Applicatio
n
Solution
Invensys
is now
Summary
This paper explains how
Plant Information
Management System
Orchestrating Complex Systems to Work as One
the implementation
of a Plant Information
Management
(PIM) System was
integrated with SAP in
one of Invensys’ major
customer sites in
the Middle East, Petro
Rabigh.
Business Value
• Remove barriers
between corporate
business functions,
engineering and
production
• Optimize production
quantity and quality
• 6 to 12 Month Payback
for Investment
INTRODUCTION
The refining of crude oil to produce fuels and petrochemicals encompasses a variety
of process technologies. Automation systems used to manage these systems work to
operate in a safe environment and optimize production quantities and qualities, at a
competitive cost. These disparate systems strive to reach a common goal by serving
managers, engineers and operators but are extremely complex as each subsystem
is best-in-class focusing on a narrow aspect of the business. Integrating them into an
enterprise-wide solution is often difficult. The InFusion™ Integration Infrastructure
proved to be an ideal platform for the integration, orchestration, and reporting/
visualization framework for this overall solution.
With such a powerful platform the barrier between the business side and the
engineering and production side of the plant is completely removed. SAP, which is
used to manage business data (such as production orders, schedule, and material
costs), can now receive quality production data from the Operations Management
layer through one seamless interface with the InFusion™ Enterprise Control System.
Such high quality, reconciled production information and other operating parameters
can also be used for performance management.
This paper explains how the implementation of a Plant Information Management
(PIM) System was integrated with SAP in one of Invensys’ major customer sites in
the Middle East. Winning this ground-breaking project required a paradigm shift in
changing the integration philosophy from using Real-Time Database (RTDB) as the
integration platform to using a component
object-based, service-oriented integration
technology offered in the InFusion
Typically, the return on
Enterprise Control System. The customer
investment (ROI) from integrated
understood the benefits of using such an
Operations Management Systems
expandable and scalable architecture, which
is 6 to 12 months, but often the
also allows user modifiable objects to be
real savings is realized for years
developed remotely and then integrated into
after the go-live date through the
production environment after testing. The
ease of implementing changes
PIM System was implemented using bestand adding additional systems.
in-class applications from several vendors
Want to add a backup pump
including Invensys integrated through the
for waste water disposal? Not a
InFusion Enterprise Control System.
problem, just copy an existing
template with most of the
parameters installed.
SCOPE
Rabigh Refining and Petrochemical Company (Petro Rabigh), Saudi Arabia, a Joint Venture between
Saudi Aramco and Sumitomo Chemicals of Japan, took on the expansion of the original Topping Refinery
into a conversion refinery and a huge Petrochemical Complex to produce fuels, monomers and polymers
at a single facility with a vision to establish itself as a world leader in the industry. With the commissioning
date set for early 2009, they required the PIM System integrated with SAP. The scope of the project was
to develop the business processes supported by a suite of technologies to perform planning, scheduling,
operations management, production accounting and performance management functions in an
integrated manner. The PIM System seamlessly integrates with SAP to perform the higher level business
functions with reliable information from the refining and petrochemical complex.
This paper briefly discusses the site-wide expansion and new development, focusing on the aspects of
the enterprise control system and demonstrating the power of the InFusion Enterprise Control System as
the integration infrastructure. The ease of setup, configuration, and testing of the applications and KPI’s
in InFusion Enterprise Control System environment are reviewed as described in the functionality of the
InFusion Foundation Edition software.
PROJECT RATIONALE AND EXPECTED BENEFITS
Diverse systems working on their own (islands of automation)
The Petro Rabigh refinery was similar to other large scale processing plants with cell technology working
well to complete its function but unable to communicate well with other areas in the plant, much less
business systems. Obtaining discrete or analog output to trigger an alarm or perform a function within
that cell (such as PLC/SCADA) has been the domain of the controls engineer. Sharing that data with
production control (ERP) is still somewhat tedious and the redundant task of manually transferring data is
fraught with opportunities to make mistakes.
The Petro Rabigh complex is similar to other large scale processing plants that require robust integration
of information to be communicated between several entities with the organization and business systems.
Time is critical in complex projects because the systems often become obsolete before implementation
is complete. This is where an open, component object-based system allows the development continuum
to proceed as the InFusion model based on ArchestrA® Technology does not need to be recreated
each time a change takes place. Just a few years ago, the pressure gauge required that analog signal
conditioning be done downstream in a feedback loop, and be packaged entirely inside the device. This
is where the flexibility and power of the ArchestrA Technology’s open structure pays off. Unanticipated
changes at the sub-system level are easily handled with only a few mouse clicks.
The inseparable bond between time and money were key drivers in the customer’s selecting the InFusion
Enterprise Control System as the platform for enterprise-wide solutions. The global economy at the start
of this project (October 2007) was demanding products, yet keeping cost in line with a lean budget was
key. Fast-forward to the market collapse a year later, product demand plummeted, necessitating agility to
changing marketing environment. Now the decision to pick an infrastructure to support this requirement
with modular flexibility and providing reliable information to the business system, makes the choice look
even more brilliant and speaks volumes of customer’s vision to go for such a solution!
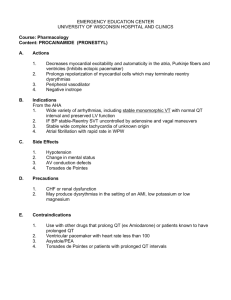
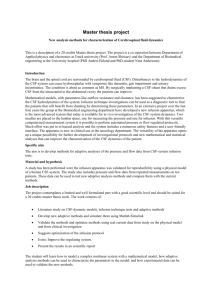
Figure 1. ArchestrA Model
THE REFINING AND PETROCHEMICAL COMPLEX
New build for capacity
The Rabigh facility is an upgrade of an existing 400 MBD topping refinery and construction of a new
petrochemical complex. A range of refined products (130 million bbl per year) will be produced including,
gasoline, diesel, fuel oil, naphtha, jet fuel, and kerosene. This showpiece upgrade includes the high
olefins fluid catalytic cracker complex integrated with an upscale ethane based cracker. When this facility
comes on line, it will be able to produce 2.4 million ton/year of polyolefin’s petrochemical derivatives.
Petro Rabigh’s key requirement was to integrate their control systems tightly with production and
corporate business functions, thereby enhancing planning, scheduling, directing and managing activities
across the Rabigh Refinery and Petrochemical Complex. The specifications called for a Real-Time
Database (RTDB) based integrated solution while Invensys convinced them of the disadvantages of such
an approach and proposed a Component Object-Based, Service-Oriented integration infrastructure which
became the rationale behind the Customer’s selection of Invensys solution.
We based our solution on Invensys’ flagship Enterprise Control System product, InFusion that integrates
tightly with the specified Exaquantum real-time database and historian, while providing the integration,
orchestration and reporting/visualization framework for the overall solution. The InFusion-based solution at
Petro Rabigh enables consistent, accurate performance feedback – a key driver to consistent execution of
the business. InFusion’s open, structured but user-modifiable object oriented architecture precisely fosters
this: ongoing changes can be centrally effected and remotely deployed to keep the system always up to
date, with the expertise of internal resources encapsulated and automated within the system.
In our experience, Invensys solutions have demonstrated consistent ROI – sometimes paying for
themselves in as little as 6 months, but with 12 months normally achieved. By harnessing the capabilities
of our proven industry solutions under a single, integrated environment, Invensys’ solution provides
Petro Rabigh significant improvement in the management of its Rabigh Complex and substantial financial
savings into the future.
Yadukulatilakam Ramaswamy, Invensys
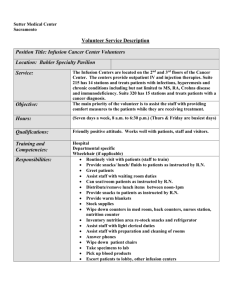
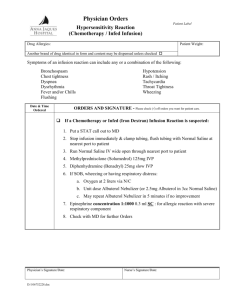
Figure 2. An Overview of Petro Rabigh Facility
Geography
Lately, you hear the term ‘Global’ used quite often; With a customer located in Rabigh, Saudi Arabia, the
development team located in the Netherlands, with concurrent efforts taking place in the US, HyderabadIndia, Dubai, Tunisia, and Montreal, this project took on a legitimate ‘global’ claim.
Invensys is no stranger to global sized projects, yet bringing the best
people and technologies together was quite unique. The decision was
made to center the team in the Invensys Advanced Application Services
Division, located in the Netherlands where the applications developers,
programmers, and managers could collaborate and communicate.
Quick and easy solutions were reached with input from the site in Saudi
Arabia. Additionally, east and west locations could be coordinated in a
balanced time zone, using web meetings.
SOLUTION HIGHLIGHTS
The breadth of a project of this magnitude took a great deal of coordination between different team
members. Everyone working on different applications to the same set of development standards,
specifications and drawings required close coordination and good communication.
The list below illustrates the list of applications constituting the integrated solution coming online at
rollout of the Plant Information Management (PIM) System:
1.
2.
3.
4.
5.
6.
7.
Data Acquisition and Historian
Alarm and Event Monitoring
Plant Data Modeling
Mass and Energy Balances including data reconciliation
Plant-wide material balance and production accounting
Tank Information System (TIS)
Order Movement Management (OMM)
8. Laboratory Information Management System (LIMS)
9. Operations Logbook
10.Emissions monitoring
11.Downtime monitoring
12.Data Reconciliation
13.KPI collection and calculation
14.Integration with SAP
While all sub-systems were included in the setup of the integrated system, the last four items
(11 through 14) are discussed in further detail below to confine the length of this discussion.
InFusion Enterprise Control System, the right tool for the job
Today, the need for platform independent solutions can’t be overemphasized. Alliances have been formed
and the lines drawn but these relationships last only as long as the project they are serving and customer
needs are met. These dynamics are even more pronounced in the commodity market such as petroleum
products. The choice came down to the static uniformity of using one vendor’s suite or the flexibility by
picking the best-in-class solutions for each application from multiple vendors. Invensys’ InFusion component
object-based and service-oriented framework has proved to be an ideal platform that had the flexibility of
easily modified objects that showed remarkable promise for adapting to the dynamic environment within the
market. Both solutions work to integrate the production and business operations sides of the business, but
the difference is in how this was achieved. The InFusion Enterprise Control System model uses a bridge layer
from operations in the structure that lends endless capabilities for modular expansion and works with realtime data requirements and historized data, while meeting the requirements for conformance to standards
(such as ISA-95). OMM, TIS, SAP, and LIMS now have the flexibility to bolt on additional applications.
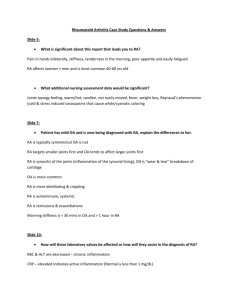
System Description1
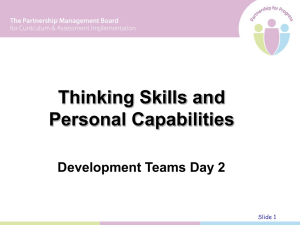
Illustrated on the next page are the functional components of the PIM System. They communicate with each
other and relate to the external systems IWSPP (Independent Water, Steam and Power Provider), PCS (Process Control Systems) and SAP. These interfaces are defined in the design specification’s internal interfaces.
_____________________________________________
1
Source: PIM System project FDS, 8SA-1-PJ-001, Rev 1.1, 26-Nov-2007
Petro Rabigh’s first priority was the collection of production progress data needed to fulfill the SAP data
requirements. The result shows that the data in SAP is much more reliable than manually entered. To achieve
this, the production tracking module collects data from various sources (such as DCS, TIS, and OMM)
and, using an object oriented plant model, transforms this into production tracking data, like materials
consumed and produced per production order and a history of tank levels. The mass balancing applications
(MBM and GERA) then serve to enhance the quality of the data by validating its consistency and applying,
statistically plausible, corrections to the raw data. Any inconsistencies, which cannot be explained by the
known inaccuracy of the various meters and sensors, are signaled and corrected manually by the production
accountant. The result isa set of formally approved and consistent data, which is sent to the SAP.
Furthermore, the PIM system supports the daily operation in reporting various production events (such as
start/end of importing/shipping, and product tank filled) which, among others, automatically instruct the
lab to take and analyze material samples.
In the near future PIM will also serve as a source of data for an advanced planning and scheduling system,
which will convert the rough monthly planning in SAP to a daily production planning. The results of this
planning will be sent to PIM to be shown as operator instructions in the operator logbook and as a basis
for the creation of planned orders in the OMM system.
Udo Zwart, Senior MES Consultant
Figure 3. System Architecture
PIM SYSTEM – FUNCTIONAL OVERVIEW
The InFusion Enterprise Control System integration layer is the core to the PIM System and access to all
PIM applications listed above, data storage and retrieval are available from this domain. The data definition
is done in the InFusion Engineering Environment (IEE). The real-time data from the Process Control Systems
and the Utilities plants, IWSPP are received in the PIM system through an OPC interface and stored in the
Data Acquisition and Historian System (DAHS_ Exaquantum). The legacy data from an old PI system in the
Refinery was migrated to the DAHS, with the DAHS as the primary storage of process data. Only the data is
required by applications that connect to InFusion; objects are copied from the InFusion Enterprise Control
System Environment. The particular application that requires DAHS data, accesses the specific InFusion
object, representing the data. Real-time data required by the applications is made available using InFusion
Data Access Servers (DAS). The OPC and required historical data are retrieved using an InFusion proxy to
retrieve the data. Both of these methods are transparent to the users of the data. The results are created by
an application and stored in the InFusion Historian.
The functionality of the supporting applications is tabulated below. Each application is fully autonomous,
has the interconnectivity capability without the need of OPC setup, and has the uniformity of design from
the ISA-95 protocol. These systems where configured independently and then incorporated in the InFusion
integration environment. This flexibility of InFusion enabled concurrent design efforts while insuring that all
systems met the customer’s requirements in design and testing.
Table 1. Application Components
LIMS
Logbook
Mass Energy Balance
KPI
LIMS organizes multiple lab
processes into one cohesive
database. Analytical data
is entered, stored, and
managed in LIMS. SAP QM
IDI serves as the interface.
Lab results that are related
to a plant sample locations
are made available to
the other PIM System
applications with the help of
an InFusion proxy.
The Logbook application is integrated
with the InFusion Enterprise Control
System for the purpose of visualizing production orders, handling KPI
excursions, sample failures, off-spec
sample results, downtime and mass
balance error events. The operator
may include data from the InFusion
environment by a selection feature in
the Logbook to collect real-time data
from tags in the InFusion plant model
(including lab sample data). It also acts
as an electronic medium for managing
operations (operation instructions,
shift logs, shift handover etc.).
The complex wide mass and energy
balance and data reconciliation application is run every day to provide
reconciled production data. The input
data consist of aggregated mass flow
data from the InFusion integration
layer and the output data is available
for the KPI calculations and the SAP
interfacing. The unit based mass and
energy balance application is run every
hour to detect measurement and
model errors and to provide input data
for the complex wide mass balance
and data reconciliation.
Key Performance Indicators
(KPIs or PI’s) are implemented
in the InFusion environment.
The required input data is
retrieved from the InFusion
environment and the calculated
results are stored in the InFusion
environment. These values are
available to the SAP system.
Downtime Monitoring Production Movement & Mgmt. Alarm Management
Down Time monitoring or
‘Run Time’ monitoring is
implemented in the InFusion environment. For all
plants and units and critical
equipment the ‘Running’
or ‘Stopped’ status is determined from the process.
The number of starts and run
time is stored in the InFusion
environment and each time
an object changes states
to the ‘Stopped’ status a
downtime event is reported
to the Logbook.
Oil movement within the refinery
and monomer complex is aided
by the TIS/ OMM functionality and
control systems. Tank inventory, order
management, blend optimization,
movement automation, analyzer
management, batch tracking and
other functionality can be controlled
as a key feature of the PIM System
suite of process control.
Planning & Scheduling
The alarm and event monitoring apLong range planning and meplication has been designed to have
dium/ short term planning are
a direct connection to the PCS OPC
performed using LPs and the
servers as the DAHS (Exaquantum)
approved plan is broken down
does not support an OPC AE server,
into daily production requirements
nor does InFusion have an OPC AE
in the schedule. Targets are set for
client. There is no integration with
production based on shift requirethe InFusion environment apart from
ments and resource availability.
the launch pad in the PIM System
Actual yields are balanced against
user interface. The alarm and event
production requirements to maximonitoring application is capable
mize output. The schedule is the
of presenting the alarms and events
main focal point for production
combined with process trend data. The and performance measurement
data are retrieved from DAHS using
(against the plan).
OPC HDA on demand.
The PIM system has a unified user interface which provides access to all PIM System applications. A web environment is used to display
mimics and trends in which a combination of overview (InFusion) and detailed mimics (Exaquantum) and trends may be viewed and
analyzed. A series of predefined reports may be created using the reporting interface. The data are collected using ‘SQL-stored procedures
and views’ and formatted by InFusion Reporting (based on the Microsoft SQL Server Reporting Services infrastructure). The final result can
be stored as various types of files (PDF, Word, Excel, HTML,…) and displayed in the web environment. The stored files may be accessed
later on demand. Stored MS Word files can be edited or combined into new reports by the user.
Plant Model Design Conventions
The basis of the PIM System design is the ISA-95 terminology and plant model concept; using this
model the site can be regarded as built from areas and production units, process cells, and units. ‘Units’
in the ISA-95 structure can be part of only one plant. However, the Petro Rabigh structure may have a
unit defined in several Plants. For example, CT_123 (cooling towers unit) is part of the following plants:
DTL, ECR, HOF, PEG, and UTL. In the InFusion plant model the CT_123 unit has been separated into
sub-units, each belonging uniquely to one plant. The unit name of the sub-unit is created from the unit
name by adding an underscore (such as CT_123) and mnemonics to specifically identify the plant. In the
InFusion plant model, the sub-unit is used and accessed just as any plant unit.
ISA-95 is the standard for the integration of enterprise and control systems. ISA-95 consists of models
and terminology used to determine which information must be exchanged between systems for sales,
finance, logistics, and systems for production, maintenance, and quality. This information is structured
in the UML models and provides the basis for development of standard interfaces between Operations
Management and ERP systems.
INFUSION – EASY TO USE, FLEXIBLE PLATFORM
The ease of use and flexibility of the InFusion Enterprise Control System can best be described by
understanding performance as illustrated in the following example:
$PI Performance Indicators
The inherent flexibility to adapt to changes in the system will provide future benefits to the system
expansion and scaling. The PIM System initial build required a systematic approach to extracting
information from the process flow diagrams, specifications, and building the tag structure to allow
information to flow from the subsystems and field devices into the DCS and Historian. The performance
monitoring system is the feature diagnostic and analytical area of the system.
Petro Rabigh truncated the industry standard ‘KPI’ to ‘PI’ as they saw no significance in monitoring an
unimportant performance indicator. The areas of focus for traditional disciplines (such as quality, cost,
schedule, and safety) can be distinguished at the user level through reporting and user screens.
System Engineers made this build very simple with spreadsheets that were used to layout the design
intent from design specifications then search the Exaquantum historian to find the input tags to generate
the parameters necessary for the InFusion Enterprise Control System to create an output (such as trigger
an alarm for H2 consumption – too high, as shown in Table 2). The spreadsheets where then used to
generate performance indicator templates. The InFusion Enterprise Control System allows the engineer to
build, assemble, and design requirements and specifications into standard instances (such as a template in
the InFusion Environment).
Once the template was ready, all configuration information (such as $PI name, the unit it belongs to, Input
Tags, and Alarm Limits) was populated into a spreadsheet. The text format or *.csv (comma delimited)
files were imported into the InFusion Platform resulting in ready to run $PI, called instances in the InFusion
Enterprise Control System.
The $PI instances select their input values from Exaquantum Tags. These inputs are usually aggregated
values (average and sum) over 24-hours. When the aggregation is unavailable from the DCS, it
is handled by the InFusion System at the Historian level. Event Tags and Stored Procedures were
developed to submit this information to the running PI.
By starting with an initial $PI template, the following configuration information was required to
provide full functionality:
• Field Attributes
• Object Information
•
•
UDA (User Defined Attributes)
Extensions
•
Scripts
A sample $PI Design Spreadsheet is shown in Table 2. This tool is a simple spreadsheet that captures
the design intent, H2 Consumption in this case, with a logical flow of the formula to be used as the key
performance indicator, followed by the inputs. The engineering units are then labeled below along with
ancillary information such as functional notes that allow the engineer to configure the point’s value in
the terms that the end user will want to see as output.
Table 2. Engineering Design Spreadsheet
The tags (instances in InFusion
lexicon) were populated into the
shell structure of the InFusion
site-specific environment of the
Galaxy, as shown in Figure 5.
Most of the work was to
drag-and-drop as many of
the redundant attributes. The
InFusion Enterprise Control
System allows the designer
to replicate these redundant
attributes by inheriting tag
instances (such as parent to child
relationship). The attributes,
shown as instances in Figure 5,
were pulled into the InFusion
model using a *.csv file, saving
data entry time and errors.
Figure 4. Derivation (tree) and Field Attributes
UDA – User Defined Attributes
Once the instances are setup, User Defined
Attributes (UDAs) aid the full functionality of
InFusion. The UDA allows the designer to
satisfy process variables for the cost and quality
requirements. Design and testing can be done
concurrently by deploying whole sections of
the Galaxy1 without interruption to production.
Figure 5. User Defined Attributes
As the name implies, the UDA allows adding
and customizing parameters through the
$PI configuration. The $PI acquires data
from disparate sources and routes the data
throughout the $PI system’s infrastructure. These
parameters can be a variety of types: Boolean,
double, elapsed time, float, integer, string, and
time. For each UDA, the engineer can specify
an initial value and category. This is similar to
securing access to the UDA (such as read/write),
with each $PI instance having two sets of UDA’s
– a set inherited from the Parent Template and a
set of UDA defined for the specific $PI.
Extensions
The systems engineer can extend UDA functionality by: adding input and/or output extensions, locking
the linked sources of outputs and alarms, historization, customizing the engineering units of measure per
UDA, and changing other variables for fully customized control.
Additional functionality can be found in the ‘Extensions’ tab (not illustrated here) that allows the engineer
to drive the inheritance relationships of inputs and outputs, customize the engineering units of measure,
lock the linked sources of outputs and alarms, and change other variables for fully customized control.
Scripting
Finally, scripting capability enables the engineer to develop calculated functionality right into the
development interface (see figure 6). Simple Boolean scripts, logical expressions or complex arrays can be
used to drive the output and linked tags to yield desired results.
Scripts developed for Petro Rabigh KPI’s, made sure that engineering units for the DCS value falls in line
with the mandatory formula requirements. In some cases, the conversion multiplier was used to factor the
values from the DCS and in InFusion (such as unit of measure).
_____________________________________________
Galaxy is a term InFusion uses to define the entire application. It encompasses the complete ArchestrA system
consisting of a single logical name space (defined by the Galaxy Database) and a collection of Platforms.
1
The script executes the formula and
then handles all possible exceptions
such as a mathematical logic error that
is encountered from a division by zero.
Additional parameters handled by
scripting are based on certain conditions
(such as exceeding upper and lower
limits of a parameter). The script sends
a message to the Operator LogBook
applications for notification and alarming.
These 6 sheets (Field Attributes, Object
Information, Scripts, UDA- User Defined
Attributes, and Extensions omitted for
brevity) tabulate the layers that comprise
the building blocks of the designer’s
workspace. This much flexibility and
powerful design capability in so compact
a work space make for a blend of
elegance and power in a simple
design tool.
But enough about the design gadget!
Who were the people that pulled the
design requirements together and carried
out the mission of designing and building
the system? The people side of the
project was at least as interesting as the
technical aspects outline above.
Figure 6. Scripts Tab
KEY TO MISSION SUCCESS – PEOPLE IN THE MIX
Working on an international project can be an experience of a lifetime. The rewards are many but the
challenges can be taxing.
Assuming you can surmount the language barriers and navigate through cultural nuances, you still must
complete tasks and deadlines. Projects are inherently collections of divergent people with different needs
and perceptions. Luckily, the ‘work of it’ (things to be completed) can draw people together toward a
common end. Relationships get formed, people help each other, and the job gets done.
Having a workable location and supportive leadership will help keep things moving along and leave you
with lasting work relationships while accomplishing more than you ever thought possible. The key is to
open your mind to things that you do not know or understand and soak in the world. The project will keep
you centered on the things that lead to success.
A project of this magnitude required an eclectic mix of people from across the globe. Once the project
started, the Invensys project management team pulled together the resources required to get the job done.
The Customer
Being a joint venture with Sumitomo and conceiving a business driven Plant Information Management
System in the early phase of construction, Petro Rabigh has been unique in taking a bold and challenging
initiative to implement an integrated enterprise-wide system that is fully operational as the plants come
on stream. They were undaunted by the challenges posed by the lack of actual data to validate the
solution while the complex was still under construction and were quite appreciative of the difficulties in
commissioning the system under such circumstances, proving themselves to be a wise and well disciplined
customer. The Project Management Team demanded excellence and set high expectations at every stage
of the project. They exhibited technical competence and the spirit of cooperation throughout the project
life cycle that proved invaluable in commissioning the solution in a challenging environment.
Invensys
Application engineers from the Invensys Middle East, Europe, India, and North American offices
accomplished the construction and development of the system. The project was managed with the help
from local professionals and managers with the mixture of people assigned to the project from various
locations. The hosting location for this project was Invensys Systems N.V. (Baarn, The Netherlands) which
specializes in designing, manufacturing, marketing and servicing instruments and systems for process
management and control for the process industries. The senior technical lead insisted in bringing the
resources to the Baarn hub to effectively launch and drive the project through completion. Baarn also
served as a host site for the Factory Acceptance Testing (FAT). Invensys offices in Dubai, UAE became the
next stop for the project team as development migrated toward commissioning.
The systems programming solutions provided the technical expertise for the mass of code underlying
the simple symbols showing up on the customer’s screen, and process engineering expertise came from
Invensys Development Centre, Pvt. in Hyderabad, India.
Project management and additional systems development had contributions from Invensys locations in
Houston, Texas and Foxboro, Massachusetts, USA.
Much of the project was conducted remotely via network connections on this project to optimize team
efficiency and minimize travel costs. Clearly, this was an international effort in true sense of the word.
From an engineering work effort perspective,
InFusion altered the track from exigent to
lenient. The multidisciplined environment
helped our engineers contribute from across the
globe. This increased efficiency and minimized
cost while the centralized database ensures that
maintenance effort and cost will be reduced.
With the large number of points and the
continuously changing requirements as we
proceeded, the different system features made
it possible to accommo-date bulk changes in
minimum time.
The InFusion Integration capability is humongous,
there’s no single application we could not plug
in, not a single requirement we missed. It was
thrilling seeing this grow to what it is today.
Eva Hachem, Lead Engineer
Invensys Middle East FZE
Invensys provides the most comprehensive portfolio of solutions—designed to measurably improve
business performance and value in real time.
Enabled by our industry and production
expertise, and accelerated by an open software
platform and partner ecosystem, our flexible
approach perfectly blends automation and
information technologies, services and expertise
into highly effective solutions. Solutions that
solve problems and optimize the profitability of
operations—from single plant devices, to multiplant assets and locations, up through global
supply chains and enterprise business systems.
Invensys offers the most holistic and cost effective
way to optimize the business impact of your
operation’s performance and overall profitability.
We help improve the performance of your key
resources (people, equipment, energy and
materials) in real time—with dramatic, measurable
results—using a collaborative and open approach.
Solution Partners
In a project such as this, no man is an island and no company works in isolation, Invensys had help
from other companies. This included competitors and consultants who worked in an open office
environment where sharing information was of paramount importance. This was completed in
deference to traditional sequestered development projects to quickly get the job done and with the
collaboration of different technical experts. Even tasks of higher order of magnitude such as project
management and technical specification definition was done with the help of non-Invensys partners.
The project reflected the multi-contractor effort at the plant construction level with much of
the systems supplied by other companies. Great synergy was realized by adding people and
companies of varying origin so a process flow diagram could be built into a working Operations
Management System. No elaborate kudos was given here or needed - suffice it to say that their
contributions were invaluable.
CONCLUSIONS
Pulling all this together is exactly what the InFusion Operations Management can do for very
complex systems. The intersection of people and technology can make for a very difficult or palpable
implementation; the degree of difficulty depends on bringing the right tools and hands together.
This article describes the combination of technical challenges and personal efforts of a well meshed
team that put forth an enormous effort to deliver a best in class integration of the plethora of
advanced systems that the customer demanded. Integration was the key; No other model fit the tall
order for a profit driven market that required advanced applications that were made easy to deploy.
Construction Status as of July 20091:
The start-up of the Company’s New Facilities was originally scheduled for the 4th quarter of 2008.
However, start-up was delayed to the 1st quarter of 2009 due to the delay in the completion of
construction work that was generally caused by the tight labor market and the shortage in skilled labor.
The construction activities were substantially completed by the end of December and the Project is in
its start-up and commissioning phase. The ethane and butane gas pipelines, from Yanbu to Rabigh, that
provide the Company with its feedstock, are now fully operational. All process plants have now been
completed and handed over to the Company’s operation team. Construction work force, which peaked
at nearly 40,000, is now below 2,000. Startup preparation activities are well under way and hydrocarbon
has been introduced to several facilities as part of this exercise. At the time of writing this article all but
the last polymer plants have been started up successfully.
_________________________
1
PR 2008, Annual Report to Board of Directors
GLOSSARY OF TERMS AND ABBREVIATIONS
Table 3. Terms and Abbreviations
Term as
used in this
document
Meaning or Petro Rabigh equivalent wording
DAHS
Data Acquisition And Historian System
DCS
Distributed Control System
Enterprise
Control
System
Enterprise Control System
ERP
Enterprise Resource Planning
FDS
Functional Design Specification
HDPE
High Density Polyethylene
HDT
HDS_VGO_HDT_HPU Plant
HOF
HO_FCC_USGP plant
Galaxy
The complete ArchestrA system consisting of a single logical name space
ISA-95
International Standard for the integration of enterprise and control systems
IWSPP
Company providing Combined Heat and Power services to all new plants at Rabigh
(Independent Water, Steam and Power Provider)
KPI
Key Performance Indicator
LIMS
Laboratory Information Management System
LPG
Liquid Petroleum Gas
MEG
Mono Ethylene Glycol
MES
Manufacturing Execution System
MS SQL
Microsoft Structured Query Language database
ODBC
Open Database Connectivity
OPC
OLE (Object Linking and Embedding) for Process Control
PCS
Process Control System
PEG
Polyethylene glycol
PI
OSISoft Plant Information
PIM System
Plant Information Management System
QM IDI
SAP Quality Management Inspection Data Interface
SAP
System Analysis and Program Development
SAT
Site Acceptance Test
SCECO
Electric power company
UDA
User defined attribute
Invensys Operations Management • 10900 Equity Drive, Houston, TX 77041 • Tel: (713) 329-1600 • Fax: (713) 329-1700 • iom.invensys.com
Invensys, the Invensys logo, ArchestrA, Avantis, Eurotherm, Foxboro, IMServ, InFusion, SimSci-Esscor, Skelta, Triconex, and Wonderware are trademarks of Invensys plc, its subsidiaries or affiliates.
All other brands and product names may be the trademarks or service marks of their representative owners.
© 2012 Invensys Systems, Inc. All rights reserved. No part of the material protected by this copyright may be reproduced or utilized in any form or by any means, electronic or mechanical, including
photocopying, recording, broadcasting, or by any information storage and retrieval system, without permission in writing from Invensys Systems, Inc.
Rev. 04/15
PN IF-0106