MATERIAL PLANNING FOR A REMANUFACTURING FACILITY
advertisement

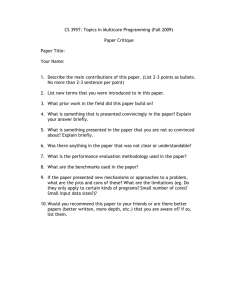
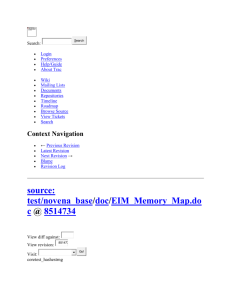
MATERIAL PLANNING FOR A REMANUFACTURING FACILITY D. Clay Whybark Phone: (919) 962-3206 clay_whybark@unc.edu Geraldo Ferrer Phone: (919) 962-3272 geraldo_ferrer@unc.edu The Kenan-Flagler Business School, The University of North Carolina at Chapel Hill Chapel Hill, NC 27599-3490 ABSTRACT This article describes the first fully integrated material planning system to facilitate managing a remanufacturing facility. A number of firms are already engaged in this activity. They remanufacture automobile, truck and other vehicle components, like starters, alternators, transmissions, and so forth. There is considerable uncertainty in the supply of used components, the good parts in recovered components and the demand for remanufactured products. Our system is based on material requirements planning. Meetings with experts in the industry were used to set the parameters of the system and evaluate its approach. Keywords: material requirements planning; product recovery; recycling INTRODUCTION In the last few years, there has been an increased interest in remanufacturing and reuse. These are significantly more environmentally friendly than first time manufacturing or recycling. Usually, remanufacturing operations use fewer materials and less energy since they reuse a significant fraction of the parts from the used product. Several large camera firms (Kodak, Fuji, Agfa, etc.) are involved in remanufacturing as well as manufacturers of photocopy machines and of computer workstations. Remanufacturing has also been practiced in the automotive industry for some time. For instance, Hormozi (1997) reports that Henry Ford realized that valuable automotive components should not just be discarded, but should be rebuilt. So, Ford Motor Company authorized a few select dealerships to remanufacture replacement parts. Soon, Ford established a franchised network of remanufacturers, authorized to recover Ford components on a regional basis. That historical beginning was soon followed by other automakers that realized franchising a few remanufacturers was an efficient way to deliver replacement parts for their products. Automotive component remanufacturing is not confined to large firms, however. A number of small companies have been established to remanufacture components for automobile and truck maintenance needs. They could benefit from an integrated management system. VEHICLE COMPONENT REMANUFACTURING New vehicles are assembled exclusively from new components, generally produced by a few large manufacturers. Many of the replacement components, however, come from small remanufacturing firms, many of which are located in the Southeastern United States. This is a throwback to their roots in auto racing. Racecars require expensive, often unique, components that require great expertise for disassembly and repair. These firms have to exceed stringent performance standards to be successful in racing. To support the auto racing industry, a portion of these shops completely rebuild engines, while others specialize in ancillary components. It was a natural progression for some of these firms to add the remanufacturing of passenger car components to the rebuilding of racecar components. As 1 the transition took place, the firms remained in the two broad groups that served the racing industry. The first group is specialized in large components, like entire engines or suspension and transmission systems. Their plants can be characterized as job shops, with few repetitive tasks and complex routings. The second group is dedicated to items like alternators, turbo chargers, starters and the like. These plants are characterized by batch production, with many repetitive tasks and fairly common routings. The firms tend to be small, however, usually operating on a hand to mouth basis competing in a complex and uncertain environment. This article is concerned with developing systems to help manage the firms dedicated to remanufacturing individual components. Possible Purchases on the Open Market Cores Disassembly Assembly Parts Compo nents Component Sales Possible Sales on the Open Market Figure 1: Material process flow diagram for component remanufacturing General Process In general, component remanufacturing firms sell to service stations that order a mixture of components for delivery in the next few days. In some cases there may be advance notice of future orders but in general, there is little foreknowledge of the demand from these customers. One unusual feature of the industry is that prices for remanufactured components have monetary and “trade-in” elements. So sales generate a stream of funds and a stream of used components. These trade-ins represent a significant portion of the inputs to the remanufacturing plants. They are known in the industry as “cores”. The remanufacturing process itself is straightforward, but is characterized by uncertainties and alternative choices throughout. The process starts with the disassembly of cores to get parts. This involves disassembling the cores, cleaning and inspecting the parts, and separating the scrap parts from those that are reusable. Once the reusable parts are identified, some are put into inventory, while others go directly to the assembly area. In the final step, the parts are assembled into components, inspected and packed for shipment or inventory. A diagram of the component remanufacturing process is shown in Figure 1. The two processing steps (disassembly and assembly) are elaborated below and the management issues described. For the purposes of this paper, we restrict our analysis to a firm with a product line of several similar automotive components and their constituent parts. The components perform mechanical or electrical functions (e.g. alternators and starters) are made from a small number of parts and various connectors. Disassembly The primary inputs to a remanufacturing plant are the cores, the used units traded in with each sale. For each remanufactured component purchased, customers are to send a used 2 component as part of the payment. These cores are assigned a monetary value that is reimbursed as soon as the remanufacturing facility receives them. The receipt of these cores is subject to considerable uncertainty however, requiring management decisions over raw material safety stock levels and the use of alternative core supply sources. All of the uncertainties around core receipts at the remanufacturing plant significantly complicate management decisions related to core inventory. Since the disassembly of cores provides most of the parts for assembling the remanufactured components, assuring the appropriate supply is the primary management concern. So, in addition to determining the appropriate level of safety stock, the manager may need to purchase cores and/or parts on the open market in order to assure adequate supply for assembly. When core purchasing is required, management would like to buy the minimum necessary to meet the demand for remanufactured components in the near future. Moreover, there may be an occasional need to sell parts or cores that are still coming in but which face decreasing use. The system developed here is more comprehensive than traditional approaches and facilitates making these decisions. One of the important production decisions at the plant is the disassembly schedule. The disassembly decision is complicated by several factors. Disassembly is a process with uncertain yield rates. Thus the number of parts that will be good enough to be used in assembly is unknown until the inspection is complete. Moreover, there may be different yields for each part in a core, which means that unmatched part sets can be produced. This means some parts might be generated in excessive numbers and will need to be stored until needed or sold. Also, the realized yield of some parts might be lower than initially estimated. So assembly shortages could be a problem. Another consideration in scheduling the disassembly activity is that there are both unique and common parts in the cores that are disassembled. For instance, in a family of starters, the mounting brackets may differ from one model to another, but other parts could be the same for the entire family. Hence, the manager may choose to disassemble a set of cores that does not exactly match the components scheduled for assembly. The choice of cores to disassemble takes into account the number of parts already in stock, the population of cores in inventory, and the expected yield of each part from each core type. In choosing which cores to disassemble, management would like to schedule those which minimize the residual inventory of parts. This paper develops an algorithm that determines the proper schedule for the system. Assembly In addition to supply uncertainty, the manager has to deal with demand uncertainties in timing, quantity and mix. Thus there is the need to determine how much completed component safety stock should be carried as a hedge against the uncertainty. Moreover, there is very little advance demand information, making forecasting a difficult task. Despite the difficulty, however, demand forecasting lies at the heart of any attempt to develop assembly plans for meeting market needs. The assembly schedule is developed to provide the remanufactured components to meet the forecast (and any known) demand and provide the safety stock required. After the assembly schedule is constructed, the parts required to support the schedule can be determined. When the assembly schedule calls for more parts than are in inventory or in cores, the manager can elect to buy cores, parts, competitors’ components, or even new components, to meet the forecast need. We develop an algorithm to determine which cores to buy when necessary. Deliveries of remanufactured components to the customers are often scheduled on a weekly basis by trucks that both deliver the goods and pick up cores in the return trip to the plant. This means that planning in the industry is often on a weekly basis. Consequently, we will work with a weekly planning cycle in developing the material 3 planning system for remanufacturing. Recognize, however, that this does not limit the generality of the approach. As the weekly schedules are developed, management would like high levels of customer service (after all, this is a competitive industry) without excessive finished goods inventory. SYSTEM SUPPORT FOR COMPONENT REMANUFACTURING Managing an automotive component remanufacturing facility is a complex task. Not only are there the usual uncertainties in the market place, but there are uncertainties in the supply of raw material (cores) and in the yields from the disassembly process. Alternatives for meeting the demand for cores, parts and remanufactured components include purchasing on the open market as well as using the internally created inventories. To make these decisions intelligently requires planning information that enables managers to assess the appropriate trade-offs for each. In what follows we develop a comprehensive system to manage the materials flows in a vehicle component remanufacturing facility. The system provides information to develop the assembly and disassembly production schedules and to manage the inventories in the plant. It provides information determine how many and which cores to buy on the open market, what mix of cores to disassemble, and which components should be assembled to meet demand. It also provides information on the status of the remanufacturing operation so marketing can make reliable delivery promises. The new approach in this paper integrates all material flow aspects of the business from sales and core returns to scheduling and purchasing. The system developed here is based on material requirements planning (MRP). Rahman and Schroer (1998) addressed the choice between MRP, just-in-time (JIT) systems and Optimum Production Technique (OPT), to determine the conditions that would lead to the preference of one control system over another. They found that MRP is preferred in highly variable processes using batch production. MRP has the added advantage of providing a structure for treating the commonality of parts in different products. All these conditions (variability, batches and commonality) are present in a vehicle component remanufacturing facility so our approach utilizes MRP logic and records. The use of commonality to mitigate the effects of uncertainty has been studied widely. Collier (1981) developed an analytical measure of product line structure called the degree of commonality. Using simulation over a variety of product structures, and a variety of re-order processes in an MRP setting (EOQ, LFL, etc.) he found that total inventory costs decreased steadily with the degree of commonality. Baker et al. (1986) analyze the effects of commonality on inventory and service levels. With a simple model, they conclude that if commonality is increased, profit increases, required stocks of common parts decrease, and required stocks of unique parts increase. Gerchak et al. (1988) extend the results of Baker et al. to include an arbitrary number of products, general joint demand distributions and different prices. Fisher et al. (1999) present a general discussion of the drivers and trade-offs of component commonality in an empirical study of automotive braking systems. Much effort has been spent on determining production and inventory policies for processes subject to random yield. Hsu and Bassok (1999) examine the situation when both the demand and process yield are random. They provide a single-period, multi-product, downward substitution model, which focuses on one raw material as the production input to make N different products. The optimal production input and allocation of the N products to satisfy demands are determined. The problem is modeled as a two-stage stochastic program, which can be decomposed into a parameterized network flow problem. The excellent literature review by Yano and Lee (1995) includes a number of other models to determine lot size when the production yield is a random variable. They discuss the modeling of costs, yield uncertainty, and system performance. Descriptions of the types of 4 problems that have been solved and important structural results are also provided. However, most problems described belong to the category of “independent demand inventory models”, not entirely applicable to multi-product assembly problem as we discuss herein. There has been some research on MRP in remanufacturing facilities. For example, Krupp (1988) presented some suggestions on how to structure bills of materials for automotive component remanufacturing. His analysis recognizes the relationship between the volume of cores received and previous sales, but does not include yield or commonality issues. Among other authors Panisset (1988) and Szendel (1993)have discussed the idea of using reverse bills-of-material in an attempt to adapt the MRP framework to the disassembly process. These authors, however, only consider processes that maintain the identity of the finished good (e.g., the product is refurbished using as many original parts as possible). Only one product is involved, and the parts recovered are reused in the same unit from which they were released. Inderfurth and Jensen (1998) conducted a mathematical analysis of remanufacturing within the MRP framework to develop control rules for undertaking production of new components, refurbishing returned cores, and disposing of excess cores. Their model is also limited to remanufacturing processes that maintain finished good identity. The approach extends the methods used for material planning in remanufacturing firms in several ways. First, it explicitly links the volume of returns with the volume of sales. Secondly, it uses the bill of material for each component directly, with no need for modification. Thirdly, the system derives the need for parts and uses optimizing procedures to determine the disassembly schedule and required core purchases to meet that need. Fourth, part commonality and different yield factors are explicitly included. Finally, information is provided that can be used to determine whether any parts or cores should be sold. Core Management (supply) Part Management Component Management (demand) Core Receipts From Trade-ins and Purchases Component Sales Forecasts Core Purchase Plans Master Production Schedule (MPS) Part Inventory Plans Disassembly Schedule Assembly Schedule Core Inventory Plans Net Part Requirements Figure 2: Information flow diagram for component remanufacturing The overall structure of the information flows for the system is shown in Figure 2. The inventory of used parts to assemble the remanufactured components is central to the approach. There are two distinct decision processes that converge to form the parts inventory plans. One of these processes produces the assembly schedule for converting parts into completed components. This is the demand side of the system. The second 5 process, the supply side, is the disassembly schedule that converts cores into parts. Information from both sides flows into the parts inventory plans that provide parts to meet the future demand for components. Our system thereby explicitly integrates the demand for components and the core supply. The demand for remanufactured components is met through a finished goods inventory that is managed with a master production schedule (MPS). A standard MRP approach, time-phased in weekly buckets, as described by Vollmann et al. (1997). The sale of components creates a return flow of cores on the supply side (see Figure 1) that can be disassembled to meet the demand for parts. To meet the part requirements, the part inventory is first considered. If additional parts are needed, the parts that are still in cores are considered and, finally, additional cores (or parts) are purchased if needed. Management of the core inventory requires not only determining what cores should be purchased to meet the need for parts but what cores should be sold to prevent excess inventory from accumulating. When the final core inventory is determined the disassembly schedule is developed to supply parts to the part inventory. The information and approach to managing the inventories and creating the production schedules for each of these areas is presented in the following sections. 1992 V6 1993 4cyl. 1997 V6 1995 4cyl. Figure 3: A product family with part commonality Table 1: Bill of Materials Matrix Part Rotor 4a Rotor 4b Rotor V6 Bracket 4cyl Bracket V6 1993 4-cyl 1 1 Assembly Kit Bill of Material 1995 4-cyl 1 Bracket std 1 1992 V6 1 1997 V6 1 1 Cup 4cyl Cup V6 1 1 1 1 1 Part Demand Determination Figure 3 shows four products of the same family with some common parts. This example represents automobile starters of the same brand, remanufactured in the same production facility. We use this example throughout this article. The assembly schedule defined by the planned order releases, generate a demand for parts “kits” from which the components will be assembled. Because of the part commonality (i.e. some parts are used 6 in more than one component), the demand from all components must be summarized to get a complete statement of parts needed. A bill-of-materials matrix, shown in Table 1, relates parts to the products in final assembly. It is a convenient way to accommodate the part commonality in the remanufacturing environment. If multiple parts of a particular type were needed for a given product, the number required would appear in the matrix. Each week, the MRP record for each part shows the gross requirement to meet the demand for all products in which it is used. Table 2 shows the MRP record for cup V6. As the bill of material shows, this cup is used in the assembly of both the 1992 and the 1997 starter, and that is reflected in its gross requirements. Occasional demand of 70 or 75 units are required to meet the order releases from the 1997 and the 1992 alternator, respectively. The net part requirement is determined by comparing the gross requirement with the inventory of parts from the previous week. If the difference between the two is less than the safety stock, there is a net requirement that needs to be filled through core disassembly or part purchase. The entries in the other lines are discussed later. Table 2: Materials Requirement Planning for Cup V6 Cup V6 31-Mar 1-Apr Materials Requirement Planning 8-Apr 15-Apr 22-Apr 29-Apr 6-May 13-May Gross requirements 70 145 75 70 75 145 0 Net requirements 45 113 0 0 0 5 0 Parts in cores 77 228 112 92 73 193 71 Net-net requirements 0 0 0 0 0 0 0 Disassembly yield 77 189 98 92 94 193 0 Purchase receipts or disposals 0 0 0 0 0 0 0 Expected inventory 32 75 99 121 140 187 187 Planned purchases or disposals 0 0 0 0 0 0 0 Initial stock 25 Safety stock: 15 units. Lot size for disassembly yields: at least as large as the net-net part requirement. Disassembly lead-time: within the week. Part Supply Determination The primary source for parts to meet the net requirements is the core inventory. If current core inventory plus anticipated trade-ins is not sufficient to meet the needs, either more cores or parts will need to be purchased. Thus effective core inventory management is key to controlling the costs of remanufacturing. The following sections describe the approach to managing core inventory and constructing a disassembly schedule to provide parts. Table 3: Distribution of the Core Trade-In Delay Week trade-ins received Core receipts (% of current week sales) Week 1 0% 7 Week 2 30% Week 3 40% Week 4 20% Determination of Core Supply A remanufacturing plant obtains most of its cores from trade-ins associated with sales. There are three aspects of this return flow of cores that must be accounted for in managing core inventory. First the trade-ins arrive after the sales are made and rarely sum to 100% of the units sold. Typically, they are received over a three-week period after the sale and total 90%-95% of the number of units sold to customers. Secondly, the customers return cores that don't exactly match their purchases. This means that, even overall, there can be some cores traded-in that don't match past sales. Finally, the quality of the cores traded-in is uncertain and some of the cores (usually less than 5%) are so bad that they are not worth sending through disassembly. To forecast the number of usable cores coming in, the distribution of returns from sales is estimated. It is convenient to express this distribution as a fraction of sales in the current week that will be traded-in in successive weeks in the future. An example record is shown in Table 3. Note, however, that sales of component A is not the only source of trade-ins of A cores. Others may come in from trade-ins that don't match sales. For example, a customer may not have enough component B cores to cover all the component Bs purchased, so substitutes some A cores instead. The quantities from these other sources must be estimated to get a complete picture of the receipts of A cores. Table 4: Disassembly (Reverse) Bill of Materials Matrix Part D-Bill of Material Rotor 4a Rotor 4b Rotor V6 Bracket 4cyl Bracket V6 Bracket std Cup 4cyl Core 1993 4-cyl 1995 4-cyl 0.65 0.75 0.80 0.70 0.90 1992 V6 0.60 1997 V6 0.70 Cup V6 0.65 0.90 0.75 0.95 0.95 Determination of Part Supply from Core Receipts To determine if there is a need to purchase additional cores or parts, the expected number of usable parts in the available and anticipated cores must be determined. To do this we develop a disassembly bill of material matrix, as shown in Table 4. The need to purchase additional parts or cores is determined by comparing the number of expected usable parts currently in inventory or in cores to the number of parts required by the assembly schedule. The parts that are already in inventory are used first to meet the component assembly schedule and any additional requirements are satisfied from core disassembly if possible. As a last resort, additional cores or parts will be purchased. The yield data from Table 4 are combined with the core inventory data to calculate the expected number of parts in cores, shown in the third line of Table 2, as follows: C U kt = U k,t −1 + ∑Z it ∗ Yik − G kt i =1 C PiC kt = ∑S it ∗ Yik i =1 where, Sit = on-hand inventory of type i cores in period t Zit = type i cores disassembled in period t Yik = expected fraction of good type k parts from core type i PiCkt = expected inventory of type k parts in all cores in period t Ukt = on-hand inventory of type k parts at the end of the period t 8 Gkt = net part requirement in period t i = 1, 2 … C, the core index k = 1, 2 … P, the part index t = 1, 2 … T, the time index That information, combined with the net part requirement, determines the net-net part requirement, i.e. the number of parts that have to be obtained through the additional purchase of cores or of new parts: N kt = (Gkt − U k,t −1 )+ NN kt = (N kt − PiC kt )+ where Nkt = net part requirement in period t NNkt = net-net part requirement in period t The final step to assuring that there will be sufficient parts to meet the assembly schedule is to determine which cores to buy. If there are "net-net" requirements for any part in the next week, a purchase decision will need to be made. If not, it can be postponed. Of course, the first step is to determine whether the parts themselves should be purchased. This is usually not the best choice from a cost standpoint, but lack of availability of cores may require direct part purchase. Assuming that cores are to be purchased, and the needed parts can come from a variety of cores, this is not a straightforward decision. Our approach is to use linear programming (LP) to find the minimum number of cores that will satisfy the "netnet" requirements for all parts. Furthermore, we use four-week increments to calculate the purchase suggestions so a broad assortment of cores can be used. Other time frames and criteria, such as minimum inventory cost could be used as well. Let there be C core types and P part types. The problem is then: C Minimize Xi ∑X i i =1 subject to C ∑X i ∗ Yik ≥ NN kt , ∀k, t = 1 i =1 NN kt = 0 , t = 2, Κ , T ∀i X i ≥ 0, where: Xi = Number of type i cores purchased in the beginning of the planning horizon. This program has C decision variables and C + P + T – 1 constraints. It is feasible, as long as the core brokers have sufficient cores in stock (which is usually true). It would be fairly simple to change the program to accommodate availability constraints, if the supply of cores is limited. Typically, C < 15, P < 20 and T = 4. Hence, the problem is small enough to be solved in any linear program package. Constructing the Disassembly Schedule Cores are disassembled to provide parts to meet the assembly schedules for components. As with the core purchase decision, there are a number of combinations of cores that can provide the needed parts. After the purchase decision has been made, we know that enough cores will be available to cover all the requirements. Each core that is disassembled will provide all the usable parts that are in it. It will also generate unwanted parts, by-products of the disassembly process. The question is which cores to disassemble to meet the part requirements? Another linear program determines the combination of cores that should be disassembled to meet the part requirements with the minimum number of residual parts. The LP addresses the part commonality, different part yields and the disassembly bill-of9 materials. We solve the linear program to meet the demand for all parts in each period of the planning horizon. The schedule is set for each period over the T-period planning horizon. The problem is then: T Minimize Z it P ∑∑U kt t =1 k =1 subject to U kt ≥ 0 , ∀k,∀t Z it ≤ S it ∀i,∀t , Z it ≥ 0 This program has C x T decision variables and 2T(C + P) constraints. If cores are purchased according to the previous solution, it is always feasible. This problem is also small, and can be solved in any LP package. Table 5: Purchase and Disassembly Requirements for V6 Cores 1992 V6 Core Core Requirement and Disassembly Planning 31-Mar Expected tradeins Purchase receipts Pre-disassembly inventory Planned disassembly Initial stock Purchase orders Expected inventory Purchase orders 15-Apr 22-Apr 29-Apr 6-May 13-May 28 28 41 47 46 43 47 110 0 0 0 108 0 0 141 129 41 47 154 72 47 40 129 41 47 125 72 0 101 0 0 0 29 0 47 0 0 0 108 0 0 0 Core Requirement and Disassembly Planning 31-Mar Expected tradeins Purchase receipts Pre-disassembly inventory Planned disassembly Initial stock 8-Apr 3 Expected inventory 1997 V6 Core 1-Apr 1-Apr 8-Apr 15-Apr 22-Apr 29-Apr 6-May 13-May 27 30 44 46 41 37 38 101 0 0 0 68 0 0 157 138 85 60 109 146 38 49 97 71 60 0 146 0 108 41 14 0 109 0 38 0 0 0 68 0 0 0 29 10 Inventory Management Finished goods inventory management is accomplished in the development of the master production schedule. Once the MPS is complete and the disassembly schedule determined, all aspects of the system that produce and consume parts are in place, and all the information for managing the inventories of cores, parts and components is available. These inventories need to be managed not only for meeting the parts requirements, but also to prevent undue inventory build up. Excess cores containing parts that have fallen from favor need to be disposed of. The unneeded parts that come off in core disassembly are sold or disposed of, if not needed in future assembly plans. The core inventory is what remains after core disassembly is accounted for. Table 5 shows the records for both the 1992 and the 1996 V6 starter cores, sources of cup V6 parts. The second line shows the estimated amounts for cores traded-in each week. The next line is the planned receipt of cores purchased in the previous week. These amounts, added to the inventory at the end of previous week, gives the number of cores available for disassembly, which is in the fourth line. The fifth line indicates the planned disassembly, constrained by the number of cores in stock at that time. The seventh line indicates the core inventory at the end of the period. If the expected inventory is growing to unacceptable levels, then some of the cores should be sold or scrapped. The part inventory is the difference between the receipts and requirements added to the preceding week's inventory. The MRP for cup V6, Table 2, shows these entries. The second line and the third line are the gross and the net requirements, already described. The fourth line indicates the expected inventory of parts in cores. In our example, it is consistently larger than the net requirement, indicating that this part can be obtained exclusively from core disassembly. It is an estimate of the number of parts that the cores in stock plus the cores received that week can generate upon disassembly. The fifth line is the net-net requirement. It is the number of parts that has to be obtained from external sources, that is, from new parts or from the disassembly of cores yet to be purchased. The sixth line, disassembly yield, corresponds to parts received from the disassembly of cores. Notice that this number should be at lest as large as the net-net part requirement. Cup V6, in particular, has a fairly high yield compared to other parts that are obtained from other cores. Consequently, it experiences an inventory build up that will have to be dealt with. DISCUSSION AND CONCLUSION We developed the materials management system in this paper to provide an integrated approach for remanufacturing managers to effectively manage the demand and supply of material in their businesses. Our approach overcomes many of the limitations of previous work by incorporating commonality, variable yields, "trade-ins," multiple periods and sales of inventory no longer needed. From a management perspective, the plans that are developed in any week can be updated the next, taking into account actual sales, receipts, yields and so forth. Thus corrections for deviations are possible on a timely basis. The information requirements for the system are substantial, however. Estimates of sales, returns, and yields are necessary for the system to function. On the other hand, when required, managers make these estimates now on an ad hoc basis. In practice, little or no information of the yield distribution is available beyond its expected value. The high level of uncertainty means that safety stock must be held, but the information provided helps to manage those levels. We need new approaches to setting the safety stock parameters, however. Much more work needs to be done also on the theory embedded in this approach as well as continued empirical testing of the system. In addition to thanking those managers that helped us with the data, we would encourage other researchers to get involved in this exciting new area of management. 11 REFERENCES Baker, K. R., M.J. Magazine, H.L. Nuttle. (1986). “The Effect of Commonality on Safety Stock in a Simple Inventory Model.” Management Sci. 32 982-988. Collier, D. A. (1981), "The Measurement and Operating Benefits of Component Commonality." Decision Sciences 12 85-94 Fisher, M. , K. Ramdas, K. Ulrich. (1999). “Component Sharing in the Management of Product Variety: A Study of Automotive Braking Systems.” Management Sci. 45 297-315.) Gerchak, Y., M. J. Magazine, A. Gamble. (1988). “Component Commonality with Service Level Requirements.” Management Sci. 34 753-760. Hormozi, A. M. (1997), “Parts Remanufacturing in the Automotive Industry,” Production and Inventory Management Journal, 38, First Quarter 1997, 26-31. Hsu, A. and Y. Bassok. 1999. “Random yield and random demand in a production system with downward substitution.” Operations Research 47, pp. 277-290. Inderfurth, K. and T. Jensen (1998), “Analysis of MRP Policies with Recovery Options” in Tenth International Working Seminar on Production Economics, Igls/Innsbruck, Austria, 265-300, Krupp, J. A. G. (1988), “Structuring Bills of Material for Automotive Remanufacturing,” Production and Inventory Management Journal, , Fourth Quarter, 1993, 46-50. Panisset, B. D. (1988), “MRP II for Repair/Refurbish Industries,” Production and Inventory Management Journal, , Fourth Quarter, 1988, 12-15. Rahman, M. M. and B. J. Schroer (1998), “Optimum Production Conditions for JIT, MRP, OPT” in 29th Annual Meeting of the Decision Sciences Institute, Las Vegas, NV, 1158-1162, Decision Science Institute. Szendel, T. N. (1993), “Structuring and Using Remanufacturing Bills of Materials” in APICS 1993 Remanufacturing Seminar, 140-146, APICS. Vollmann, T. E., W. L. Berry and D. C. Whybark (1997), Manufacturing Planning and Control Systems, fourth edition, Irwin/McGraw-Hill, New York, NY. Yano, C. A. and H. L. Lee. 1995. “Lot Sizing with Random Yields: Operations Research 43:2, pp. 311-334. 12 A Review.”