An Introduction to Differential-Pressure Flow Meters
advertisement

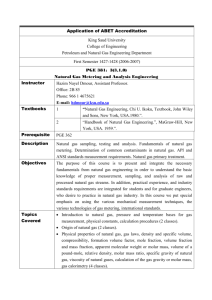
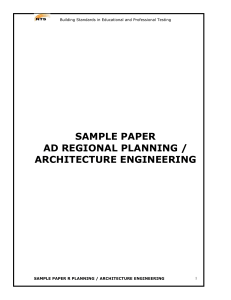
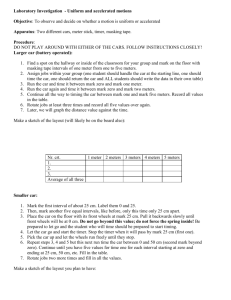
GOOD PRACTICE GUIDE AN INTRODUCTION TO DIFFERENTIAL-PRESSURE FLOW METERS www.tuvnel.com Introductory guide to differential-pressure flow meters This introductory guide to differential-pressure (Δp) flow meters provides information on the common types of meters available and their main advantages and disadvantages. Fundamental background information to understand how the meters work and some common issues encountered when using Δp meters has been included. Contents Foreword 1 2 9 Common issues 15 1 What is a differential-pressure (Δp) meter? 3 9.1 Static hole error 15 2 What are the different types of Δp meter? 3 9.2 Calibration issues 16 3 Advantages and disadvantages of Δp meters 3 9.3 Wear and tear 16 4 How a Δp flow meters works 4 9.4 Incorrect installation 16 5 Common terminology 5 9.5 Maintenance 16 5.1 Beta (β) 5 10 Standards 17 5.2 Discharge coefficient (C) 5 11 Summary 17 5.3 Turndown of a Δp meter 6 12 Learning more…… 19 6 Calculating the mass flowrate using Δp devices 6 13 References 19 7 Different types of commonly used Δp meters 7 14 Glossary 19 7.1 Orifice plates 7 7.1.1Effect of using different values of beta 9 7.2 Venturi tubes 9 7.3 Cone meters 11 7.4 Flow nozzles 12 7.5 Variable area meters 13 7.6 Averaging pitots 14 8 Choosing a Δp meter 15 8.1 Accuracy 15 Foreword This introductory guide to differential-pressure (Δp) flow meters has been produced for people who are relatively inexperienced in using this type of meter or who would just like to learn more about the subject. The guide provides useful information on the maintenance of existing meters and for purchasing a new metering system. The introduction covers the basic theory of how differential-pressure flow meters work and fundamental background information. Some of the most common types of meters are described together with their advantages and disadvantages. This includes orifice plates, Venturi tubes, cone meters, nozzles, variable area meters and averaging pitots. Practical information and guidance are provided on the use of differential-pressure meters including important considerations for the selection and ongoing maintenance of a suitable meter. A useful table on the advantages and disadvantages of a more extensive range of differential-pressure meters is provided in the summary. By reading this guide you will not become an expert in differential-pressure meters, but it will give you some useful and practical information on their use. This should enable readers to save valuable time and money, as the measurement of flow can be a costly business if mistakes are made from lack of experience. 2 Good Practice Guide 1 What is a differential-pressure (Δp) meter? Differential-pressure meters work on the principle of partially obstructing the flow in a pipe. This creates a difference in the static pressure between the upstream and downstream side of the device. This difference in the static pressure (referred to as the differential pressure) is measured and used to determine the flowrate. Differential-pressure meters are hugely popular and it is estimated that at least 40% of industrial flow meters in use at present are differential-pressure devices, with the orifice plate being the most popular. Differential-pressure devices have been used to meter a wide variety of different fluids from gases to highly viscous liquids. The popularity of differential-pressure flow meters is in part due to their simple design and low cost. By reading this guide you will have a much clearer idea of the benefits, viable metering options and applications for using differential-pressure meters. 2 What are the different types of Δp meter? The most common types of differential pressure meter are: • Orifice plates • Venturi tubes • Cone meters (e.g. V-cones) • Nozzles • Low loss meters (e.g. Dall tubes) • Variable area meters • Inlet flow meters • Venturi cones • Venturi nozzles • Drag plates Several of these meters are discussed in more depth in later sections and there is a summary table at the end of the guide. 3 Advantages and disadvantages of Δp meters There are a number of general advantages common to most Δp meters. These include: 3 • They are simple to make, containing no moving parts • Their performance is well understood • They are cheap – especially in larger pipes when compared with other meters • They can be used in any orientation • They can be used for most gases and liquids • Some types do not require calibration for certain applications Introductory guide to differential-pressure flow meters 3 Advantages and disadvantages of Δp meters (cont.) The main disadvantages to Δp meters are: • Rangeability (turndown1) is less than for most other types of flowmeter • Significant pressure losses may occur • The output signal is non-linear with flow • The discharge coefficient and accuracy may be affected by pipe layout or nature of flow • They may suffer from ageing effects, e.g. the build-up of deposits or erosion of sharp edges 4 How a Δp flow meters works The concept of using the pressure drop caused by a fluid flowing through a restriction in a pipe as a measurement of flowrate dates back to the 18th Century, when it was discovered by Bernoulli. The basic principle of how a Δp flowmeter operates is described in the figure below. Manometer tubes Qm=pA1V1 A1 V1 V2 The differential pressure principle. Manometer tubes measure the difference in static pressure upstream and downstream of the restriction When a fluid flows through a restriction, it accelerates to a higher velocity (i.e. V2 > V1) to conserve the mass flow and, as a consequence of this, its static pressure drops. This differential pressure (Δp) is then a measure of the flowrate through the device. • In simple terms for a given size of restriction, the higher the Δp, the higher the flowrate. The relationship between the differential pressure and flowrate is derived from Bernoulli’s equation. Using Bernoulli’s equation, and conservation of mass2 , it can be shown that the differential pressure generated is proportional to the square of the mass flowrate, Qm (kg/s). (1) Many of the Δp meters available work on this principle of measuring the difference in pressure between upstream and downstream but there are some meters which use the differential pressure in other ways, for example, variable area meters. This type of meter is explained in Section 7.5. 4 1 2 The turndown of a meter is the ratio of the maximum-to-minimum flowrate that can be accurately measured. Ideally a large turndown ratio is desirable to measure a wider range of flowrates. Conservation of mass means that the mass of fluid flowing through the pipe must be the same mass of fluid flowing through the restriction. Good Practice Guide 5 Common terminology 5.1 Beta (β) The diameter ratio or beta (sometimes referred to as the beta ratio) is the ratio between the diameter of the orifice or throat of device to that of the pipe. (2) Often Δp meters are described in terms of their beta value and diameter to fit a certain pipeline size, for example, a 4-inch β= 0.6 Venturi tube. To state that a Δp meter has a low beta ratio, for example β = 0.2, means the plate has a small hole or restriction size. This causes the pressure loss across the Δp meter to be higher, which may mean that a pump with a higher discharge pressure (hence more expensive) or compressor will be needed to overcome the increased pressure loss and maintain a flowrate achievable with a larger beta Δp meter. On the other hand a higher differential pressure can generally be measured more accurately than a lower one. 5.2 Discharge coefficient (C) The discharge coefficient, C, is a parameter that takes account of non-ideal effects, for example energy losses due to friction, when using Δp meters. The discharge coefficient is basically the ratio of the actual to the measured mass flowrate. The discharge coefficient can either be: • determined from a standard provides good flow measurement at a reasonable price is especially suitable where repeatability is more important than accuracy or • determined by calibration provides lower uncertainties on the flow measurement. In nozzles and Venturi tubes the flow follows the boundary of the tube closely and the value of C is usually close to one. However, for orifice plates C has a value of approximately 0.6. Values of C can be obtained from the standard (ISO 5167) for nozzles, Venturi tubes and orifice plates that are manufactured to the specified tolerances of the standard. 5 Introductory guide to differential-pressure flow meters 5.3 Turndown of a Δp meter The turndown of a meter is the ratio of the maximum to the minimum flowrate that can be accurately measured. Ideally a large a turndown ratio is desirable to measure a wide range of flowrates. Square relationship between flowrate and Δp: • • If the flowrate is 50% of the full scale, then the Δp is at 25% of the full Δp scale If the flowrate is 25% of the full scale, then the Δp is at 6.25% of the full Δp scale Δp (mbar) The following graph illustrates the square relationship between the differential pressure and the flowrate. Flowrate (kg/s) Turndown of a differential pressure meter This shows that a turndown of 10:1 on flowrate will require a 100:1 turndown on pressure measurement (this is provided the density is approximately constant e.g. for a liquid). As it is very difficult to obtain accurate measurements over such a large range of Δp values from a simple transmitter, this means that the typical turndown of a Δp meter is actually limited to approximately 4:1 to obtain an accurate measurement of flowrate. At low values of the flowrate the Δp transmitter uncertainty increases significantly. For example, a Δp cell can typically offer an uncertainty of 0.2% of Full Scale (FS). This means that, at 1% FS, the uncertainty of the differential pressure would be 20%. Therefore at low flowrates it becomes much more difficult to measure the Δp. The turndown of the meter can be extended to around 10:1 if multiple range transducers are used. For example, one Δp transducer could be ranged for 1 – 10% FS and another over the range of 10 – 100% FS. 6 Calculating the mass flowrate using Δp devices Once a value for the Δp has been obtained, the mass flow can be calculated using the following formula. For liquids the mass flow is given by: (3) 6 Good Practice Guide 6 Calculating the mass flowrate using Δp devices (cont.) Where: • C is the discharge coefficient • At is the throat area (restriction) • Δp is the differential pressure • is the density of the fluid (4) and • d is the diameter of the throat • D is the pipe diameter (2) Owing to the compressibility of gases an additional parameter called the expansibility factor, ε, is used within the mass flow equation to account for the gas density changing as the pressure drops at the restriction. For gases the mass flow is given by: (5) 7 Different types of commonly used Δp meters 7.1 Orifice plates Orifice plates are the most common type of Δp meter and are basically a machined metal plate with a hole, as shown below. The plate has a sharp upstream edge and usually a bevelled edge downstream of the flow. Upstream face Downstream face 7 Introductory guide to differential-pressure flow meters 7.1 Orifice plates (cont.) The diagram below illustrates an orifice plate installed in a pipe. To allow the differential pressure to be measured, a set of pressure tappings are located upstream and downstream of the plate. When fluid passes through the hole of an orifice plate the pressure drops suddenly. The flow continues to contract and converges downstream of the plate with the point of maximum convergence (or minimum area) called the vena contracta (see diagram below). The fluid then expands and re-attaches to the pipe wall, and the velocity profile approaches that before the constriction. There is a relatively large net pressure loss across the orifice plate which is not recovered; this should be taken into account in choosing a meter as orifice plates are not suitable for applications where a large pressure drop is undesirable. Care should be taken in the installation of orifice plates as there have been cases where they have been installed the wrong way round. This can cause significant measurement errors and has led to expensive recalculations of the actual flowrate. The face with the sharp edge must face the upstream flow as the sharp edge is needed to force the flow to detach from the plate and allow the flow to contract downstream of the plate and form the vena contracta. 8 Good Practice Guide 7.1 Orifice plates (cont.) Orifice plates should be checked regularly to ensure that the edge is sharp and that no contamination is deposited on the front of the plate as a round edge or contamination will affect the flow measurement. Orifice plates are very sensitive to the velocity profile of the flow – if the velocity profile is asymmetrical or skewed this affects the flow measurement. There are specified requirements for using orifice plates which are detailed in the standard (ISO 5167-2) for their use in dry gas and liquids. 7.1.1Effect of using different values of beta The effect of using larger values of beta include: • an increase in the discharge coefficient uncertainty • a lower differential pressure being measured across the orifice plate (and this can be more difficult to measure) • longer lengths of upstream straight pipe being required to ensure the velocity profile of the flow through the orifice plate is stable and symmetrical • the flow profile of the flow through the orifice being more affected by the roughness of the pipe walls There are a number of sizing packages for orifice plates available, which will calculate the dimensions of the plate required. The software uses empirical formulae based on actual testing. Most of the results are available for beta values of 0.3 to 0.7. Advantages: • Low cost • Ease of installation • Availability of comprehensive standard (ISO 5167-2) • No requirement for calibration - value of C from the standard • Availability of different designs, e.g. for viscous fluids, bi-directional flows, suspended solids Disadvantages: • Low turndown (can be improved with dual range Δp cells) • High pressure loss (35 to almost 100% of measured Δp depending on beta) • Errors due to erosion / damage to upstream edges • Errors due to high sensitivity to upstream installation (especially large beta devices) 7.2 Venturi tubes Venturi tubes are used extensively in industry: the design of a classical Venturi tube is shown below. This type of meter has a gradual reduction in the pipe area, a parallel throat section and then a gradual expansion back to the full pipe diameter. The long expansion section (diffuser) enables an enhanced pressure recovery compared with that of an orifice plate, which is useful in some metering applications. 9 Introductory guide to differential-pressure flow meters 7.2 Venturi tubes (cont.) The differential pressure is measured from the upstream tapping to the throat section, shown by the high-pressure and lowpressure connections. Venturi meters are must less susceptible to damage than orifice plates owing to their robust and solid design. It should be noted that the edges of the pressure tappings need to be sharp and there should be no rough edges, particularly on the throat tappings, as this can affect the flow measurement. Venturi meters have a much lower pressure loss across the meter (approximately 10% of Δp); this means less energy is lost compared with that across an orifice plate with identical beta and pipe diameter. They are also less sensitive to installation effects than orifice plates and more suitable for gas flows with entrained liquid, as owing to their design they do not dam the flow. Venturi tubes are more expensive than orifice plates owing to the increased machining necessary for their manufacture. Venturi tubes are covered by a comprehensive standard (ISO 5167) and a value for C from the standard can be used. In reality many Venturi tubes are calibrated to determine a value for C for applications where higher measurement accuracy is required especially in gas when the uncertainty of an uncalibrated Venturi tube is high. Advantages: • Low pressure drop (around 10% of Δp) • Lower sensitivity to installation effects than orifice plates • Less susceptibility to damage • More suitable for gas flows with entrained liquid • Comprehensive standards (ISO 5167) Disadvantages: 10 • Low turndown (can be improved with dual range Δp cells) • Greater cost to manufacture • Greater susceptibility to “tapping errors” in high Reynolds number gas flows owing to the high velocity fluid passing the pressure tapping at the throat. • Less experimental data than orifice plates Good Practice Guide 7.3 Cone meters Cone meters (e.g. V-cones) are proprietary meters and are essentially an inverted Venturi tube. Instead of a contraction in the pipe, the fluid flows around a central cone as shown in the following diagram. V-cone meter Various designs are available and the downstream tapping can either be located in the base of the cone or machined through the wall of the meter body at the widest part of the cone, as shown below. The upstream pressure tapping is located before the cone. Dow nst rea m Tap Dow nst rea m Tap V-Cone Δp meter (a) flanged design (b) wafer design (www.mccrometer.com). Cone meters have proved popular as it is claimed they require very little upstream straight pipework before the meter to provide accurate measurements. This benefit is due to the fluid flowing around the cone which is described as “conditioning” the flow. One of the downsides of cone meters is the lack of standards governing this type of meter, as they have been a proprietary device, and there has been a lack of independent data available to provide confidence in claimed performance. Unlike Venturi tubes, orifice plates and nozzles, which are manufactured to tolerances specified in ISO 5167, cone meters are not manufactured to a specified tolerance and must be individually calibrated before use. 11 Introductory guide to differential-pressure flow meters 7.3 Cone meters (cont.) Advantages: • Lower sensitivity than orifice plates and Venturi tubes to installation effects • Shorter installation lengths • Less pressure loss than orifice plates • Wafer (between flange) versions • Effective for wet gas flow measurement applications Disadvantages: • Lack of standards • Not as much data available as “ISO 5167” meters • Pressure loss higher than Venturi tubes 7.4 Flow nozzles Flow nozzles are mainly used in the electrical power generation industry. They have a curved entry and a cylindrical throat, but no divergent outlet section. Therefore, the discharge coefficient is similar to that of a Venturi tube, but the overall pressure loss is similar to that of an orifice plate of comparable size used at an equivalent flowrate and pressure difference. The diagram below shows some examples of nozzles (a Low and high β long-radius nozzles (b) ISA 1932 nozzle). In order to reduce the pressure loss caused by a nozzle, it can be fitted with a divergent section similar to that used for a Venturi, hence becoming a Venturi nozzle, see (c) below. One advantage of a nozzle over an orifice plate is that there is no sharp edge to erode, but they are more expensive to manufacture and are generally more difficult to install or remove from the pipe for maintenance purposes. (a) Low - (b) (a) High (c) 12 Good Practice Guide 7.5 Variable area meters The meters discussed so far have all had flow going through a fixed area; hence the differential pressure varies with the flowrate and Δp is measured to determine the flowrate. Variable area meters operate at a constant Δp and the area changes with the flowrate. The area will increase as the flowrate through the meter increases to preserve a constant Δp. The most common design of variable area meter is the cone-and-float type, which is also known as a rotameter. The basic design of a variable area meter is a tapered tube (usually glass) containing a self-centring float that is pushed up by the flow and pulled down by gravity. At higher flowrates the float rises to increase the area between the tube and the float and maintain a constant Δp. The flowrate is determined from how far the float has risen up the tube: there are graduations on the side of the tube. Variable area meters are widely used for metering gas but different types are available for a variety of different fluids. A buoyancy correction term is required for liquids and dense fluids. Advantages: • Low cost • Versions available for most fluids • Instantaneous visual indication of flow changes • Low sensitivity to installation effects. Disadvantages: • Low accuracy – uncertainty on volumetric flowrate is ~2% of reading • Generally small turndown • Tendency of float to ‘stick’ at low flows • Requirement for buoyancy correction in liquids (www.alicatscientific.com) (www.coleparmer.com) 13 Introductory guide to differential-pressure flow meters 7.6 Averaging pitots Averaging pitots are sometimes referred to as Annubars and contain multiple pressure tappings to ‘average’ the flow; this is to try to compensate for a non-ideal flow profile. The averaging pitot tube is inserted across the pipe as show below. One side of the bar has pressure taps facing the flowing fluid that are coupled into an “averaging” chamber that measures the total (i.e. static + dynamic) pressure of the fluid. There may be a single port or multiple tapping ports on the opposite side of the bar to measure the low static pressure in the downstream region. The difference between the total and static pressures is effectively a measure of the fluid velocity head, which together with the pipe area enables the volumetric flowrate to be determined. Advantages: • Low pressure drop • Low cost • Ease of installation in existing locations • Possibility of installation in live lines (“hot tapping”) Disadvantages: 14 • Lower accuracy • Unsuitable for dirty flow – as ports can get blocked Good Practice Guide 8 Choosing a Δp meter Selecting the correct meter for a particular application and ensuring the metering system, including the pipework, is correctly designed is vital for the success of any metering system. In principle this sounds easy but is not always straightforward. 8.1 Accuracy In choosing a flow meter, there are many factors to consider, and among them the question of accuracy is often very important. While it is pointless to pay for a more accurate meter than is necessary, a cheap meter that has a lower accuracy may in the long term become an expensive option. For example, if you are actually selling more product than you get paid for or in shared pipeline allocation systems for oil and gas supplies where one operator may be getting financially undercut in receiving less revenue than was actually produced. Retrofitting or replacing a meter into existing pipework can be expensive especially if a process or system must be shutdown to install the meter. Once you have chosen a suitable meter it may need to be calibrated to reduce the measurement uncertainty and it will need to be installed correctly to achieve its potential accuracy. Example: If a typical orifice plate is designed and manufactured according to a recognised standard, it is reasonable to expect that the flowrate uncertainty will be approximately 1% (or less) when the system is flowing at the maximum flowrate under ideal conditions. • However, the flow measurement uncertainty could increase by as much as 4% because of installation effects, for example, inadequate upstream and downstream straight pipe lengths. By calibrating a differential-pressure meter an uncertainty of less than 0.5% should be obtainable. 9 Common issues There a number of issues that can occur with the use of certain types of Δp meters. Some of these are discussed below. 9.1 Static hole error Venturi tubes when used for metering gases at high Reynolds numbers can have a discharge coefficient greater than one, which is surprising as it would be natural to expect the value would be less than one [2]. This is due to static hole error caused by high velocity fluid passing the throat tapping, which causes the measured pressure to be higher than the true pressure. Static hole error can also occur in cone meters when the downstream (or low pressure tapping) is located on the meter wall at the widest part of the cone, owing to the increased velocity of the fluid at this position. The problem does not occur in cone meters where the tapping is located on base of the cone. 15 Introductory guide to differential-pressure flow meters 9.2 Calibration issues When Venturi tubes are calibrated in gases humps in the calibration curve may be observed. This is the result of resonance effects in the tappings and is dependent on the velocity of the fluid. Calibration data giving the discharge coefficient are usually plotted as a function of the Reynolds number. However, if the gas density (or gas pressure) changes but the velocity of the gas remains constant, then the humps in the calibration graph shift as the Reynolds number has changed (Reynolds number is proportional to the gas density). This should be taken into account if a function is fitted to a calibration graph. It is recommended to perform a calibration of Venturi tubes in gas at two different pressures to account for this effect. 9.3 Wear and tear Having obtained a suitable meter and calibrated it, one might suppose that to be the end of the matter. This is not so. As time goes by gradual changes may occur which eventually cause significant errors to be introduced unless remedial measures are taken. The sharp edge of an orifice plate may be eroded away causing the discharge coefficient to rise. Orifice plates should ideally be checked regularly. Film growth may occur on the throat of a nozzle or a Venturi tube resulting in a lower discharge coefficient. Unfortunately, no general rules for the rate of deterioration are available; each installation must be assessed according to its own set of circumstances, and renewals or recalibrations made as appropriate. The vital thing is to be aware of the dangers. 9.4 Incorrect installation There have been many reports of orifice plate meters not functioning properly. When the meter was checked it was found the orifice plate had gone! This could have been due to corrosion, erosion, or possibly even failure to reinstall it after maintenance. It may sound obvious but check the meter is where it is supposed to be! Orifice plates have been known to be installed the wrong way round. Always check with the meter manufacturer to obtain the correct installation requirements for the meter and operating instructions. 9.5 Maintenance If the flow conditions change then this may be outside the specified operating envelope in which the meter is designed to work and to provide accurate measurements. If the flowrate changes the Δp transducer can become saturated or not be sensitive enough to measure the Δp. It has been known for Δp transducers to stop working or become saturated and for this output value to be used to calculate the flow measurement for a long time before the problem was identified. As with any piece of plant machinery or instrumentation, it is important that the meter is properly looked after. It may require routine maintenance or recalibration to ensure accurate and/or consistent flow measurement. 16 Good Practice Guide 9.5 Maintenance (cont.) In some applications the accuracy of the meter may not be important but the repeatability of the meter could be vital to detect and monitor changes in the flowrate, for example, to ensure consistency in products. 10 Standards The most significant standard for differential-pressure meters, ISO 5167, has recently been revised in four parts [1]. • Part 1 covers general principles and requirements • Parts 2 to 4 cover orifice plates, nozzles and Venturi tubes, respectively These documents provide information on how the flow in full pipes should be measured to ensure measurement consistency across industries. It includes information required to meter-single phase flows of liquid and gas, such as equations to calculate the flow, tolerances for the manufacture of the meter, uncertainty of the flow measurement and installation requirements etc. Additional standards are available which cover metering applications outside the scope of ISO 5167 and guidance for the use of ISO 5167. These include: • Measurement of fluid flow by means of pressure-differential devices - Guidelines for specification of nozzles and orifice plates beyond the scope of ISO 5167. ISO/TR 15377. • Measurement of fluid flow by means of pressure differential devices - Guidelines on the effect of departure from the specifications and operating conditions given in ISO 5167. ISO/TR 12767. • Guidelines for the use of ISO 5167. ISO/TR 9464. 11 Summary Differential-pressure meters remain the most common meters in use worldwide. They are simple to make, normally without moving parts, and well understood. They have generally accepted standards based on years of research, and the standards have been revised in the light of the latest research. They have the advantage that most differential-pressure meters, especially the orifice plate, the most common meter, can generally be used without flow calibration. However, most differential-pressure meters have an output which is non-linear with flow; they are affected by upstream installations and ageing, and they may cause significant irrecoverable pressure loss. As with any meter care should be given to the installation and maintenance of the meter to ensure accurate measurements. The advantages and disadvantages of the common types of differential pressure meters are summarised in the table overleaf. 17 Introductory guide to differential-pressure flow meters 11 Summary (cont.) Relative advantages and disadvantages of Δp meters [3] Meter Type Relative Advantages Relative Disadvantages Orifice Plate Cheap. Low turndown (typically <4:1). Easy to install. High pressure loss No moving parts. Susceptible to erosion and/or damage from Comprehensive guidance (ISO 5167). constituents of the fluid. Can be installed uncalibrated. Very sensitive to upstream installation. Fiscal uncertainty. Venturi Tube Moderately low pressure drop (about 10% of Δp Low turndown (typically < 4:1). for long Venturis). High initial material cost. No moving parts. Susceptible to “tapping” errors in high-Re gas Upstream straight length requirement much flows. shorter than for orifice plates. Less susceptible to wear. Suitable for wet gas flow. Fiscal uncertainty. Dall Tube Nozzle V-Cone Lowest pressure drop of traditional Δp devices. Not widely used. 3 to 4 times shorter than Venturi tubes. Suitable for clean fluids only. Ease of installation. High pressure loss - similar to orifice plates. Covered by ISO 5167. Uncommon in oil / gas applications. Short installation lengths. Not included in Wafer designs easy to install. ISO 5167. Suitable for wet gas flow. Alternative tap positions can reduce “tapping” errors in high-Re gas flows Averaging Pitot Easy to install. Requires purge system in dirty gas. Self averaging; compensates for non-ideal Subject to vibration problems. velocity profiles. Almost no pressure loss in moderate line sizes. Inlet Meter Utilises existing inlet sections. Application limited to fan inlets or flows from No upstream length required. liquid reservoirs. Some designs standardised. Low pressure drop. Variable Area Cheap. Line pressure limited. 10:1 turndown. Moderately high uncertainty. Linear output. No upstream length requirement. Target Meter 18 Relatively cheap. Limited installed base. Electronic, linear output. Plate subject to damage. Medium turndown of 15:1. High uncertainty (point measurement). Good Practice Guide 12 Learning more…… More information can be obtained from the TUV NEL website (www.tuvnel.com), which contains many documents on Δp flow metering. 13 References [1] INTERNATIONAL ORGANIZATION FOR STANDARDIZATION. Measurement of fluid flow by means of pressure differential devices inserted in circular-cross section conduits running full. ISO 5167-4:2003. Geneva: International Organization for Standardization, 2003 [2] Reader-Harris, M. J., Brunton, W. C., Gibson, J. J., Hodges, D., Nicholson, I. G. Discharge coefficients of Venturi tubes with standard and non-standard convergent angles. Flow Measurement and Instrumentation, Vol. 12, No 2, pp 135145, April 2001. [3] Principles and practice of flow measurement. Training course notes. TUV NEL, East Kilbride, UK. 14 Glossary This glossary contains some of the commonly used words which are explained in a bit more detail. The descriptions here are not meant as thorough explanations, but as a handy tool to make reading this guide easier. Accuracy - Qualitative term used to compare an indicated value with the true value Uncertainty - Parameter associated with the result of a measurement that characterises the dispersion of the values that could reasonably be attributed to the measurement Error - The difference between the indicated value and the true value Beta - The ratio of the diameter of the restriction (referred to as the orifice or throat) to the pipe diameter Discharge coefficient - The ratio of the actual to the measured mass flowrate. Reynolds number - Ratio of inertial forces to viscous forces. Vena contracta - The point downstream of a constriction in flow where the area of the fluid stream is smallest Pressure tapping - Small perpendicular holes in the wall of a pressurized, fluid-containing pipe or vessel used for connection of pressure-sensitive elements for the measurement of static pressures Orifice plate - Plate with a small machined hole, which can be used to measure flow by measuring a difference in pressure Venturi tube - Short pipe with a constricted inner surface, used to measure flowrate 19 Introductory guide to differential-pressure flow meters 14 Glossary cont. Cone meter - A cone around which fluid flows, which is used to measure flowrate. In essence an inverted Venturi tube Static hole error - The difference between the static pressure measured using a pressure tapping and the static pressure in the absence of a pressure tapping and the reason why the discharge coefficient can sometimes be found to be greater than 1. Turndown ratio - The range a flow meter is able to measure with acceptable accuracy. For further information, contact: TUV NEL, East Kilbride, GLASGOW, G75 0QF, UK Tel: + 44 (0) 1355 220222 Email: info@tuvnel.com www.tuvnel.com