Open-Die Forging of Structurally Porous Sandwich Panels
advertisement

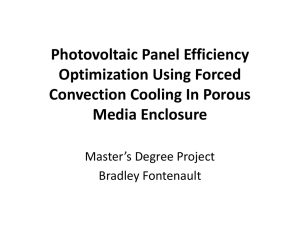
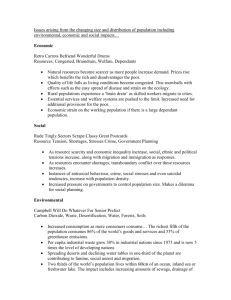
Open-Die Forging of Structurally Porous Sandwich Panels D.M. ELZEY and H.N.G. WADLEY Structurally porous metal sandwich panels consisting of dense face sheets and porous cores of controlled relative density can be manufactured by trapping inert gas during hot isostatic pressing and modifying its distribution via subsequent thermomechanical forming. A plane-strain solution for analyzing the open-die forging of such a plastically compressible sandwich panel is developed. An effective yield potential for the face sheet/core sandwich is constructed from the Mises yield criterion for the rigid-plastic face sheet and Doraivelu et al’s density-dependent yield function for the compressible core. This effective constitutive response is used in a classical “slab” analysis of open-die forging. The analysis predicts the upsetting force and the distributions of pressure, core relative density, and average stresses within both the face sheet and the core. During upsetting, a zone of fully constrained material (i.e., with zero lateral strain) is predicted to occur at the center of the workpiece, and this densifies first. A densification front then advances laterally from the panel center toward the outer edges. The nonuniform densification complicates the use of forging for the production of components requiring a uniform density core. I. INTRODUCTION LIGHTWEIGHT sandwich panels consisting of honeycomb or porous cores bonded between stiff face sheets have high structural efficiency and are used in many applications where high bending and buckling resistance are needed. These include the wing skins and floor panels of aircrafts, the hulls of some ships, and high-performance skis.[1] Numerous materials have been used to construct structurally efficient sandwich panels. The stiff, strong face sheets have often been constructed from fiber-reinforced polymer matrix composites or aluminum, while the low density cores have been made from aluminum or paper-resin honeycombs, inexpensive polymeric foams, or even balsa wood.[1] Titanium sandwich panel construction for high-temperature sandwich structures has exploited diffusion bonding and superplastic forming methods.[2] However, the high cost of manufacturing these systems has limited their application and has stimulated an interest in the development of lower cost alternatives. One approach to titanium sandwich panel manufacture is based on an entrapped gas processing method.[3] In this approach, titanium powder is sealed inside a titanium canister under a significant (several atmosphere) pressure of an inert (relatively insoluble) gas such as argon. This canister is then consolidated by hot isostatic pressing to a moderate relative density (85 to 98 pct). The high pressure within the remaining gas-filled pores inhibits full pore closure and the attainment of theoretical density. These pores remain during the subsequent thermomechanical forming of a panel by either hot forging or rolling. When this structure is finally annealed, the pores expand, creating a component with fully dense face sheets (derived from the original can) and a core with a relative density approaching 50 pct.[4] The subsequent mechanical performance of these lowdensity core (LDC) panels depends significantly on the D.M. ELZEY, Assistant Professor, and H.N.G. WADLEY, Edgar Starke Professor and Associate Dean of Research, are with the Department of Materials Science and Engineering, University of Virginia, Charlottesville, VA 22903. Manuscript submitted June 29, 1998. METALLURGICAL AND MATERIALS TRANSACTIONS A core’s density, the relative thickness of the core and face sheet, and the quality of the face sheet/core interface. The core density and the core and face sheet thicknesses are a complicated function of the initial can thickness and gas pressure, the initial powder size distribution, the material properties of the can and powder, and the processing conditions used for consolidation, subsequent hot forming, and the final annealing treatment. As efforts continue to deduce the best process sequence,[5] interest is growing in the development of predictive models that relate the core density to process conditions. These models are needed to understand the conflicting dependencies of key product attributes such as porosity content on the method and conditions used for processing. The modeling is complicated by the high levels of porosity in these materials that result in significant plastic compressibility, which precludes the use of standard results from most forming analyses because they are based on the assumption of plastic incompressibility.[6] Here, we use a modified form of a slab analysis to investigate the deformation encountered during open-die forging of an LDC sandwich panel. This approach uses the constitutive response of a porous, compressible medium to analyze the influence of core compressibility on the forming behavior. II. ANALYSIS We analyze a model sandwich structure consisting of a porous core with a relative density greater than 60 pct that is stiffened with fully dense face sheets of the same material.* We subject this structure to upsetting between flat *The analysis is valid in the case of different face sheet and core materials, provided the face sheet can be be approximated as a Mises solid. parallel dies, as shown in Figure 1. The coordinates (x1, x2, and x3) shown in Figure 1 are taken to be principal directions. We assume the sample to be wide in the x2 direction so that a plane-strain (i.e., «˙ 2 5 0) slab analysis method can be used.[7] The analysis seeks to calculate the upsetting force, FU , the normal pressure distribution, s3(x1), the stresses, and the partitioning of strains, both between the face sheet VOLUME 30A, OCTOBER 1999—2689 relative densities.[10] The potential (Eq. [3]) defines a family of ellipsoidal surfaces in principal stress space representing the states of stress required to plastically yield a body of a given density, D. Because of the plastic compressibility of a porous body, the plastic Poisson’s ratio* (np) predicted *The plastic Poisson’s ratio is defined as the ratio of plastic strain increments, d« p1 /d« p3, during uniaxial loading in the x3 direction. Fig. 1—Schematic of the plane strain upsetting of a face-sheet-stiffened, porous core sandwich panel. from Eq. [3] increases with density (np 5 D2/2). As D increases, the yield surface expands in a manner analogous to the effect of strain hardening in plastic solids. In the limit as D → 1, the Mises yield criterion [1] for an incompressible plastic solid is recovered, and the plastic Poisson’s ratio tends to 0.5, which is that of the fully dense material. The associated flow rule for a porous plastic medium can be obtained by assuming normality of strain increments d«i 5 L ­F ­si [4] and core and between deviatoric and dilatational deformations for arbitrary displacements of the die faces. The face sheets are assumed to be perfectly bonded to the core, thus requiring strain compatibility at the face sheet core interface, i.e., «˙ 1C 5 «˙ 1F, where subscripts C and F refer to the core and face sheet, respectively. Because plastic strains are typically large during forging, the small elastic strains are neglected in the analysis. where the subscript i refers to principal directions, L is a density-dependent scalar quantity, and F is a yield potential, such as that given by Eq. [3]. With Eq. [4], the plane-strain condition (d«2 5 0) allows the “core” principal stress in the x2 direction to be expressed in terms of the other two principal stress components, s1 and s3, i.e., A. Constituent Constitutive Behaviors Substituting Eq. [5] into the yield potential, Eq. [3], and solving for the lateral stress component then gives an expression for s1C in terms of s3C Because open-die forging is a high-strain-rate process, creep is ignored, and it is assumed the face sheets deform in a rigid-plastic manner with a flow stress satisfying the Mises yield criterion, !3J82 5 s0, where J82 5 [(s1 2 s2)2 1 (s2 2 s3)2 1 (s3 2 s1)2]/6 is the second invariant of the deviatoric stress tensor, and s0 is the uniaxial yield strength of a rigid perfectly plastic material. For plane-strain conditions («˙ 2 5 0), the Mises criterion reduces to s1F 2 s3F 5 6 2 s0 !3 [1] The fully dense face sheets are taken to be plastically incompressible, so «˙ 1F 1 «˙ 2F 1 «˙ 3F 5 0, and therefore «˙ 5 2«˙ [2] 1F 3F The core is taken to deform in a rigid, perfectly plastic manner, but due to the presence of porosity, plastic compressibility must be included. Numerous potentials for plastically compressible solids exist (e.g., References 8 through 10). Unfortunately, many are valid only for small pore fractions. Here, the yield potential, F, of Doraivelu et al.[10] for an isotropic, compressible plastic medium is used. It is given by F 5 (2 1 D2)J82 1 (1 2 D2) 2 J1 2 (Ds0)2 5 0 3 [3] where J1 5 s1 1 s2 1 s3 is the first invariant of the stress tensor, and D is the relative density (defined as the ratio of the density of the porous medium to that of the solid “matrix,” i.e., D 5 r /rs). The potential described by Eq. [3] was originally derived by extending the distortion energy theory[11] to a voided plastic continuum and is in good agreement with experimental data obtained over a wide range of 2690—VOLUME 30A, OCTOBER 1999 s2C 5 D2 (s1C 1 s3C) 2 [5] s1C [6] (2D 1 D )s3C 6 2!(24 1 3D 1 D )s 4 2 D2 2 5 4 4 6 2 3C 1 (4D 2 D )s20 2 6 A differential slice of material of thickness dx1 at position x1 can be identified for detailed analysis (Figure 1). In keeping with the usual method of slab analysis, it is assumed that such an element remains plane during deformation and that stresses and strains are constant throughout the element. This assumption excludes the possibility of some real effects, such as “barreling” of the workpiece near its edges. However, this may not be very significant for the high-aspect ratio (l/h) panels of primary interest here. The assumption of uniform deformation also implies that gradients in stress and strain caused by the discontinuous change in mechanical properties at the face sheet core interface are not included in the analysis. The face sheets and core of the sandwich can therefore be replaced with a homogeneous “effective” medium. The forging solution for the effective medium will yield the overall stresses, s1 and s3, and strains, «1 and «3, which can then be used to deduce the average stresses and strains in the face sheet and the core. B. Effective Yield Criterion Consider a small region (slice) of the composite sandwich, which is subjected to overall principal stresses, s3 (normal to the face sheets), and lateral stresses, s1 and s2(s1, s3). Lateral stresses arise due to friction at the sample-die interface. The normal stress in the porous core and face sheets METALLURGICAL AND MATERIALS TRANSACTIONS A Fig. 2—An effective yield surface is constructed for a low density core sandwich in which the face sheet yields according to the Mises criterion and the porous core is described by a plastic potential due to Doraivelu et al.[10] is equal to the applied (principal) stress, i.e., s3C 5 s3F 5 s3. Because the lateral stresses within the constituents must also be in equilibrium with the lateral stress acting on the sandwich, a force balance in the lateral (x1) direction gives s1ChC 1 s1FhF 5 s1h [7] where h, hC , and hF /2 are the overall sandwich, the core, and the face sheet thicknesses, respectively. Dividing Eq. [7] by the total thickness, h, allows the stress to be written as a rule-of-mixtures s1C fC 1 s1F fF 5 s1 [8] in which fC and fF are the core and face sheet volume fractions. Substituting expressions for the lateral component stresses, s1F and s1C (from Eqs. [1] and [6]), into Eq. [8] results in an effective yield criterion for the panel (2D2 1 D4)s3 6 2!(24 1 3D4 1 D6)s 23 1 (4D2 2 D6)s 20 4 2 D2 1 ? fC 1 s3 6 2 2 s0 ? fF 5 s1 !3 [9] in which the applied principal stress, s3 (5 s3C 5 s3F ), has been introduced. The effective yield locus defined by Eq. [9] is shown in Figure 2. It can also be graphically constructed. First, the yield loci for the face sheet (the Mises criterion) and the porous plastic core (Doraivelu et al.) are plotted (Figure 2). An arbitrary normal stress, s3, is then chosen, followed by the yield criteria for the face sheet and the core used to determine the lateral stresses, s1C and s1F, in both constituents. Equation [8] (or [9]) then specifies a point lying between the Mises and porous core yield loci whose exact position depends on the face sheet and core volume fractions. This interpolation between the constituent yield loci results in two elliptical segments (described by Eq. [9]), but does not produce a closed yield surface for the composite sandwich. A physically reasonable, closed surface can be obtained by connecting the elliptical segments with straight lines at s3 5 6s3max. This construction does not violate positive work arguments (e.g., Druckers postulate[12]), and, if normality is assumed, it implies that a range of overall stress states exists (having a nonzero lateral stress) for which the sandwich METALLURGICAL AND MATERIALS TRANSACTIONS A Fig. 3—The effective (sandwich panel) yield surface expands with increasing core relative density (densification hardening) and reduces to the Mises yield locus as D → 1. panel deforms perfectly uniaxially (i.e., with zero lateral strain). The effective yield criterion accounts for the anticipated anisotropy of plastic flow so that the flow stress is correctly predicted to be much greater when a uniaxial stress is applied laterally (as opposed to normal to the sandwich panel). The effective constitutive model (Eq. [9]) also indicates that plastic anisotropy increases with face sheet thickness and reduction in the relative density of the core. Figure 3 illustrates the effect of increasing density on the effective yield surface: the yield surface expands (as predicted by Doraivelu et al.[10] for the porous core alone) and exhibits a decreasing anisotropy. As the relative density of the core approaches unity, the effective yield criterion reduces to the Mises yield potential for an isotropic, incompressible solid. Rearranging Eq. [9] allows the effective yield potential for the sandwich to be expressed as F* 5 [3(D4 2 4)2f 2Cs3 1 (D2 2 4)2fF (3fFs3 1 2!3fFs0 2 3s1) 2 D2(D4 2 2D2 2 8)fC(6fFs3 1 2!3fFs0 2 3s1)] 2 (D2 2 4)2[D4fC 1 D2(2fC 2 fF) 1 4fF]2(2!3fFs0 2 3s1)2 [10] 1 3[(D4 2 4)2f 2C 2 2D2(D4 2 2D2 2 8) fC fF 1 (D2 2 4)2f 2F][12(D3fCs0)2 1 (D4 2 8D2 1 16)(4f 2Fs 20 2 4!3fFs0s1 1 3s 21) 2 48(DfCs0)2] Assuming normality of strain increments for the effective material (i.e., assuming Eq. [4] is applicable), the potential allows the plastic strain rate (or increment) vector to be determined. The potential given by Eq. [10] applies to normal stresses within the range 2s3max , s3 , s3max. For s3 5 6s3max, the yield locus is a straight line parallel to the s1-axis so that the macroscopic plastic strain rate is «˙ 3 (i.e., «˙ 1 5 0). III. OPEN-DIE FORGING MODEL A. Overall Stresses and Strains During open-die forging, a uniform strain, «3, is applied in the forging direction. Interfacial sliding between rigid VOLUME 30A, OCTOBER 1999—2691 Table I. Coefficent Definitions a0 5 2 2 !3fF(D 2 8D 1 16) a1 5 3(D4 2 8D2 1 16) a2 5 3(D2 2 4)h b0 5 22!3fF (D2 2 4)h b1 5 3(D2 2 4)h b2 5 3[ f 2C(D4 2 4)2 2 2fC fF (D4 2 2D2 2 8)D2 1 fF (D4 2 4)2] h 5 fCD4 1 (2fC 2 fF)D2 1 4fF 4 2 platens (dies) of the tool and the effective sandwich material is assumed to be governed by Coulomb friction, i.e., F 5 mp, where m is the coefficient of friction acting at the platen/ face sheet interface (assumed constant with respect to x1) and p is the interfacial pressure. A force balance applied to a differential slice of material of thickness, dx1, located at x1 5 1x, gives 2s1h 2 2ms3dx1 1 (s1 1 ds1)h 5 0 [11] A similar equation is obtained for an element located to the left of the center (x1 , 0) but with a positive friction term. Because the solution is symmetric about x1 5 0, only Eq. [11] is considered. Rearrangement of Eq. [11] gives an ordinary differential equation (ODE) for s1(x1): ds1 2m 5 s (s ) dx1 h 3 1 [12] where s3(s1) is given by the effective core density– dependent yield criterion, Eq. [9]. The lateral stress, s1, can be obtained from the ODE given by Eq. [12] using a Runge–Kutta algorithm with an adaptive step size. Initially, the core is assumed to have a constant density, D(x1) 5 D0, and Eq. [12] is solved using an applied strain increment, d«3, small enough that the error in neglecting a change in density is acceptably small. This finite difference procedure is continued as successive increments of vertical strain are applied, though the density profile becomes nonuniform. The overall lateral strain increments can be determined by substituting the effective yield potential for the sandwich panel Eq. [10] into Eq. [4]. Taking derivatives of the effective potential with respect to s1 and s3, and forming the ratio d«1/d«3, allows the effective lateral strain increment to be expressed in terms of a known strain increment in the forging direction d«3 d«1 5 H J a0s0 1 a1s1 1 a2s3 ? d«3 b0s0 1 b1s1 1 b2s3 [13] where the a and b coefficients are defined in Table I. The cumulative lateral strain is obtained numerically by integrating (summing) the strain increments, «1(x1) 5 *d«1(x1). Similarly, the cumulative upsetting strain is «3 5 *d«3. B. Constituent Stresses and Strains Once the macroscopic stresses, s1 and s3, are obtained from Eqs. [9] and [12] for a prescribed strain, Eqs. [1] and [6] can be used to obtain the lateral stresses in the face sheet and core. The relative density in the core depends on the core strains according to D 5 D0(1 2 «kk). Because D can 2692—VOLUME 30A, OCTOBER 1999 vary in the lateral direction, the density under plane-strain loading conditions is D(x1) 5 D0[1 2 («1C(x1) 1 «3C(x1))] [14] Evaluation of Eq. [14] requires the strains in the core to be determined after each increment of applied strain. Equation [14] is then used to update the local density, which then becomes the initial condition for the next iteration in the overall solution sequence. Incompressibility of the face sheets (Eq. [2]), combined with the strain compatibility requirement, «1F 5 «1C 5 «1, gives the normal strain in the face sheet in terms of the (now known) effective lateral strain «3F 5 2«1 [15] The through-thickness strain in the core, «3C, is obtained by noting that the face sheet thickness is related to strain by «3F 5 ln hF /hF0, so that hf 5 hF0 exp («3F) [16] Because the total thickness, h (5h0 exp («3)), is the sum of the face sheet and core thicknesses, «3C 5 ln hC h 2 hF 5 ln hC0 h0 2 hF0 [17] with «1C 5 «1 and «3C given by Eq. [17], the relative density is determined using Eq. [14]. The component volume fractions are then updated using fF 5 hF /h and fC 5 1 2 fF . C. Face Sheet Yield Condition If the face sheet is relatively thick, or if the core density is low, the stresses in the face sheet may be insufficient to cause yielding; i.e., Eq. [1] is not satisfied. As forming proceeds and the core densifies (thereby increasing its yield strength), the stresses in the face sheet rise and eventually become sufficient to cause yielding. The forging analysis may therefore be broken down into two stages. During stage 1, only the porous core deforms, with upsetting displacements serving to densify the core. During stage 2, both the face sheet and core plastically deform such that equilibrium and compatibility are satisfied. Because the face sheet remains undeformed during stage 1, compatibility of lateral strains requires that no lateral deformations occur within the porous core. The face sheet must therefore constrain the core from expanding laterally, giving rise to a compressive (lateral) stress within the core and, depending on the frictional conditions, a tensile stress in the face sheet. A condition for face sheet yielding, which depends only on the core density, D, and the ratio of face sheet/core thickness, may then be derived as follows. During stage 1, where no face sheet yielding occurs, compatibility requires the lateral strain rates to be zero, «˙ 1F 5 «˙ 1C 5 «˙ 1 5 0. This leads to the condition for the core, obtained from Eqs. [3] and [4], that as1C 2 bs3C ˙ « 50 «˙ 1C 5 as3C 2 bs1C 3C 1 2 [18] where a(D) 5 1 2 D4/4 and b(D) 5 D2/2 1 D4/4. Because Eq. [18] must hold for arbitrary upsetting strain rates, a sufficient condition to satisfy it is as1C 2 bs3C 5 0 [19] METALLURGICAL AND MATERIALS TRANSACTIONS A Fig. 4—Minimum core density required for face sheet yielding as a function of the ratio of face sheet/core thickness. Combining Eqs. [3] and [5], and solving for the normal stress component, s3C, gives s3C [20] (2D 1 D )s1C 6 2!(24 1 3D 1 D )s 4 2 D2 2 5 4 4 6 2 1C 1 (4D 2 D )s 20 2 6 Substituting this expression for s3C into Eq. [19] gives the lateral stress needed to constrain the core s1C 5 62 ! 2D6(2 1 D2)s 20 232 1 32D2 2 2D4 1 D6 1 D10 [21] Because the face sheets must carry the needed stress (neglecting static friction at the workpiece/tool interface), s1F 5 2s1C hC hF [22] Equations [21] and [22] allow s1F to be expressed as a function of density and hC /hF , which can be substituted into the Mises criterion [1]. Substituting s1C with s̃1C in Eq. [20] using Eq. [21], and noting that s3C 5 s3F , allows s3F in Eq. [1] to be expressed as a function of density. Solving the resulting expression, 1 s1F D, 2 hC 2 2 s3F (D) 5 6 s0 hF !3 [23] allows determination of the core density at which the face sheet yields. A plot of the critical density for face sheet yielding vs the ratio of sheet to core thickness is shown in Figure 4. As the face sheet thickness is increased at a fixed sample thickness, the density required to initiate face sheet yielding increases. Figure 4 indicates that if the combined thicknesses of both face sheets are about one-tenth the thickness of the core, the face sheet will not plastically yield until the core density reaches 0.65. On the other hand, relatively thick face sheets (hF ' 0.3hC) can be expected to plastically deform when the core density is around 95 pct, which is roughly the core density of as–hot isostatically pressed titanium LDC panels.[5] As a consequence, the LDC process should allow potentially thick face sheets to be thermomechanically formed into large sandwich panels. In general, the upsetting of a sandwich structure containing a porous core and rigid-plastic face sheets begins by METALLURGICAL AND MATERIALS TRANSACTIONS A Fig. 5—Flow diagram describing the implementation of the open-die forging analysis. Stage I occurs if the face sheet does not yield during an increment of upsetting strain, while during stage II, both the face sheet and core are plastically deforming. plastic deformation of the core alone (stage 1). During this stage, all of the upsetting strain goes into densifying the core [D] 5 D0(1 2 «3)] with no transverse strain. In addition, the forging stress, s3, is uniform and is given by Eqs. [20] and [21]. Because the overall lateral stress, s1, is zero (because the lateral strain is zero), Eq. [22] replaces the ODE, Eq. [12], as the equation of equilibrium. Once the face sheet begins to yield (stage 2), the solution given in Sections II and III–A and B applies. The analysis is repeated for the axisymmetric case in the Appendix. IV. IMPLEMENTATION The implementation method for the preceding analysis is indicated by the flow diagram of Figure 5. Initial values for the face sheet and core thicknesses, panel aspect ratio, core relative density, and frictional coefficient were selected. Expression [23] was then used to determine if the face sheet plastically yielded (at any point, x1) when upsetting began. If no face sheet yielding was predicted, the minimum core density was determined, which caused the face sheet to yield upon die displacement, and this value of core density was used as the initial value for the remaining calculations. The analysis then proceeded to a series of steps, beginning VOLUME 30A, OCTOBER 1999—2693 with a small increment in applied (upsetting) strain, which was repeated until a specified average or peak core density, macroscopic forging strain, etc., was reached. Following an incremental die displacement, the macroscopic lateral stress, s1(x1), was obtained by solving the equilibrium Eq. [12] and this solution was inserted into the effective yield criterion [9] to obtain the applied normal stress, s3(x1). The constituent lateral stresses, s1F(x1) and s1C(x1), were then obtained from the constituent yield criteria, Eqs. [1] and [6]. The macroscopic lateral strain increment, d«1, is computed from Eq. [13] and the cumulative lateral strain obtained by integration. Incompressibility of the face sheet and compatibility of strains between face sheet and core were then used to calculate the constituent strains and the new core density, D(x1). This sequence of steps was then repeated, using the current results for core density profile and face sheet and core thicknesses as initial values. V. RESULTS The analysis described previously was used to numerically simulate the open-die forging of a porous metal core sandwich panel for varying conditions of initial core density, core volume fraction, and interfacial friction. To emphasize the effects of porosity, Figure 6(a) shows the predicted evolution of the forging pressure profile of a panel with an initial density of 0.8, which is subjected to increasing strain in the forging (x3) direction. The distribution is symmetric about the center (x1 5 0), so only the right half of the distribution is shown. The starting density of 0.8 was assumed uniform; the sample aspect ratio (l/h) was five, and the core volume fraction was 0.8. The pressure profiles are seen to increase exponentially as one moves inward from the sample’s outer edge until being intercepted by a plateau extending to the panel center. The maximum core density reached is uniform within the region of constant stress and is given for each profile. As upsetting continued, the forging pressure increased, and the plateau shrank and disappeared when the material at the panel center (x 5 0) became fully dense. Such behavior arises as a consequence of the material’s plastic compressibility, which allows lateral stresses (here due to friction) to fully constrain lateral deformation. As Figure 6(b) illustrates, varying the coefficient of friction has no effect on the maximum forging pressure needed to reach a given peak core density (0.95), but the length of the stress plateau decreases with decreasing friction. The peak pressure is unaffected by friction, because within the plateau region, material is fully constrained laterally so that no relative sliding between the tool and panel occurs. Increasing friction does, however, have the effect of enlarging the size of the fully constrained zone. The predicted evolution of core relative density during continued upsetting is shown in Figure 7 for the same conditions in Figure 6(a). The upsetting strains, «3 (2.5, 7.5, 13, 15.6, and 16.5 pct), associated with each density profile are given in the figure. The core is seen to densify first at the center, with a region of uniform density extending over most of the panel’s length. The shape of this density gradient does not appreciably change until full density is almost reached at the sample center. When the material at the centerline approaches full density, the plateau disappears and a densification front then proceeds from the center outward. By comparing Figures 6(a) and 7, it can be seen that the region of 2694—VOLUME 30A, OCTOBER 1999 (a) (b) Fig. 6—(a) Evolution of the pressure profile during upsetting from an initial core density of 0.8. The classical friction hill is modified for compressible solids by a plateau stress associated with fully constrained uniaxial deformation. (b) Increasing interfacial friction during forging leads to greater stress gradients near the panel’s edges. constant normal pressure in Figure 6(a) corresponds to that of uniform core density in Figure 7. Figure 8(a) shows the total upsetting force per unit depth as a function of the average core density for various friction coefficients and core fractions. It can be seen that the forcedensity relationship is only mildly influenced by variations in either the frictional coefficient for 0.1 # m # 0.4 or the core volume fraction for 0.5 # fC # 0.95. While the aspect ratio was fixed at five in Figure 8(a), its influence on the force-density relationship is explored in Figure 8(b). The core volume fraction and the coefficient of friction were fixed at 0.8 and 0.2, respectively. Varying the aspect ratio METALLURGICAL AND MATERIALS TRANSACTIONS A Fig. 7—The evolution in density distribution during upsetting indicates that densification occurs most readily at the panel’s center attributed to the formation of a “dead zone” of fully constrained material (i.e., uniaxial upsetting with no lateral deformation). The length of the dead zone shrinks as upsetting proceeds. between 0.5 (panel length equals thickness) and 10 (a thin sheet) is seen to exert a strong influence on the predicted forming loads. Because the state of stress varies with position within the face sheet and core, it may be anticipated that the thickness of the constituents will not remain uniform as upsetting proceeds. Figure 9 shows the semithickness of the sandwich (h/2) and core (hC /2) as a function of normalized position (x1/l). The sandwich has been compressed from an initial overall semithickness of 10 mm to a final thickness of 9 mm (resulting in a core density increase from 0.8 to 0.9) and has resulted in a slight thinning of the face sheet near the outer edge (x1/l 5 1). This result can be better understood by consideration of the stresses within the panel constituents. Figure 10 shows the lateral stresses in the face sheet and core for the conditions of Figure 9; although the sandwich (overall) and core are in compression everywhere, the face sheet experiences a tensile stress near the outer edge because of the requirement that the lateral forces in the face sheet and core be in equilibrium. Figure 11(a) illustrates the influence of the panel aspect ratio on the mean stress distribution within the core when the density at the panel’s center (x1 5 0) has reached 0.99. The mean stress is at a minimum at the outer edge and increases to a plateau value or to a peak at the center. This simply reflects the fact that both the upsetting and lateral stresses reach their peak values at the panel’s center. As shown in Figure 1(b), increasing the coefficient of friction also increases the portion of the panel subjected to the highest hydrostatic stress. VI. DISCUSSION During open-die forging of conventional (fully dense) metals and alloys, friction at the tool/workpiece interface leads to lateral compressive stresses in the sample, which give rise to the increase in pressure as one proceeds inward from the edge toward the centerline. This well-known effect, resulting in a “friction hill,” is also observed for the compressible, plastic sandwich considered here. However, in contrast with the upsetting of an incompressible solid, a METALLURGICAL AND MATERIALS TRANSACTIONS A plateau in the normal interfacial pressure is observed for compressible materials (Figure 6(a)). The plateau stress arises as a consequence of the lateral stress, which may become great enough to suppress the lateral (Poisson) strain, so that a zone of constrained uniaxial compression (“dead zone”) exists at the sample center (Figure 12). This is similar to the dead zone observed during the upsetting of fully dense preforms. For example, the uniaxial compression of a solid right circular cylinder has a cone-shaped region of material adjacent to the platens that remains relatively undeformed.[13] While the constraint of material adjacent to the platens by frictional forces leads to lateral straining by the formation of shear bands and barreling in the case of dense (incompressible) solids, porous plastic preforms can undergo fully constrained uniaxial compression (with a corresponding volume shrinkage, i.e., densification). Because in the porous case lateral deformation is constrained within the dead zone (i.e., «˙ 1 5 0), all material points within the zone are subjected only to the (uniform) upsetting strain and are therefore of constant density. Figure 7 shows that for the given initial density, face sheet thickness and aspect ratio, and frictional coefficient (constant), a wide region of constrained uniaxial compression develops at a plateau density of 0.85. As upsetting continues, the core densifies and, because the yield locus expands with density (Figure 3), the length over which the frictional stress is sufficient to constrain lateral deformation is reduced, and the zone of constrained compression shrinks. As the material at the center reaches full density (becoming incompressible), the dead zone disappears and a densification front forms and proceeds from the center outward. The results of Figure 7 also show that significant density gradients can arise during forging of initially homogeneous porous preforms; with the center at full density, the density at the outer edge is only around 90 pct. Thus, a uniform density distribution will be difficult to achieve in components produced by forging of homogeneous porous preforms. Increasing the frictional coefficient during forging, which leads to increased lateral stresses, results in a wider region of constant density but at the expense of higher density gradients near the panel edges (x1/l 5 61) (as indicated by the pressure profiles in Figure 6(b)). Another consequence of the loss in frictional constraint near the outer edge of the sample is the preferential thinning of the face sheet near the panel edges (x1/l 5 61) (Figure 9). As a perfectly bonded face sheet/core sandwich panel is compressed, the plastically deforming core exerts a tensile force on the face sheets, which is countered by compressive forces due to friction. Because the overall (compressive) lateral stress must approach zero at the panel edges (x1/l 5 61), the required balance of forces between the face sheet and core (Eq. [8]) causes the lateral stress in the face sheets to become tensile (Figure 10). The combination of a compressive forging stress and a tensile lateral stress causes plastic yielding to occur more readily at the face sheet edges than at the sample center where the principal stresses are all compressive. Densification of the porous core during open-die forging ultimately depends on the compressive hydrostatic stresses achieved within the core, which are enhanced by increasing the face sheet thickness, interfacial friction, and aspect ratio (l/h). Figure 11 indicates that the panel aspect ratio exerts VOLUME 30A, OCTOBER 1999—2695 (a) (b) Fig. 8—(a) The dimensionless upsetting force increases slowly when the average core relative density is low, but increases exponentially as the average density approaches one. Frictional conditions and core volume fraction have little influence on the forming load, except at high densities. (b) Upsetting force increases strongly with aspect ratio (panel length/thickness). Fig. 9—Sandwich and core thickness (normalized by the initial sandwich thickness, h) for a panel upset from an initial density of 0.8 to 0.9, showing thinning of the face sheet near the panel’s outer edge. 2696—VOLUME 30A, OCTOBER 1999 Fig. 10—Typical solutions for the lateral stresses in the face sheet and core. While the core remains in compression everywhere, the face sheet may experience tension near the outer edge. METALLURGICAL AND MATERIALS TRANSACTIONS A (a) (b) Fig. 11—Compressive hydrostatic stresses within the core are increased by increasing the panel’s (a) aspect ratio or (b) interfacial friction, both of which lead to increased lateral stresses during forging. The region of fully constrained flow (dead zone) is also increased. Fig. 12—Frictional forces at the die/workpiece interface during upsetting of a compressible medium give rise to a zone of fully constrained material near the panel’s center. As a consequence, full density is reached there first. a somewhat stronger influence over the mean stress than does the friction coefficient, although the maximum mean stress, corresponding to the dead zone, is the same. Varying METALLURGICAL AND MATERIALS TRANSACTIONS A the frictional coefficient and face sheet thickness is predicted to have only a minor effect on the working load for core densities below about 0.95 (Figure 8(a)). Interestingly, lower tool/workpiece friction and thinner face sheets require a greater force to achieve the same average density, because reduced friction and thin face sheets lead to lower lateral (x1) stresses and therefore a reduced hydrostatic stress and a consequent loss in densification efficiency. These results indicate that the production of panels with a uniform core density throughout will be difficult to achieve in practice, because the boundary condition that the lateral stress be zero at the panel edges, x1/l 5 61, means that a gradient in the hydrostatic stress component is unavoidable. Forging conditions promoting the formation of a dead zone in which lateral flow is fully constrained, i.e., high interfacial friction, high aspect ratio (sheetlike), and relatively thick, well-bonded face sheets, will produce panels in which the center region of uniform microstructure will be largest. Alternatively, lowering the initial preform density increases the length of the dead zone by making it easier for frictional tractions to constrain lateral deformation. Forging techniques other than upsetting between simple flat overhanging dies (e.g., in which thickness is reduced in small bites by advancing a set of narrow dies over the panel’s length or the use of shaped dies) might be used to improve uniformity. Alternative forming techniques, such as rolling, appear to be better suited to the production of porous core sandwich panels, especially in the case of large sheets. Although interfacial sliding and matrix shear deformation cannot be addressed by the slab analysis, they are quite possible during forging. The assumption of perfect bonding between the core and face sheets is, however, supported by experimental observations in which interfacial cracks are seen to propagate, not along the interface, but parallel to the interface within the porous core. Incorporation of matrix shear deformation (and possibly failure) as a possible response during stage 1 (when the face sheets are rigid) would be a relatively straightforward extension of the model. Actual conditions encountered during forging are typically more complicated than those of simple uniaxial upsetting, but an analysis of this simple case provides insight into the influence of porosity on forming loads and shape (aspect ratio) evolution in low density core metallic sandwich panels. Even a small amount of porosity can be expected to have a significant effect on forming loads. Figure 6(a) shows that the peak pressure increases slowly with density initially (for example, the peak pressure increases from about 1.1 to 1.4 as the density increases from 85 to 90 pct), but increases quite rapidly as full density is approached. This effect of porosity is also illustrated by the exponential rise in upsetting pressure, as is shown in Figure 8(a). Additionally, the presence of porosity is expected to affect the distribution of die pressure, because regions of the deforming component can experience fully constrained upsetting, depending on frictional conditions, relative density, face sheet thickness, and die/preform design. The high hydrostatic stresses occurring at the center of the workpiece during upsetting have little effect on the flow behavior of a dense plastic solid, but preforms having an initially uniform porosity will densify most rapidly there. The nonuniform final density, resulting in properties that vary with location within the component, can be VOLUME 30A, OCTOBER 1999—2697 Fig. 13—A section removed from the center of an LDC titanium sandwich panel showing a blister defect formed during the final annealing heat treatment used to expand the core. (LDC sample provided courtesy of D. Schwartz, Boeing Company.) exploited in applications where optimal performance could be achieved with nonuniform (functionally graded) material properties. The analysis developed previously can be used to design preforms (initial core density distribution, face sheet thickness, and workpiece aspect ratio) and forging conditions leading to panels having a desired aspect ratio and distribution of core density and face sheet thickness. The process used to manufacture LDC titanium sandwich panels relies on high internal gas pressure within the pores to expand the mechanically worked preform during an annealing heat treatment. Densification of the core during forging leads to increased gas pressure within the voids (assuming diffusion of the gas into the metallic matrix can be neglected) and, if sufficiently high, can cause the (porous) preform to behave as though incompressible. This is expected to further reduce the densities that can be achieved during open-die forging. Another possible effect of increased pore pressures during forging is the observed tendency for face sheet blistering (face sheet debonds from the porous core) at the center of disk-shaped LDC samples during upsetting.[14] Figure 13 illustrates a blister defect in a cross section removed from the center of an LDC panel subjected to a 75 pct reduction during forging at 900 8C, followed by hot isostatic pressing at 1185 8C/104 MPa/5 hours, and final annealing at 920 8C for 24 hours. The encapsulated Ti-6Al4V powder was pressurized with 6 atm Ar prior to hot isostatic pressing. The present analysis, by predicting that the distribution of hydrostatic stress leads to the highest densities at the panel’s center, indicates that the internal pore pressures should be greatest there in forged panels, which may be the driving force for face sheet core interfacial debonding. A subsequent article is planned to incorporate pore pressure into the forging analysis. of the classical slab analysis for plastically incompressible solids. The plastic compressible behavior of the face sheet/ core sandwich composite is described using an effective (homogeneous), but anisotropic, density-dependent yield potential. The model allows prediction of the distribution of normal pressure, core relative density, and face sheet thickness as a function of applied load, initial core density, and core volume fraction. The minimum core density required to initiate plastic yielding in the face sheets has also been predicted. The results indicate that the highest densities are reached at the center of the sample where compressive hydrostatic stresses are greatest. Depending on the frictional conditions at the die/workpiece interface, the panel’s aspect ratio, and the relative face sheet thickness, plastic compressibility leads to the occurrence of a dead zone in which lateral displacements are fully constrained (i.e., they are zero) within a region near the panel’s center. Once the material at the center reaches full density, a densification front then proceeds outward toward the panel’s edges. The resulting gradients in hydrostatic stress near the panel’s edges make it difficult to achieve a forged product having a uniform core density. ACKNOWLEDGMENTS The authors express their thanks to Dan Schwartz and Norman Fleck for helpful discussions. Financial support from the Ultralight Metal Structures MURI Program (Contract No. N00014-96-1-1028, Steve Wax (DARPA) and Steve Fishman (ONR), program monitors) is gratefully acknowledged. REFERENCES 1. L.J. Gibson and M.F. Ashby: Cellular Solids: Structure and Properties, Pergamon Press, Oxford, United Kingdom, 1997, p. 345. 2. R.L. Martin and B.J. Lederich: in Advances in Powder Metallurgy, Powder Metallurgy Conference and Exhibition, Chicago, IL, Metal Powder Industries Federation, Princeton, NJ, 1991, pp. 361-70. 3. M.W. Kearns, P.A. Blenkinsop, A.C. Barber, and T.W. Farthing: Int. J. Powder Metall., 1988, vol. 24 (1), pp. 59-64. 4. D.T. Queheillalt, B. Choi, and H.N.G. Wadley: in Porous and Cellular Materials for Structural Applications, MRS, Pittsburgh, PA, 1998, vol. 521, p. R6.4. 5. D. Schwartz, D. Shih, R. Lederich, R. Martin, and D. Deuser: in Porous and Cellular Materials for Structural Applications, MRS, Pittsburgh, PA, 1998, vol. 521, p. R6.1. 6. R. Hill: The Mathematical Theory of Plasticity, Oxford University Press, Oxford, United Kingdom, 1950. 7. E.M. Mielnik: Metalworking Science and Engineering, McGraw-Hill, New York, NY, 1991, p. 222. 8. A.L. Gurson: J. Eng. Mater. Technol., 1977, vol. 99, pp. 2-15. 9. S. Shima and M. Oyane: Int. J. Mech. Sci., 1976, vol. 18, pp. 285-91. 10. S.M. Doraivelu, H.L. Gegel, J.S. Gunasekera, J.C. Malas, J.T. Morgan, and J.F. Thomas, Jr.: Int. J. Mech. Sci., 1984, vol. 26 (9–10), pp. 527-35. 11. H. Hencky: Z. Angew. Math. Mech., 1924, vol. 4, p. 323. 12. A. Mendelson: Plasticity: Theory and Application, Krieger, Malabar, FL, 1968, p. 121. 13. E.M. Mielnik: Metalworking Science and Engineering, McGraw-Hill, New York, NY, 1991, p. 481. 14. D. Schwartz: The Boeing Company, St. Louis, MO, private communication, 1997. VII. SUMMARY APPENDIX Axisymmetric solution The open-die forging of face-sheet-stiffened, low density core sandwich material has been modeled by an extension Many forming applications, as well as laboratory testing, involve the deformation of axisymmetric workpieces, and 2698—VOLUME 30A, OCTOBER 1999 METALLURGICAL AND MATERIALS TRANSACTIONS A so the open-die forging solution for the axisymmetric case is given here. The same assumptions and restrictions applied to the development of the plane-strain solution will also apply here. A cylindrical sample of radius, R, and height, h, is compressed uniaxially (in the z-direction) between rigid parallel platens. As before, the sample consists of a porous, compressible core of height hc sandwiched between dense face sheets whose height (or thickness)is hF /2. Cylindrical coordinates (r, u, z) are used, but due to axisymmetry, no dependence on u appears in the governing equations. A balance of forces on an annular ring of differential thickness, dr, in the radial direction leads to an ordinary differential equation in the radial stress, sr: dsr m 5 sz(sr) dr h [A1] where sz is the axial stress and m is the friction coefficient. The axial stress is obtained by solving the effective (sandwich) yield criterion, which for the axisymmetric case is given by srCfC 1 srFf F 5 sr [A2] where the radial stress components in the core and face sheet, srC and srF , are obtained from the constituent yield criteria. For the porous core, plastic yielding is determined by the Doraivelu potential [3], which for the axisymmetric case gives srC 5 [A3] D2szC 6 2!(22 1 D2 1 D4)s 2zC 1 (2D 2 2 D4)s 20 2 2 D2 The Mises yield criterion for the face sheet is srF 5 6s0 1 szF [A4] Substituting Eqs. [A3] and [A4] into Eq. [A2] and solving for sz (5 szF 5 szC ) then allows the ODE [A1] to be solved numerically for the radial stress profile. As for the planestrain case, plastic strains are determined by assuming normality of plastic strain increments, i.e., Eq. [4] applies. Taking Eq. [A2] to represent the effective potential and applying Eq. [4] then allows the radial plastic strain increment, d«r , to be expressed in terms of the (applied) axial strain increment, d«z: METALLURGICAL AND MATERIALS TRANSACTIONS A Table AI. Coefficient Definitions a0 a1 b0 b1 5 5 5 5 24 1 D D2(2fC 2 fF) 1 4fF a1 fF 4(22 1 D2) f C2 /a0 1 4D2fC fF 2 a0 f F2 2 d«r 5 H J 2a0s0 1 a0sr 1 a1sz ? d«z b0s0 2 a1sr 1 b1sz [A5] where the coefficients ai and bi are given in Table AI. Because d«u 5 d«r for axisymmetric deformation, the relative density is expressed in terms of the cumulative plastic strains by D(r) 5 D0 [1 2 (2«rC(r) 1 «zC(r))] [A6] The constituent strains are still determined as described in Section III–3 for the plane-strain case, but with the face sheet incompressibility condition given by «zF 5 22«rF . As for the plane-strain case, the face sheet thickness and core density determine whether the face sheets will plastically yield upon initial loading during upsetting. Following the approach described in Section III–C, the radial stress needed to constrain the core from expanding in the radial direction during uniaxial compression is given by D3s0 [A7] !4 1 24D2 2 D4 1 D6 Assuming that the radial force per unit length (s̃rChC) is balanced by a corresponding force (srFhF) within the face sheets, the face sheet radial stress is obtained as srC 5 6 srF 5 2(hC /hF)s̃rC [A8] The axial stress in the face sheets (szF ) is obtained by solving the porous core yield criterion [A3] to obtain szC and then using szF 5 szC, i.e., szF 5 szC 5 D2srC 6 !(22 1 D2 1 D4)s 2rC 1 D2s 20 [A9] The condition for face sheet yielding is then obtained by substituting the face sheet stresses, Eqs. [A8] and [A9], into the Mises yield criterion [A4]. VOLUME 30A, OCTOBER 1999—2699