291.172A=DC(321.359)B52.322
N0021X405.304Y53.475Z303.457A=DC(322.899)B50.269
N0022X395.903Y53.727Z314.352A=DC(324.199)B48.433
N0023X387.398Y53.932Z323.749A=DC(325.301)B46.841
N0024X379.928Y54.105Z331.686A=DC(326.247)B45.496
N0025X373.566Y54.259Z338.246A=DC(327.077)B44.392
N0026X363.4Y54.583Z348.353A=DC(328.594)B42.711
N0027X356.852Y54.964Z354.676A=DC(330.031)B41.719
N0028X353.688Y55.459Z357.687A=DC(331.524)B41.337
N0029X352.069Y56.171Z359.012A=DC(333.297)B41.222
N0030X349.893Y57.047Z360.649A=DC(335.254)B41.007
N0031X348.143Y57.535Z362.009A=DC(336.28)B40.784
N0032X345.653Y58.041Z364.008A=DC(337.308)B40.434
N0033X342.521Y58.563Z366.544A=DC(338.332)B39.976
N0034X339.941Y59.108Z368.56A=DC(339.365)B39.616
N0035X338.26Y59.67Z369.776A=DC(340.399)B39.412
N0036X337.396Y60.249Z370.28A=DC(341.43)B39.348
N0037X337.131Y60.848Z370.251A=DC(342.467)B39.386
N0038X337.46Y61.468Z369.689A=DC(343.513)B39.525
N0039X338.379Y62.108Z368.585A=DC(344.57)B39.765
N0040X339.894Y62.771Z366.919A=DC(345.641)B40.108
N0041X341.806Y63.451Z364.854A=DC(346.72)B40.521
N0042X343.081Y64.13Z363.343A=DC(347.769)B40.825
N0043X343.584Y64.801Z362.538A=DC(348.778)B40.995
N0044X343.381Y65.46Z362.403A=DC(349.739)B41.042
N0045X340.898Y66.75Z364.118A=DC(351.528)B40.773
N0046X337.287Y68.073Z366.826A=DC(353.282)B40.307
N0047X333.57Y69.446Z369.532A=DC(355.05)B39.823
N0048X330.023Y70.836Z372.047A=DC(356.784)B39.369
N0049X327.766Y72.212Z373.474A=DC(358.437)B39.138
N0050X326.958Y73.584Z373.68A=DC(.031)B39.155
N0051X327.046Y74.953Z373.143A=DC(1.567)B39.325
38
N0052X327.299Y76.313Z372.5A=DC(3.04)B39.523
N0053X327.687Y77.679Z371.752A=DC(4.473)B39.744
N0054X328.189Y79.067Z370.885A=DC(5.896)B39.984
N0055X328.803Y80.51Z369.823A=DC(7.369)B40.241
N0056X329.53Y82.011Z368.548A=DC(8.901)B40.515
N0057X330.368Y83.569Z367.053A=DC(10.494)B40.806
N0058X331.302Y85.2Z365.292A=DC(12.183)B41.11
N0059X332.343Y86.907Z363.202A=DC(13.994)B41.428
N0060X333.563Y88.657Z360.755A=DC(15.89)B41.773
N0061X335.024Y90.386Z358.003A=DC(17.78)B42.158
N0062X336.603Y91.949Z355.486A=DC(19.379)B42.571
N0063X338.155Y93.385Z353.326A=DC(20.722)B42.987
N0064X339.51Y94.763Z351.568A=DC(21.909)B43.374
N0065X340.57Y96.257Z349.851A=DC(23.245)B43.706
N0066X341.397Y97.954Z347.807A=DC(24.913)B43.987
N0067X342.097Y99.79Z345.426A=DC(26.833)B44.237
N0068X342.737Y101.681Z342.791A=DC(28.899)B44.469
N0069X343.14Y103.522Z340.375A=DC(30.934)B44.653
N0070X343.315Y105.291Z338.244A=DC(32.9)B44.791
N0071X343.321Y106.975Z336.389A=DC(34.772)B44.894
N0072X343.419Y108.528Z334.786A=DC(36.422)B45.015
N0073X343.696Y109.968Z333.416A=DC(37.827)B45.174
N0074X343.981Y111.353Z332.299A=DC(39.089)B45.337
N0075X344.144Y112.762Z331.301A=DC(40.364)B45.477
N0076X344.235Y114.288Z329.868A=DC(41.906)B45.597
N0077X344.396Y115.887Z327.921A=DC(43.659)B45.724
N0078X344.764Y117.499Z325.459A=DC(45.532)B45.886
N0079X345.306Y119.045Z322.892A=DC(47.331)B46.08
N0080X345.897Y120.505Z320.545A=DC(48.967)B46.284
N0081X346.506Y121.902Z318.413A=DC(50.467)B46.492
N0082X347.092Y123.251Z316.504A=DC(51.855)B46.696
N0083X347.617Y124.564Z314.828A=DC(53.152)B46.888
N0084X348.074Y125.857Z313.323A=DC(54.396)B47.066
N0085X348.48Y127.142Z311.904A=DC(55.62)B47.233
N0086X348.789Y128.422Z310.585A=DC(56.842)B47.379
N0087X348.991Y129.696Z309.383A=DC(58.06)B47.502
N0088X349.092Y130.962Z308.304A=DC(59.268)B47.603
N0089X349.132Y132.216Z307.324A=DC(60.457)B47.69
N0090X349.2Y133.458Z306.352A=DC(61.623)B47.781
N0091X349.309Y134.689Z305.376A=DC(62.764)B47.879
N0092X349.461Y135.907Z304.404A=DC(63.877)B47.984
N0093X349.663Y137.112Z303.434A=DC(64.959)B48.098
N0094X349.916Y138.306Z302.471A=DC(66.009)B48.221
N0095X350.215Y139.49Z301.507A=DC(67.033)B48.352
N0096X350.553Y140.665Z300.548A=DC(68.032)B48.49
N0097X350.927Y141.832Z299.586A=DC(69.012)B48.634
N0098X351.326Y142.994Z298.626A=DC(69.976)B48.782
N0099X351.745Y144.151Z297.664A=DC(70.928)B48.933
N0100X352.165Y145.305Z296.709A=DC(71.874)B49.083
N0101X352.582Y146.455Z295.771A=DC(72.812)B49.231
N0102X352.99Y147.601Z294.856A=DC(73.742)B49.376
39
N0103X353.399Y148.743Z293.957A=DC(74.662)B49.52
N0104X353.804Y149.879Z293.084A=DC(75.571)B49.662
N0105X354.209Y151.011Z292.233A=DC(76.468)B49.803
N0106X354.621Y152.137Z291.404A=DC(77.351)B49.944
N0107X355.056Y153.258Z290.575A=DC(78.22)B50.089
N0108X355.539Y154.374Z289.708A=DC(79.079)B50.243
N0109X356.059Y155.488Z288.803A=DC(79.932)B50.404
N0110X356.598Y156.601Z287.871A=DC(80.784)B50.568
N0111X357.104Y157.711Z286.981A=DC(81.633)B50.724
N0112X357.568Y158.819Z286.147A=DC(82.478)B50.87
N0113X358.001Y159.926Z285.356A=DC(83.32)B51.008
N0114X358.429Y161.03Z284.58A=DC(84.157)B51.144
N0115X358.866Y162.135Z283.786A=DC(84.995)B51.281
N0116X359.737Y164.363Z282.057A=DC(86.72)B51.551
N0117X360.96Y166.635Z279.273A=DC(88.635)B51.894
N0118X361.779Y167.778Z277.402A=DC(89.651)B52.11
N0119X362.653Y168.912Z275.48A=DC(90.651)B52.338
N0120X363.5Y170.039Z273.669A=DC(91.62)B52.56
N0121X364.304Y171.162Z271.952A=DC(92.572)B52.772
N0122X365.623Y173.418Z268.838A=DC(94.487)B53.129
N0123X366.453Y175.67Z266.395A=DC(96.38)B53.371
N0124X366.915Y177.899Z264.877A=DC(98.124)B53.524
N0125X366.961Y180.133Z264.204A=DC(99.781)B53.576
N0126X367.354Y182.382Z262.932A=DC(101.462)B53.702
N0127X368.473Y184.651Z261.21A=DC(102.97)B53.992
N0128X370.133Y187.Z259.933A=DC(104.135)B54.407
N0129X372.524Y189.508Z258.819A=DC(104.954)B54.996
N0130X373.603Y190.827Z258.936A=DC(105.214)B55.264
N0131X374.573Y192.192Z259.557A=DC(105.374)B55.506
N0132X375.417Y193.604Z260.716A=DC(105.434)B55.717
N0133X376.116Y195.062Z262.453A=DC(105.392)B55.892
N0134X376.215Y197.79Z267.046A=DC(105.374)B55.919
N0135X376.272Y203.199Z276.364
N0136X461.458Z333.997F5000
N0137G00X612.162Y0.Z403.039A=DC(0.)B75.964
N0138G01X614.561Y56.204Z262.472A=DC(304.367)B65.86
N0139X468.263Z196.906F2000
N0140X468.387Y54.947Z199.266F4000
N0141X468.404Y53.69Z201.578
N0142X468.32Y52.433Z203.845
N0143X468.14Y51.175Z206.069
N0144X467.868Y49.918Z208.251
N0145X464.602Y49.664Z215.459A=DC(306.332)B64.906
N0146X455.614Y51.281Z231.185A=DC(310.884)B62.231
N0147X445.761Y52.372Z247.21A=DC(314.438)B59.567
N0148X435.407Y53.135Z262.812A=DC(317.252)B56.993
N0149X424.903Y53.687Z277.506A=DC(319.514)B54.565
N0150X414.569Y54.099Z290.995A=DC(321.359)B52.322
N0151X404.579Y54.421Z303.239A=DC(322.899)B50.269
N0152X395.207Y54.678Z314.102A=DC(324.199)B48.433
N0153X386.727Y54.889Z323.472A=DC(325.301)B46.841
N0154X379.281Y55.066Z331.389A=DC(326.247)B45.496
40
N0155X372.941Y55.223Z337.934A=DC(327.077)B44.392
N0156X362.814Y55.552Z348.018A=DC(328.594)B42.711
N0157X356.297Y55.938Z354.325A=DC(330.031)B41.719
N0158X353.157Y56.437Z357.325A=DC(331.524)B41.337
N0159X351.556Y57.152Z358.636A=DC(333.297)B41.222
N0160X349.398Y58.031Z360.256A=DC(335.254)B41.007
N0161X347.658Y58.52Z361.605A=DC(336.28)B40.784
N0162X345.179Y59.027Z363.593A=DC(337.308)B40.434
N0163X342.06Y59.55Z366.116A=DC(338.332)B39.976
N0164X339.491Y60.096Z368.119A=DC(339.365)B39.616
N0165X337.82Y60.66Z369.324A=DC(340.399)B39.412
N0166X336.964Y61.239Z369.817A=DC(341.43)B39.348
N0167X336.707Y61.838Z369.779A=DC(342.467)B39.386
N0168X337.042Y62.458Z369.208A=DC(343.513)B39.525
N0169X337.966Y63.099Z368.096A=DC(344.57)B39.765
N0170X339.484Y63.761Z366.422A=DC(345.641)B40.108
N0171X341.399Y64.442Z364.349A=DC(346.72)B40.521
N0172X342.678Y65.12Z362.831A=DC(347.769)B40.825
N0173X343.185Y65.79Z362.019A=DC(348.778)B40.995
N0174X342.989Y66.449Z361.876A=DC(349.739)B41.042
N0175X340.52Y67.739Z363.574A=DC(351.528)B40.773
N0176X336.921Y69.06Z366.263A=DC(353.282)B40.307
N0177X333.216Y70.432Z368.951A=DC(355.05)B39.823
N0178X329.678Y71.82Z371.45A=DC(356.784)B39.369
N0179X327.428Y73.194Z372.865A=DC(358.437)B39.138
N0180X326.626Y74.566Z373.065A=DC(.031)B39.155
N0181X326.718Y75.933Z372.523A=DC(1.567)B39.325
N0182X326.975Y77.293Z371.876A=DC(3.04)B39.523
N0183X327.367Y78.658Z371.126A=DC(4.473)B39.744
N0184X327.873Y80.044Z370.256A=DC(5.896)B39.984
N0185X328.491Y81.486Z369.192A=DC(7.369)B40.241
N0186X329.221Y82.985Z367.913A=DC(8.901)B40.515
N0187X330.062Y84.542Z366.413A=DC(10.494)B40.806
N0188X330.996Y86.171Z364.646A=DC(12.183)B41.11
N0189X332.038Y87.876Z362.549A=DC(13.994)B41.428
N0190X333.256Y89.625Z360.095A=DC(15.89)B41.773
N0191X334.713Y91.353Z357.34A=DC(17.78)B42.158
N0192X336.292Y92.915Z354.825A=DC(19.379)B42.571
N0193X337.844Y94.35Z352.669A=DC(20.722)B42.987
N0194X339.203Y95.727Z350.913A=DC(21.909)B43.374
N0195X340.267Y97.218Z349.193A=DC(23.245)B43.706
N0196X341.097Y98.913Z347.139A=DC(24.913)B43.987
N0197X341.798Y100.746Z344.746A=DC(26.833)B44.237
N0198X342.437Y102.633Z342.099A=DC(28.899)B44.469
N0199X342.839Y104.472Z339.671A=DC(30.934)B44.653
N0200X343.013Y106.239Z337.532A=DC(32.9)B44.791
N0201X343.018Y107.922Z335.673A=DC(34.772)B44.894
N0202X343.115Y109.475Z334.07A=DC(36.422)B45.015
N0203X343.394Y110.914Z332.703A=DC(37.827)B45.174
N0204X343.681Y112.299Z331.59A=DC(39.089)B45.337
N0205X343.848Y113.707Z330.592A=DC(40.364)B45.477
N0206X343.942Y115.23Z329.153A=DC(41.906)B45.597
N0207X344.104Y116.826Z327.198A=DC(43.659)B45.724
41
N0208X344.474Y118.435Z324.728A=DC(45.532)B45.886
N0209X345.016Y119.979Z322.156A=DC(47.331)B46.08
N0210X345.607Y121.438Z319.807A=DC(48.967)B46.284
N0211X346.217Y122.833Z317.676A=DC(50.467)B46.492
N0212X346.806Y124.182Z315.771A=DC(51.855)B46.696
N0213X347.333Y125.495Z314.098A=DC(53.152)B46.888
N0214X347.793Y126.788Z312.598A=DC(54.396)B47.066
N0215X348.203Y128.072Z311.182A=DC(55.62)B47.233
N0216X348.515Y129.351Z309.868A=DC(56.842)B47.379
N0217X348.72Y130.625Z308.668A=DC(58.06)B47.502
N0218X348.825Y131.89Z307.592A=DC(59.268)B47.603
N0219X348.869Y133.144Z306.616A=DC(60.457)B47.69
N0220X348.941Y134.386Z305.648A=DC(61.623)B47.781
N0221X349.054Y135.616Z304.677A=DC(62.764)B47.879
N0222X349.21Y136.834Z303.71A=DC(63.877)B47.984
N0223X349.416Y138.04Z302.747A=DC(64.959)B48.098
N0224X349.674Y139.234Z301.79A=DC(66.009)B48.221
N0225X349.976Y140.418Z300.833A=DC(67.033)B48.352
N0226X350.319Y141.593Z299.882A=DC(68.032)B48.49
N0227X350.697Y142.762Z298.927A=DC(69.012)B48.634
N0228X351.101Y143.924Z297.975A=DC(69.976)B48.782
N0229X351.525Y145.081Z297.021A=DC(70.928)B48.933
N0230X351.95Y146.236Z296.073A=DC(71.874)B49.083
N0231X352.371Y147.386Z295.143A=DC(72.812)B49.231
N0232X352.784Y148.533Z294.235A=DC(73.742)B49.376
N0233X353.197Y149.675Z293.344A=DC(74.662)B49.52
N0234X353.607Y150.812Z292.478A=DC(75.571)B49.662
N0235X354.017Y151.944Z291.635A=DC(76.468)B49.803
N0236X354.433Y153.071Z290.814A=DC(77.351)B49.944
N0237X354.873Y154.192Z289.994A=DC(78.22)B50.089
N0238X355.36Y155.309Z289.134A=DC(79.079)B50.243
N0239X355.885Y156.424Z288.238A=DC(79.932)B50.404
N0240X356.429Y157.537Z287.313A=DC(80.784)B50.568
N0241X356.94Y158.648Z286.43A=DC(81.633)B50.724
N0242X357.409Y159.757Z285.604A=DC(82.478)B50.87
N0243X357.846Y160.863Z284.82A=DC(83.32)B51.008
N0244X358.279Y161.968Z284.051A=DC(84.157)B51.144
N0245X358.721Y163.073Z283.263A=DC(84.995)B51.281
N0246X359.154Y164.183Z282.454A=DC(85.844)B51.415
N0247X359.601Y165.301Z281.544A=DC(86.72)B51.551
N0248X360.834Y167.572Z278.767A=DC(88.635)B51.894
N0249X361.657Y168.715Z276.899A=DC(89.651)B52.11
N0250X362.536Y169.848Z274.981A=DC(90.651)B52.338
N0251X363.388Y170.974Z273.172A=DC(91.62)B52.56
N0252X364.197Y172.097Z271.459A=DC(92.572)B52.772
N0253X365.526Y174.35Z268.347A=DC(94.487)B53.129
N0254X366.367Y176.599Z265.905A=DC(96.38)B53.371
N0255X366.839Y178.827Z264.39A=DC(98.124)B53.524
N0256X366.897Y181.059Z263.719A=DC(99.781)B53.576
N0257X367.3Y183.306Z262.449A=DC(101.462)B53.702
N0258X368.429Y185.572Z260.726A=DC(102.97)B53.992
N0259X370.099Y187.914Z259.439A=DC(104.135)B54.407
N0260X372.499Y190.41Z258.302A=DC(104.954)B54.996
42
N0261X373.584Y191.721Z258.404A=DC(105.214)B55.264
N0262X374.559Y193.077Z259.007A=DC(105.374)B55.506
N0263X375.407Y194.478Z260.145A=DC(105.434)B55.717
N0264X376.111Y195.923Z261.859A=DC(105.392)B55.892
N0265X376.217Y198.649Z266.452A=DC(105.374)B55.919
N0266X376.282Y204.058Z275.776
N0267X460.778Z332.942F5000
N0268G00X612.162Y0.Z403.039A=DC(0.)B75.964
N0269G01X614.177Y57.004Z262.94A=DC(304.367)B65.86
N0270X467.329Z197.128F2000
N0271X467.457Y55.747Z199.49F4000
N0272X467.481Y54.49Z201.805
N0273X467.406Y53.232Z204.076
N0274X467.237Y51.975Z206.304
N0275X466.978Y50.718Z208.493
N0276X463.728Y50.484Z215.663A=DC(306.332)B64.906
N0277X454.759Y52.143Z231.285A=DC(310.884)B62.231
N0278X444.929Y53.264Z247.221A=DC(314.438)B59.567
N0279X434.6Y54.047Z262.749A=DC(317.252)B56.993
N0280X424.123Y54.613Z277.382A=DC(319.514)B54.565
N0281X413.817Y55.036Z290.82A=DC(321.359)B52.322
N0282X403.856Y55.366Z303.023A=DC(322.899)B50.269
N0283X394.51Y55.63Z313.851A=DC(324.199)B48.433
N0284X386.056Y55.845Z323.195A=DC(325.301)B46.841
N0285X378.634Y56.026Z331.092A=DC(326.247)B45.496
N0286X372.315Y56.187Z337.62A=DC(327.077)B44.392
N0287X362.226Y56.521Z347.68A=DC(328.594)B42.711
N0288X355.74Y56.912Z353.972A=DC(330.031)B41.719
N0289X352.623Y57.414Z356.96A=DC(331.524)B41.337
N0290X351.041Y58.133Z358.257A=DC(333.297)B41.222
N0291X348.901Y59.015Z359.86A=DC(335.254)B41.007
N0292X347.171Y59.505Z361.198A=DC(336.28)B40.784
N0293X344.703Y60.014Z363.174A=DC(337.308)B40.434
N0294X341.595Y60.538Z365.684A=DC(338.332)B39.976
N0295X339.037Y61.084Z367.675A=DC(339.365)B39.616
N0296X337.377Y61.649Z368.868A=DC(340.399)B39.412
N0297X336.529Y62.229Z369.351A=DC(341.43)B39.348
N0298X336.279Y62.828Z369.303A=DC(342.467)B39.386
N0299X336.62Y63.449Z368.722A=DC(343.513)B39.525
N0300X337.549Y64.089Z367.602A=DC(344.57)B39.765
N0301X339.071Y64.752Z365.921A=DC(345.641)B40.108
N0302X340.988Y65.432Z363.841A=DC(346.72)B40.521
N0303X342.271Y66.11Z362.315A=DC(347.769)B40.825
N0304X342.783Y66.78Z361.495A=DC(348.778)B40.995
N0305X342.593Y67.439Z361.345A=DC(349.739)B41.042
N0306X340.138Y68.727Z363.026A=DC(351.528)B40.773
N0307X336.551Y70.047Z365.695A=DC(353.282)B40.307
N0308X332.857Y71.417Z368.364A=DC(355.05)B39.823
N0309X329.329Y72.804Z370.847A=DC(356.784)B39.369
N0310X327.087Y74.177Z372.251A=DC(358.437)B39.138
N0311X326.289Y75.548Z372.444A=DC(.031)B39.155
43
N0312X326.386Y76.914Z371.897A=DC(1.567)B39.325
N0313X326.647Y78.273Z371.248A=DC(3.04)B39.523
N0314X327.043Y79.636Z370.496A=DC(4.473)B39.744
N0315X327.554Y81.021Z369.624A=DC(5.896)B39.984
N0316X328.175Y82.462Z368.556A=DC(7.369)B40.241
N0317X328.909Y83.96Z367.274A=DC(8.901)B40.515
N0318X329.752Y85.515Z365.769A=DC(10.494)B40.806
N0319X330.687Y87.142Z363.995A=DC(12.183)B41.11
N0320X331.729Y88.845Z361.892A=DC(13.994)B41.428
N0321X332.946Y90.593Z359.432A=DC(15.89)B41.773
N0322X334.401Y92.32Z356.675A=DC(17.78)B42.158
N0323X335.978Y93.881Z354.161A=DC(19.379)B42.571
N0324X337.532Y95.316Z352.009A=DC(20.722)B42.987
N0325X338.894Y96.691Z350.256A=DC(21.909)B43.374
N0326X339.963Y98.181Z348.533A=DC(23.245)B43.706
N0327X340.795Y99.872Z346.47A=DC(24.913)B43.987
N0328X341.497Y101.701Z344.065A=DC(26.833)B44.237
N0329X342.136Y103.586Z341.404A=DC(28.899)B44.469
N0330X342.537Y105.421Z338.967A=DC(30.934)B44.653
N0331X342.71Y107.187Z336.819A=DC(32.9)B44.791
N0332X342.714Y108.868Z334.955A=DC(34.772)B44.894
N0333X342.811Y110.421Z333.354A=DC(36.422)B45.015
N0334X343.091Y111.861Z331.99A=DC(37.827)B45.174
N0335X343.381Y113.245Z330.881A=DC(39.089)B45.337
N0336X343.552Y114.651Z329.882A=DC(40.364)B45.477
N0337X343.649Y116.173Z328.437A=DC(41.906)B45.597
N0338X343.813Y117.765Z326.475A=DC(43.659)B45.724
N0339X344.183Y119.372Z323.996A=DC(45.532)B45.886
N0340X344.726Y120.913Z321.42A=DC(47.331)B46.08
N0341X345.318Y122.371Z319.07A=DC(48.967)B46.284
N0342X345.93Y123.765Z316.94A=DC(50.467)B46.492
N0343X346.52Y125.113Z315.038A=DC(51.855)B46.696
N0344X347.051Y126.425Z313.37A=DC(53.152)B46.888
N0345X347.514Y127.718Z311.874A=DC(54.396)B47.066
N0346X347.927Y129.001Z310.462A=DC(55.62)B47.233
N0347X348.242Y130.281Z309.151A=DC(56.842)B47.379
N0348X348.452Y131.554Z307.955A=DC(58.06)B47.502
N0349X348.56Y132.818Z306.883A=DC(59.268)B47.603
N0350X348.608Y134.072Z305.91A=DC(60.457)B47.69
N0351X348.684Y135.314Z304.946A=DC(61.623)B47.781
N0352X348.801Y136.544Z303.98A=DC(62.764)B47.879
N0353X348.961Y137.762Z303.019A=DC(63.877)B47.984
N0354X349.172Y138.968Z302.061A=DC(64.959)B48.098
N0355X349.434Y140.162Z301.111A=DC(66.009)B48.221
N0356X349.741Y141.346Z300.162A=DC(67.033)B48.352
N0357X350.088Y142.522Z299.217A=DC(68.032)B48.49
N0358X350.471Y143.691Z298.271A=DC(69.012)B48.634
N0359X350.879Y144.854Z297.326A=DC(69.976)B48.782
N0360X351.308Y146.012Z296.38A=DC(70.928)B48.933
N0361X351.737Y147.166Z295.44A=DC(71.874)B49.083
N0362X352.163Y148.317Z294.518A=DC(72.812)B49.231
N0363X352.58Y149.464Z293.617A=DC(73.742)B49.376
44
N0364X352.999Y150.607Z292.734A=DC(74.662)B49.52
N0365X353.413Y151.744Z291.876A=DC(75.571)B49.662
N0366X353.828Y152.877Z291.04A=DC(76.468)B49.803
N0367X354.249Y154.004Z290.227A=DC(77.351)B49.944
N0368X354.694Y155.126Z289.415A=DC(78.22)B50.089
N0369X355.186Y156.244Z288.563A=DC(79.079)B50.243
N0370X355.715Y157.359Z287.675A=DC(79.932)B50.404
N0371X356.263Y158.473Z286.758A=DC(80.784)B50.568
N0372X356.779Y159.584Z285.882A=DC(81.633)B50.724
N0373X357.253Y160.694Z285.063A=DC(82.478)B50.87
N0374X357.695Y161.801Z284.286A=DC(83.32)B51.008
N0375X358.132Y162.906Z283.524A=DC(84.157)B51.144
N0376X358.579Y164.012Z282.743A=DC(84.995)B51.281
N0377X359.017Y165.121Z281.939A=DC(85.844)B51.415
N0378X359.469Y166.239Z281.034A=DC(86.72)B51.551
N0379X360.711Y168.51Z278.264A=DC(88.635)B51.894
N0380X361.539Y169.651Z276.399A=DC(89.651)B52.11
N0381X362.422Y170.784Z274.485A=DC(90.651)B52.338
N0382X363.28Y171.909Z272.679A=DC(91.62)B52.56
N0383X364.094Y173.031Z270.968A=DC(92.572)B52.772
N0384X365.433Y175.282Z267.858A=DC(94.487)B53.129
N0385X366.285Y177.529Z265.419A=DC(96.38)B53.371
N0386X366.768Y179.755Z263.907A=DC(98.124)B53.524
N0387X366.836Y181.985Z263.237A=DC(99.781)B53.576
N0388X367.249Y184.23Z261.968A=DC(101.462)B53.702
N0389X368.388Y186.493Z260.245A=DC(102.97)B53.992
N0390X370.067Y188.828Z258.946A=DC(104.135)B54.407
N0391X372.478Y191.312Z257.787A=DC(104.954)B54.996
N0392X373.567Y192.615Z257.873A=DC(105.214)B55.264
N0393X374.547Y193.962Z258.458A=DC(105.374)B55.506
N0394X375.399Y195.352Z259.576A=DC(105.434)B55.717
N0395X376.107Y196.785Z261.266A=DC(105.392)B55.892
N0396X376.219Y199.508Z265.859A=DC(105.374)B55.919
N0397X376.293Y204.917Z275.188
N0398X460.085Z331.878F5000
N0399G00X612.162Y0.Z403.039A=DC(0.)B75.964
N0400G01X613.984Y57.404Z263.174A=DC(304.367)B65.86
N0401X466.867Z197.241F2000
N0402X466.997Y56.147Z199.604F4000
N0403X467.024Y54.89Z201.92
N0404X466.954Y53.632Z204.193
N0405X466.789Y52.375Z206.424
N0406X466.536Y51.118Z208.615
N0407X463.295Y50.894Z215.767A=DC(306.332)B64.906
N0408X454.334Y52.575Z231.336A=DC(310.884)B62.231
N0409X444.515Y53.71Z247.228A=DC(314.438)B59.567
N0410X434.199Y54.503Z262.718A=DC(317.252)B56.993
N0411X423.735Y55.076Z277.321A=DC(319.514)B54.565
N0412X413.443Y55.505Z290.734A=DC(321.359)B52.322
N0413X403.494Y55.839Z302.915A=DC(322.899)B50.269
N0414X394.162Y56.106Z313.727A=DC(324.199)B48.433
N0415X385.721Y56.324Z323.057A=DC(325.301)B46.841
45
N0416X378.31Y56.507Z330.943A=DC(326.247)B45.496
N0417X372.002Y56.669Z337.462A=DC(327.077)B44.392
N0418X361.932Y57.006Z347.511A=DC(328.594)B42.711
N0419X355.46Y57.399Z353.794A=DC(330.031)B41.719
N0420X352.355Y57.903Z356.776A=DC(331.524)B41.337
N0421X350.782Y58.623Z358.067A=DC(333.297)B41.222
N0422X348.651Y59.506Z359.661A=DC(335.254)B41.007
N0423X346.926Y59.997Z360.994A=DC(336.28)B40.784
N0424X344.463Y60.507Z362.963A=DC(337.308)B40.434
N0425X341.362Y61.031Z365.467A=DC(338.332)B39.976
N0426X338.81Y61.578Z367.451A=DC(339.365)B39.616
N0427X337.154Y62.143Z368.639A=DC(340.399)B39.412
N0428X336.31Y62.724Z369.116A=DC(341.43)B39.348
N0429X336.064Y63.323Z369.063A=DC(342.467)B39.386
N0430X336.408Y63.944Z368.478A=DC(343.513)B39.525
N0431X337.339Y64.585Z367.354A=DC(344.57)B39.765
N0432X338.863Y65.247Z365.669A=DC(345.641)B40.108
N0433X340.782Y65.927Z363.585A=DC(346.72)B40.521
N0434X342.066Y66.605Z362.055A=DC(347.769)B40.825
N0435X342.581Y67.275Z361.232A=DC(348.778)B40.995
N0436X342.394Y67.933Z361.078A=DC(349.739)B41.042
N0437X339.945Y69.221Z362.75A=DC(351.528)B40.773
N0438X336.365Y70.54Z365.409A=DC(353.282)B40.307
N0439X332.676Y71.91Z368.069A=DC(355.05)B39.823
N0440X329.153Y73.296Z370.544A=DC(356.784)B39.369
N0441X326.914Y74.669Z371.943A=DC(358.437)B39.138
N0442X326.12Y76.039Z372.131A=DC(.031)B39.155
N0443X326.219Y77.404Z371.583A=DC(1.567)B39.325
N0444X326.482Y78.762Z370.932A=DC(3.04)B39.523
N0445X326.88Y80.125Z370.179A=DC(4.473)B39.744
N0446X327.393Y81.51Z369.306A=DC(5.896)B39.984
N0447X328.016Y82.95Z368.237A=DC(7.369)B40.241
N0448X328.751Y84.447Z366.953A=DC(8.901)B40.515
N0449X329.595Y86.001Z365.445A=DC(10.494)B40.806
N0450X330.532Y87.627Z363.669A=DC(12.183)B41.11
N0451X331.574Y89.33Z361.562A=DC(13.994)B41.428
N0452X332.79Y91.076Z359.1A=DC(15.89)B41.773
N0453X334.243Y92.803Z356.341A=DC(17.78)B42.158
N0454X335.82Y94.364Z353.828A=DC(19.379)B42.571
N0455X337.375Y95.799Z351.678A=DC(20.722)B42.987
N0456X338.739Y97.173Z349.927A=DC(21.909)B43.374
N0457X339.81Y98.661Z348.202A=DC(23.245)B43.706
N0458X340.643Y100.352Z346.135A=DC(24.913)B43.987
N0459X341.346Y102.179Z343.724A=DC(26.833)B44.237
N0460X341.985Y104.062Z341.057A=DC(28.899)B44.469
N0461X342.386Y105.896Z338.614A=DC(30.934)B44.653
N0462X342.558Y107.661Z336.462A=DC(32.9)B44.791
N0463X342.562Y109.342Z334.596A=DC(34.772)B44.894
N0464X342.658Y110.895Z332.995A=DC(36.422)B45.015
N0465X342.939Y112.334Z331.634A=DC(37.827)B45.174
N0466X343.231Y113.718Z330.526A=DC(39.089)B45.337
N0467X343.404Y115.123Z329.527A=DC(40.364)B45.477
46
N0468X343.503Y116.644Z328.08A=DC(41.906)B45.597
N0469X343.667Y118.235Z326.113A=DC(43.659)B45.724
N0470X344.038Y119.84Z323.631A=DC(45.532)B45.886
N0471X344.581Y121.381Z321.052A=DC(47.331)B46.08
N0472X345.174Y122.837Z318.702A=DC(48.967)B46.284
N0473X345.786Y124.231Z316.573A=DC(50.467)B46.492
N0474X346.378Y125.579Z314.672A=DC(51.855)B46.696
N0475X346.91Y126.891Z313.006A=DC(53.152)B46.888
N0476X347.375Y128.183Z311.512A=DC(54.396)B47.066
N0477X347.79Y129.466Z310.103A=DC(55.62)B47.233
N0478X348.107Y130.745Z308.793A=DC(56.842)B47.379
N0479X348.318Y132.018Z307.599A=DC(58.06)B47.502
N0480X348.429Y133.282Z306.528A=DC(59.268)B47.603
N0481X348.478Y134.536Z305.558A=DC(60.457)B47.69
N0482X348.556Y135.778Z304.596A=DC(61.623)B47.781
N0483X348.676Y137.008Z303.632A=DC(62.764)B47.879
N0484X348.838Y138.226Z302.674A=DC(63.877)B47.984
N0485X349.051Y139.431Z301.719A=DC(64.959)B48.098
N0486X349.314Y140.626Z300.773A=DC(66.009)B48.221
N0487X349.624Y141.81Z299.826A=DC(67.033)B48.352
N0488X349.974Y142.986Z298.886A=DC(68.032)B48.49
N0489X350.359Y144.155Z297.944A=DC(69.012)B48.634
N0490X350.769Y145.318Z297.003A=DC(69.976)B48.782
N0491X351.2Y146.477Z296.061A=DC(70.928)B48.933
N0492X351.632Y147.632Z295.125A=DC(71.874)B49.083
N0493X352.06Y148.783Z294.206A=DC(72.812)B49.231
N0494X352.48Y149.93Z293.309A=DC(73.742)B49.376
N0495X352.901Y151.072Z292.43A=DC(74.662)B49.52
N0496X353.317Y152.211Z291.575A=DC(75.571)B49.662
N0497X353.735Y153.344Z290.744A=DC(76.468)B49.803
N0498X354.158Y154.471Z289.935A=DC(77.351)B49.944
N0499X354.605Y155.593Z289.126A=DC(78.22)B50.089
N0500X355.099Y156.711Z288.279A=DC(79.079)B50.243
N0501X355.631Y157.827Z287.394A=DC(79.932)B50.404
N0502X356.182Y158.941Z286.481A=DC(80.784)B50.568
N0503X356.7Y160.053Z285.61A=DC(81.633)B50.724
N0504X357.176Y161.162Z284.794A=DC(82.478)B50.87
N0505X357.621Y162.27Z284.021A=DC(83.32)B51.008
N0506X358.061Y163.375Z283.262A=DC(84.157)B51.144
N0507X358.51Y164.481Z282.484A=DC(84.995)B51.281
N0508X358.95Y165.591Z281.683A=DC(85.844)B51.415
N0509X359.404Y166.709Z280.78A=DC(86.72)B51.551
N0510X360.651Y168.978Z278.013A=DC(88.635)B51.894
N0511X361.481Y170.12Z276.15A=DC(89.651)B52.11
N0512X362.367Y171.252Z274.238A=DC(90.651)B52.338
N0513X363.227Y172.377Z272.434A=DC(91.62)B52.56
N0514X364.044Y173.499Z270.724A=DC(92.572)B52.772
N0515X365.389Y175.748Z267.615A=DC(94.487)B53.129
N0516X366.245Y177.994Z265.177A=DC(96.38)B53.371
N0517X366.734Y180.219Z263.666A=DC(98.124)B53.524
N0518X366.808Y182.448Z262.997A=DC(99.781)B53.576
N0519X367.225Y184.692Z261.729A=DC(101.462)B53.702
47
N0520X368.369Y186.953Z260.005A=DC(102.97)B53.992
N0521X370.053Y189.285Z258.701A=DC(104.135)B54.407
N0522X372.468Y191.763Z257.53A=DC(104.954)B54.996
N0523X373.559Y193.062Z257.608A=DC(105.214)B55.264
N0524X374.541Y194.404Z258.184A=DC(105.374)B55.506
N0525X375.396Y195.789Z259.291A=DC(105.434)B55.717
N0526X376.106Y197.216Z260.97A=DC(105.392)B55.892
N0527X376.221Y199.938Z265.562A=DC(105.374)B55.919
N0528X376.299Y205.346Z274.894
N0529X459.733Z331.342F5000
N0530G00X612.162Y0.Z403.039A=DC(0.)B75.964
N0531G01X613.79Y57.804Z263.407A=DC(304.367)B65.86
N0532X466.408Z197.355F2000
N0533X466.54Y56.547Z199.719F4000
N0534X466.57Y55.29Z202.037
N0535X466.503Y54.032Z204.311
N0536X466.344Y52.775Z206.544
N0537X466.097Y51.518Z208.738
N0538X462.864Y51.304Z215.872A=DC(306.332)B64.906
N0539X453.911Y53.006Z231.389A=DC(310.884)B62.231
N0540X444.103Y54.155Z247.236A=DC(314.438)B59.567
N0541X433.799Y54.959Z262.689A=DC(317.252)B56.993
N0542X423.348Y55.539Z277.26A=DC(319.514)B54.565
N0543X413.069Y55.973Z290.647A=DC(321.359)B52.322
N0544X403.134Y56.311Z302.807A=DC(322.899)B50.269
N0545X393.814Y56.581Z313.602A=DC(324.199)B48.433
N0546X385.385Y56.802Z322.918A=DC(325.301)B46.841
N0547X377.986Y56.987Z330.793A=DC(326.247)B45.496
N0548X371.689Y57.151Z337.305A=DC(327.077)B44.392
N0549X361.637Y57.491Z347.341A=DC(328.594)B42.711
N0550X355.18Y57.886Z353.616A=DC(330.031)B41.719
N0551X352.087Y58.392Z356.592A=DC(331.524)B41.337
N0552X350.523Y59.113Z357.875A=DC(333.297)B41.222
N0553X348.401Y59.998Z359.461A=DC(335.254)B41.007
N0554X346.68Y60.49Z360.788A=DC(336.28)B40.784
N0555X344.223Y61.Z362.752A=DC(337.308)B40.434
N0556X341.128Y61.525Z365.249A=DC(338.332)B39.976
N0557X338.581Y62.072Z367.227A=DC(339.365)B39.616
N0558X336.93Y62.638Z368.408A=DC(340.399)B39.412
N0559X336.091Y63.218Z368.881A=DC(341.43)B39.348
N0560X335.848Y63.819Z368.823A=DC(342.467)B39.386
N0561X336.195Y64.439Z368.233A=DC(343.513)B39.525
N0562X337.128Y65.08Z367.105A=DC(344.57)B39.765
N0563X338.654Y65.742Z365.416A=DC(345.641)B40.108
N0564X340.575Y66.422Z363.328A=DC(346.72)B40.521
N0565X341.861Y67.1Z361.795A=DC(347.769)B40.825
N0566X342.379Y67.77Z360.968A=DC(348.778)B40.995
N0567X342.194Y68.428Z360.81A=DC(349.739)B41.042
N0568X339.751Y69.715Z362.472A=DC(351.528)B40.773
N0569X336.177Y71.034Z365.122A=DC(353.282)B40.307
N0570X332.494Y72.403Z367.772A=DC(355.05)B39.823
N0571X328.975Y73.788Z370.239A=DC(356.784)B39.369
48
N0572X326.741Y75.16Z371.632A=DC(358.437)B39.138
N0573X325.949Y76.53Z371.817A=DC(.031)B39.155
N0574X326.051Y77.894Z371.267A=DC(1.567)B39.325
N0575X326.315Y79.252Z370.615A=DC(3.04)B39.523
N0576X326.716Y80.615Z369.861A=DC(4.473)B39.744
N0577X327.231Y81.999Z368.987A=DC(5.896)B39.984
N0578X327.857Y83.438Z367.917A=DC(7.369)B40.241
N0579X328.593Y84.934Z366.632A=DC(8.901)B40.515
N0580X329.438Y86.488Z365.121A=DC(10.494)B40.806
N0581X330.376Y88.113Z363.341A=DC(12.183)B41.11
N0582X331.418Y89.815Z361.231A=DC(13.994)B41.428
N0583X332.633Y91.56Z358.767A=DC(15.89)B41.773
N0584X334.085Y93.286Z356.006A=DC(17.78)B42.158
N0585X335.662Y94.847Z353.495A=DC(19.379)B42.571
N0586X337.217Y96.281Z351.347A=DC(20.722)B42.987
N0587X338.583Y97.655Z349.597A=DC(21.909)B43.374
N0588X339.656Y99.143Z347.871A=DC(23.245)B43.706
N0589X340.491Y100.831Z345.799A=DC(24.913)B43.987
N0590X341.195Y102.657Z343.382A=DC(26.833)B44.237
N0591X341.834Y104.539Z340.709A=DC(28.899)B44.469
N0592X342.234Y106.371Z338.261A=DC(30.934)B44.653
N0593X342.406Y108.135Z336.105A=DC(32.9)B44.791
N0594X342.41Y109.815Z334.237A=DC(34.772)B44.894
N0595X342.506Y111.368Z332.636A=DC(36.422)B45.015
N0596X342.787Y112.807Z331.277A=DC(37.827)B45.174
N0597X343.081Y114.191Z330.172A=DC(39.089)B45.337
N0598X343.256Y115.596Z329.172A=DC(40.364)B45.477
N0599X343.356Y117.115Z327.722A=DC(41.906)B45.597
N0600X343.522Y118.705Z325.751A=DC(43.659)B45.724
N0601X343.892Y120.308Z323.265A=DC(45.532)B45.886
N0602X344.436Y121.848Z320.685A=DC(47.331)B46.08
N0603X345.03Y123.304Z318.333A=DC(48.967)B46.284
N0604X345.643Y124.697Z316.205A=DC(50.467)B46.492
N0605X346.236Y126.044Z314.306A=DC(51.855)B46.696
N0606X346.769Y127.356Z312.642A=DC(53.152)B46.888
N0607X347.236Y128.648Z311.151A=DC(54.396)B47.066
N0608X347.652Y129.931Z309.744A=DC(55.62)B47.233
N0609X347.972Y131.21Z308.436A=DC(56.842)B47.379
N0610X348.185Y132.482Z307.244A=DC(58.06)B47.502
N0611X348.297Y133.746Z306.175A=DC(59.268)B47.603
N0612X348.349Y135.Z305.206A=DC(60.457)B47.69
N0613X348.429Y136.241Z304.246A=DC(61.623)B47.781
N0614X348.551Y137.471Z303.285A=DC(62.764)B47.879
N0615X348.715Y138.689Z302.329A=DC(63.877)B47.984
N0616X348.93Y139.895Z301.377A=DC(64.959)B48.098
N0617X349.196Y141.09Z300.434A=DC(66.009)B48.221
N0618X349.508Y142.275Z299.492A=DC(67.033)B48.352
N0619X349.86Y143.451Z298.556A=DC(68.032)B48.49
N0620X350.247Y144.62Z297.617A=DC(69.012)B48.634
N0621X350.66Y145.783Z296.68A=DC(69.976)B48.782
N0622X351.093Y146.942Z295.742A=DC(70.928)B48.933
N0623X351.528Y148.097Z294.81A=DC(71.874)B49.083
49
N0624X351.958Y149.248Z293.895A=DC(72.812)B49.231
N0625X352.38Y150.396Z293.002A=DC(73.742)B49.376
N0626X352.803Y151.538Z292.126A=DC(74.662)B49.52
N0627X353.222Y152.677Z291.276A=DC(75.571)B49.662
N0628X353.642Y153.81Z290.448A=DC(76.468)B49.803
N0629X354.068Y154.938Z289.643A=DC(77.351)B49.944
N0630X354.517Y156.06Z288.838A=DC(78.22)B50.089
N0631X355.014Y157.179Z287.995A=DC(79.079)B50.243
N0632X355.548Y158.295Z287.114A=DC(79.932)B50.404
N0633X356.101Y159.409Z286.205A=DC(80.784)B50.568
N0634X356.622Y160.521Z285.337A=DC(81.633)B50.724
N0635X357.1Y161.631Z284.526A=DC(82.478)B50.87
N0636X357.547Y162.738Z283.756A=DC(83.32)B51.008
N0637X357.989Y163.844Z283.001A=DC(84.157)B51.144
N0638X358.441Y164.95Z282.226A=DC(84.995)B51.281
N0639X358.884Y166.06Z281.427A=DC(85.844)B51.415
N0640X359.34Y167.178Z280.527A=DC(86.72)B51.551
N0641X359.903Y168.308Z279.307A=DC(87.654)B51.709
N0642X360.592Y169.447Z277.764A=DC(88.635)B51.894
N0643X361.425Y170.588Z275.902A=DC(89.651)B52.11
N0644X362.313Y171.721Z273.991A=DC(90.651)B52.338
N0645X363.176Y172.845Z272.189A=DC(91.62)B52.56
N0646X363.995Y173.966Z270.48A=DC(92.572)B52.772
N0647X365.345Y176.215Z267.373A=DC(94.487)B53.129
N0648X366.207Y178.459Z264.936A=DC(96.38)B53.371
N0649X366.701Y180.683Z263.427A=DC(98.124)B53.524
N0650X366.78Y182.911Z262.758A=DC(99.781)B53.576
N0651X367.203Y185.154Z261.491A=DC(101.462)B53.702
N0652X368.35Y187.413Z259.766A=DC(102.97)B53.992
N0653X370.039Y189.742Z258.456A=DC(104.135)B54.407
N0654X372.459Y192.214Z257.273A=DC(104.954)B54.996
N0655X373.552Y193.509Z257.344A=DC(105.214)B55.264
N0656X374.536Y194.846Z257.911A=DC(105.374)B55.506
N0657X375.393Y196.226Z259.007A=DC(105.434)B55.717
N0658X376.105Y197.646Z260.674A=DC(105.392)B55.892
N0659X376.223Y200.367Z265.266A=DC(105.374)B55.919
N0660X376.305Y205.776Z274.601
N0661X459.378Z330.804F5000
N0662G00X612.162Y0.Z403.039A=DC(0.)B75.964
N0663G01X613.595Y58.204Z263.64A=DC(304.367)B65.86
N0664X465.952Z197.471F2000
N0665X466.085Y56.947Z199.835F4000
N0666X466.119Y55.689Z202.155
N0667X466.056Y54.432Z204.431
N0668X465.902Y53.175Z206.666
N0669X465.661Y51.918Z208.863
N0670X462.435Y51.714Z215.978A=DC(306.332)B64.906
N0671X453.491Y53.437Z231.442A=DC(310.884)B62.231
N0672X443.692Y54.601Z247.245A=DC(314.438)B59.567
N0673X433.4Y55.414Z262.661A=DC(317.252)B56.993
N0674X422.962Y56.003Z277.2A=DC(319.514)B54.565
N0675X412.695Y56.442Z290.562A=DC(321.359)B52.322
50
N0676X402.773Y56.784Z302.7A=DC(322.899)B50.269
N0677X393.467Y57.057Z313.477A=DC(324.199)B48.433
N0678X385.05Y57.28Z322.78A=DC(325.301)B46.841
N0679X377.662Y57.467Z330.644A=DC(326.247)B45.496
N0680X371.375Y57.633Z337.147A=DC(327.077)B44.392
N0681X361.341Y57.976Z347.171A=DC(328.594)B42.711
N0682X354.9Y58.373Z353.438A=DC(330.031)B41.719
N0683X351.818Y58.88Z356.407A=DC(331.524)B41.337
N0684X350.263Y59.604Z357.684A=DC(333.297)B41.222
N0685X348.15Y60.49Z359.26A=DC(335.254)B41.007
N0686X346.434Y60.983Z360.582A=DC(336.28)B40.784
N0687X343.983Y61.493Z362.539A=DC(337.308)B40.434
N0688X340.893Y62.019Z365.03A=DC(338.332)B39.976
N0689X338.352Y62.567Z367.002A=DC(339.365)B39.616
N0690X336.706Y63.132Z368.177A=DC(340.399)B39.412
N0691X335.871Y63.713Z368.644A=DC(341.43)B39.348
N0692X335.631Y64.314Z368.581A=DC(342.467)B39.386
N0693X335.981Y64.934Z367.987A=DC(343.513)B39.525
N0694X336.917Y65.575Z366.854A=DC(344.57)B39.765
N0695X338.445Y66.238Z365.162A=DC(345.641)B40.108
N0696X340.367Y66.917Z363.071A=DC(346.72)B40.521
N0697X341.655Y67.595Z361.534A=DC(347.769)B40.825
N0698X342.175Y68.264Z360.703A=DC(348.778)B40.995
N0699X341.993Y68.922Z360.541A=DC(349.739)B41.042
N0700X339.556Y70.209Z362.194A=DC(351.528)B40.773
N0701X335.988Y71.527Z364.833A=DC(353.282)B40.307
N0702X332.31Y72.895Z367.474A=DC(355.05)B39.823
N0703X328.797Y74.28Z369.934A=DC(356.784)B39.369
N0704X326.566Y75.652Z371.321A=DC(358.437)B39.138
N0705X325.777Y77.02Z371.503A=DC(.031)B39.155
N0706X325.881Y78.385Z370.95A=DC(1.567)B39.325
N0707X326.148Y79.742Z370.297A=DC(3.04)B39.523
N0708X326.551Y81.104Z369.542A=DC(4.473)B39.744
N0709X327.068Y82.487Z368.667A=DC(5.896)B39.984
N0710X327.696Y83.925Z367.596A=DC(7.369)B40.241
N0711X328.434Y85.421Z366.309A=DC(8.901)B40.515
N0712X329.281Y86.974Z364.796A=DC(10.494)B40.806
N0713X330.219Y88.599Z363.013A=DC(12.183)B41.11
N0714X331.261Y90.3Z360.9A=DC(13.994)B41.428
N0715X332.476Y92.044Z358.432A=DC(15.89)B41.773
N0716X333.927Y93.77Z355.671A=DC(17.78)B42.158
N0717X335.503Y95.33Z353.161A=DC(19.379)B42.571
N0718X337.059Y96.764Z351.015A=DC(20.722)B42.987
N0719X338.427Y98.138Z349.266A=DC(21.909)B43.374
N0720X339.502Y99.623Z347.539A=DC(23.245)B43.706
N0721X340.339Y101.311Z345.463A=DC(24.913)B43.987
N0722X341.043Y103.135Z343.04A=DC(26.833)B44.237
N0723X341.682Y105.015Z340.361A=DC(28.899)B44.469
N0724X342.082Y106.846Z337.907A=DC(30.934)B44.653
N0725X342.254Y108.608Z335.748A=DC(32.9)B44.791
N0726X342.257Y110.289Z333.878A=DC(34.772)B44.894
51
N0727X342.353Y111.841Z332.278A=DC(36.422)B45.015
N0728X342.635Y113.28Z330.92A=DC(37.827)B45.174
N0729X342.93Y114.664Z329.817A=DC(39.089)B45.337
N0730X343.108Y116.068Z328.818A=DC(40.364)B45.477
N0731X343.21Y117.586Z327.365A=DC(41.906)B45.597
N0732X343.376Y119.174Z325.39A=DC(43.659)B45.724
N0733X343.747Y120.776Z322.9A=DC(45.532)B45.886
N0734X344.291Y122.315Z320.317A=DC(47.331)B46.08
N0735X344.886Y123.77Z317.965A=DC(48.967)B46.284
N0736X345.5Y125.163Z315.838A=DC(50.467)B46.492
N0737X346.094Y126.51Z313.941A=DC(51.855)B46.696
N0738X346.629Y127.821Z312.279A=DC(53.152)B46.888
N0739X347.097Y129.113Z310.79A=DC(54.396)B47.066
N0740X347.516Y130.396Z309.385A=DC(55.62)B47.233
N0741X347.837Y131.675Z308.079A=DC(56.842)B47.379
N0742X348.052Y132.947Z306.889A=DC(58.06)B47.502
N0743X348.167Y134.211Z305.821A=DC(59.268)B47.603
N0744X348.22Y135.464Z304.855A=DC(60.457)B47.69
N0745X348.302Y136.705Z303.897A=DC(61.623)B47.781
N0746X348.426Y137.935Z302.938A=DC(62.764)B47.879
N0747X348.592Y139.153Z301.985A=DC(63.877)B47.984
N0748X348.81Y140.359Z301.037A=DC(64.959)B48.098
N0749X349.078Y141.554Z300.097A=DC(66.009)B48.221
N0750X349.392Y142.739Z299.158A=DC(67.033)B48.352
N0751X349.747Y143.915Z298.226A=DC(68.032)B48.49
N0752X350.137Y145.085Z297.291A=DC(69.012)B48.634
N0753X350.552Y146.248Z296.358A=DC(69.976)B48.782
N0754X350.987Y147.407Z295.424A=DC(70.928)B48.933
N0755X351.424Y148.562Z294.496A=DC(71.874)B49.083
N0756X351.857Y149.714Z293.584A=DC(72.812)B49.231
N0757X352.282Y150.861Z292.695A=DC(73.742)B49.376
N0758X352.707Y152.004Z291.823A=DC(74.662)B49.52
N0759X353.128Y153.143Z290.977A=DC(75.571)B49.662
N0760X353.551Y154.277Z290.153A=DC(76.468)B49.803
N0761X353.978Y155.405Z289.352A=DC(77.351)B49.944
N0762X354.43Y156.528Z288.551A=DC(78.22)B50.089
N0763X354.929Y157.646Z287.712A=DC(79.079)B50.243
N0764X355.466Y158.762Z286.835A=DC(79.932)B50.404
N0765X356.022Y159.877Z285.93A=DC(80.784)B50.568
N0766X356.544Y160.989Z285.066A=DC(81.633)B50.724
N0767X357.025Y162.099Z284.258A=DC(82.478)B50.87
N0768X357.475Y163.207Z283.492A=DC(83.32)B51.008
N0769X357.919Y164.313Z282.74A=DC(84.157)B51.144
N0770X358.373Y165.419Z281.968A=DC(84.995)B51.281
N0771X358.818Y166.529Z281.172A=DC(85.844)B51.415
N0772X359.278Y167.647Z280.274A=DC(86.72)B51.551
N0773X359.842Y168.777Z279.056A=DC(87.654)B51.709
N0774X360.534Y169.916Z277.515A=DC(88.635)B51.894
N0775X361.369Y171.056Z275.655A=DC(89.651)B52.11
N0776X362.26Y172.188Z273.746A=DC(90.651)B52.338
N0777X363.125Y173.312Z271.945A=DC(91.62)B52.56
52
N0778X363.947Y174.433Z270.238A=DC(92.572)B52.772
N0779X365.302Y176.681Z267.132A=DC(94.487)B53.129
N0780X366.169Y178.924Z264.695A=DC(96.38)B53.371
N0781X366.669Y181.147Z263.188A=DC(98.124)B53.524
N0782X366.753Y183.373Z262.52A=DC(99.781)B53.576
N0783X367.18Y185.616Z261.253A=DC(101.462)B53.702
N0784X368.333Y187.874Z259.528A=DC(102.97)B53.992
N0785X370.026Y190.199Z258.212A=DC(104.135)B54.407
N0786X372.45Y192.665Z257.017A=DC(104.954)B54.996
N0787X373.546Y193.956Z257.08A=DC(105.214)B55.264
N0788X374.532Y195.289Z257.638A=DC(105.374)B55.506
N0789X375.391Y196.663Z258.724A=DC(105.434)B55.717
N0790X376.105Y198.077Z260.379A=DC(105.392)B55.892
N0791X376.226Y200.797Z264.97A=DC(105.374)B55.919
N0792X376.311Y206.205Z274.307
N0793X459.019Z330.264F5000
N0794G00X612.162Y0.Z403.039A=DC(0.)B75.964
N0795G01X613.399Y58.604Z263.872A=DC(304.367)B65.86
N0796X465.499Z197.588F2000
N0797X465.634Y57.346Z199.953F4000
N0798X465.67Y56.089Z202.274
N0799X465.611Y54.832Z204.552
N0800X465.462Y53.575Z206.789
N0801X465.227Y52.318Z208.988
N0802X462.008Y52.124Z216.085A=DC(306.332)B64.906
N0803X453.072Y53.868Z231.497A=DC(310.884)B62.231
N0804X443.283Y55.047Z247.255A=DC(314.438)B59.567
N0805X433.003Y55.87Z262.633A=DC(317.252)B56.993
N0806X422.577Y56.466Z277.141A=DC(319.514)B54.565
N0807X412.323Y56.911Z290.477A=DC(321.359)B52.322
N0808X402.414Y57.256Z302.594A=DC(322.899)B50.269
N0809X393.12Y57.533Z313.353A=DC(324.199)B48.433
N0810X384.714Y57.758Z322.642A=DC(325.301)B46.841
N0811X377.338Y57.948Z330.495A=DC(326.247)B45.496
N0812X371.061Y58.115Z336.989A=DC(327.077)B44.392
N0813X361.046Y58.46Z347.A=DC(328.594)B42.711
N0814X354.619Y58.86Z353.259A=DC(330.031)B41.719
N0815X351.549Y59.369Z356.221A=DC(331.524)B41.337
N0816X350.003Y60.094Z357.491A=DC(333.297)B41.222
N0817X347.898Y60.982Z359.059A=DC(335.254)B41.007
N0818X346.187Y61.475Z360.375A=DC(336.28)B40.784
N0819X343.741Y61.986Z362.326A=DC(337.308)B40.434
N0820X340.658Y62.512Z364.811A=DC(338.332)B39.976
N0821X338.122Y63.061Z366.775A=DC(339.365)B39.616
N0822X336.48Y63.627Z367.945A=DC(340.399)B39.412
N0823X335.65Y64.208Z368.407A=DC(341.43)B39.348
N0824X335.414Y64.809Z368.339A=DC(342.467)B39.386
N0825X335.766Y65.429Z367.74A=DC(343.513)B39.525
N0826X336.705Y66.07Z366.603A=DC(344.57)B39.765
N0827X338.235Y66.733Z364.907A=DC(345.641)B40.108
53
N0828X340.158Y67.413Z362.813A=DC(346.72)B40.521
N0829X341.449Y68.09Z361.272A=DC(347.769)B40.825
N0830X341.971Y68.759Z360.438A=DC(348.778)B40.995
N0831X341.791Y69.417Z360.271A=DC(349.739)B41.042
N0832X339.36Y70.703Z361.914A=DC(351.528)B40.773
N0833X335.798Y72.021Z364.543A=DC(353.282)B40.307
N0834X332.126Y73.388Z367.175A=DC(355.05)B39.823
N0835X328.617Y74.772Z369.626A=DC(356.784)B39.369
N0836X326.39Y76.143Z371.008A=DC(358.437)B39.138
N0837X325.605Y77.511Z371.186A=DC(.031)B39.155
N0838X325.711Y78.875Z370.632A=DC(1.567)B39.325
N0839X325.98Y80.232Z369.977A=DC(3.04)B39.523
N0840X326.385Y81.593Z369.222A=DC(4.473)B39.744
N0841X326.905Y82.976Z368.347A=DC(5.896)B39.984
N0842X327.535Y84.413Z367.275A=DC(7.369)B40.241
N0843X328.274Y85.909Z365.985A=DC(8.901)B40.515
N0844X329.122Y87.46Z364.47A=DC(10.494)B40.806
N0845X330.061Y89.084Z362.684A=DC(12.183)B41.11
N0846X331.103Y90.784Z360.568A=DC(13.994)B41.428
N0847X332.317Y92.528Z358.098A=DC(15.89)B41.773
N0848X333.768Y94.253Z355.335A=DC(17.78)B42.158
N0849X335.343Y95.814Z352.826A=DC(19.379)B42.571
N0850X336.9Y97.247Z350.683A=DC(20.722)B42.987
N0851X338.27Y98.62Z348.936A=DC(21.909)B43.374
N0852X339.348Y100.105Z347.207A=DC(23.245)B43.706
N0853X340.186Y101.79Z345.127A=DC(24.913)B43.987
N0854X340.891Y103.613Z342.698A=DC(26.833)B44.237
N0855X341.53Y105.491Z340.012A=DC(28.899)B44.469
N0856X341.93Y107.321Z337.553A=DC(30.934)B44.653
N0857X342.101Y109.082Z335.391A=DC(32.9)B44.791
N0858X342.104Y110.762Z333.519A=DC(34.772)B44.894
N0859X342.2Y112.315Z331.919A=DC(36.422)B45.015
N0860X342.484Y113.754Z330.564A=DC(37.827)B45.174
N0861X342.78Y115.137Z329.462A=DC(39.089)B45.337
N0862X342.96Y116.54Z328.463A=DC(40.364)B45.477
N0863X343.063Y118.057Z327.007A=DC(41.906)B45.597
N0864X343.231Y119.644Z325.028A=DC(43.659)B45.724
N0865X343.603Y121.245Z322.535A=DC(45.532)B45.886
N0866X344.147Y122.782Z319.95A=DC(47.331)B46.08
N0867X344.742Y124.236Z317.598A=DC(48.967)B46.284
N0868X345.357Y125.629Z315.471A=DC(50.467)B46.492
N0869X345.953Y126.975Z313.575A=DC(51.855)B46.696
N0870X346.489Y128.287Z311.916A=DC(53.152)B46.888
N0871X346.959Y129.579Z310.429A=DC(54.396)B47.066
N0872X347.38Y130.861Z309.026A=DC(55.62)B47.233
N0873X347.703Y132.139Z307.723A=DC(56.842)B47.379
N0874X347.92Y133.411Z306.534A=DC(58.06)B47.502
N0875X348.036Y134.675Z305.468A=DC(59.268)B47.603
N0876X348.092Y135.928Z304.504A=DC(60.457)B47.69
N0877X348.176Y137.169Z303.548A=DC(61.623)B47.781
N0878X348.302Y138.399Z302.592A=DC(62.764)B47.879
54
N0879X348.471Y139.617Z301.641A=DC(63.877)B47.984
N0880X348.69Y140.823Z300.696A=DC(64.959)B48.098
N0881X348.961Y142.018Z299.76A=DC(66.009)B48.221
N0882X349.277Y143.203Z298.825A=DC(67.033)B48.352
N0883X349.634Y144.38Z297.896A=DC(68.032)B48.49
N0884X350.027Y145.549Z296.965A=DC(69.012)B48.634
N0885X350.444Y146.713Z296.037A=DC(69.976)B48.782
N0886X350.882Y147.872Z295.106A=DC(70.928)B48.933
N0887X351.321Y149.027Z294.182A=DC(71.874)B49.083
N0888X351.757Y150.179Z293.274A=DC(72.812)B49.231
N0889X352.183Y151.327Z292.389A=DC(73.742)B49.376
N0890X352.611Y152.47Z291.521A=DC(74.662)B49.52
N0891X353.035Y153.609Z290.678A=DC(75.571)B49.662
N0892X353.46Y154.743Z289.858A=DC(76.468)B49.803
N0893X353.89Y155.872Z289.061A=DC(77.351)B49.944
N0894X354.344Y156.995Z288.265A=DC(78.22)B50.089
N0895X354.846Y158.114Z287.43A=DC(79.079)B50.243
N0896X355.385Y159.23Z286.557A=DC(79.932)B50.404
N0897X355.943Y160.345Z285.656A=DC(80.784)B50.568
N0898X356.468Y161.458Z284.795A=DC(81.633)B50.724
N0899X356.951Y162.568Z283.991A=DC(82.478)B50.87
N0900X357.403Y163.676Z283.228A=DC(83.32)B51.008
N0901X357.85Y164.782Z282.48A=DC(84.157)B51.144
N0902X358.306Y165.888Z281.711A=DC(84.995)B51.281
N0903X358.754Y166.998Z280.918A=DC(85.844)B51.415
N0904X359.216Y168.116Z280.023A=DC(86.72)B51.551
N0905X359.783Y169.246Z278.807A=DC(87.654)B51.709
N0906X360.477Y170.384Z277.266A=DC(88.635)B51.894
N0907X361.315Y171.525Z275.409A=DC(89.651)B52.11
N0908X362.208Y172.656Z273.501A=DC(90.651)B52.338
N0909X363.076Y173.78Z271.702A=DC(91.62)B52.56
N0910X363.9Y174.9Z269.996A=DC(92.572)B52.772
N0911X365.261Y177.147Z266.891A=DC(94.487)B53.129
N0912X366.133Y179.389Z264.455A=DC(96.38)B53.371
N0913X366.639Y181.611Z262.95A=DC(98.124)B53.524
N0914X366.727Y183.836Z262.282A=DC(99.781)B53.576
N0915X367.159Y186.078Z261.016A=DC(101.462)B53.702
N0916X368.316Y188.334Z259.29A=DC(102.97)B53.992
N0917X370.014Y190.656Z257.969A=DC(104.135)B54.407
N0918X372.442Y193.115Z256.762A=DC(104.954)B54.996
N0919X373.54Y194.403Z256.817A=DC(105.214)B55.264
N0920X374.528Y195.731Z257.365A=DC(105.374)B55.506
N0921X375.389Y197.1Z258.44A=DC(105.434)B55.717
N0922X376.105Y198.508Z260.083A=DC(105.392)B55.892
N0923X376.229Y201.226Z264.674A=DC(105.374)B55.919
N0924X376.317Y206.635Z274.013
N0925X458.657Z329.721F5000
N0926G00X612.162Y0.Z403.039A=DC(0.)B75.964
N0927G01X613.202Y59.004Z264.104A=DC(304.367)B65.86
N0928X465.049Z197.707F2000
N0929X465.186Y57.746Z200.072F4000
N0930X465.224Y56.489Z202.394
55
N0931X465.169Y55.232Z204.674
N0932X465.025Y53.975Z206.914
N0933X464.795Y52.717Z209.115
N0934X461.584Y52.534Z216.193A=DC(306.332)B64.906
N0935X452.655Y54.3Z231.552A=DC(310.884)B62.231
N0936X442.876Y55.493Z247.266A=DC(314.438)B59.567
N0937X432.606Y56.326Z262.606A=DC(317.252)B56.993
N0938X422.192Y56.929Z277.083A=DC(319.514)B54.565
N0939X411.951Y57.379Z290.392A=DC(321.359)B52.322
N0940X402.055Y57.729Z302.488A=DC(322.899)B50.269
N0941X392.773Y58.009Z313.229A=DC(324.199)B48.433
N0942X384.379Y58.237Z322.504A=DC(325.301)B46.841
N0943X377.014Y58.428Z330.346A=DC(326.247)B45.496
N0944X370.747Y58.596Z336.831A=DC(327.077)B44.392
N0945X360.75Y58.945Z346.829A=DC(328.594)B42.711
N0946X354.338Y59.347Z353.079A=DC(330.031)B41.719
N0947X351.279Y59.858Z356.035A=DC(331.524)B41.337
N0948X349.742Y60.585Z357.298A=DC(333.297)B41.222
N0949X347.646Y61.474Z358.857A=DC(335.254)B41.007
N0950X345.94Y61.968Z360.168A=DC(336.28)B40.784
N0951X343.499Y62.479Z362.113A=DC(337.308)B40.434
N0952X340.422Y63.006Z364.59A=DC(338.332)B39.976
N0953X337.891Y63.555Z366.549A=DC(339.365)B39.616
N0954X336.255Y64.121Z367.712A=DC(340.399)B39.412
N0955X335.428Y64.703Z368.168A=DC(341.43)B39.348
N0956X335.195Y65.304Z368.096A=DC(342.467)B39.386
N0957X335.551Y65.924Z367.493A=DC(343.513)B39.525
N0958X336.492Y66.566Z366.352A=DC(344.57)B39.765
N0959X338.024Y67.228Z364.651A=DC(345.641)B40.108
N0960X339.949Y67.908Z362.554A=DC(346.72)B40.521
N0961X341.241Y68.585Z361.009A=DC(347.769)B40.825
N0962X341.766Y69.254Z360.171A=DC(348.778)B40.995
N0963X341.588Y69.912Z360.A=DC(349.739)B41.042
N0964X339.163Y71.197Z361.633A=DC(351.528)B40.773
N0965X335.607Y72.514Z364.252A=DC(353.282)B40.307
N0966X331.941Y73.881Z366.874A=DC(355.05)B39.823
N0967X328.437Y75.264Z369.318A=DC(356.784)B39.369
N0968X326.214Y76.635Z370.694A=DC(358.437)B39.138
N0969X325.431Y78.002Z370.869A=DC(.031)B39.155
N0970X325.539Y79.365Z370.313A=DC(1.567)B39.325
N0971X325.811Y80.721Z369.657A=DC(3.04)B39.523
N0972X326.219Y82.082Z368.901A=DC(4.473)B39.744
N0973X326.741Y83.464Z368.025A=DC(5.896)B39.984
N0974X327.373Y84.901Z366.952A=DC(7.369)B40.241
N0975X328.114Y86.396Z365.66A=DC(8.901)B40.515
N0976X328.963Y87.947Z364.143A=DC(10.494)B40.806
N0977X329.903Y89.57Z362.354A=DC(12.183)B41.11
N0978X330.945Y91.269Z360.235A=DC(13.994)B41.428
N0979X332.159Y93.012Z357.762A=DC(15.89)B41.773
N0980X333.608Y94.737Z354.999A=DC(17.78)B42.158
56
N0981X335.183Y96.297Z352.491A=DC(19.379)B42.571
N0982X336.741Y97.73Z350.35A=DC(20.722)B42.987
N0983X338.113Y99.102Z348.605A=DC(21.909)B43.374
N0984X339.193Y100.585Z346.874A=DC(23.245)B43.706
N0985X340.033Y102.27Z344.79A=DC(24.913)B43.987
N0986X340.739Y104.091Z342.355A=DC(26.833)B44.237
N0987X341.377Y105.968Z339.664A=DC(28.899)B44.469
N0988X341.777Y107.796Z337.2A=DC(30.934)B44.653
N0989X341.949Y109.556Z335.033A=DC(32.9)B44.791
N0990X341.951Y111.235Z333.159A=DC(34.772)B44.894
N0991X342.047Y112.788Z331.56A=DC(36.422)B45.015
N0992X342.332Y114.227Z330.207A=DC(37.827)B45.174
N0993X342.63Y115.61Z329.107A=DC(39.089)B45.337
N0994X342.811Y117.012Z328.108A=DC(40.364)B45.477
N0995X342.917Y118.528Z326.65A=DC(41.906)B45.597
N0996X343.086Y120.113Z324.667A=DC(43.659)B45.724
N0997X343.458Y121.713Z322.17A=DC(45.532)B45.886
N0998X344.002Y123.249Z319.582A=DC(47.331)B46.08
N0999X344.599Y124.703Z317.23A=DC(48.967)B46.284
N1000X345.215Y126.095Z315.104A=DC(50.467)B46.492
N1001X345.812Y127.441Z313.21A=DC(51.855)B46.696
N1002X346.35Y128.752Z311.553A=DC(53.152)B46.888
N1003X346.821Y130.044Z310.069A=DC(54.396)B47.066
N1004X347.244Y131.326Z308.668A=DC(55.62)B47.233
N1005X347.569Y132.604Z307.367A=DC(56.842)B47.379
N1006X347.788Y133.875Z306.18A=DC(58.06)B47.502
N1007X347.907Y135.139Z305.116A=DC(59.268)B47.603
N1008X347.965Y136.392Z304.153A=DC(60.457)B47.69
N1009X348.051Y137.633Z303.2A=DC(61.623)B47.781
N1010X348.179Y138.863Z302.246A=DC(62.764)B47.879
N1011X349.891Z345.504F5000
N1012G00X612.162Y0.Z403.039A=DC(0.)B75.964
57
8. 3-D IMPELLER
Typically, in a 3-D Impeller the vane surfaces are twisted ruled surfaces. The twist in the
ruled surface results in varied orientations of the normals at the extreme points of the same
rulings. The difference in orientation of the normals on the same ruling will cause undercut
while machining the vane by keeping the ball nose end mill cutter tangential at any one end
of the rulings. To minimise the undercuts and keep the impeller within the geometrical
tolerances, it is necessary to adopt new techniques while placing the cutter along the vane
surface. The normal 3-axes CNC machining methods are not adequate, and hence 5-axes
CNC codes are required to be generated.
In order to exercise better control over the tool orientation, it is essential that specific userdeveloped modules are integrated with the CAD/CAM packages for successful generation
of 5-axes CNC codes. This paper discusses the important aspects of 5-axes CNC
programming for 3-D Impellers and an optimisation technique for minimising undercuts.
8.1 METHODS OF 5-AXES CNC PART PROGRAMMING AND MACHINING
OF 3-D IMPELLER
Scooping (Roughing operation between vanes)
"Scooping" is the operation required for removing material between vanes. Since the gap
between vanes is narrow, tool selection is one of the primary considerations to avoid the
interference of tool with the adjacent vane surfaces. After selection of the proper tool, one of
the methods for scooping operation is to divide the gap between the two vanes into a
sufficient number of sections and build imaginary vane surfaces of smooth transition. Tool
path is generated under restrictions of gouging the hub surface, the tool being tangential to
hub as well as the fictitious vane surfaces.
This method generates hub surface with good surface integrity and avoids interference with
the adjoining vane surfaces, while removing the bulk material available between vanes.
Vane Finishing
Various methods can be followed to machine the vane surfaces, based on the dimensional
tolerances and surface finish required. Following are some of the methods.
58
Flank Milling (Swarf Machining)
In this method, the tool is placed parallel to the rulings of the vane surface and the side of
the cutter machines the vane surface. By this method, the surface finish on the vane surface
is excellent, but considerable amount of undercut is formed on the vane surface.
Point Milling
In this method the tool makes only a point contact on the vane. Since the number of passes
becomes enormous, to cover the entire vane surface for achieving the required surface
finish, this method is prohibitively time-consuming with poorer surface finish; however,
undercuts on the vane can be completely eliminated. This method is suitable where the
construction of the vane surface does not allow flank milling, like blisks (bladed disks) with
arbitrary surfaces.
Strip Milling
In this method, the total vane surface is divided into a number of strip surface elements,
based on the surface finish requirement, and each strip is machined separately using a tool
with cutter contact equal to the strip width or tilting the relieved tool. This method reduces
the undercut, depending on the width of the strip. The method tends to Point Milling when
the width of the strip tends to a point resulting poorer surface finish and higher machining
time, in comparison with the Flank Milling method.
Fig 8: Flank, Point and Strip Milling
59
Undercut on Vane Surface
Comparison of the Methods
Of the methods discussed above, flank milling method offers better surface finish and faster
operating cycles except for the undercuts, which can be controlled by exercising control on
tool orientations. The authors would further emphasise on Flank Milling method and
techniques to avoid undercuts in the vane surface, for effective programming and machining
of 3-D Impeller.
8.2 PROBLEMS IN FLANK MILLING
In the Flank Milling method, as explained earlier, the side of the cutter is placed along the
rulings of the twisted ruled surface i.e. vane surface. Because of the twist in the ruled
surface, the orientation of the normals at the extreme points of the same ruling, i.e. at the
hub and shroud parameter lines, will be different. Due to the variation in the normals, while
placing the tool tangential to the two parameter lines of the vane, the undercut will be more
in the middle of vane. This will lead to thinning of the vane. The amount of undercut will be
varying from inlet to outlet of the vane surface as the variation in slopes will be changing
gradually.
60
8.3 EXTENT OF UNDERCUT IN FLANK MILLING
The extent of undercut (d) formed in the Flank Milling method, basically depends on the
difference in the slopes of the two parameter lines of the vane surface. This is nothing but
the deviation in the angles (A) of the normals. The other parameter which influences the
undercut is the cutter radius (R). The undercut is the function of the cutter radius and the
variation in normals, as given below:
d = R {1-cos (A/2)}.... (1)
61
This feature can be appreciated by studying the concept of machining a cylinder with the
side of the cutter whose axis is skewed. Since the normals of the two end points on the
cylinder surface are at different orientations, the undercut will be formed. This will be the
maximum in the middle of the cylinder and will decrease gradually to the two ends. This
amount of undercut will depend on the angle made by the two axes and the cutter radius.
Though the cutter radius is one of the criteria, the selection of cutter radius is constrained
because of two main considerations: a) the fillet radius between the vane and the hub; b) the
slenderness of the cutter. Hence, the programmer is left with an option of optimising the tool
orientations for achieving the dimensional tolerances.
8.4 MATHEMATICAL SOLUTION FOR MINIMISING UNDERCUT
In the normal practice, the placement of the tool will be with respect to the hub and shroud
parameter lines of the vane, i.e. the 0 and 100 percent of vane surface, which results in
undercuts at the middle of the vane surface. An iterative procedure is adopted to distribute
the undercut throughout the vane, to achieve the required dimensional tolerances.
8.5 PARAMETER LINES OPTIMISATION TECHNIQUE FOR MINIMISING
UNDERCUT
In this technique, the parameter lines of the vane surface at various levels, such as PL0,
PL25, PL75 and PL100, are used as rails for guiding the. In the normal Flank Milling
method, 0 and 100 percent parameter lines, designated as PL0 and PL100, are used for
placing the tool tangential to the surface. In this optimisation technique, the angle between
the two normals is optimised by selecting two parameter lines (e.g., PL25 and PL75) for
distributing the undercut over the vane surface. The software sub-modules are to be
developed for choosing the parameter lines on the vane surface in an iterative manner, to
minimise the extent of undercut.
PL75
PL25
PL100
Fig 9:
VAN
PL
E
0
Parameter Lines of the Vane Surface for Tool
Placement
62
The iterations are carried out to identify those parameter lines of the vane surface which will
have the 25% and 75% of the included angle values with the base parameter line PL0. Since
the twist of the vane is not uniform, the vane surfaces are divided into a number of patches,
for which the optimal parameter lines to form the rails, for placing the tool, are identified.
Subsequently, the complete tool path is evaluated and the Cutter Location data is generated.
Fig 10: Undercut reduced significantly, using Optimization Technique
This method eliminates undercut of the order of 50% of the undercut developed under the
normal Flank Milling method.
A 3-D Impeller of 600 mm diameter, vane width varying from 20 mm to 70 mm from the
outlet to inlet, with 10 vanes, was machined. The machining was carried out using 16 mm
diameter ball nose cutter. An undercut of 0.20 mm was observed on the vane when the
normal Flank Milling option was used. The undercut reduced to 0.10 mm when the above
optimisation technique was used.
5-Axis Machining of 3-D Impeller and finished 3-D
Impeller
63
9. INSPECTION
Material Undercut
Impeller life varies according to the type of machine, material swept, water volume, and
Impeller RPM. Because of this service life variation, it’s important to clean and inspect
the impeller for debris build up and/or damage every 50 hours as directed in the operators
manual and maintenance chart. Wear damage includes: Knife Edge Vanes, Blow
Through and Wear Holes. These issues must be resolved or impeller failure may occur
which can lead to damage of other components, and could cause serious bodily injury
and/or death..
During inspection, inspect impeller body and all weld areas of each vane, including Hub
requires inspection mirror and light) for structural integrity. If the impeller is worn or
imbalanced to the point a crack appears, REPLACE THE IMPELLER. Do not attempt
repair, Do Not Re-Weld.
1. Clean all air passageways including impeller thoroughly every shift. Follow all safety
and cleaning instructions included in the operator’s manual.
2. Weekly or every fifty (50) hours of operation remove impeller housing inspection
cover and inspect all surfaces of the impeller and its housing. Daily inspection may be
required when swept materials are sticky or abrasive.
3. If excessive machine vibration occurs, shut “off” sweeper engine and take corrective
action. If vibration continues, replace impeller and repair housing.
64
10. RESULTS AND CONCLUSION
In the present scenario of machining impellers, a much-sophisticated program is
employed to achieve higher standards in the Engineering and Production departments. A
few features of the method of programming are:
Ease to incorporate the changes in the Dimension
Optimization of tool path
In this Project, a model of 3D impeller was drawn through Unigraphics. Then machining
has been done for the given vanes and remaining part. After that the program has been
post process by 3 -axis the post processor in built in Unigraphics. This post processor
program then transferred to CNC 5-AXIS Machine through DNC. The above program
has been checked through simulation mode, performed optimization and finally
machining has been done for the component followed by inspection.
A reduction of 50% in the undercut is observed using the parameter line optimisation
technique, against the normal Flank Milling method. This technique for minimising
undercut is found to be very fast and accurate, without necessitating any manual intervention
or trial-and-error procedure.
The optimisation technique dealt with in this project limits itself to selecting the appropriate
parameter lines as rails for guiding the tool which is parallel to the rulings. There is,
however, greater scope for further improvisation by reorienting the tool axis with respect to
the surface rulings.
65
11. REFERENCES AND BIBILOGRAPHY
[1] Hand book of CNC Machines by ADITAN & PABLA.
[2] Computer Aided Design/Computer Aided Manufacturing by MIKELL.P.GROOVER
[3] Hand book of Unigraphics by CITD.
[4] A Practical Guide to Compressor Technology by HEINZ P.BLOCH
[5] Optimization with Ruled Surface by YAYUN ZHOU.
[6] Advanced Modeling and Optimization of Manufacturing Processes by R.VENKATA
RAO.
[7] Advanced Numerical Methods to optimize cutting operations of Milling Machines by
STANISLAV S.MAKHANOV, WEERACHAI ANOTAIPAIBOON.
[8] “Flank Milling of Impellers”, Northern Regional and Engineering Corporation (NREC),
Vol 6, Issue 4, Fall 1992.
[9] HANSEN, K. E., JØRGENSEN, P., and LARSEN, P. S. (1981). Experimental
and theoretical study of surge in a small centrifugal compressor. ASME J. Fluids
Engineering, 103, 391–395.
AMBROSET, A., (2000),``Analysis of high efficiency impellers for CSTRs'', Ms
Thesis, University of Udine
[10]
[11] ZHOU, G., and KRESTA, S., M., (1996),``Impact of tank geometry on the
maximum turbulence energy dissipation rate for impellers'', AIChE J., 42, 2476-2490.
[12] HUNZIKER R and GYARMATHY G 1994,The Operational Stability of Centrifugal
Compressor and Its Dependence On the Characteristics of the Subcomponents,ASME
Journal of Turbo machinery Vol 116.
66