Advanced, Low-Pressure-Drop, Tower Inlet Design
G.B. Watson
L.J. Chaney
Babcock & Wilcox/McDermott Technology, Inc.
Alliance, Ohio, U.S.A.
Presented to:
EPRI-DOE-EPA Combined Utility Air Pollutant Control
Symposium
August 16-20, 1999
Atlanta, Georgia, U.S.A.
Abstract
Wet flue gas desulfurization (FGD) scrubbers are a major
product line of The Babcock & Wilcox Company (B&W). To
remain competitive in the FGD market, B&W’s Environmental
Engineering has been developing technology to improve performance and reduce operating and capital costs of FGD systems. B&W, in cooperation with the McDermott Technology,
Inc. (MTI) Research and Development Division (a B&W affiliate), continued an on-going program to improve FGD scrubber
fluid mechanics. The goals of the program, which is in its seventh year, are to improve the product design and marketability
by reducing scrubber cost and minimize the technical risks. For
cost reduction, the program focuses on developing compact
scrubber designs to reduce the material and fabrication costs.
The technical risks are minimized by testing and evaluating new
concepts and ideas in a one-eighth scale wet scrubber hydraulic
model. The cumulative results of previous years’ development
efforts is an advanced scrubber design that is 20% smaller than
the base-technology wet scrubber. The focus of the program
this year is on testing a novel, low-pressure-drop tower inlet.
Some of the results of this testing are summarized in this paper.
Introduction
Since 1992, B&W and MTI have been engaged in a development program to study, understand, and improve the fluid mechanics of FGD systems. The objective of this effort is to improve the product line and reduce the capital and operating costs
of the B&W wet scrubber tower. The B&W FGD tower uses a
counterflow spray design to promote intimate and uniform contact between the gas and liquid phases in the scrubber and maximize SO2 removal at a given liquid to gas ratio. The focus of
the development program is an experimental approach to optimize wet scrubber flow characteristics using a reduced-scale
Babcock & Wilcox
W.F. Gohara
Babcock & Wilcox
Barberton, Ohio, U.S.A.
BR-1689
RDTPA 99-09
hydraulic model that simulates full-scale units and also allows
the designer full access to view the complex two-phase flow
regions within the tower.
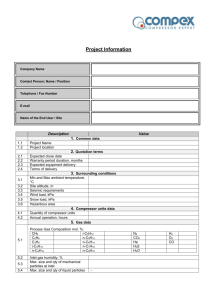
Figure 1 illustrates the two-phase flow regions in the B&W
counterflow tray tower design. The flue gas enters the tower
horizontally at about 300°F and is cooled and saturated by a
combination of limestone slurry and water streams. The saturated gas stream then turns upward and passes through B&W’s
patented absorption tray.
The tray is a two-phase, countercurrent–flow, plate with
baffled sections above the perforated plate. The tray is segmented into compartments with sectional baffles on its upper
surface. The liquid drains down through the tray holes as flue
gas flows upward through the liquid. In general, the gas and
liquid flow pulsate within a particular tray hole, passing both
gas and liquid intermittently. The frequency is governed by the
liquid hold-up on the upper surface of the tray plate. The baffles
confine the liquid on the tray within fixed boundaries, preventing large flow redistribution from occurring within the upper
section of the tower. The resistance generated from the liquid
accumulation on top of the tray promotes a uniform flue gas
distribution and enhances intimate contact of the gas/liquid for
SO2 removal and limestone dissolution.
Above the tray, the flue gas proceeds upward through a series of spray headers that introduce a uniform flux of limestone
slurry droplets. The resistance generated from the contact between the flowing gas and the spray droplets provides the mass
transfer surface area for the final stages of SO2 removal.
Finally, the treated flue gas flows through a series of misteliminating devices to remove any small entrained droplets before exiting the wet scrubber tower into the outlet flue to the
stack.
This paper summarizes the wet scrubber hydraulic model,
design improvements developed to lower capital and operating
1
MIST ELIMINATION
REGION
OUTLET FLUE
TREATED
FLUE GAS
GAS
FLOW
SPRAY REGION
2nd MIST ELIMINATOR
OVERSPRAYS
1st MIST ELIMINATOR
UNDERSPRAY
SPRAYS
GAS
FLOW
TRAY
TRAY REGION
FLUE GAS
BELOW TRAY
SPRAY
INLET FLUE
INLET REGION
GAS FLOW
LIQUID COLLECTION
TANK
Figure 1
Wet scrubber two-phase fluid mechanics.
Figure 2
costs, and the advanced, low-pressure-drop, tower inlet designs
(the focus of our more recent testing in the hydraulic model).
Wet Scrubber Hydraulic Flow Model
Figure 2 is a photograph of the wet scrubber hydraulic model
facility. The model is one-eighth scale of a typical countercurrent-flow scrubber design offered commercially by B&W.
Air and water at ambient temperature are used in the hydraulic test facility to simulate the flue gas and limestone slurry
respectively. Significant air fan and water pump capabilities
are available to test a wide range of superficial tower gas velocities of 4 to 25 ft/s with spray liquid fluxes of 10 to 90 gpm/
ft2.
During the initial phase of the development program, considerable effort was spent developing modeling criteria from
basic fluid mechanics theory to establish the necessary relationships between the full-size field units and the one-eighth-scale
model. Previous publications contain further details of the developed model criteria along with the field data used to verify
methodology (1,2,3).
Wet scrubber hydraulic model during operation.
flow and by applying proper high-velocity mist elimination devices. The reduction in tower height was achieved by using a
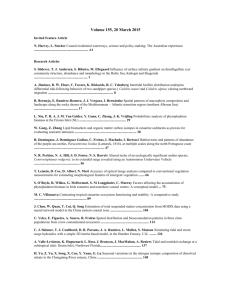
B&W-patented interspacial header design (Figure 3).
The interspacial spray header design doubles the number of
spray nozzles at a particular level by locating the main header
outside the tower and penetrating the tower with the branches
at several locations around the scrubber perimeter. This approach reduces the number of spray levels, for example, from
four to two and reduces the tower height by a minimum of 10
feet. The hydraulic model was used to evaluate the pressure
drop of this new design and the changes in the gas and liquid
behavior as a result of the consecutive restriction and expansion in the gas flow area in the spray zone. The study showed
that the pressure drop of the spray zone did not change compared with the two separate header designs, because the anticipated increase in the spray-zone pressure drop due to inertial
mechanisms and area restrictions was offset by the reduction in
the mixture static height pressure drop. Therefore, the
Conventional Design
∆P spray (2 headers) = 1.12 inches H20
Interspacial Design
∆P spray = 1.08 inches H20
Wet-Scrubber Design Improvements
Our development effort over the past several years resulted
in significant cost savings in material of construction, simplified fabrication, and expanded the operating range of modern
scrubber design. The design improvements that have been
achieved in the hydraulic model demonstrated that a reduction
of 20% in diameter and several feet of tower height are achievable.
Reducing tower diameter was achieved by increasing superficial absorber gas velocity from the conventional 10 ft/s to more
than 15 ft/s. The higher tower gas velocity was obtainable by
optimizing the B&W tray to uniformly distribute the tower gas
2
Figure 3
Compact spray header design.
Babcock & Wilcox
interspacial spray header offers capital cost savings due to reduced tower height without penalties in operating cost due to
increased pressure drop.
Field data of full-scale commercial units confirmed the hydraulic model findings without sacrificing the absorber’s removal efficiency.
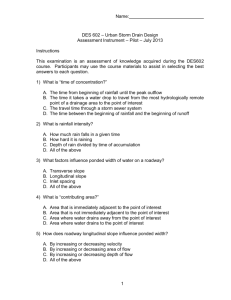
The other design improvement modified the tower inlet by
redesigning the awning that controls the formation of solid buildup in the absorber inlet at the wet/dry interface. The awning
directs the contact between the gas and the liquid into a location in the middle of the absorber domain away from the inlet
flue. Figure 4 shows the original and the improved awning designs. The awning design shown in Figure 4 was the first step
to further develop other inlet configurations to reduce the absorber pressure drop and tower height while still protecting the
inlet from solids formation at the wet/dry interface.
New Inlet Design
The wet scrubber inlet provides a transition between the hot
inlet flue gas at a velocity of 50 ft/s and the wet scrubber tower
that operates at a velocity ranging from 10 to more than 15 ft/s.
The key design requirement of the tower inlet is to quench the
flue gas to saturation temperature while keeping the wet/dry
interface boundary away from the inlet flue surfaces.
If the limestone slurry is drawn into the inlet flue due to
eddy currents or to poor distribution of the incoming gas and
contacts the hot inlet flue surface, the liquid phase of the slurry
evaporates and solids deposition occurs. Further growth of these
solids restricts the flue gas inlet flow area, increases the system’s
flow resistance, and may force an unscheduled outage for cleaning and solids removal.
B&W uses the awning as shown earlier in Figure 4 to control the wet/dry interface to prevent formation of hard solid deposition on the surfaces of the inlet flue.
Besides controlling the wet/dry interface, the flue inlet and
the transition to the tower must also effectively decelerate the
flue gas from the high inlet flue velocity to the lower tower
velocity without an unnecessary increase in pressure drop. Also,
an ideal inlet transition would not only provide an efficient decrease in velocity but would turn the flue gas 90° upward, entering the tray with a uniform distribution.
Figure 5 shows the commonly offered inlet design that uses
the low-pressure-drop inlet shown in Figure 4. When this inlet
design was used on a flared tank, the inlet transition was located above the flare in the cylindrical section of the liquid colFinal Design
∆P Inlet = 1.5 inches H 20
Initial Design
∆P Inlet = 2.2 inches H2 0
Flue Gas
Flow
Flue Gas
Flow
Figure 4
Wet scrubber inlet design for low pressure drop.
Babcock & Wilcox
Figure 5
Conventional inlet.
lection tank. This design is satisfactory at the conventional
absorber gas velocities. At these gas velocities, the gas momentum in the spray zone and in the gas leaving the inlet is
close enough to provide an even gas flow distribution at the
face of the mist eliminators. At high absorber gas velocities,
the absorber diameter becomes small and the designer has to
decide between one of the two options for the absorber inlet:
• Maintain the same inlet flow area and increase the gas
velocity to accommodate the physical constraints of the small
absorber diameter. As a result, the momentum of the gas leaving the inlet increases more significantly than the spray zone
gas momentum. The relatively large gas momentum leaving
the inlet causes significant distortion in the gas flow, which cannot be corrected by the spray-zone resistance before the gas flow
enters the mist eliminators. Local distortions in gas velocity
entering the mist eliminators that exceed the critical velocity of
the mist eliminator result in excessive liquid carry-over to the
stack.
• Maintain the same standard inlet gas velocity and increase
the inlet flow area. If the inlet flue flow area is adjusted to
provide the conventional standard velocity, the aspect ratio
(height/width) of the inlet flue would have to increase. The
increase in the tower height would reduce the benefits and the
advantages gained by high tower velocity.
3
Straight wall inlet
transition
P inlet = 1.5 in H 2 O
References
New flared inlet
transition
P inlet = 1.0 in H 2O
Awning
Flue gas
flow
Figure 6
Flue gas
flow
New flared wet scrubber inlet.
The increase in the resistance as the tower velocity increases
from 15 ft/s to 20 ft/s is due to higher-than-normal inlet flue
velocity. Therefore, to take advantage of the increased tower
velocity and the reduction in absorber diameter without an increase in tower height, the width of the inlet flue has to be increased, thereby decreasing the inlet flue aspect ratio.
The new inlet design is shown in Figure 6. The new design
positions the inlet in the flared tower transition section between
the lower larger diameter liquid recirculation tank and the upper smaller diameter absorption section of the tower. As a consequence of locating the inlet in the flare, the top surface of the
inlet flue is not directly above the bottom surface, but extends
beyond the lower surface of the inlet flue. The advantage of
having this extension is that it provides a natural protection for
the inlet as it controls the wet/dry interface boundary the same
way that the awning did in the conventional straight-wall inlet.
The amount of this extension depends on the angle of the flared
section.
Hydraulic model tests of the new inlet design have confirmed
a lower pressure drop than the straight-wall inlet design. Visual observation of the inlet and the liquid flow also confirmed
that when operating the absorber over a wide range of gas velocities and spray liquid flux there was no deposition or rollback of the absorber liquid on the surfaces of the inlet flue.
Conclusions
The results of the hydraulic model tests have confirmed that
the new inlet positioned in the flare section of the tower has
lower pressure drop than an inlet with an awning structure and
results in no liquid deposition on the inlet. This new inlet enables the next generation of wet scrubbers to achieve tower velocities in the 15 to 20 ft/s range with minimum absorber pressure-drop resistance.
4
1. T.W. Strock, P. Dykshoorn, M.J. Holmes, and W.F.
Gohara, “Experimental Approach and Techniques for the Evaluation of Wet FGD Scrubber Fluid Mechanics,” presented at the
EPRI/EPA/DOE 1993 SO 2 Control Symposium, Boston, Massachusetts (August 1993).
2. T.W. Strock and W.F. Gohara, “Use of Hydraulic Models
to Identify and Resolve Design Issues in FGD Systems,” presented at the EPRI 1995 SO 2 Control Symposium, Miami,
Florida (March 1995).
3. W.F. Gohara and T.W. Strock, “New Perspective of Wet
Scrubber Fluid Mechanics in an Advanced Tower Design,” presented at the EPRI/EPA/DOE Combined Utility Air Pollutant
Control Symposium, Washington D.C. (August 1997).
Copyright © 1999 by The Babcock & Wilcox Company,
All rights reserved.
No part of this work may be published, translated or reproduced in any
form or by any means, or incorporated into any information retrieval
system, without the written permission of the copyright holder.
Permission requests should be addressed to: Market Communications,
The Babcock & Wilcox Company, P.O. Box 351, Barberton, Ohio,
U.S.A. 44203-0351.
Disclaimer
Although the information presented in this work is believed to be
reliable, this work is published with the understanding that The
Babcock & Wilcox Company and the authors are supplying general
information and are not attempting to render or provide engineering or
professional services. Neither The Babcock & Wilcox Company nor any
of its employees make any warranty, guarantee, or representation,
whether expressed or implied, with respect to the accuracy,
completeness or usefulness of any information, product, process or
apparatus discussed in this work; and neither The Babcock & Wilcox
Company nor any of its employees shall be liable for any losses or
damages with respect to or resulting from the use of, or the inability to
use, any information, product, process or apparatus discussed in this
work.
Babcock & Wilcox