Modules 1 and 2 - Inside Mines
advertisement

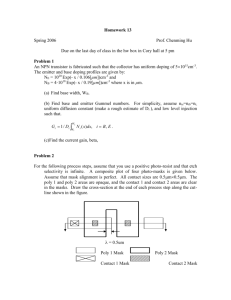
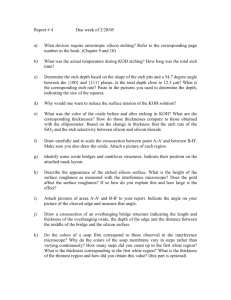
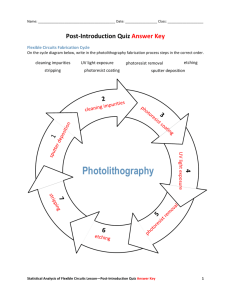
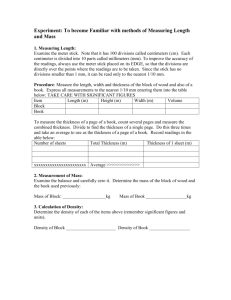
Colorado School of Mines PHGN/CHGN 435 Modules 1 and 2 Authors: Garrick Johnson Trevor Haak Carl DuBois Ethan Palay February 10, 2015 1 Introduction and Background Integrated circuits are an integral part of almost all modern electronics. Fabrication has become exceedingly cost effective due to the incredible amount of circuit components that can be constructed per unit operation. As of 2015, industry can design integrated circuits with on the order of 1010 transistors per chip, and create on the order of 105 chips per wafer. Photolithography acts as a map for the intricate layout of transistors, resistors, and metal interconnects within a chip, and allows for features as small as 30nm at the time of this publication. Photolithography uses UV-light incident on a thin film of photoactive material through a set of masks in order to pattern the semi-conducting substrate. The patterned photoactive material on the substrate allows for etching of the substrate, etching of the thermal oxide layer, and deposition of metal interconnects. The authors intend to construct a rudimentary integrated circuit from a 3 inch silicon wafer in the microprocessing laboratory at the Colorado School of Mines. First, various equipment and processes must be appropriately characterized and optimized. In this publication, thermal oxidation, photoresist application, and reactive ion etching are characterized in order to optimize SiO2 thickness, photoresist thickness and uniformity, and SiO2 etch depths and profiles. Thermal oxides growth involves the introduction of an oxidizing agent (oxygen or water vapor) to a wafer (silicon) at elevated temperatures ranging between 800-1200 degrees Celsius. Elevated temperatures allow the oxidizing agent to diffuse from the surface to the bulk of the material and react with the wafer[1]. This experiment diffuses oxygen through crystalline silicon to produce a silicon dioxide layer according to the reaction: Si(solid) + O2 (gas) → SiO2 The thickness of the oxide layer is a function of initial oxide thickness, temperature, and duration. Photoresist is a photoactive material that is resistant to oxidation. The unique properties of photoresist give simple methodology for a complicated integrated circuit design. A layer of photoresist is deposited uniformly on the surface of a silicon wafer using a spin-coater. Photoresist thickness is a function of spin speed and duration. Photoresist can then be etched using reactive ion etching (RIE) in order to make patterns on a chip. In contrast with isotropic, wet chemical etching, RIE is a dry etching technique with high anisotropy. Anisotropic etching of the photoresist is critical for resolved patterning of the integrated circuit. This is achieved via vertical ion bombardment in vacuum conditions. In this study, oxygen ions were used to etch photoresist. It is critical to characterize the etch rate to ensure that all of the desired photoresist is etched away. Even a small layer of photoresist left can completely protect the underlying layer of silicon. Etch rate is a function of etch power. Layer thicknesses were characterized using ellipsometry and surface profilometry. Optimized thermal oxide growth temperatures, reactive ion etching power, and photoresist spin-coater spin-speed are presented. 2 2.1 Methods Module 1 The purpose of module 1 was to determine the effect of furnace temperature and ambient on the oxidation of silicon wafers for semiconductor processing. Clean silicon wafers were placed in two separate ovens that performed oxidation with dry and wet gas at temperatures ranging from 950◦ C to 1100◦ C in 50◦ C increments. In order to have silicon substrates of a reasonable size to work with and to use the silicon efficiently, the silicon wafers were divided into quarters using a diamond scribe. 2.2 RCA Clean An RCA clean was used to remove impurities from the surface of the silicon so that the oxide can grow on pure silicon. The RCA clean consists of three steps: an organic clean, oxide strip and ionic clean. The organic clean was made as a solution containing a 5:1:1 ration of deionized water, hydrogen peroxide and ammonium hydroxide respectively and held at 75◦ C in a water bath. The silicon substrates were placed in 1 this solution for 10 minutes. This solution removes any organic particles on the surface of the material, but it leaves a thin oxide layer and attracts ionic metal contaminants to the surface. In order to get rid of the oxide layer and some of the metal contaminants an oxide strip was performed using a solution of 20:1 deionized water to hydrogen fluoride. This solution was kept at room temperature, and the samples were submerged for 15 seconds. The third step of the RCA clean, the ionic clean, removes the remaining ionic contaminants on the surface of the silicon. This solution consisted of a 5:1:1 ratio of deionized water, hydrogen peroxide, and hydrochloric acid and was held at 75◦ C in a water bath. The samples were submerged for 10 minutes. Between each step, the silicon substrates were placed in beakers of deionized water for 1 minute to remove any traces of the previous cleaning solution. The substrates were then blown dry with nitrogen gas and transferred to the furnace for oxidation. 2.3 Dry and Wet Oxidization The Dry and Wet oxidation were performed in a thermal processing furnace. In both furnaces, oxygen gas was allowed to flow into the chamber. The difference between the two methods is that in the wet oxidation, deionized water is heated to a boiling temperature on a hot plate, and the water vapor is piped into the chamber. The water vapor speeds the growing process of the oxide. The samples were placed in the chambers on a quartz sample holder, and the chamber was set to heat up to the desired temperature at a rate of 20◦ C per minute. After the chamber reached the desired temperature, it was kept there for 1 hour before the chamber began cooling down. The oxygen gas and water vapor was allowed to flow for 30 minutes while the sample was cooling down before being shut off. The samples were left overnight and removed the next day. Expected thermal SiO2 thicknesses were calculated using Brigham Young University’s oxide growth calculator which is based off of the Deal-Grove model.[2] [3] Expected wafer thicknesses based on color were determined from Wolf’s color chart for thermally grown SiO2 films.[4] 2.4 Ellipsometry After the photoresist application process, the samples were placed in an ellipsometer to determine the thickness of the photoresist. An ellipsometer has an angled laser beam that reflects off of the surface of the sample into a detector which measured the final polarization state. The polarization state is affected because the light that travelled though the outside material layer and reflected from the second interface will interact with the light that simply reflected from the outside layer of the sample. Software on the computer uses these polarization measurements to calculate parameters such as the thickness of individual layers on the sample and the refractive indices. This process was used to measure the thickness of the photoresist at four different locations on the silicon substrates. 2.5 Module 2 For module 2, photoresist was spun on to silicon wafers in a spin coater, and some of the photoresist was removed in a plasma etching process. The purpose of this module is to determine the effect of spin speed on the uniformity and thickness of the applied photoresist layer and the relationship between the power setting on the plasma etcher and etch rate. 2.6 Photoresist Application A standard AMI (Acetone, Methanol, Isopropanol) clean degreasing procedure was used to remove organic contaminants and drive off moisture to allow for good wafer-photoresist adhesion. Plastic tweezers were used to hold bare silicon wafer quarters, labeled 2A, 2B, 2C, and 2D, over an empty beaker in a fume hood. A wash bottle was used to spray the wafer for 30 seconds in order to drive off contaminants. The process was immediately repeated using methanol and isopropanol respectively. An inert, compressed air, nitrogen gun was used to remove the isopropanol from the surface of the wafer. The isopropanol evaporates quickly, so it is important that the nitrogen gun is used immediately after the AMI clean. If streaks or smudges were left on the wafer, isopropanol was reapplied then subsequently re-dried to leave the surface free of contaminants. 2 A hotplate was used in order to ensure no moisture remained on the surface after the AMI clean. The wafer was placed on a 115 degree Celsius hotplate for 60 seconds. The Brewer Science Cee Model 100 Spin Coating System was used for the application of photoresist. The wafer quarters were placed in the center of the vacuum chuck, and centered. The machine was then programmed with the following parameters: Spin Speed 1 (RPM) Spin Speed 2 (RPM) 500 Varied (2000-5000) Acceleration 1 (RPM/s) Acceleration 2 (RPM/s) 100 1000 Time 1 (s) Time 2 (s) 9 40 Room temperature Shipley 1813 positive photoresist was applied to the surface of the wafer using a disposable pipette such that approximately 90 percent was covered. The recipe was carried out with the hatch closed. For a more uniform film, the hole at the top of the hatch was plugged to avoid air currents from interfering with the photoresist dispersion. The second spin speed was varied between 2000 and 5000 RPM between iterations. This allowed for quantification of expected photoresist film thickness as a function of spin speed. The authors ran all four wafer quarters at 3000 RPM, but data from other classmates was included for spin speeds between 2000 and 5000 RPM. Data was compared to expected film thicknesses published in the manufacturer’s data. After photoresist application, a soft-bake is necessary to drive off solvents, improve adhesion, and anneal away stress. This gives the photoresist film better durability. The wafer quarters were placed on a hotplate at 115 degrees Celsius for 90 seconds. 2.7 Reactive Ion Etch To remove excess photoresist from the surface of the silicon wafers, a plasma etch (reactive ion etch) was performed. The silicon samples with photoresist were placed in the plasma etcher, and a glass sheet was placed over half of the sample so that the amount of photoresist removed could be measured. The power setting on the etcher was varied from 125W to 200W in 25W increments and the etching time was varied to determine the etch rate. In order for the plasma etcher to work, ions must be present in the chamber to bombard the samples with. For our silicon samples, oxygen gas was used, and the pressure of the chamber was set to be around 400mtorr. 2.8 Profilometry After the photoresist was etched, the sample was placed in a profilometer. The profilometer drags a stylus across the surface of the sample to measure relative thicknesses, and when it was dragged across the seperation between the etched and unetched parts of the sample the amount of photoresist removed was found. 3 Results and Discussion In order to determine how spun photoresist thickness depends on spin speed, photoresist thickness was measured using an ellipsometer. Resist was spun at speeds of 2000, 3000, 4000, and 5000rpm. Five samples were spun and measured at 3000rpm. Additionally, two samples were spun at 4000rpm and one sample was spun at 2000rpm. Data is shown in Figure 1 with an 85% confidence interval. 3 Figure 1: Photoresist thickness decreases as a function of spin speed. Averaged data points (blue diamonds) fall on the expected curve (purple dotted line). Thickness from a 2000 rpm spin (red square) was only done once, so does not have error bars. It’s deviation from the expected curve is called into question due to the lack of data at this spin speed. As expected, the resist thickness data generally follows an exponential falloff/decay with increased spin speed. However, the sample spun at 2000rpm does not follow this trend and deviates slightly from the manufacturer’s curves. Since only one sample was spun at 2000rpm, it is hard to determine if the average resist thickness at such a spin speed matches the manufacturer’s curves. Considering the size of the error for the other spin speeds, it is reasonable to expect the 2000rpm average resist thickness to fall near the expected thickness of roughly 18500Å. Average thicknesses for all other spin speeds match nicely with the manufacturer’s curves (for S1813 photoresist thickness as a function of spin speed)(citation). Since a small number of samples were spun at these other spin speeds of 3000-5000rpm, a large level of error exists in the data for photoresist thickness at the 85% confidence level. Additionally, the samples did not visibly appear to have a uniform coating of photoresist, and the color of the sample varied from the center to the edge. Non-uniformity for photoresist application without coverage of the hole for inserting spin solutions was verified with profilometer measurements. Because of this, the ellipsometry measurements were taken at the center of all of the substrates. Etching/Ashing rate was determined as a function of power. Etch rate is plotted versus power in Figure 2, at a confidence level of 90%. In order to calculate etch rate, a profilometer was used to measure a step height difference in resist thickness between masked and unmasked areas. Etching was carried out at different lengths of time ranging from 30-200 seconds at discrete powers of 125, 150, 175, and 200 W. A discrepancy exists for data collected at 125W. The data collected at this power was reported to have been actually collected at 175W. However, the RIE was also reported to not be producing any step changes in resist at 125W from another group. The data (originally reported as 175W) was plotted at 125W in order to determine if reported powers were mixed up and if there was any trend that could provide evidence of a 4 mix-up. Figure 2: The etch rate of photoresist on silicon substrates for a reactive ion etch process as a function of the power of the plasma etcher. Generally, the average etch rate follows a logarithmic relationship, increasing with RIE power. Average etch rates appear to level off at roughly 58Å/s past 175W. Larger RF power indicates that a larger voltage was applied between the parallel plates. With a larger voltage, oxygen ions have higher kinetic energy, which resulted in a faster etch rate, as expected. The logarithmic taper most likely was due a tapering unionized oxygen number density because all of the oxygen molecules became quickly ionized with high RF power. However, since error is large for the highest power, 200W, this behavior is not guaranteed. Error in etch rate increases for each power from 150-200W. In order to characterize the dry oxidation furnace, dry oxide thickness versus oxidation temperature is plotted in Figure 3. A published curve for the Deal-Grove model of expected oxide growth (on silicon) is also plotted in Figure 3. Oxide thickness was measured using an ellipsometer following oxidation. As expected, the oxide thickness data generally exhibits an exponential dependence on oxidation temperature given by the following relationship. ◦ thickness(Å) = .994e0.00645T ( ◦ C) (1) For data at 950, 1050, and 1000 C, measured dry oxide thickness consistently falls above the curve for expected thickness. Since the thermal oxidation ovens were set with a slow ramp time in an oxygen environment, the samples most likely oxidized before and after the designated 1 hour of dwell time at the corresponding temperature. This would lead to a higher oxide thickness than expected, and may explain such a trend in the data. 5 Figure 3: The dependance of dry oxide growth thickness on the oven temperature. The dry oxide thickness collected at 1000◦ C does not follow with the rest of the data. A discrepancy exists over whether the sample was actually run under wet oxidation conditions as opposed to dry oxidation conditions. Currently, the source of this deviation is unknown. As these samples were both oxidized in the same time frame, separate from other samples, their data may be ruled as questionable. One reasonable possibility for this large discrepancy is confusion over different mass flow controllers. The MFCs connected to the process furnaces display old, incorrect labels for channel number. If the channel numbers were confused, and oxygen was actually flowing through a different channel the entire time, then oxygen would continue to flow even after it was thought to be turned off. If the oxygen flowed during the cooling of the sample, oxide would continue to rapidly grow on the surface. A dry oxidation time of roughly 4.5 hours at a constant 1000◦ C would be required to achieve the same thickness as was measured for the samples reportedly oxidized for 1 hour. Even with a gradual and natural ramping down of temperature, the cooling process may take longer than 4.5 hours, and oxidation would still occur. 6 Figure 4: The dependance of wet oxide growth thickness on the oven temperature. In an attempt to characterize the wet oxidation furnace, wet oxide thickness versus oxidation temperature is plotted in Figure 4. Wet oxide thickness data that was reported as correct is displayed as blue diamonds at 1050 and 1000◦ C. Red circles at 1100◦ C indicate data that was originally collected at that oxidation temperature but was later reported to be incorrect. Red circles at 1000◦ C mark the questionable data from the dry oxide runs at the same temperature. It is plotted here along with wet oxide data in order to determine whether or not the samples were actually run through a wet oxidation. The ellipsometry-measured oxide thickness for these samples does not fall close to the expected thickness as predicted by Deal-Grove behavior. Initially, this plot does not offer anything conclusive about the wet oxidation process. However, when the colors of the samples were analyzed, the results seem to more closely follow expected Deal-Grove behavior. The green plus (+) marks indicate what thickness is expected for the reported color of the wet oxidation samples. Since these markers fall close to the Deal-Grove model, perhaps the thickness of the wet oxide samples was not correctly measured in the ellipsometry process. 4 Conclusion Based on the results and data collected following the procedures outlined for Modules 1 and 2, there are several conclusions and reasons for discussion. According to the manufacturer’s specifications resist thickness is a function of spin speed. In general results agreed with the expected film thicknesses for spin speeds between 3000 and 5000 rpm. While the spin speed plays an important factor in achieving a desired resist thickness, perhaps other factors may also play a crucial role. These may include the acceleration times used to reach the specified spin speed, which are not indicated on the manufacturer’s spec sheet, and were set according to previously established guidelines stated in the procedures for the respective Module. Adjusting the ramp time may play a direct role in resist 7 thickness. Additionally, the manner in which the photo-resist is applied has a direct influence on uniformity. For example, if the hole in the top of the spin coater is not plugged during the spin process the resist develops a distinct tie-dyed pattern indicating a non-uniform resist pattern which may give rise to a large degree of a variation in the measurements, assuming the measurements using ellipsometry are accurate. However, if the hole is plugged a more uniform resist thickness is achieved. Taking these subtle differences into consideration is an important part of establishing an optimum procedure for application of photo-resist and achieving a desired and reproducible thickness. Application of photo-resist tends to be somewhat of an art form, and as much as it depends on pre-defined parameters it also depends on trial and error. One of the objectives for Module 2 was to determine the etching rate (ashing) of photo-resist in an oxygen plasma as a function of power, at a given flow rate and pressure. For each group, etching was performed at a fixed pressure of 400mtorr, and a different power setting. With larger power came larger uncertainties in the etch rate. For this reason a lower power of 150 W is suggested to run at a longer time, rather than a higher power for a shorter amount of time, for a desired etch depth in order to minimize error. When looking at the results and data for each group individually and as a whole, we can see that there is a general logarithmic trend, and as can be expected an increase in power tends to increase the etching rate. For the wet and dry oxidations, one objective of the experiment was to determine oxidation kinetics as a function of temperature. Each group was to perform a wet and dry oxidation for a specified temperature, for a pre-established flow-rate, in an oxygen environment. Oxidation rates can be found published elsewhere, however consideration should be made with respect to the actual oxidation atmosphere, and in particular the variation in the type of equipment used. When comparing the data and results, to that of expected values for oxide thicknesses with respect to a given set of parameters we can see that there is substantial deviation. This may ultimately be due to the size of the oven for a given flow rate, provided that the specified temperatures for the experiment were maintain throughout the oxidation. In addition, upon further investigation, whether the equipment was set up correctly seems to be the predominant concern, which would give rise the inconsistent data for a given set of parameters. The measurements for the oxide thickness and correlation between the color of the oxide and actual thickness suggests that the measurements were correct, and that perhaps the actual oxidation parameters where different from those intended. The relationship between oxide thickness and temperature specific to our equipment and process is given by equation 1. Additionally accurate data reporting is essential. In summary, while the processes are outlined in the procedures, having an intimate working knowledge and experience with the specific equipment used, while fully understanding the parameters that play a primary role in processes involved are crucial for obtaining accurate and reproducible results. 8 2522 2522 3873 3873 5189 5189 6411 6411 Expected Oxide Thickness (Angstrom) Expected Oxide Thickness (Angstrom) 220 220 400 400 663 663 995 995 Appendix A. Oxidation Thickness and Color Analysis 25 25 25 25 25 25 25 25 Duration Initial Oxide Thickness (hr) (Angstrom) 1 1 1 1 1 1 1 1 Initial oxide thickness (Angstrom) Dry Temperature (°C) Duration (hr) 25 25 25 25 25 25 25 25 950 950 1000 1000 1050 1050 1100 1100 Temperature (°C) 1 1 1 1 1 1 1 1 Wet 950 950 1000 1000 1050 1050 1100 1100 Expected Color Tan Tan Tan Tan Tan-Brown Tan-Brown Dark Violet-Red Violet Dark Violet-Red Violet Expected Color Orange to melon Orange to melon Yellow Yellow Blue-Green Blue-Green Carnation Pink Carnation Pink Measured Oxide Thickness 505 452 1295 1318 824 832 1225 1253 Measured Oxide Thickness N/A N/A N/A N/A 1087 540 196 635 Actual Color Dark Blue Dark Blue Dark Blue Metallic Blue Brown Dark Violet Royal Blue Royal Blue Actual Color N/A N/A N/A N/A Light Blue Gold Yellow-Pink Yellow-Green Expected Thickness Based off Color 1200 1200 1200 1500 700 1000 1200 1200 Expected Thickness Based off Color N/A N/A N/A N/A 4900 5700 5800 5600 9 References [1] Campbell, Stephen A.. (2008). Fabrication Engineering at the Micro- and Nanoscale (3rd Edition). Oxford University Press. Online version available at: https://app.knovel.com [2] B.E. Deal, A. S. Grove, ”General Relationship for the Thermal Oxidation of Silicon,” J. Appl. Phys., 36, 3770 (1965) [3] Oxide Growth Calculator. (1994, January 1). http://www.cleanroom.byu.edu/OxideThickCalc.phtml Retrieved February 1, 2015, from [4] S. Wolf and R.N. Tauber, Silicon Processing for the VLSI Era: Volume 1 - Process Technology, Lattice Press, 1986. [5] Shipley Microposit S1800 Series Photo Resists. (1993, January 1). Retrieved February 1, 2015, from http://inside.mines.edu/ sagarwal/phgn435/shipley1800photoresist.pdf 10