Catalytic Fixed-Bed Reactors
advertisement

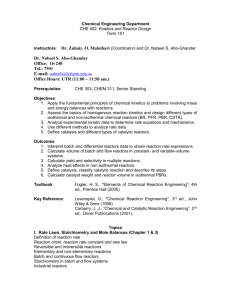
Catalytic Fixed-Bed Reactors GERHART EIGENBERGER, Universit€at Stuttgart, Stuttgart, Germany WILHELM RUPPEL, retired from BASF SE, Ludwigshafen, Germany 1. Fixed-Bed Reactors with Gas-Phase Reactions . . . . . . . . . . . . . . . . . . . . . . 2. 1 1. Fixed-Bed Reactors with Gas-Phase Reactions The core part of any fixed-bed reactor is the solid catalyst where the reaction takes place. A large variety of catalyst structures are applied in practice. One class of structures, used in randomly packed beds, consists of catalyst pellets of different shapes. A second class comprises regularly arranged structures like monoliths with flow channels of different shape. With regard to application and design, it is convenient to differentiate between fixed-bed reactors for adiabatic and nonadiabatic operation. Since temperature control is one of the most important means of influencing a chemical reaction, adiabatic reactors are used primarily where the adiabatic temperature change during the reaction is small or where there is only one major reaction pathway. In these cases no adverse effects on selectivity or yield due to the adiabatic temperature development are expected. In adiabatic reactors the catalyst is present in the form of a fixed bed which is surrounded by an outer insulating jacket (Fig. 1, left). If the reaction temperature must be maintained within a specified range, multistage adiabatic reactors can be used, whereby between each stage the temperature can be influenced by heat exchange or by cold/hot gas injection. Reactions with a large heat of reaction and reactions that are very temperature sensitive are usually carried out in reactors in which heat of reaction is provided to or removed from the fixed bed via a circulating heat-transfer # 2015 Wiley-VCH Verlag GmbH & Co. KGaA, Weinheim 10.1002/14356007 Fixed-Bed Reactors for Liquid-Phase Reactions . . . . . . . . . . . . . . . . . . . . . . 3 medium. Since in most cases the task of the heat-transfer cycle is to maintain the temperature in the fixed bed within a specific narrow range, this concept is frequently described as “isothermal fixed-bed reactor”. The most common arrangement for isothermal reactor operation is the multitubular fixed-bed reactor, in which the catalyst is arranged in the tubes, and the heat carrier circulates externally around the tubes (Fig. 1, right). Since isothermal reaction control does not necessarily provide optimum selectivity or yield, heat-exchange sections with changing temperatures of the heat carrier can be designed to establish an optimal temperature profile along the flow path. Since the reactor feed must be heated to the ignition temperature of the catalytic reaction before reaction starts, the hot reactor effluent is often used to heat the cold reactor feed. This causes a thermal feedback which results in socalled autothermal reactor concepts. Fixed-bed reactors for industrial syntheses are generally operated in a stationary mode (i.e., under constant operating conditions) over prolonged production runs. Design therefore concentrates on achieving optimum stationary operation. Unstationary operation, however, is unavoidable during startup and shutdown as well as during load change or in the case of automatic control actions. In particular, fixed-bed reactors with a strongly exothermic reaction exhibit an, at times, surprising dynamic behavior which can affect operational safety. Contrary to the above-mentioned stationary operation concepts, a deliberately unstationary, 2 Catalytic Fixed-Bed Reactors Figure 1. Adiabatic fixed-bed reactor (left) and multitubular fixed-bed reactor (right) mostly periodic operating mode has proved to be of advantage in a number of special cases. This applies to periodic flow reversal or to periodic feed cycling. In a production plant the reactor can be regarded as the central apparatus. However, compared to the remaining parts of the plant for preparing the feed and for separating and working up the products, often it is by no means the largest and most cost-intensive component. In many cases the achievable conversion in the reactor is limited for thermodynamic (equilibrium) and kinetic reasons (selectivity). It is then necessary to separate the reactor effluent into products and unconverted feed components (see Fig. 2), which are recycled to the feed. This recycling procedure involves costs Figure 2. Fixed-bed reactor with product separation and recycle. a) Fixed-bed reactor, b) Feed preheater, c) Product cooler, d) Recycle compressor, e) Separation column Catalytic Fixed-Bed Reactors For product separation For recycle compression For repeated heating and cooling of the circulating reactants to the reaction temperature and back to the temperature of the separating device Due to loss of product, resulting from the need to remove part of the recycle as a bleed stream to limit accumulation of inert substances or harmful byproducts in the recycle loop. To minimize these costs, improvements should aim at increasing the product yield per pass and at decreasing the amount of inert substances in the reaction mixture. A reaction process as depicted in Figure 2 follows the classical unit operation concept of chemical engineering, according to which a clear division into preparation (mixing and preheating) of feed components, chemical reaction, product separation, and cooling is achieved in different units. A more recent development under the heading of “integrated” or “multifunctional” reactor concepts contrasts the unit operation concept. Its aim is to provide optimal reaction conditions in the reaction unit by incorporating optimal heat and addition or removal of reaction components at the reaction site. 2. Fixed-Bed Reactors for Liquid-Phase Reactions Usually fixed-bed reactors are either operated with gas-phase reactions or in a trickle-bed mode, whereby a liquid reactant trickles through the bed from top to bottom, while a gaseous reactant flows upward. Here, fixed-bed reactors with reactants in the liquid phase will be considered. In contrast to trickle beds, such reactors are generally operated in an upflow mode to ensure that the catalyst is completely soaked with liquid and to avoid gas-filled portions of the packed bed during startup or load change. In some cases a gaseous reactant is added to the bottom feed and is consumed in the reaction or a gaseous product is formed during 3 the reaction and is carried out with the liquid flow. The main advantages over the traditionally applied stirred-tank reactors or slurry bubble columns with suspended catalysts are the wellspecified residence time with minimum backmixing and the fixed catalyst bed, which avoids separation of the slurry catalyst from the effluent and its recycling. Liquid-phase fixed-bed reactions are usually operated at elevated pressure (> 100 bar) to keep volatile components in solution. Only in case of weakly soluble gases as reactants is an additional gas feed at the bottom of the reactor applied. Compared to gas-phase reactions in packed beds, liquid-phase reactions are characterized by diffusivities in the fluid phase being three orders of magnitude lower than in the gas phase and densities being two to three orders of magnitude higher. This implies that transport resistances in the liquid-filled catalyst pores have a substantially larger impact on conversion and selectivity than in gas-phase reactions and that flow velocities through the packing are usually two to three orders of magnitude lower, although the convective heat and mass flux are in the same range (order of several kilograms per square meter of reactor cross section and second). Because of the substantial increase of the pore transport resistance, a heterogeneously catalyzed reaction would preferably be carried out in the gas phase at elevated temperature and/or reduced pressure unless thermal stability of the reactants or other considerations excludes this option. Typical examples of liquid-phase reactions in packed beds are selective hydrogenations of carbon triple or double bonds or aminations of alcohols. Compared to fixed-bed reactors with gasphase reactions, liquid-phase reactors contain a substantially larger amount of potentially decomposable material and are often operated under high pressure. This must be considered in layout and operation of respective reactors. The reactor layout is primarily dictated by safety considerations which are closely related to the large hold-up of potentially decomposable liquids.