Technical Note—A Make-to-Stock System with Multiple Customer
advertisement

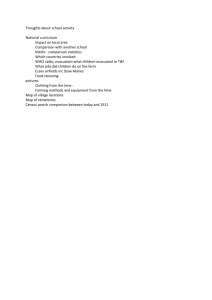
OPERATIONS RESEARCH informs Vol. 56, No. 5, September–October 2008, pp. 1312–1320 issn 0030-364X eissn 1526-5463 08 5605 1312 ® doi 10.1287/opre.1080.0549 © 2008 INFORMS TECHNICAL NOTE A Make-to-Stock System with Multiple Customer Classes and Batch Ordering Boray Huang Department of Industrial and Systems Engineering, National University of Singapore, Singapore 117576, isehb@nus.edu.sg Seyed M. R. Iravani Department of Industrial Engineering and Management Sciences, Northwestern University, Evanston, Illinois 60208, iravani@iems.northwestern.edu This paper examines the impact of customer order sizes on a make-to-stock system with multiple demand classes. We first characterize the manufacturer’s optimal production and rationing policies when the demand is nonunitary and lost if unsatisfied. We also investigate the optimal policies of a backorder system with two demand classes and fixed order sizes. Through a numerical study, we show the effects of batch orders on the manufacturer’s inventory cost as well as on the benefit of optimal stock rationing. It is shown that batch ordering may reduce the manufacturer’s overall cost if carefully introduced in a first-come-first-served (FCFS) system. With the same effective demand rates, the customers’ order sizes also have a strong impact on the benefit of optimal stock rationing. Subject classifications: batch ordering; make-to-stock; stock rationing. Area of review: Manufacturing, Service, and Supply Chain Operations. History: Received October 2004; revisions received July 2006, June 2007; accepted July 2007. 1. Introduction stock-rationing problem in a capacitated system with lost sales. The threshold-type policies are shown to be optimal for production and rationing decisions. Ha (1997b) then provides structural results for a two-demand-class system with backorders. de Véricourt et al. (2001, 2002) extend Ha’s model in (1997b) to n demand classes and demonstrate that the benefit of inventory pooling can be realized only if the stock is efficiently allocated. Other extensions can be found in Deshpande et al. (2003), Gayon et al. (2004), and Axsäter et al. (2004). When the customers’ orders are nonunitary, the problem of rationing quantity arises. That is, when an order of a demand class arrives, the supplier/manufacturer has to decide whether the entire order should be rejected, partially satisfied, or fully filled with its on-hand inventory. The impact of customers’ batch ordering behavior on the benefit of optimal stock rationing is still an open question to our best knowledge. In this paper, we first characterize the optimal production and rationing decisions for a lost sale system and a backorder system under nonunitary demand. Then, through a numerical study, we examine the effects of customer order sizes on the benefit of optimal stock rationing. Even without stock rationing (i.e., using the first-come-first-served (FCFS) policy to fill all customers’ orders), we find that the manufacturer’s overall cost can sometimes be lowered by slightly encouraging batch ordering from the less-important customers. Our result provides This paper investigates the impact of customers’ batch ordering behavior on inventory management with multiple demand classes. In traditional production/inventory literature, the impact of customer order sizes is usually studied under a single demand class. When all customers are of the same importance, it is well known that customers’ batch ordering behavior has a negative impact on inventory control because of the bullwhip effect (see Lee et al. 1997a, b; Cachon 1999). When the customers are of different values to the manufacturer, a stock-rationing policy can be used to improve the manufacturer’s profit margins. That is, when the manufacturer does not have sufficient inventory on hand, a certain portion of inventory is reserved to satisfy the orders from more-valuable customers, and the orders from less-valuable customers may be turned down. Most existing literature on stock rationing assumes either an uncapacitated system or unitary customer demands (i.e., each customer requests one unit at a time). In uncapacitated systems, the stock-rationing problem is known to be very complicated, and therefore most existing research focuses on presumed or heuristic policies (see Aviv and Federgruen 1998, Chen et al. 2001, Frank et al. 2003). On the other hand, most studies of capacitated productioninventory systems assume unitary demands. Therefore, the manufacturer’s rationing decision reduces to accepting or rejecting an arriving order. Ha (1997a) first studies the 1312 Huang and Iravani: A Make-to-Stock System with Multiple Customer Classes and Batch Ordering 1313 Operations Research 56(5), pp. 1312–1320, © 2008 INFORMS a different point of view to marketers who usually provide more-valuable customers with quantity discounts, and to inventory managers who think of batch ordering as a pure harm. This paper is organized as follows. Section 2 introduces our multiclass lost sale model and characterizes the optimal production and rationing policies. Section 3 shows some results for FCFS systems. Section 4 explores a backorder case with two demand classes and fixed order sizes. The numerical study is performed in §5, and §6 concludes the paper. 2. Optimal Policies: The Multiclass Lost Sale Model Consider a manufacturer (capacitated supplier) who produces a single product to inventory. The production capacity is units per unit time. There is a convex, nondecreasing, and nonnegative holding cost hx per unit time when the manufacturer’s inventory level is x (x ∈ Z+ , where Z+ represents the set of nonnegative integers 0 1 2 ). Suppose that there are N different demand classes, which arrive at the manufacturer as independent Poisson processes with rates i (i = 1 2 N ). Each customer of class i requests Di (i = 1 2 N ) units of the product. Let Di Ni=1 be random variables that are mutually independent among different demand classes and among different customers in the same class. Without loss of generality, we assume that there is an upper bound Mi for the quantity requested by each customer of class i (i = 1 2 N ). The probability that an arriving customer of demand class i requires k items is PrDi = k = pi k (k = 1 2 Mi and i = 1 2 N ). The customer’s order can be partially fulfilled, and the unmet part is lost with a unit shortfall cost ci for class-i demand. We assume that ci is nondecreasing in i (i.e., c1 · · · cN ). Note that when Di = 1 for all i = 1 2 N , our problem reduces to a special case of unitary demand studied in Ha (1997a). At any time t, the manufacturer can decide to produce and add the finished product to its on-hand inventory, or not to produce and stay idle. When a customer demand arrives, the manufacturer has to decide the number of units to be allocated from its on-hand inventory. Define the state variable xt as the manufacturer’s inventory level at time t. A manufacturer’s control policy describes the action at time t given the system state xt. We also assume exponentially distributed production times, and thus, as in de Véricourt et al. (2002), restrict our analysis to Markovian policies because the optimal policy lies in this class (Bertsekas 1995). Ha (1997b) presents cases in which the exponential production time is a reasonable approximation in practice. M1 MN Let A x = A0 x A1 k x k=1 AN k x k=1 be the set of actions under policy . A0 x is the control action associated with the production decision. Ai k x is the control action when an order in size of k from demand class i arrives i = 1 2 N . More specifically, when xt = x x 0, and letting k ∧ x = mink x , the control actions are 0 not to produce A0 x = 1 to produce Ai k x = z to allocate z units from the inventory to an arriving class-i order in size of k, 0 z k ∧ x The problem can be formulated as a Markov decision process (MDP). Let Li t be the accumulated lost sales (in units) for demand class i up to time t. In addition, let ∈ 0 1 be the discount factor. Our objective is to find the optimal control policy that minimizes the manufacturer’s discounted total cost over an infinite horizon. That is, we try to solve the following problem: min Ex0 0 e−t hxt dt + N ci i=1 0 e−t dLi t where Ex0 denotes the expectation over time, given the initial system state x0 and policy . Without losing generality, we can scale the parameters and let + Ni=1 i + = 1. Following Lippman (1975), the optimality equation of the MDP is f x = hx + minf x f x + 1 + N i=1 i Mi k=1 pi k min f x − z + k − zci (1) 0zk∧x where f x is the optimal discounted cost under the initial system state x. The first minimization on the righthand side of (1) represents the manufacturer’s production decision. It is optimal to produce if f x > f x + 1, and stay idle otherwise. The second minimization corresponds to the manufacturer’s optimal rationing decisions. When a customer of class-i arrives and requests k items, it is optimal for the manufacturer to allocate z∗i x k items and pay the lost sale cost for the unmet part, where z∗i x k = arg min0zk∧x f x − z + k − zci . In Ha’s (1997a) unitary demand case, M1 = M2 = k = 1, so z∗i x k = 0 or 1. Define the difference operator Dx of any function on Z+ as Dx x = x + 1 − x. The following theorem shows that, when the order sizes are not unitary, the optimal production and rationing policies are thresholdtype base-stock and stock-reservation policies, respectively. The proofs of Theorem 1 and all other theorems in this paper are presented in Online Appendix A, unless otherwise indicated. An electronic companion to this paper is available as part of the online version that can be found at http://or.journal.informs.org/. Theorem 1. (a) There exists an optimal stationary production and stock-rationing policy ∗ . Huang and Iravani: A Make-to-Stock System with Multiple Customer Classes and Batch Ordering 1314 Operations Research 56(5), pp. 1312–1320, © 2008 INFORMS (b) A base-stock produce-up-to policy with a threshold base-stock level S is optimal for the manufacturer’s production decision. That is, there exists a critical stock level S such that 0 if x S ∗ A0 x = 1 if x < S S = minx Dx f x 0 x ∈ Z+ (c) A stock-reservation policy is optimal for stock rationing. There exist reserve-stock levels r1∗ r2∗ rN∗ such that the manufacturer’s optimal rationing decision is to make the postallocation inventory level as close to the corresponding reserve-stock level as possible, i.e., ri∗ = minx Dx f x −ci x ∈ Z+ where i = 1 2 N , a+ = maxa 0 and k is a natural number. (d) The reserve-stock levels are nondecreasing in i, and S rN∗ · · · r2∗ r1∗ = 0. Figure 1 shows the optimal stock-rationing decision when a class-i order in size of k units arrives. If the manufacturer has sufficient inventory (i.e., x ri∗ + k), the order should be fully satisfied. If the manufacturer has insufficient inventory (i.e., x ri∗ ), the entire order should be rejected. When the manufacturer’s inventory is slightly higher than the reserve-stock level ri∗ , the order should be partially filled so that at least ri∗ units are still left in the inventory after allocation. We would like to note that because it is practically impossible and never optimal to keep infinite units at the manufacturer’s inventory, we can set an upper bound on xt. The long-run average cost optimality can then be obtained by letting the discount factor go to zero (see Weber and Stidham 1987, Ha 2000). The optimal rationing decisions when a class-i order in size of k units arrives. Left: x ri∗ + k then z∗i x k = k; Middle: ri∗ + k > x > ri∗ then z∗i x k = x − ri∗ ; Right: x ri∗ then z∗i x k = 0. Inventory S Inventory S S Inventory S S S x k x ri* ri* ri* x – ri* ri* ˆ Ai k x = mink x − ri + Without loss of generality, we let S rˆN · · · rˆ2 rˆ1 = 0.1 The case of Ŝ = 0 is trivial because it means no inventory would be kept and all demands are lost. When Ŝ > 0, define ∗ Ai k x = z∗i x k = mink x − ri∗ + Figure 1. Theorem 1 shows that the optimal policy is a multithreshold policy with thresholds r1∗ r2∗ rN∗ S . We develop an algorithm that results in the exact steady-state probabilities of the system under any multiple-threshold policy such as the optimal policy. These steady-state probabilities can then be used to obtain the total average costs of the corresponding multithreshold policy. Let ˆ be a multithreshold policy with N + 1 thresholds rˆ1 rˆ2 rˆN Ŝ under which the production and the rationing decisions are 0 if x Ŝ ˆ A0 x = 1 if x < Ŝ ri* x ri* $i j = Mi i pi k k=j After rationing Before rationing After rationing Before rationing After rationing Ŝ Let qi i=0 be a series of real numbers, and define 'i i=0 as the steady-state probabilities for states 0 1 Ŝ ˆ Note that any state x > Ŝ is transient under the policy . ˆ The following algorithm yields 'i Ŝ . under . i=0 2.1. Exact Algorithm for Steady-State Analysis of the Multiclass Lost Sale Model Step 1. Let qn = 0 for all n > Ŝ and n ∈ Z+ . Step 2. Let qŜ be an arbitrary strictly positive real number (e.g., qŜ = 01). Step 3. Starting from state n = Ŝ, calculate qn−1 for state n − 1 through the following formula: Mi N qn−1 = i=1 j=1 where 1X = 1 0 1n>rˆi $i j qn−1+j (2) if X is true if X is false As a result, we can find qŜ qŜ−1 q1 q0 recursively. Step 4. (Normalization) The steady-state probabilities 'n Ŝn=0 can be obtained by q 'n = n Ŝ i=0 qi When the steady-state probabilities 'n Ŝn=0 are obtained using the above algorithm, the long-run average cost per unit time TC ˆ under the policy ˆ can then be calculated as Mi N Ŝ TC ˆ = hn + i ci pik k − n − ri + + 'n n=0 Before rationing i=1 k=1 The justification of the algorithm is presented in Online Appendix C.1. Huang and Iravani: A Make-to-Stock System with Multiple Customer Classes and Batch Ordering Operations Research 56(5), pp. 1312–1320, © 2008 INFORMS 3. Some Results for the FCFS Stock-Rationing Policy We define the FCFS policy by the action set A FCFS x = A0FCFS x ANFCFS x, where 0 not to produce FCFS A0 x = 1 to produce AiFCFS x = di ∧ x to allocate di ∧ x units to an arriving class-i order of size di i = 1 2 N and x is the manufacturer’s on-hand inventory. Letting zx k = k ∧ x, the optimality equation is f FCFS x = hx + minf + FCFS x f FCFS x + 1 Mi N i pik f FCFS z−zxk +ci k−zxk i=1 k=1 (3) It is interesting to note that, with multiclass batch demands, the optimal cost function f FCFS is not always convex in x. However, when the demand sizes are identically distributed (i.e., PrDi = k = pk , k = 1 2 M, for all i = 1 N ), we can rewrite the optimality equation (3) as f FCFS x = hx + minf FCFS x f FCFS x + 1 + M k=1 pk f FCFS x − zx k + ck − zx k (4) where = Ni=1 i and c = Ni=1 i ci /. The following theorem shows that the base-stock policy is optimal for the manufacturer’s production decisions. Theorem 2. When the customer demand sizes are independently and identically distributed (i.i.d.), and the manufacturer applies an FCFS stock-rationing policy: (a) There exists an optimal stationary production policy. (b) The base-stock produce-up-to policy is optimal for the manufacturer’s production decision. (c) The lost sale costs ci and the demand rates i affect the optimal cost function and the optimal production decisions only if c or change. As long as c and remain the same, any change in ci , or any change in i would not change the optimal costs and decisions. In other words, when the order sizes are i.i.d., the different demand classes can be aggregated with an equivalent (aggregated) arrival rate and an equivalent lost sale cost rate c. The base-stock policy is also optimal for the manufacturer’s production decision. This simple rule of demand aggregation may not work when the order sizes are not i.i.d. Another interesting result in systems under the FCFS policy is presented in Theorem 3 for a two-demand-class case with deterministic order sizes. The theorem states that the FCFS policy and the optimal policy are asymptotically 1315 equivalent in terms of the manufacturer’s long-run average cost when one of the customers’ order sizes becomes very large (i.e., approaches infinity). The asymptotic analysis and the proof of Theorem 3 are presented in Online Appendix B.1. Theorem 3. Suppose that there are two demand classes with deterministic order sizes Di = di i = 1 2. If the optimal policy has a finite base-stock level and the effective demand rates eff i = i di i = 1 2 stay the same, we have TC opt = TC FCFS when di → (i = 1 or 2). 4. Two Demand Classes with Fixed Order Sizes and Backorders The analysis of stock rationing in systems with backorders is usually considered more difficult than its counterpart with lost sales (see Ha 1997b and de Véricourt et al. 2001, 2002). In this section, we explore a simple backorder case with two demand classes and fixed (deterministic) order sizes d1 and d2 . At any time, the manufacturer can decide whether to produce and allocate the finished unit to its on-hand inventory, to produce and allocate the finished unit to fill the backorders, or not to produce and stay idle. When an order arrives, the manufacturer must decide how many on-hand units should be allocated to the order, and the unsatisfied part of the order will be backordered. There is a linear holding cost h per unit per unit time for the manufacturer’s on-hand inventory. There also exist linear backorder cost rates b1 and b2 per backorder unit per unit time for class-1 and class-2 demands, respectively. We let b1 > b2 ; thus, an order from demand class-1 should always be satisfied if possible. Furthermore, both on-hand inventory and class-1 backorders cannot occur at the same time, but it is possible that both on-hand inventory and class-2 backorders coexist (see de Véricourt et al. 2001, 2002). Parallel to Ha (1997b), we can then define the following system state variables xt and yt: xt = xt+ − xt− where xt+ is the on-hand inventory level at time t, and xt− is the number of class-1 backorders at time t. yt = number of class-2 backorders at time t, where xt+ , xt− , and yt are all nonnegative integers. The control actions A,0 x y A,1 x y A,2 x y associated with a policy , can be defined as follows: 0 not to produce 1 to produce and assign the finished unit to a class-1 backorder when x < 0, or to produce and assign the finished unit to A,0 x y = on-hand inventory when x 0, 2 to produce and assign the finished unit to a class-2 backorder when y > 0, or to produce and assign the finished unit to on-hand inventory when y = 0 Huang and Iravani: A Make-to-Stock System with Multiple Customer Classes and Batch Ordering 1316 Operations Research 56(5), pp. 1312–1320, © 2008 INFORMS A,1 x y = d1 ∧ x+ to allocate (d1 ∧ x+ ) units from the on-hand inventory to an arriving class-1 order of size d1 . A,2 x y = a to allocate a units from the on-hand inventory to an arriving class-2 order of size d2 , 0 a d2 ∧ x+ , where A,0 x y represents the production control under policy , at state xt yt = x y, and A,i x y (i = 1 2) is the stock-rationing decision under policy , when a class-i order arrives at state x y. Similar to the previous section, we look for the optimal policy , ∗ to solve the following minimization problem over an infinite horizon: , −t + − min Ex0 e hxt + b xt + b yt dt 1 2 y0 , 0 , Ex0 y0 is the expectation over time, given the initial system state (x0 y0) and the policy ,. Again, we let + 2i=1 i + = 1. The new optimality equation for the backorder case becomes2 gx y = cx y + mingx y gx + 1 y gx y − 1 + 1 gx − d1 y + 2 min 0ad2 ∧x+ gx − a y + d2 − a (5) where gx y is the optimal discounted cost with the initial state x y, and cx y is the instantaneous cost function at the state x y, which is defined by + hx + b1 x− + b2 y when y 0 cx y = (6) + when y < 0 Now define the difference operators Dx , Dy , and Dxy of any function . on Z2 as Dx .x y = .x + 1 y − .x y Dy .x y = .x y + 1 − .x y Dxy .x y = .x + 1 y − .x y − 1 The following theorem characterizes the optimal production and stock-rationing decisions: Theorem 4. (a) There exists an optimal stationary policy , ∗ . (b) A two-threshold policy is optimal for the manufacturer’s production decision. Specifically, there are two thresholds S ∗ and R∗ , where S ∗ = minx0 Dx gx 0 > 0 R∗ = minx0 Dxy gx 1 > 0 Given a system state x y, the manufacturer’s optimal production decision is 0 if S ∗ x ∗ A,0 x y = 1 if x < R∗ 2 if R∗ x < S ∗ ∗ ∗ where S R 0. (c) When a class-2 customer arrives and requests d2 items, it is optimal to allocate ∗ A,2 x y = d2 ∧ x − R∗ + units from the on-hand inventory to satisfy the request. The ∗ unfilled part of the order is backordered. A,2 x y is nondecreasing in x but independent of y. Theorem 4 shows that we can extend the optimality of the multilevel rationing (ML) policy of the unitary demand case (see de Véricourt et al. 2002) to the cases when the customers’ order sizes are larger than one: there exist two thresholds S ∗ and R∗ that are independent of the system state. The optimal production policy is as follows. At any time, if x S ∗ , it is optimal to stop production and remain idle. Thus, S ∗ is the manufacturer’s base-stock level under the optimal production policy. On the other hand, if R∗ x < S ∗ , it is optimal to produce and assign the finished unit to class-2 backorders if there are any, or to the onhand inventory if there are no class-2 backorders. When x < R∗ , it is optimal to produce and assign the finished unit to class-1 backorders if x < 0, or to the on-hand inventory if 0 x < R∗ . Similar to the lost sale case, the optimal stock rationing policy is also of a threshold type when a less valuable order comes: the manufacturer should allocate the on-hand inventory so that the postallocation inventory level can be as close to the threshold R∗ as possible. In the lost sale case, the convexity of the cost function is the core property that determines the structure of the optimal policy. As shown in the proof of Theorem 4 for the backorder case, the submodularity/supermodularity of the cost function are also crucial to the structure of the optimal policy, which dramatically increases the complexity of the analysis in the backorder case. Because the optimal policy in the backorder case is still of the threshold type, it is interesting to check whether the recursive algorithm developed by de Véricourt et al. (2002) for the unitary demand can be extended to systems with batch demands. When there are two demand classes with unitary order sizes, de Véricourt et al.’s algorithm starts with a single-class subproblem that solves an M/M/1 make-to-stock queue with the instantaneous cost function cx = h + b2 x+ + b1 − b2 x− . The optimal base-stock level of the subproblem then becomes the optimal stockrationing level R∗ of the main problem. Having R∗ , the optimal base-stock level S ∗ is then found by applying the closed-form solutions of M/M/1 queues. We develop a heuristic algorithm to extend de Véricourt et al.’s idea to the batch demand case, in which the optimal thresholds are estimated. Heuristic Algorithm for Estimating the Optimal Production and Stock-Rationing Thresholds Step 1. Solve a single-class M d1 /M/1 make-to-stock queue with a holding cost rate h + b2 and a backorder cost Huang and Iravani: A Make-to-Stock System with Multiple Customer Classes and Batch Ordering Operations Research 56(5), pp. 1312–1320, © 2008 INFORMS rate b1 − b2 . Find the optimal base-stock level and let it The problem can be solved by searching for the nonbe R. negative minimizer of the following cost function g1 R, where g1 R = h + b1 1R>0 · d1 + 1 2 R i=1 i1i + b1 − b2 1 d1 − 1 d1 −R R ∈ Z+ (7) 1i Ri=− are the steady-state probabilities that can be obtained in the following recursive method starting with i = R: 0 if i > R 1 − 1 d1 if i = R 1i = (8) d1 1 1 if 0 i < R j=1 i+j be the Thus, R = arg ming1 R0 R ∈ Z+ . Let g1∗ = g1 R optimal long-run average cost of the subproblem. Step 2. Search for the minimizer of the cost function g2 S, where g2 S = 1 − 1S>R + b2 S i=R+1 2i g1∗ + h + b2 1S>R 1 d1 + d12 + 2 d2 + d22 −S 2 − 1 d1 − 2 d2 S i=R+1 i2i (9) Note that in (9), the steady-state probabilities 2i are When S > R, probabilities 2i needed only when S > R. can be obtained in the following recursive method: 0 1 − 1 d1 + 2 d2 2i = d1 d2 1 2i+j + 2 2 j=1 j=1 i+j if i > S if i = S (10) if R i < S S ∈ Z+ . Then, Ŝ R are Let Ŝ = arg ming2 S S R ∗ ∗ the heuristic’s estimates of S R . Note that when d1 = d2 = 1, our heuristic algorithm is exactly the same as the algorithm proposed by de Véricourt = S ∗ R∗ . For justifications et al. (2002), and thus Ŝ R and interpretations of the heuristic algorithm, please refer to Online Appendix C.2. We perform an extensive numerical study with 6,400 examples to investigate the effectiveness of the heuristic algorithm.3 The performance measure PR is defined as PR = TC heu − TC opt × 100% TC opt 1317 where TC heu is the system’s long-run average cost per unit and TC opt is time using the heuristic thresholds Ŝ R , the system’s optimal long-run average cost using the optimal thresholds S ∗ R∗ . We find that the heuristic algorithm works well in general, with the average value of PR around 3%. However, there are some cases where the heuristic algorithm does not find good estimates of the thresholds. We observed in 654 (out of 6,400) cases of our eff numerical study that, when eff 1 /2 was relatively small (i.e., smaller than one) and $ was relatively large (i.e., larger than 0.9), the error PR was greater than 10%. Note that the essence of de Véricourt et al.’s (2002) recursive algorithm lies in the property that, given a stock-rationing level R, the subset of the system space 4 = xt xt R can be treated as an independent single-class make-to-stock M/M/1 queue. When the system enters the subset 4, it starts with the state xt = R. However, if the order sizes (especially d1 ) are not unitary, the system may enter the subset 4 with any starting state of xt = R R − 1 R − d1 + 1+ . The probabilities of the starting state depend on the limiting probabilities of the states xt = R + d1 R + d1 − 1 R + 1 , which are outside the subset 4. The connection across the rationing threshold in the batch demand cases makes the closed-form solutions very complicated. It also makes our heuristic algorithm, which treats the subset 4 as an independent M d1 /M/1 queue, fail to provide an accurate estimate for the system’s true performance in some cases. In those cases, the heuristic algorithm assigns a higher probability to the state xt = R because it is the starting state of the subproblem. As a result, the stockout probability in the heuristic algorithm is lower than it should be, resulting in an underestimated overall cost of the subset, and consequently, a lower-than-optimal base-stock level Ŝ. The eff error becomes critical when eff 1 /2 is small (i.e., smaller than one) and $ is relatively large (i.e., larger than 0.9) because the system would stay in the subset 4 for a longer period of time. 5. Numerical Study In this numerical study, we consider a lost sale system with two demand classes (N = 2). The order size of each demand class is constant, i.e., Di = di i = 1 2. As assumed in §2, we let c1 > c2 . We also assume a linear inventory holding cost where hx = hx. Consider the following system parameters: (i) effective demand rates: eff i = i di for i = 1 2; (ii) lost sale cost ratio: 5 = c1 /c2 ; (iii) eff traffic intensity of the system $ = eff 1 + 2 /; and (iv) eff relative holding cost rate: h = h/1 c1 + eff 2 c2 . The ranges of the above parameters are chosen to be consistent with those in Ha (1997a). If a policy is chosen as the benchmark, we evaluate the performance of the optimal policy and policy through their long-run total average costs per unit time TC opt and TC , respectively. Huang and Iravani: A Make-to-Stock System with Multiple Customer Classes and Batch Ordering 1318 Operations Research 56(5), pp. 1312–1320, © 2008 INFORMS Figure 2. The effect of order sizes. Left: on the total average cost, and Right: on the benefit of the optimal policy eff CR FCFS , compared with the FCFS policy (eff 1 = 01, 2 = 10, 5 = 60, $ = 18, h = 001). 35 70 Average cost per unit time 65 Cost reduction CR (%) Cost reduction by optimal rationing 55 50 45 40 Cost reduction by optimal rationing 35 30 25 20 d1 = n, d2 = 1 d1 = 1, d2 = n 30 60 0 5 10 15 d1 = n, d2 = 1, FCFS d1 = n, d2 = 1, optimal d1 = 1, d2 = n, FCFS d1 = 1, d2 = n, optimal 20 25 25 20 15 10 5 0 30 0 5 10 Order size n The values of TC opt and TC are obtained from the successive approximation with an error bound 0.01%. The convergence of the successive approximation is shown in Sennott (1999). Define cost reduction CR that measures the cost effectiveness of the optimal policy compared with that of the benchmark policy as CR = The larger CR is, the more beneficial it is to apply the optimal policy instead of the benchmark policy . Our first benchmark policy is the optimal base-stock policy with FCFS stock allocation defined in §3. Let S FCFS be the optimal base-stock level. S FCFS can be obtained from the successive approximation. Under batch demands, we observe that the impacts of the effective demand rates eff i , the lost sale cost ratio 5, and traffic intensity $ are similar to the results in the unitary demand case of Ha (1997a). Therefore, in this paper we only focus on the impact of order sizes. A representative example is chosen 60 30 25 d1 = n, d2 = 1 d1 = 1, d2 = n 50 40 d1 = n, d2 = 1, FCFS (S ) d1 = n, d2 = 1, optimal (S ) d1 = n, d2 = 1, optimal (r) d1 = 1, d2 = n, FCFS (S ) d1 = 1, d2 = n, optimal (S ) d1 = 1, d2 = n, optimal (r) 30 20 10 0 25 The effect of order sizes. Left: on the base-stock levels and the reserve-stock levels, and Right: on the benefit of the optimal stock rationing policy, compared with Ha’s (1997a) policy. Cost reduction CR (%) Base-stock level S and reserve-stock level r 20 in Figure 2, which shows the impact of the order sizes on the total average costs TC opt and TC FCFS , and on the benefit of optimal stock rationing CR FCFS . In addition, the left part of Figure 3 shows the impact on S, S FCFS and r2∗ = r. Note that when we increase one of the order sizes (di ) in these figures, we keep eff the same and the other order size dj i equals one (i = j). In Figure 2, we observe that both TC opt and TC FCFS increase with d1 . The benefit of implementing the optimal rationing policy over the FCFS policy (CR FCFS ) may first increase, but eventually decreases with d1 as d1 /d2 becomes very large. This is because the manufacturer usually has to raise its inventory to deal with large orders from more valuable customers. Under the FCFS policy, the manufacturer does not reserve stock for class-1 demands, so to avoid a large lost sale penalty a much higher basestock level is needed. As a result, the total inventory cost is higher under the FCFS policy and CR FCFS may first increase with d1 . However, when d1 /d2 is very large, the class-1 orders seldom arrive (because eff 1 remains the TC − TC opt × 100% TC Figure 3. 15 Order size n 0 5 10 20 15 10 5 15 Order size n 20 25 30 0 0 5 10 15 Order size n 20 25 30 Huang and Iravani: A Make-to-Stock System with Multiple Customer Classes and Batch Ordering Operations Research 56(5), pp. 1312–1320, © 2008 INFORMS same). It may not be optimal to raise the inventory without a limit. As Theorem 3 depicts, CR FCFS converges to zero when d1 → with a finite base-stock level. When d2 increases, the class-2 customers order less frequently, but with more units in each order. It is interesting to note from the left part of Figure 2 that, under the FCFS policy, the total average cost may decrease with d2 , especially when 5 and $ are large. Our explanation is that, with infrequent orders from demand class-2, class-1 orders are easier to be filled with the same base-stock level, resulting in an overall saving in lost sale penalty. The base-stock level can even be lowered (see the left part of Figure 3) without significantly deteriorating the fulfillment of class-1 orders. As a result, the total cost TC FCFS may decrease with d2 when d2 /d1 is not very large. We have also proved in Theorem 3 that CR FCFS will decrease to zero when the class-2 order size d2 goes to infinity. With the same effective demand rates, customers’ order sizes have a strong impact on the benefit of optimal stock rationing. For example, in the right part of Figure 2, when d1 increases from 1 to 5, CR FCFS increases from 25.68% to 30.07%. It then decreases dramatically to 1.39% when d1 = 30. We also study the impact of the order size variability on CR FCFS in Online Appendix B.2, which shows that a large variability in class-1 order sizes will deteriorate the benefit of optimal stock rationing, but the order size variability in class-2 demands has little impact on the benefit of optimal stock rationing. The right part of Figure 3 investigates the impact of the order sizes on CRHa , where the benchmark is the policy proposed by Ha (1997a). Specifically speaking, we first use Ha’s model of unitary demands with arrival rates i = eff i (i = 1 2), and obtain the optimal base-stock level SHa , as well as the optimal reserve-stock level rHa . We then computed the manufacturer’s average cost if SHa and rHa are used as the base-stock level and the reserve-stock level in the corresponding batch demand systems under the same effective demand rates eff i = i di . We find that when d1 = 1 but d2 > 1, the performance of Ha’s policy remains close to optimal regardless of the batch size d2 (note that eff 2 stays the same). However, when d2 = 1 and class-1 customers order in batches, the manufacturer may save up to 21% in cost if it uses the optimal policy instead of Ha’s policy. 6. Conclusions This paper studies the optimal production and rationing policies in a make-to-stock system where different classes of customers order in batches. A lost sale case with multiple demand classes and a backorder case with two demand classes are analyzed. We characterized the optimal policies as threshold-type policies. Through the numerical study on the lost sale case, we have also illustrated that the customers’ order sizes can significantly affect the benefit of optimal stock rationing. 1319 As indicated in the introduction, batch ordering is usually regarded as a negative factor in inventory management. This is true when all customers are of the same economical importance to the manufacturer. However, when the customers are of different importance and stock rationing is not allowed by regulations or by contracts (which is common in many retail businesses), encouraging less-valuable customers to order in large batches may lower the manufacturer’s overall cost. When suppliers are allowed to ration their inventory for different demand classes, they should also be aware of the impact of batch demands on the cost effectiveness of optimal stock rationing. When less-valuable customers have larger order sizes but order less frequently, the need for stock rationing decreases. On the other hand, when a quantity discount is introduced to more valuable customers, and therefore they order in large batches, the optimal stock rationing may become more beneficial. Nevertheless, the benefit of optimal stock rationing decreases rapidly if either order size becomes very large. As a result, when adopting stock rationing as an operations strategy, managers should take the customers’ ordering behaviors and the company’s marketing strategies into consideration to correctly identify the benefit of stock rationing. Future research on the integrated solutions for both inventory management and marketing strategies is thus highly expected. 7. Electronic Companion An electronic companion to this paper is available as part of the online version that can be found at http://or.journal. informs.org/. Endnotes 1. If rˆ1 rˆ2 rˆN are not monotonically increasing, we can rearrange the demand classes to make rˆ1 rˆ2 rˆN nondecreasing. 2. Note that the original system state space has a boundary y = 0. We extend the system state space to Z2 and let cx y = + when y < 0. The operators in this section and in Online Appendix A.3 are also defined on Z2 . For a detailed discussion, see Ha (1997b) and Glassman and Yao (1994). 3. Please refer to Online Appendix C.3 for the parameter settings of the test. References Aviv, Y., A. Federgruen. 1998. The operational benefits of information sharing and vendor managed inventory (VMI) programs. Working paper, Washington University, St. Louis. Axsäter, S., M. Kleijn, T. G. de Kok. 2004. Stock rationing in a continuous review two echelon inventory model. Ann. Oper. Res. 126 177–194. Bertsekas, D. P. 1995. Dynamic Programming and Optimal Control, Vol. 2. Athena Scientific Publishing, Belmont, MA. 1320 Huang and Iravani: A Make-to-Stock System with Multiple Customer Classes and Batch Ordering Cachon, G. P. 1999. Managing supply chain demand variability with scheduled ordering policies. Management Sci. 46(6) 843–856. Chen, F., A. Federgruen, Y. Zheng. 2001. Coordination mechanisms for a distribution system with one supplier and multiple retailers. Management Sci. 47(5) 693–708. Deshpande, V., M. A. Cohen, K. Donohue. 2003. A threshold inventory rationing policy for service-differentiated demand classes. Management Sci. 49(6) 683–703. de Véricourt, F., F. Karaesman, Y. Dallery. 2001. Assessing the benefits of different stock allocation policies for a make-to-stock production system. Manufacturing Service Oper. Management 3 105–121. de Véricourt, F., F. Karaesman, Y. Dallery. 2002. Optimal stock allocation for a capacitated supply chain. Management Sci. 48 1486–1501. Frank, K., R. Zhang, I. Duenyas. 2003. Optimal policies for inventory systems with priority demand classes. Oper. Res. 51 993–1002. Gayon, J.-P., F. de Véricourt, F. Karaesmen, Y. Dallery. 2004. Stock rationing with information on the production status. Working paper, École Centrale Paris, Paris. Glasserman, P., D. Yao. 1994. Monotone optimal control of permutable GSMPs. Math. Oper. Res. 19 449–476. Ha, A. 1997a. Inventory rationing in a make-to-stock production system with several demand classes and lost sales. Management Sci. 43(8) 1093–1103. Operations Research 56(5), pp. 1312–1320, © 2008 INFORMS Ha, A. 1997b. Stock-rationing policy for a make-to-stock production system with two priority classes and backordering. Naval Res. Logist. 43 458–472. Ha, A. 2000. Stock-rationing in an M/Ek /1 make-to-stock queue. Management Sci. 46 77–87. Jensen, G. L., A. S. Paulson. 1977. Explicit steady state solutions for a particular M x /M/1 queueing system. Naval Res. Logist. 24 651–659. Kulkarni, V. G. 1995. Modeling and Analysis of Stochastic Systems. Chapman & Hall, London, UK. Lee, H., P. Padamanabhan, S. Whang. 1997a. The bullwhip effect in supply chains. Sloan Management Rev. 38(3) 93–102. Lee, H., P. Padamanabhan, S. Whang. 1997b. Information distortion in a supply chain: The bullwhip effect. Management Sci. 43(4) 546–558. Lippman, S. 1975. Applying a new device in the optimization of exponential queueing systems. Oper. Res. 23 687–710. Porteus, E. 1982. Conditions for characterizing the structure of optimal strategies in infinite-horizon dynamic programming. J. Optim. Theory Appl. 36 419–431. Sennott, L. I. 1999. Stochastic Dynamic Programming and the Control of Queueing Systems. Wiley, New York. Weber, R., S. Stidham. 1987. Optimal control of service rates in networks of queues. Adv. Appl. Probab. 19 202–218.