Basic history and theory Ch 8 - Ch 14 e.g. pull, level out
advertisement

Lean historic background
Lean philosophy
Lean and stable processes
Exercise presentations
Companies for VSM
2013-09-12
Anders Hellström Competitive Productions System KPP202
A historic development
Craft production
• Make what the customer wants
=> Mass production
• Large demand for products with large scale manufacturing - Henry
Ford
=> Lean production
• The challenge of producing customized products with
efficient manufacturing - Taiichi Ohno
VCE history 6 min
https://www.youtube.com/wa
tch?v=h1pzB0LppyE
=> Flexibility
• A business environment dominated by
change and uncertainty
Craft production
Knowledge to develop, manufacture and fit
The apprentice system
Decentralized workshops – own companies
Low production volume
General purpose machines
A historic development
Craft production
• Make what the customer wants
=> Mass production
• Large demand for products with large scale manufacturing - Henry
Ford
=> Lean production
• The challenge of producing customized products with
efficient manufacturing - Taiichi Ohno
=> Flexibility
• A business environment dominated by
change and uncertainty
Mass production
• Henry Ford is often said to be one of the
persons behind the development of mass
production
– it was in Detroit that the first real mass-productive
production system for cars was born - Ford’s
model T began to be produced in 1908
5
FORD
Mass production – Model T (1908)
Manufacturer
Ford Motor Company
Production
Predecessor
1908-1927
Ford Model S
Successor
Ford Model A
Body style(s)
Touring,, roadster, ton, closed cab ton truck, coupé, two door, center
door, station wagon (SUV), convertible
Engine(s)
Transmission(s)
177 in³ (2.9 L) straight-4, 20 hp
Rear wheel drive, planetary gear, 2 forward speeds
Curb weight
1,200 pounds (540 kg)
Henry Ford, Childe Harold Wills, Joseph A. Galamb and Eugene
Farkas
Designer
7
Mass production, how?
– The key to
automotives:
mass
production
of
•
•
•
•
precision manufacturing
interchangeability of components
the simplicity of attaching them together
division of labor - the demand for versatile labor
was not important when the assembly operations
were broken down so that anyone could perform
them
• the human being became interchangeable and in
some cases eliminated by automation
• later - the moving or continuous assembly line
8
A historic development
Mass Production – on it’s peak 1955
7 000 000 cars sold in USA
Ford, GM, Chrysler - 95% of sales
6 models accounted for 80% of all cars sold
A historic development
Craft production
• Make what the customer wants
=> Mass production
• Large demand for products with large scale manufacturing - Henry
Ford
=> Lean production
• The challenge of producing customized products with
efficient manufacturing - Taiichi Ohno
=> Flexibility
• A business environment dominated by
change and uncertainty
Lean production
Mass Production did not work in Japan
A tiny domestic market – demanded a wide range of vehicles
Strong tradition in craftmanship – not interchangable
humans
War – starved for capital
Competition in mainly the USA
Lean production
Toyota 1950-1951
Toyota had produced in total 2 685 cars in 1950
7000 cars per day in Rouge
Eiji Toyoda and Taiichi Ohno visits Detroit
Creative Idea Suggestion System started in 1951
Toyota 1960, about as large as Volvo Car the
same year
The fundamental principle for
Toyota
”All we do is focused on reducing
waste in the time line from order to
delivery”
- Taiichi Ohno
Order in
Production
Money in
time
13
Lean Production
The term “lean” comes from using less of everything compared
to mass production. This means using less human effort in the
factory with less manufacturing space, less investments in tools,
less engineering hours to develop a new product in shorter time,
keeping less inventory, fewer defects in production, and
production of a greater and ever growing variety of products
Lean Tools
•
•
•
•
•
•
•
•
•
•
•
•
•
5S
TPM (Total Productive Maintenance)
Andon
Standardized processes
Flexible staffing
Kanban
One-piece Flow
Pareto/Gannt/Ishikawa-diagrams etc
Pokayoke
SMED (Single Minute Exchange of Dies)
SPC (Statistical Process Control)
Takt
...
15
The House – Toyota Production System,
see Liker TTW Ch 3
Toyota Way Philosophy
16
A historic development
Craft production
• Make what the customer wants
=> Mass production
• Large demand for products with large scale manufacturing - Henry
Ford
=> Lean production
• The challenge of producing customized products with
efficient manufacturing - Taiichi Ohno
=> Flexibility
• A business environment dominated by
change and uncertainty
Trends and challenges?
1. A global and turbulent market
Globalization
Growing/new markets
International competition
Demanding customers
18
Trends and challenges?
1. A global and turbulent market
CONSEQUENCES
=> TTM
=> Demand variation
=> Continuous improvements
19
Trends and challenges?
2. Demographic development
Difficult to recruit people to industry?
Importance of:
- Values/branding/policy
- Organization and working conditions
CONSEQUENCES
=> Industrial work in the future
=> Organization
20
Trends and challenges?
3. Technology development –
increased knowledge content
New products
More then a physical product – service, software
Shorter product lifecycles
Complexity in work
Complex products give complex processes
21
Trends and challenges?
3. Technology development –
increased knowledge content
CONSEQUENCES
=> Cooperation product and production development
=> Continuous process development
22
Trends and challenges?
4. Environment
Global warming / CO2-emissions
More transport by truck
Longer transportation
More transports
CONSEQUENCES
Taxes and regulations?
Alternative modes of transport
23
Important to handle changes!
The ability to robustly handle short-term changes
quickly and at a low cost in an existing system
The ability to robustly handle long-term changes
quickly and at a low cost which effects and transforms
the actual system
Flexibility and
reconfiguarbility
• Flexibility is defined as the ability to robustly handle
short-term changes quickly and at a low cost in an
existing production system
• Reconfigurability is defined as the ability to robustly
handle long-term changes quickly and at a low cost,
effecting and transforming the production system
25
Production Development
Productivity
Kaizen - Kaikaku - Kaizen
Time
New product or process?
26
Production Development
New technology
Development of products and processes
Analysis and working methods
Tools and equipment
Change management
Organization
Cooperation
People, knowledge, and creativity
27
Collaboration between actors
28
The need for competence in
industry
Managing change
Creativity
New ideas
Cooperation
Holistic view
Involvement
Project managment
Product development
Production development
Analaysis and evaluation
Design
Product- and process development
Change agents
29
TOYOTA Motor Corporation
The
Way
Basis of TPS according to Liker, focus stable processes
Adoption to KPP202 fall 2013 Anders Hellström MDH, stable processes, preparing for improvement
Mainly based on Patricia Grah presentation visiting PhD 2009 at MDH from RheinAhrCampus Remagen
Jeffrey K. Liker
Professor of the Michigan University
Studied 20 years long the specialities of Toyota
Wrote many books about the key elements of Toyota`s
success
This presentation has its roots on the descriptions
of Jeffrey K. Liker
31
Source: Jeffrey K. Liker
The number of car models and variants increases, Audi 80 and
Audi 100 platforms already 2005, increasing need to meet
customer demands for tailoring, for example Volvo web 2013:
http://www.volvocars.com/intl/top/corporate/volvo-sustainability/Pages/default.aspx
32
But:
How is success defined?
What do you know about the Toyota`s success?
33
Source: Jeffrey K. Liker
Some Evidence – GM versus Toyota
•
Toyota’s selling prices are much higher than GM’s due to
refinement, delivered quality, and durability.
•
Toyota is able to get new designs to market vastly faster than GM
as market conditions change
12 months
•
Toyota needs fewer hours of engineering and less capital to launch
products with a given capacity.
•
Toyota’s suppliers have higher margins and lower selling prices,
better quality & fresher technology.
•
As a result of weak policy management, GM has been very slow to
change.
34
The Age of Brilliant Objects
•
Most striking achievement of lean production has been the
introduction of truly superlative objects, with few defects, high
refinement & great durability.
•
But is this all consumers want today?
•
As we look ahead we can see that the consumer’s most precious
asset is not money but time.
•
Today’s brilliant objects often squander consumer time because
consumption – better called problem solving -- is a complex process
of searching for, obtaining, installing, maintaining, repairing,
upgrading & recycling brilliant objects.
•
Toyota in Japan addresses this problem.
35
The Age of Lean Solutions
•
•
•
•
•
•
•
•
If consumption is a problem-solving process, it follows that there
should be principles of lean solutions similar to the principles of lean
thinking (value, value stream, flow, pull and perfection.)
Dan Jones and James Womack propose the following:
Solve my problem completely
Don’t waste my time
Provide exactly what I want
Exactly where I want
Exactly when I want
Continually reduce my total cost (time, money and hassle) to solve
my problem.
36
What exactly is lean enterprise?
James Womack and Daniels Jones: Book “Lean Thinking”
5-step-process:
- Defining Customer Value
- Defining the Value Stream
- Making it “flow”
- “Pulling” from the Customer back
- Striving for Excellence
37
Source: Jeffrey K. Liker
Which are the wishes of customers in the future?
Convenience/simplicity
Flexibility and speed
Improvement
Respect for men
Pursuit of excellence
38
Some of these wishes are already considered by Toyota
Shaping of value, long term
planning…
Stepwise improvement,
lean systems, learning org.
Personal involvement, goal
orientation…
Respect to stakeholders, suppliers, own staff, community
Develop exceptional employees
and teams, mutual respect
39
So: What is the secret of Toyota`s success?
= direct result of operational excellence
Toyota turned operational excellence into a strategic weapon
This operational excellence is based on tools and quality improvement
methods
Just-in-time
Kaizen
One-piece-flow
Jidoka
Heijunka
“lean manufacturing” revolution
40
Source: Jeffrey K. Liker
“4 P” Model of the
Toyota Way
Problem
Solving
Toyota`s
terms:
(Continuous
Improvement and Learning)
Kaizen
Continual organizational learning through Kaizen
Go see for yourself to thoroughly understand the
situation. (Genchi Genbutsu)
Make decisions slowly by consensus, thoroughly
considering all options; implement rapidly
(Nemawashi)
Respect +
People and Partners
teamwork
(Respect, Challenge and Grow Them)
Process
(Eliminate Waste)
challenge
Grow leaders who live the philosophy
Respect, develop and challenge your
people and teams
Respect, challenge, and help your
suppliers
Create process “flow” to surface
problems
Level out the workload (Heijunka)
Stop when there is a quality problem
(Jidoka)
Use pull systems to avoid overproduction
Standardize tasks for continuous
improvement
Use visual control so no problems are
hidden
Use only reliable, thoroughly tested
technology
Philosophy
(Long-term Thinking)
Source: Jeffrey K. Liker
Base management
decisions on a long-term
philosophy, even41
at the
expense of short-term
financial goals
Example of application of TPS, Volvo Production System VPS
42
Example of application of TPS, SCANIA
Core values -> Principles -> Practical methodes -> Results
43
The Toyota Way
Verhältnis Zulieferer-Hersteller
Klicken Sie, um das Titelformat zu bearbeiten
• Klicken Sie, um die Formate des
Vorlagentextes zu bearbeiten
• Zweite Ebene
• Dritte Ebene
• Vierte Ebene
• Fünfte Ebene
Patricia Grah, RheinAhrCampus Remagen
September 2009
44
“4 P” Model of the
Toyota Way
Problem
Solving
(Continuous
Improvement and Learning)
Continual organizational learning through Kaizen
Go see for yourself to thoroughly understand the
situation. (Genchi Genbutsu)
Make decisions slowly by consensus, thoroughly
considering all options; implement rapidly
(Nemawashi)
People and Partners
(Respect, Challenge and Grow Them)
Grow leaders who live the philosophy
Respect, develop and challenge your
people and teams
Respect, challenge, and help your
suppliers
Adding Value to Customers &
Process
Society
(Eliminate Waste)
Philosophy
Create process “flow” to surface
problems
Level out the workload (Heijunka)
Stop when there is a quality problem
(Jidoka)
Use pull systems to avoid overproduction
Standardize tasks for continuous
improvement
Use visual control so no problems are
hidden
Use only reliable, thoroughly tested
technology
(Long-term Thinking)
Source: Jeffrey K. Liker
Base management
decisions on a long-term
philosophy, even at45
the
expense of short-term
financial goals
Base management decisions on a long term philosophy, even at the expense of
short-term financial goals, principle 1
1
Toyota mission:
•
Contribute to the economic growth of the
country in which it is located (external
stakeholders)
•
Contribute to the stability and well being of
team members and partners (internal
stakeholders)
•
Contribute to the overall growth of Toyota
46
Source: Jeffrey K. Liker
“The most important factors for success
are patience, a focus on long term rather
than short-term results, reinvestment in
people, product, and plant, and an
unforgiving commitment to quality.”
- Robert B. McCurry, former Executive V.P., Toyota Motor Sales
47
Source: Jeffrey K. Liker
Base your management decisions on a long-term philosophy, even
at the expense of short-term financial goals
- Work, grow and align the whole organization
toward a common purpose that is bigger than
making money
- Create value for the customer, society, and the
economy
- Be responsible
48
Source: Jeffrey K. Liker
“4 P” Model of the
Toyota Way
Problem
Solving
Continual organizational learning through Kaizen
Go see for yourself to thoroughly understand the
situation. (Genchi Genbutsu)
Make decisions slowly by consensus, thoroughly
considering all options; implement rapidly
(Nemawashi)
(Continuous
Improvement and Learning)
Eliminate Waste through Flow
People and Partners& Standardization
(Respect, Challenge and Grow Them)
Grow leaders who live the philosophy
Respect, develop and challenge your
people and teams
Respect, challenge, and help your
suppliers
Process
(Eliminate Waste)
Philosophy
Create process “flow” to surface
problems
Level out the workload (Heijunka)
Stop when there is a quality problem
(Jidoka)
Use pull systems to avoid overproduction
Standardize tasks for continuous
improvement
Use visual control so no problems are
hidden
Use only reliable, thoroughly tested
technology
(Long-term Thinking)
Source: Jeffrey K. Liker
Base management
decisions on a long-term
philosophy, even49
at the
expense of short-term
financial goals
Principle 3
Use “pull” systems to avoid overproduction
-
Minimize inventory and work in process by stocking
small amounts and restocking regularly
-
Consumption => Production
-
Respond to shifts in customer demand, not on
computer systems to track schedule and inventory
-
3
Questions: What do our customers want, when and in
what amount
50
Source: Jeffrey K. Liker
Defined: „Pull-Principle”, „Just-in-Time” and „Kanban”
in the 1950:s
51
Source: Jeffrey K. Liker
Heijunka
The main purpose is to balance demand and capacity
Heijunka is then set to produce at the takt rate
Time frame is an interval
Interval deals with mix
52
Principle 5
Build a culture of stopping to fix problems, to get quality right the
first time
5
- Build a culture of stopping or slowing down to get quality
right the first time
- Automate problem detection (“Jidoka”)
- Notify leaders of problems (“Andon”)
- Develop a visual system to alert team or project leaders
that a machine or process needs assistance
53
Source: Jeffrey K. Liker
1
2
8
9 10 11 12 13 14
STOP BUTTON
(STOP THE L INE AUTHOR ITY )
3
4
5
6
7
STOP BUTTON
(STOP THE L INE AUTHOR ITY )
5
4
Abnormality
Station 5
Team Leader
54
Source: Jeffrey K. Liker
Principle 8
Use only reliable, thouroughly tested technology that serves your
people and processes
-
-
8
Technology to support people, not to replace them
Often it is better to work out a process manually before
adding technology to support the process
A proven process is better than new technology
Encourage people to consider new technology.
Quickly adopt if the technology has proven itself.
55
Source: Jeffrey K. Liker
Product Lead Time
Casting
Waiting
Assembly
Machining
Transportation
Raw
Material
Staging
Inventory
Time
= Value
Added Time
= Non-Value
Added Time
(WASTE)
Staging
(Materialbereitstellung)
Finished
Parts
Value Added Time is only a very small
percentage of the Lead time.
Traditional Cost Savings only focused
on Value Added Items.
LEAN FOCUSES ON NON-VALUE
ADDING ITEMS.
56
Source: Jeffrey K. Liker
Casting
Waiting
Assembly
Machining
Transportation
Raw
Material
Staging
Inventory
Time
= Value
Added Time
= Non-Value
Added Time
(WASTE)
Staging
Finished
Parts
This figure shows the waste through a
simple time line for the process of
casting, machining, and assembling.
From a lean perspective, the first thing
you should do in approaching any
process is to map the value stream
following the circuitous path of material
(paper or information) through your
process.
It is necessary to walk the actual path
to get the full experience.
57
Source: Jeffrey K. Liker
Casting
Waiting
Assembly
Machining
Transportation
Raw
Material
Staging
Inventory
Time
Staging
Finished
Parts
Wasted time:
= Value
Added Time
= Non-Value
Added Time
(WASTE)
Reaching, walking, picking
up, removing, pulling,…
Value added time:
Positioning the component on the chassis
Placing the bolts in the component
Tightening the bolts to the chassis with the power tool
58
Source: Jeffrey K. Liker
Why Focus on Flow?
“If some problem occurs in one-piece-flow manufacturing then
the whole production line stops. In this sense it is a very bad
system of manufacturing. But when production stops everyone
is forced to solve the problem immediately. So team members
have to think, and through thinking, team members grow and
become better team members and people.”
-Teruyuki Minoura, former President,
Toyota Motor Manufacturing, North America
59
Source: Jeffrey K. Liker
5 S is more than housekeeping
Basis of safety; reduces accidents
Cuts waste, particularly wast of motion
Reduces variation
Improves efficiency
60
Difference in
average
inventory level
with more
changeovers
Why Quick Change Over?
Inventory
level
Change Over
Average inventory level
Time
The more often we changeover, the more our inventory
levels decrease. This helps accomplish our goal of
waste elimination.
Makes e.g. capital available for other possibilities.
61
Source: Jeffrey K. Liker
Leveled production, example
Need per variant/ month
Important!
The smaller
batch size the
higher need for
shorter change
over time
62
What is a Visual Workplace?
When anyone can walk into a
workplace and visually
understand the current
situation.
63
Source: Jeffrey K. Liker
What is a Visual Workplace?
Example after use of 5S
Before
Source Produktionslyftet
After
64
What is a Visual Workplace?
Example after use of 5S, to feel wellcommed to work!
Before
Source Produktionslyftet
After
65
Standard Work Tools
Standardized
Work Chart
Detail of each
Process Step
Takt
90s
1
Work Element Sheet
Detail of the Elements
of each Process Step
2
3
4
Assembly Process #
5
Stack Chart
(Yamazumi)
A Visual Tool for
Balancing Processes
66
Source: Jeffrey K. Liker
Standard Work Tools, A3 tool for improvement work
Source Produktionslyftet
67
“4 P” Model of the
Toyota Way
Problem
Solving
The heart & soul of
The Toyota Way
(Continuous
Improvement and Learning)
Continual organizational learning through Kaizen
Go see for yourself to thoroughly understand the
situation. (Genchi Genbutsu)
Make decisions slowly by consensus, thoroughly
considering all options; implement rapidly
(Nemawashi)
People and Partners
(Respect, Challenge and Grow Them)
Grow leaders who live the philosophy
Respect, develop and challenge your
people and teams
Respect, challenge, and help your
suppliers
Process
(Eliminate Waste)
Philosophy
Create process “flow” to surface
problems
Level out the workload (Heijunka)
Stop when there is a quality problem
(Jidoka)
Use pull systems to avoid overproduction
Standardize tasks for continuous
improvement
Use visual control so no problems are
hidden
Use only reliable, thoroughly tested
technology
(Long-term Thinking)
Source: Jeffrey K. Liker
Base management
decisions on a long-term
philosophy, even at68
the
expense of short-term
financial goals
Principle 9
Grow leaders who thoroughly understand the work, live the
philosophy, and teach it to others
-
9
Grow leaders rather than “buy” them from outside
Leaders must be role models
A good leader understands the daily work
e.g. Coaching, promote from within the team
69
Source: Jeffrey K. Liker
Principle 11
Respect your extended network of partners and suppliers by challenging
them and helping them improve
-
11
Treat partners as an extension of your team
Challenge partners to grow and develop.
Set challenging targets and assist in achieving them
e.g. Collaboration with users, customers, other teams
70
Source: Jeffrey K. Liker
Take care of the people?
But what about assembly line work?
Is assembly line work really stupid work?
71
Source: Jeffrey K. Liker
In the sense of Toyota: NO!
Reasons:
Toyota challenges people to use their initiative and
creativity to experiment and learn
Workers should grow in their jobs by constantly
solving problems
They should improve their processes and find
innovative ways to satisfy their customers
72
Source: Jeffrey K. Liker
So for People and Partners:
Respect, Challenge, and Grow Them:
Grow leaders who thoroughly understand the work,
live the philosophy, and teach it to others
Develop exceptional people and teams who follow
your company’s philosophy
Respect your extended network of partners and
suppliers by challenging them and helping them
improve
73
Source: Jeffrey K. Liker
One-Piece Flow Demands Team Work!
x
x
x
x x
Station B
Traditional Western
Team
x
x
x
x
x
x
x
x
x
Station A
Station C
Need
help?
x
x
x
Need
help?
X
Toyota Way Team
Workcell
74
Source: Jeffrey K. Liker
Typical Toyota Organization to support Continuous Improvement
Team Size
Team Member
{5-8}
Kaizen
Team Leader
{3-4}
Group Leader
{5-8}
Asst. Manager
{ 4 - 10 }
Manager
Source: Bill Costantino, former group leader, Toyota, Georgetown.
Source: Jeffrey K. Liker
75
76
Source: Jeffrey K. Liker
The dynamic of
The Toyota Way
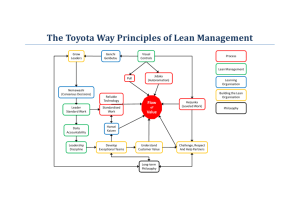
Toyota Way Principles
in 4P Model
Problem
Solving
(Continuous
Improvement and Learning)
Continual organizational learning through Kaizen
Go see for yourself to thoroughly understand the
situation. (Genchi Genbutsu)
Make decisions slowly by consensus, thoroughly
considering all options; implement rapidly
(Nemawashi)
People and Partners
(Respect, Challenge and Grow Them)
Grow leaders who live the philosophy
Respect, develop and challenge your
people and teams
Respect, challenge, and help your
suppliers
Process
(Eliminate Waste)
Philosophy
Create process “flow” to surface
problems
Level out the workload (Heijunka)
Stop when there is a quality problem
(Jidoka)
Use pull systems to avoid overproduction
Standardize tasks for continuous
improvement
Use visual control so no problems are
hidden
Use only reliable, thoroughly tested
technology
(Long-term Thinking)
Source: Jeffrey K. Liker
Base management
decisions on a long-term
philosophy, even at77
the
expense of short-term
financial goals
Principle 12
Go and see for yourself to thoroughly understand
the situation (genchi genbutsu)
-
12
Go to the source to observe and verify data
Don’t theorize on the basis of what people and
computers tell you
Even high-level managers should do this
78
Source: Jeffrey K. Liker
Principle 13
Make decisions slowly by consensus, thoroughly
considering all options, implement decisions rapidly.
-
13
Do not pick a single solution but consider
alternatives
Discuss problems and potential solutions with all
involved
79
Source: Jeffrey K. Liker
Value Stream Perspective
Get away from isolated perspective / improvements
Process 1
Process 2
Kaizen
Process 3
Kaizen
Kaizen
See the whole of the process
80
Source: Jeffrey K. Liker
5-Why - example
What is the problem?
Employees are frustrated and complaining about
the new e-mail system
Why?
Employees do not understand how to use the
functions of the system
Why?
The employees didn`t receive adequate training on
the new system, a manual they can use, and didn`t
give input on their needs for the new system
functions
81
Source: Jeffrey K. Liker
5-Why - example
Why?
The I.S. manager had a poor planning process:
didn`t ask employees about their needs on system
functions, didn`t plan for training, didn`t notify
employees using multiple communication
channels, didn`t review the manual with employees
(pilot group)
Why?
The manager didn`t get direction and support from
his boss, or received planning process training.
82
Source: Jeffrey K. Liker
5-Why - example
Why?
The company as a whole does not have effective
internal processes in place, nor is it disciplined in
using good process.
Why?
Senior management hasn`t worked to create a
work culture that encourages and reinforces
effective internal processes
83
Source: Jeffrey K. Liker
How Do we Develop People?
Research in occupational training
shows that individuals retain about:
• 10 % of what they read
• 20 % of what they hear
• 30% of what they see
• 50% of what they hear and use
• 70% of what they say
• 90% of what they say and do
84
Source: Jeffrey K. Liker
• Job Instruction Training is designed to teach
people how to do a particular job by:
Hearing (what to do)
Seeing (how it is done)
Using (what was learned)
Saying (what was learned)
Doing (the task)
REPEATEDLY !!
85
Source: Jeffrey K. Liker
Toyota is a learning organization
that has learned nearly through
a whole century
86
Source: Jeffrey K. Liker
“No Problem” is problem!
• Problems are opportunities to learn
• Hiding problems undermines the system
87
Source: Jeffrey K. Liker
Characteristics of Effective Lean
Transformation – How to Do It
• Top Down Directive that this is the new way.
• Bottom-up involvement in concrete projects with clear
results. Lean Pilots.
• Develop internal experts through learning by doing.
• Experts to guide the process and teach.
• Learning philosophy: every project, activity, is a
chance to learn.
• Start with value stream transformation projects.
• Build on successes to transform broader organization
and culture over time - - - YEARS!
88
Source: Jeffrey K. Liker
Why is this hard to do?
•
•
•
•
•
Traditional organizations used to “fire fighting”
No clear vision of the future state
Culture change is hard
Organizational change is disruptive
Management has to change its role from
managing from the office to deeply
understanding processes!
89
Source: Jeffrey K. Liker
Keep in mind (you as future managers):
“There will never be enough managers
for total quality”
90
Source: Jeffrey K. Liker
91
Source: Jeffrey K. Liker
Conclusion
92
Source: Jeffrey K. Liker
Lean is…
“A long journey that needs commitment, patience,
long-term thinking, positive mindset and attitude,
and continuous improvement which are merged
together as operational excellence and as a
strategic weapon.”
Train for Your journey and Do Your Best !
93
Source: Jeffrey K. Liker
A whole system:
Many good (American) companies have respect for
individuals, and practice kaizen and other TPS
tools.
But what is important is having all the elements
together as a system.
It must be practiced every day in a very consistent
manner – not in spurts – in a concrete way on the
shop floor.
Fujio Cho, President, Toyota Motor Corporation
94
Source: Jeffrey K. Liker
Words of Wisdom
“It is
not the strongest nor the most intelligent of
the species that survives,
but the one that is most adaptable to
change”
-Charles Darwin-
95
Source: Jeffrey K. Liker
Thanks a lot for listening and for your interest!
96
Company
Contact at company, primary
MDH backing for assistants
Process
Remarks
Project Name
Grp
Volvo GTO, Köping
Ulf Larsson
Tel: 0221-373 56
ulf.larsson.2@consultant.volvo.com
Mats Ahlskog,MDH Innofacture
Produktion, TBD
Pref. Contact
already 12/9 or
13/9
GTO
V1?
Volvo CE, Eskilstuna
Mats Jackson + TBD
Anders Hellström
Together with internal VCE
course project grp
VCE1
3?
Volvo CE, Eskilstuna
Mats Jackson + TBD
Anders Hellström
Together with internal VCE
course project grp
VCE2
6?
Scania, Södertälje
Marcus Gustavsson, 070-795 21 36
Magnus "Z" Zetterberg
Manager | SPS Office Chassi | Scania CV AB
Boxintag
ASAP, 3 full
days at line sugg.
ScaniaBox
5?
Scania, Södertälje
Ola Fransson, 070-768 09 14
Magnus "Z" Zetterberg
Manager | SPS Office Chassi | Scania CV AB
C-artikel flöde
ASAP, 3 full
days at line sugg.
Scania Cartikel
2?
Alfa Laval
Eskilstuna
Rebecca Nilsson
Lean Six Sigma Black Belt, Quality & Environment
Mobile: +46 708 575940
rebecca.nilsson@alfalaval.com
Daniel Gåsvaer
Delivery and inspection of
incoming goods to production
RN available at
first from 16/9
Delivery and
inspection of
incoming
goods to
production
7?
Calix AB, Eskilstuna
Prel Joachim Schmidt
Joachim Schmidt ProduktionschefPostal address:
Box 5026, SE 630 05 Eskilstuna, Sweden
Visiting address: Filargatan 14, SE 632 29 Eskilstuna,
Sweden
Phone: +46 (0)16-10 80 40 Fax: +46 (0)16-10 80
60 Mobile: +46 (0)722-41 80 40 Mail:
joachim.schmidt@calix.se
Internet: www.calix.se
TBD
Calix
8?
Bonaj, Eskilstuna
Grp 4
Mobile: +46 (0)73 558 78 50
E-mail: mats.ahlskog@volvo.com
TBD
4?
97