47th AIAA Aerospace Sciences Meeting Including The New Horizons Forum and Aerospace Exposition
5 - 8 January 2009, Orlando, Florida
AIAA 2009-1378
Methane/GOX Air Augmented Rocket Plume Testing
T. J. Foster1, D. R. Gist2, and D. J. DeTurris3
Cal Poly State University, San Luis Obispo, CA 93407
Abstract
An experimental study was performed to investigate primary flow plume expansion and its
effects on aerodynamic choking inside a fixed geometry ejector. An oxygen and methane
thruster, enclosed within a fixed rectangular duct, was ignited to entrain ambient air through
secondary ducting. Primary and secondary flow mixing occurred in a downstream mixing duct.
Plume interactions in the mixing duct were visible through optically clear glass. Primary
stagnation pressure was varied from 325 psi to 1032 psi over a series of runs. Video provided
qualitative visual references while pressure transducers and thermocouples characterized the
flow and plume behavior on a quantitative level. Results indicated that the location of
restriction for the secondary flow in the mixing duct was between 2 and 3 inches downstream of
the primary exit plane and independent of primary chamber pressure and primary flow
temperature. Hot testing achieved a maximum total pressure ratio of 74. Evidence indicated
that the secondary flow was nearing the Fabri limit; however, no reduction in entrainment
occurred.
I. Introduction
A fixed geometry ejector was built to simulate a rocket based combined cycle (RBCC) engine for hypersonic
applications. The RBCC system can operate within a large range of flight regimes from take-off to high hypersonic
speeds. In order for the RBCC to operate effectively through all flight conditions, specific modes exist that the
propulsion system will transition through during flight. In the typical RBCC, these modes are the air-augmented
rocket, ejector-ramjet, pure-ramjet, scramjet, and pure-rocket.
For the purpose of this study, the air-augmented rocket (AAR) mode was the primary focus. The AAR is simply a
standard rocket shrouded within a duct. The shrouded rocket, or “ducted” rocket, augments the primary rocket
thruster by entraining ambient air and adding to the net thrust produced by the system. The AAR mode is used at a
point in flight where the maximum amount of thrust is desired, typically during initial engine ignition when the
vehicle weight is the greatest. High thrust is also desired to accelerate the vehicle into the other modes of the
RBCC, like the ramjet, which operates more efficiently than the AAR mode. The limit to providing large amounts
of thrust in AAR mode is that as the primary rocket throttles up, the primary chamber pressure increases, causing the
primary exhaust plume to change shape and potentially negatively affect the secondary augmentation in the mixing
duct. It is possible that by increasing the chamber pressure of the primary rocket too much, the overall thrust of the
RBCC in AAR mode could decrease. Fabri and Siestrunk introduced this phenomenon of the primary flow choking
the secondary flow in 19581.
_____________________
1
Graduate Student, Aerospace Engineering Department, 1 Grand Ave, Student Member.
2
Graduate Student, Aerospace Engineering Department, 1 Grand Ave, Student Member.
3
AssociateProfessor, Aerospace Engineering Department, 1 Grand Ave, Senior Member.
1
Copyright © 2009 by the American Institute of Aeronautics and Astronautics, Inc. All rights reserved.
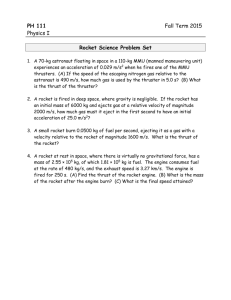
The AAR functions in much the same manner as an induction pump, in which a high-speed primary flow mixes with
and entrains a secondary low-speed flow. In an AAR, the primary rocket exhaust serves as the high-speed flow and
entrained air becomes the low speed flow. This type of induction pump is also known as a form of mixer-ejector.
The primary or “ejected” flow consists of known values, fixed geometry makes up the duct, and only the secondary
remains as the unknown variable. Figure 1 shows a generic induction pump representative of the ducted rocket
(AAR).
Low Speed Secondary
0
Primary
1
Mixing Duct
3
2
Low Speed Secondary
Figure 1Figure
- Mixer
1 –Ejector
Mixer Geometry
Ejector Geom
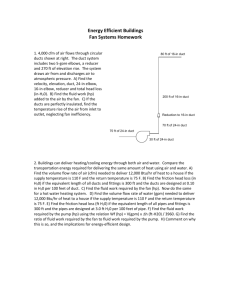
As flow from the primary plume expands, a pressure boundary is created that accelerates the secondary flow through
a virtual nozzle between the duct wall and the primary-secondary boundary layer. Figure 2 shows how if the primary
plume continues to expand and reduce the area of the virtual nozzle, the secondary flow will reach its critical flow
value and Fabri choking occurs. Ultimately, this can reduce the mass flow rate of the secondary flow. The Fabri
limit occurs when the secondary flow first accelerates to its sonic velocity2. If the secondary pressure is low enough
or the primary pressure high enough, the primary plume will expand all the way to the duct wall - eliminating the
virtual nozzle and reducing the secondary flow to nearly zero. This condition is referred to as Fabri blocking.
sec X
m
M<1
1
Psec
Pp
<74
“Fabri Limit”
sec X
m
M=1
*
Psec
Pp
=74
“Fabri Choking”
sec X
m
M=1
*
Psec
Pp
>74
“Fabri Blocking”
m sec 0
Psec
Pp
>>74
Figure 2 - Mixing Duct Flow Regimes
2
II. Thruster Design
The Methane/GOX thruster was designed with five main subsystems. The Thruster Assembly subsystem includes
the ducted rocket hardware and both the primary and the secondary flow regions. The Propellant Feed System
includes the storage and delivery of high-pressure propellants to the ducted rocket. Also included are the main
control valves and a nitrogen flush system. The Ignition System provides for ignition of the primary rocket.
Attached to the top of the Thruster Assembly is the Cooling System which provides active cooling to the internal
walls of the primary thruster. The Data Acquisition System controls all instrumentation spread amongst the other
systems taking measurements and monitoring the equipment. Figure 3 diagrams each of the separate subsystems.
4) Cooling System
2) Propellant Feed System
Control
Valve
N2
Tank
Copper
coils
Control
Valve
Oxidizer
Supply
Tank
1) Thruster Assembly
Secondary
Inlets
Buffer
Tank
Instrumentation
N2
Tank
Control
Valve
Fuel
Supply
Tank
Buffer
Tank
5) Data Acquisition
System
Magneto
LabView Software
Data Recording
DAQ Card
3) Ignition System
NI Chassis
Thruster Assembly
Figure 3 - Diagram of Methane/GOX Thruster Subsystems
The thruster assembly was originally sized to simulate flight conditions of an air drop launch at approximately
38,000 feet with a Mach number of 0.7. The thruster design used a scaling method called “Force Ratio”, Equation 1,
to reduce the size, while maintaining similarity between a full scale design and the scaled thruster. The Force Ratio
is simply the ratio of the force in the mixing duct due to the ambient pressure to the force at the throat of the primary
thruster.
FR
Pamb A2
P0 p At
(1)
In the Force Ratio equation, Pamb represents the ambient stagnation pressure of the atmosphere and P 0p represents the
stagnation pressure in the chamber of the primary thruster. The two areas are the total cross-sectional area of the
downstream mixing duct, A2, and the area at the throat of the primary thruster, At. This non-dimensional coefficient
was used to size the thruster body primary and secondary flowpaths.
3
The thruster body consists of two main functional areas. At the center of the thruster body lies the primary thruster
where the oxygen and methane are injected and combusted. The primary thruster serves to entrain ambient air
through the second section of the thruster, referred to as the secondary ducting. Ambient air enters through large
inlet cones upstream of the primary thruster, and the two flow streams mix together downstream of the primary
thruster. The primary thruster consists of five parts: the bottom plate, the top plate, a left and right wall, and the
manifold. Figure 4 shows solid models of these components. The top plate and the right thruster wall explode out
for clarity.
Manifold
Left Thruster Wall
Direction of Flow
Top Plate
Bottom Plate
Right Thruster Wall
Figure 4 - Component breakout of Primary Thruster
The primary thruster was designed using the force ratio as a guide as well as logistical constraints. For example,
available gas supply tanks had an approximate starting pressure of 2300 psi. Using a flow coefficient of 0.63 for flow
through the tank valve orifice, a primary design chamber pressure of 1350 psi was decided. This was validated by
taking pressure measurements across the tank valves which indicated over 800 psi of pressure loss. The secondary
air intakes were originally designed to restrict flow such that it would drop the stagnation pressure in the secondary
ducts to 4 psi, simulating the high altitude drop scenario that occurs at launch. Solving Equation 1 using the value
for the Force Ratio from above, the primary chamber pressure, and the stagnation pressure in the secondary, the duct
area to primary throat area ratio was found to be:
A2
27.04
At
(2)
Writing the areas in terms of height and width enabled actual dimensions to be determined:
h2 d 2
27.04
ht d t
(3)
Assuming that the thruster being designed is 2D, it is possible to assume that the height of the thruster will remain
constant. Therefore, in Equation 3, the two height terms cancel out leaving only the ratio of duct width to primary
throat width. A value of 2.75 inches was used as the scaled thruster width to accommodate the available materials
and manufacturing. Using a value of 2.75 for the duct width and Equation 3 the primary throat width was
determined to be 0.1 inches.
The primary throat width was used to determine the height of the duct using Equation 4. A value of 1.25 was used
as the ratio of specific heats for the primary flow. The stagnation temperature was assumed to be 2000 Rankine.
Criteria for the duct height were that it be a standard value for material and fabrication purposes and that it be twodimensional. Criterion for the critical mass flow rate was that it not exceed 1.5lbm/sec; this was a safety limit
4
imposed by the facilities. After iterating, a duct height of 0.75 inches and a critical mass flow rate of 1.11 lbm/sec
were determined. Table 1 summarizes the final dimensions.
1
P A 2 2( 1)
m * 0 t
RT0 1
(4)
Table 1- Thruster Dimensions
Name
Symbol Value Units
Primary Throat Area
h
At
0.75
0.075
in
in2
Primary Exit Area
A1p
0.75
in2
Duct Area
A2
2.0625
in2
Thruster height
To maximize pressure recovery in the divergence section of a nozzle, a bell or contour type nozzle is typically used,
however for this test, a simple cone style exit section with a divergence angle of 30 degrees was used. A divergence
angle of 30 degrees (half angle of 15 degrees) set the exit length at 1.65 inches. An angle of 25 degrees was used for
the convergence angle. In this region a favorable pressure gradient exists and the concern for flow separation or
pressure loss does not exist.
Temperatures inside the primary chamber made it difficult to have small instrumentation like a pitot to measure the
stagnation pressure. Therefore, only a flush mounted pressure tap was used. In order to measure stagnation pressure
using a flush mounted pressure tap, the flow velocity would need to be nearly zero. This was accomplished by
having a chamber area more than four times greater than the throat area4. Using this, the primary chamber width
would be 0.4 inches if it were to be exactly 4 times greater. However, a value of 0.5 inches was used for the primary
chamber width to ensure that the chamber velocity would be nearly zero, in addition this extra width provided for
the width required by the design of the orifice plate.
The length of the primary chamber affects two parameters. First, the length of the chamber determines the length of
time that the propellants will have to mix and fully combust. Second, as the chamber increases in length, the heat
transfer per unit area decreases. Both of these parameters tended to drive the primary chamber to an infinite length.
For long combustion chambers boundary layer thickness could also be a factor but was not considered in the scope
of the experiment. A characteristic length, L*, value of 11 was chosen since it was adequate for the nominal stay
time for the gaseous fuel-gaseous oxidizer combustion. Equation 5 was then solved for the primary chamber
volume, which could then be solved for the primary chamber length value of 2.2 inches.
L*
vp
At
(5)
The injector orifice plate used a straight non-impinging style. The use of gaseous propellants did not require
complex mixing or atomization for complete combustion to occur15. This greatly simplified the fabrication of the
orifice plate and allowed it to be machined into the face of the manifold. The orifice plate regulates the mixture of
oxidizer to fuel to obtain a mixture ratio of approximately 2.0. The 0.323 inch diameter hole for the oxidizer and
four 5/32 inch holes for the fuel were sized by solving Equation 4. The supply tank pressures were used for the
stagnation pressure, 1.304 and 1.395 for the ratio of specific heats for methane and oxygen respectively, and the
stagnation temperature was assumed to be at standard temperature. Using a mixture ratio of 2.0 and the total mass
flow rate through the primary thruster a mass flow rate of 0.75 lbm/sec is required through the oxidizer feed and
0.36 lbm/sec is required through the fuel feed. This was plugged in with the values from above and various orifices
were generated based on the total reference area At.
5
The manifold consisted of three pieces: the center section and two side clamps that held contoured inlet horns in
place, shown in Figure 5 and Figure 6. The left and right secondary inlets were fabricated out of ABS plastic using
a rapid prototyping machine. The secondary inlets slip in-between the manifold and the manifold inlet clamp and
butts up against the top and bottom plates. The downstream side of the inlet was sized to the same internal
dimensions as the secondary ducting. The original design included a large orifice in the secondary duct to drop
ambient pressure to 4 psi. Early cold testing proved this to be ineffective, so the orifice was removed. This limited
the secondary pressures to near ambient pressure only. The design of the constant radius contour of the inlets
enabled the capturing and accelerating of the ambient air while maintaining near laminar flow. The redesigned
manifold, along with the laminar horn inlets were validated through a series of cold tests 12.
Left and Right
Secondary Inlets
Left Manifold
Inlet Clamp
Left Duct Wall
Right Manifold
Inlet Clamp
Glass Plate
Right Duct Wall
*Manifold and Bottom Plate shown for
reference only
Figure 5 - Component Breakout of Secondary Ducting
Right Secondary
Inlet
Left Secondary
Inlet
Manifold
Figure 6 - Manifold Components
6
The primary purpose of the duct walls was to provide an outer boundary for the secondary and downstream mixing
duct. The duct walls also serve to hold the glass plate in place over the mixing duct. To prevent the establishment
of a normal shock and encourage an oblique shock train, the duct walls were slightly expanded outward5, a diagram
of this is shown in Figure 7. From the exit plane of the primary thruster, the duct walls expand outward at 1.5
degrees to prevent the occurrence of a normal shock. A glass plate was held between the duct walls to allow
viewing into the mixing duct.
Symmetry Plane
Duct
1.1 Wall
Duct
Wall
M3
1.2M2 Wall
δsecondary
M4
M2
M3
Secondary
Expansion
Figure 7 - Flow Conditions in a Diverging Duct5
A. Propellant Feed System
The propellant feed system consists of two separate pipe networks: one for delivery of the oxidizer and a second for
the fuel. The basic function of the two pipe networks is the same, the only difference being that the fuel line splits to
feed both the top and bottom fuel inlets in the manifold. The oxidizer and fuel were stored at 2300 psi in
commercial grade steel cylinders. The needle valve allowed a regulated amount of gas to be transferred from the
supply tank to the buffer tank and, if necessary, the supply tank could be disconnected from the system and a fresh
supply tank could be reconnected to continue the filling process. The buffer tank was a temporary storage tank for
the propellant just prior to firing. The buffer tank was a standard high-pressure gas cylinder with the standard CGA
valve removed. In place of the standard valve was a stainless steel pipe fitting connecting the buffer tank directly to
the mainline. A hose coupling allowed for the attachment of a vacuum pump prior to filling the buffer tank. This
ensured that once filled, the buffer tank contained mostly oxidizer/fuel.
B. Ignition System
Two separate systems ignite the primary thruster when initiated: the 110V signal and a magneto. The 110V signal
must be sent to the main control valves on both the oxidizer and fuel lines, and a magneto must turn on in order to
begin generating sparks inside the primary thruster. The electrical wires from each of the control valves were wired
to standard electric plugs connected to a power strip. The power strip plugged into a common household wall outlet.
To activate the valves, the power switch on the power strip was toggled.
The second, more complex system was the magneto igniter. A continuous high energy spark ignites the oxygenmethane mixture inside the primary chamber. The electric motor/magneto (magneto) operates by a second power
strip plugged into a standard wall outlet. The magneto was connected to two 1/16” diameter tungsten rods running
vertically through the bottom plate into the primary thruster chamber. Each of the rods was insulated from the
copper by a 1/8” OD ceramic sleeve as shown in Figure 8.
7
Figure 8 - Igniter Configuration
C. Cooling System
Since the majority of the heat transfer between the combustion gases and the thruster walls occurs in or near the
primary throat and combustion gas temperature inside the primary chamber would exceed 3000 degrees Fahrenheit,
which is higher than the temperature at which the copper melts, 1949 degrees Fahrenheit, an active cooling system
was required. The cooler block was bolted to the top plate where three holes in its top allowed water to flow from a
standard garden hose to the top plate, down through the cooling chambers running inside the primary thruster walls,
and out through the bottom plate. The cooler block is shown in Figure 9.
Figure 9 – Active Cooling Block
D. Instrumentation and Data Acquisition
The instrumentation is broken into two categories, those devices that measure pressure and those which measure
temperature. The instrumentation used to measure pressure changes is a variety of stainless steel millivolt output
pressure transducers. The instrumentation used to measure temperature changes are K-type and N-type
thermocouples. A transducer/thermocouple pair was located on both the oxidizer and the fuel feed lines.
8
The data acquisition system is comprised of three main parts, instrumentation, data recording and a high definition
video camera that is used to capture visual images of the mixing duct during a run. This is the driving reason for the
glass top section. The video also provides a time reference to correlate any audible or visual events that may occur
during a run with the recorded data.
When the bottom plate and duct walls were fabricated, several 1/16 inch diameter holes were drilled in various
locations for taking pressure measurements, as shown in Figure 10. Also instrumented, however not shown, are two
pressure transducers in the left and right secondary inlets to measure static and stagnation pressure.
Primary Chamber, Pc
Left Duct Wall, PL-Wall-x
Primary Throat, Pt
Right Duct Wall, PR-Wall-x
Primary Exit, Pexit
Primary Chamber, Tc
Mixing Duct, Pexit x.x”
Ignition Rods
Figure 10 - Pressure Tap Locations in the Copper Bottom Plate
Mounted directly above the thruster was a mirror that allowed the top of the thruster to be seen when viewed from
the side. By using a glass plate as the top plate for the downstream mixing duct, it was possible to visually observe
the primary and secondary flows mixing and the expansion of the primary plume.
III. Thruster Testing
Once fully assembled the five subsystems operated collectively to gather and record data from the methane/oxygen
thruster in a cold and hot firing mode. The methane/oxygen thruster was reliably and safely operated over 26 times.
This included four formal Hot Tests referenced as tests A, B, C and D. The test location was in a reinforced engine
test stand building on the campus of the California Polytechnic State University in San Luis Obispo.
Prior to formal testing, several steps were taken to ensure functionality and reliability of the hardware and software
components. First was verification that the individual hardware components function as a system and as a whole is
capable of taking the high design pressures. Second was verification that the system as a whole can withstand the
high combustion temperatures. All of the early hot tests functioned as a systems verification without the glass top
plate installed. These thermally validated the metal components and ensured consistent ignition without risk to the
glass top plate.
Hot Test A was the first test to use the glass top plate. The chamber pressure reached 325 psi and the total run time
was 3 seconds. Run times were shortened as the chamber pressures were increased to minimize stress on the
thruster components.
Hot Test B consisted of two separate runs. The first run lasted 3 seconds and the second lasted 6 seconds. Both had
a primary chamber pressure of 350 psi. The goal of the two sequential tests was to examine the data from a run that
begun with higher than ambient temperatures. No cracking was observed in the glass top plate.
9
Hot Test C took the chamber pressure to 700 psi with a run time of 2.5 seconds. Despite preheating of the glass,
small chipping occurred around the edges of the glass top plate possibly due to mechanical movement of the thruster
components pinching the glass plate.
Hot Test D pushed the envelope to a primary chamber pressure of 1032 psi. The total burn lasted 2 seconds,
however one quarter of a second into the burn the down stream section of the glass plate shattered.
A. Entrainment Results
The entrainment ratio measures how well the primary flow is able to induct or “pump” the secondary flow.
Typically, one would plot the entrainment ratio verses the total pressure ratio as shown in Figure 11. Referred to as
performance curves, these plots provide a basic measure of the AAR performance 6. The saturation curve represents
conditions where the secondary flow begins to choke in the secondary ducts. This is the theoretical maximum limit
for secondary entrainment but not necessarily the maximum thrust augmentation.
1.00
0.90
Test A
Test B
Test C
Test D
Saturated Case
Entrainment Ratio, m-dotsec/m-dotprim
0.80
0.70
0.60
0.50
0.40
0.30
0.20
0.10
0.00
5.0
15.0
25.0
35.0
45.0
55.0
65.0
75.0
Total Pressure Ratio, Pc/Psec
Figure 11 - Entrainment Ratio vs. Total Pressure Ratio, Tests A-D
All four sets of test data fit the curve of the saturation line; however, they are slightly offset from the saturation line.
This suggests that the ducted thruster was not operating in the saturated mode. Knowing that pressures measured in
the down stream mixing duct did not fall below 11 psi, it was not likely that the secondary flow achieved a Mach
number equal to 1.0. This indicates that Fabri conditions did not offset the data from the saturation line. More
likely, the primary entrainment was not functioning very effectively and the secondary remained subsonic
throughout the mixing duct. It is important to note that the theoretical line and the empirical data correlate closely,
which validates the ability of the thruster to produce real results. In the future, the thruster needs to be operated at
higher pressure ratios to achieve choking in the mixing duct. During cold flow testing, the thruster was operated at
higher pressure ratios. In those cases, the entrainment ratio data deviated away from the saturated line when the
flow was choked in the mixing duct rather than in the secondary ducting.
One other observation was that the data from each of the tests closely followed the same path. This indicates a
certain amount repeatability using the same hardware. The thruster design and cooling system were able to prevent
degradation of the thruster hardware from the high temperature methane/oxygen flow.
For hot tests, the primary chamber pressure was increased incrementally for two reasons. First, this allowed small
steps to be taken and ensure the safety of the thruster hardware. Second, this allowed for a collection of data points
at varying chamber pressures. A summary of the hot test run times is presented in Table 2.
10
Table 2 – Hot Fire Test Summary
Test
A
B
C
D
Maximum Chamber Pressure
Duration
psi
seconds
325
350
700
1032
5
5.5
2.5
2.25
Data for each of the tests was recorded at a rate of 500 Hz. In an effort to reduce this to a meaningful scale, time
increments of one-half, one, one and one-half, and two seconds were chosen for presentation in this paper.
Using the pressure taps along the side walls of the duct, it was possible to map the pressure distribution down the
length of the duct. To qualitatively verify this, HD video was recorded and synchronized to the data, as shown in
Figure 12. The video shows that the plume is unsteady because the chamber pressure is dropping. However, the
inflection point for all the plumes is at approximately 3 inches downstream of the primary plume exit (shown as
station 1 in Figure 1).
Figure 12 - Captured Video Frames from Test B
Figure 13 shows pressure data taken along the duct walls at the four time increments. At each time instance, moving
forward to aft, the pressure decreases to a minimum and then rises back towards the ambient pressure. As shown
above these pressure curves are typical of flow through a nozzle. Note that data from Cold Test #II and Cold Test
#IV has been included for comparison.
11
17
17
Time = 0.5
Time = 1 second
16
16
Hot Tests
15
15
14
14
Wall Pressure, lb/in2
Wall Pressure, lb/in2
Hot Tests
13
12
11
13
12
11
Cold Tests
10
10
Test A
Test B run2
Test C
Test D
Test #IV
Test #II
9
8
8
7
7
0.5
1.5
2.5
3.5
4.5
5.5
0.5
6.5
1.5
2.5
3.5
4.5
5.5
6.5
X Distance Down Mixing Duct, in
X Distance Down Mixing Duct, in
17
17
Time = 2 seconds
Time = 1.5 seconds
16
16
Hot Tests
Hot Tests
15
15
14
14
Wall Pressure, lb/in2
Wall Pressure, lb/in2
Test A
Test B run2
Test C
Test D
Test #IV
Test #II
Cold Tests
9
13
12
11
13
12
11
10
10
Test A
Test B run2
Test C
Test D
Test #IV
Test #II
Cold Tests
9
8
Cold Tests
Test A
Test B run2
Test C
Test D
Test #IV
Test #II
9
8
7
7
0.5
1.5
2.5
3.5
4.5
5.5
6.5
0.5
1.5
2.5
3.5
4.5
5.5
6.5
X Distance Down Mixing Duct, in
X Distance Down Mixing Duct, in
Figure 13 - Wall Pressure vs. Location for tests A, B, C, & D and #II & #IV
One of the objectives of this experiment was to locate the region of secondary choking in the mixing duct.
Examining the plots in Figure 13, at all four time increments, the pressure minimum appears to occur between 2.5
inches and 3 inches from the primary exit for the hot tests and between 2 inches and 3 inches for the cold tests.
Theses locations were identified by the location and spacing of the pressure transducers in the duct walls.
Admittedly this resolution was low, and should be increased for future work, however, no evidence indicated
otherwise. The blue line for Test D does not match the wall pressure seen in the previous three tests. The pressure
was high enough in Test D that the glass shattered at 0.25 seconds into the test which changed the pressure
distribution in the mixing duct.
It is interesting to note that the virtual throat location is nearly identical for all of the tests regardless of the primary
chamber pressure and whether it was a hot or cold test. This suggests that the location of the secondary choking was
dependent on one of the variables not varied. Either the location of the virtual throat is dependent on the secondary
stagnation pressure or it is dependent on the geometry and shaping of the duct itself. If either of these statements is
true, the Force Ratio is likely to be a satisfactory relationship for scaling AARs. This would allow testing on a small
scale for equivalent systems that would be installed on a large scale.
The only significant observable difference between the hot and cold test is the magnitude of pressure drop in the
secondary flow. The secondary flow for the cold tests appears to be accelerated to a much higher velocity than the
12
hot tests. This suggests that the flow temperatures or the ratio of specifics heats had an effect on the entrainment
rates. In either case, examination of shear layer effects between the primary plume and the secondary flow should
be undertaken in future work.
IV. Conclusions
The goal of this research was to size, fabricate, and successfully fire a methane/oxygen air augmented rocket. The
initial goal was to simulate the thruster conditions at a drop altitude of 32,000 feet. Ultimately the thruster was only
able to simulate the take-off or sea level operation of an RBCC engine. Using the thruster, cold flow testing and hot
flow testing was correlated. Pressure and temperature measurements were used to define the AAR characteristics.
Direct flow visualization was used observe the secondary flow and primary plume interactions and qualitatively
evaluate the recorded results.
A 2D methane/oxygen air augmented thruster machined mainly from copper and stainless steel was fabricated. It
was able to reach primary chamber pressures in excess of 2000 psi and 3000 degrees Fahrenheit. Over the course of
testing twenty-six nitrogen and methane/oxygen tests were conducted safely and without personal injury. This
demonstrated a robust system capable of repeated use.
The cold and hot tests were correlated to show that a virtual throat in the mixing duct was created at approximately
the same downstream location, somewhere between 2 and 3 inches behind the primary flow exit plane. Four
separate hot tests were run and compared to two cold tests; all six identified the location of the virtual throat to be
within the same 0.5 to 1.0 inch region. This location was shown to be independent of primary chamber pressure,
temperature, and fluid properties. High definition video supported the conclusions reached from the recorded data.
The thruster is only capable of simulating the take-off conditions for combined cycle vehicles due to the secondary
flow pressure being near ambient. A lower secondary inlet pressure is needed to simulate high speed flight
conditions. The maximum pressure ratio achieve during hot testing was 75 and during cold testing was 134. The
hot tests fell just short of achieving Fabri choking.
References
1
Fabri, J. & Siestrunck, R., “Supersonic Air Ejectors”, Advances in Applied Mechanics, Vol. 5, pgs. 1-33, 1958
Fabri, J., & Paulon, J., “Theory and Experiments on Supersonic Air-to-Air Ejectors”, NACA TM 1410, Sept 1958
3
Roberson, J. & Crowe, C., Engineering Fluid Mechanics, John Wiley & Sons, Inc., New York, 1997
4
Sutton, G. & Biblarz, O., Rocket Propulsion Elements, John Wiley & Sons, Inc., New York, 2001
5
Selvy, B. M. “Development of an Air Augmented Rocket Plume Test Apparatus”, Design Project, Cal Poly
Aerospace Engineering Dept., San Luis Obispo, CA., 2003
6
Addy, L.A., “On The Steady State and Transient Operating Characteristics of Long Cylindrical Shroud Supersonic
Ejectors”, University of Illinios, Ph. D. dissertation. University Microfilms, Inc. Ann Arbor, MI., 1963
7
Lear, W.E., Parker, G.M., Sheril, S.A., “Analysis of two-phase ejectors with Fabri choking,” Mechanical
Engineering Dept., Univ. of Florida, Gainesville, FL, 2002
8
Emanuel, N.G., “Comparison of One-Dimensional Solutions with Fabri Theory for Ejectors”, Acta Mechanica 44,
pp 187-200, 1982
9
De Chant, L.J. & Canton, J.A., “Measurement of Confined Supersonic, 2-D Jet-Lengths Using the Hydraulic
Analogy”, Experiments in Fluids, Vol. 24, pgs. 58-65, Springer-Verlag, 1998
10
Lear, W.E., Sherif, S.A., & Parker, G.M. “Effects of Fabri Choking on the Performance of Two-Phase Jet Pumps”,
AIAA 2000-3012, January 2000
11
Brown, C., St.Clair, R., & Bulman, M. “Kplume Modeling for Ejector Plume Modeling”, written for ISTAR at
NASA Marshall Space Flight Center, November 2003
12
Gist, R., “Examination of Flow Field Characteristics and Fabri-Choking
of a 2D Air Augmented Rocket” Masters Thesis, Cal Poly Aerospace Engineering Dept., San Luis Obispo,
CA., 2006
2
13
13
Zucrow, M.J. & Hoffman, J.D., Gas Dynamics, Wiley Publishing, New York, 1976
Gist, D., Foster, T., & DeTurris, D., “Examination of Fabri-Choking in a Simulated Air Augmented Rocket,”
AIAA 2007-5392, 43rd AIAA/ASME/SAE/ASEE Joint Propulsion Conference, July 2007
15
Huzel, D. & Huang, D., “Modern Engineering For Design of Liquid-Propellant Rocket Engines,” AIAA,
Washington, DC, 1992
14
14