Sensors and Actuators B 95 (2003) 406–413
A micro-fluidic galvanic cell as an on-chip power source
Andres M. Cardenas-Valencia a , Vinod R. Challa b,c , David Fries a , Larry Langebrake a ,
Robert F. Benson a , Shekhar Bhansali a,c,d,∗
a Center for Ocean Technology, University of South Florida, 4202 E Fowler Ave., ENB 118 Tampa, FL, USA
Department of Mechanical Engineering, University of South Florida, 4202 E Fowler Ave., ENB 118 Tampa, FL, USA
c Department of Electrical Engineering, University of South Florida, 4202 E Fowler Ave., ENB 118 Tampa, FL, USA
Nanomaterials and Nanomanufacturing Research Center, University of South Florida, 4202 E Fowler Ave., ENB 118 Tampa, FL, USA
b
d
Abstract
We present a micro-fluidics actuated galvanic cell for on demand power generation. The galvanic cell is an aluminum anode/alkaline
electrolyte/air cathode cell. The concept is based upon an actuation mechanism that pushes an electrolyte into a micro-channel containing
electrodes. When the electrolyte reaches the electrodes of a galvanic cell, it produces energy through an electrochemical reaction. The proof
of concept is presented herein by fabricating and characterizing a single cell using micro-fabrication techniques. The actuation mechanism
is based on the thermal expansion of a working fluid. A brief discussion on the optimization of this actuation is also presented. The open
voltage of this micro-cell was experimentally measured to be around 1.9 V. The Al/air galvanic cell chemistry has been compared with
commercial Zn/air battery and has been found to perform better. The present micro-cell design (with an area of 0.75 cm2 ), is capable of
providing an energy of 5 J after 6.0 min when subjected to a load of 20 . The actuation mechanism takes less than a minute and consumes
about 3.5 J.
© 2003 Elsevier B.V. All rights reserved.
Keywords: Aluminum/air galvanic cell; Micro-battery; Micro-fluidics control; Micro-electrochemical system; Micro-power generation
1. Introduction
Innovations in the miniaturization of both every-day-use
electronic devices and specialized micro-electromechanical
devices have led to the need for an efficient power supply
in smaller scales. Optimizing the power to size ratio has become a goal for the power sources development in MEMS
devices [1]. Not only will existing technology (cell phones,
lap-top computers, etc.) benefit from small portable energy
supplies, they will also enable development of real portable
instrumentation (sensors, devices for biomedical diagnosis, etc.) that require scaling down of the size of batteries
while increasing the power output to enhance their functional
range. Existing small power energy sources vary widely
in design and principles of operation. Fuel cells, piezoelectric and thermal-to-electric conversion mechanisms, turbines, and chemical batteries are some of the power systems
currently under study [1,2]. Galvanic electrochemical cells
represent a readily micro-fabricateable concept that does not
require movable parts.
∗ Corresponding author. Tel.: +1-813-974-3593; fax: +1-813-974-5250.
E-mail address: bhansali@eng.usf.edu (S. Bhansali).
0925-4005/$ – see front matter © 2003 Elsevier B.V. All rights reserved.
doi:10.1016/S0925-4005(03)00446-5
In this paper, we propose the actuation through an electrical heater in contact with a working fluid. The change in
liquid temperature leads to its expansion, which causes the
micro-fluidic stroke. Micro-actuation using thermo-electricpneumatic action is well documented [3]. However, the low
energy power is normally overseen since in most cases a continuous usage micro-pump is the major the objective. Many
designs have been presented where large head pressures, and
wide operation range are sought [3,4]. For the specific cell
example within, a one-shot actuation is sufficient, since one
of the electrodes is consumed as the cell is in operation.
Desirable aspects for this type of actuation are small times
and low power. Standard metal resistors have been used as
heaters as they provide 100% conversion efficiency [5].
In this paper, two types of micro-fabrication techniques
are used for the resistor fabrication. The first comprises
the use of standard nickel chromium deposition on silicon
wafers. The second copper resistors (tin plated to protect
from corrosion) were made using non-conventional microfabrication techniques. In this case, popular materials in
printed circuit board (PCB) technology were used. The fabrication also differs from conventional process flows because of the use of a maskless-lithography system. The
combination of these features results in a relatively less
A.M. Cardenas-Valencia et al. / Sensors and Actuators B 95 (2003) 406–413
complex fabrication scheme when compared to standard
micro-fabrication techniques [6,7]. The above mentioned advantages of the process and its versatility in conjunction
with standard micro-fabrication techniques make it ideal for
building prototype devices.
Aluminum chemistry is an attractive option as a battery
material, due to the known advantages of aluminum electrodes in electrochemical cells. As an anode in a galvanic
cell, aluminum possesses the properties to produce a large
oxidation potential at a high currents. Under standard conditions it has a reversible energy density of 18.9 kJ/g or
51.0 kJ/cm3 as an anode in an acid electrolyte and 25.1 kJ/g
or 67.8 kJ/cm3 as an anode in strong alkali media. The electrochemical cell chosen is an aluminum/air [8,9] galvanic
cell in alkali media. Some of the known documented advantages of these cells are: environmentally safe chemistry,
both aluminum and air are abundant and inexpensive, and as
mentioned before a high energy density available from aluminum. The known disadvantages of these cells are: (a) formation of oxide passivation layer as the reaction progresses;
and (b) the high spontaneity of the corrosion aluminum reaction in alkaline solution. These competitive reactions reduce the operational cell voltage. Both disadvantages have
been extensively studied in literature and by using certain
materials can be minimized [8,9].
The aim of this research is to present the concept of a
micro-power supply that can be actuated with micro-fluidic
control as needed. In a sense this system can be seen as a
lightweight high energy density storage device. While the
proof of concept is presented with a single cell, current fabrication and control processes can facilitate simultaneous operation and control of integrated galvanic cell arrays. Their
initiation in series or in parallel, will facilitate meeting different power (voltage/current combinations) requirements.
2. Design
2.1. Design and actuation of a micro-fluidics actuated
Al/air cell
The actuation mechanism chosen to start the fuel cell
is a high thermal-expansion liquid, sometimes referred
to as thermo-pneumatic fluid [10]. The structure and the
resistor were optimized to ensure actuation at minimum
power. This becomes an important objective in the design
of the cell. To ensure large net energy output FC77 [11], a
thermo-pneumatic fluid with a high coefficient of thermal
expansion, and low heat capacity was used. The fluid and
the electrolyte were immiscible. The use of immiscible
fluids also simplified the design as no membranes were required to separate the fluids. This actuation mechanism has
been successfully used before [12].
The structure of the cell is schematically illustrated in
Fig. 1. The materials used for the fabrication of the cell and
their vendors are listed in Table 1.
407
Fig. 1. Isometric view of the micro-fluidics actuated Al/air galvanic cell.
As can be seen in Fig. 1, layers of patterned materials are
stacked to form the micro-fluidic cell. The bottom of the cavity has a substrate with the resistors for heating the working
fluid. Polydimethyl-siloxane (PDMS) (layers 2 and 3) forms
Table 1
Materials used for the micro-fabrication of the micro-actuated cell and
their vendors
Material
Cell constitutive materials
FC77
KOH
Aluminum foil 0.00 in.
Silicon wafers
Sylgard resin
Copper/LCP substrate
PC board
Tin plating solution
Vendor and general specifications
3M
Reagant grade Fisher Scientific,
solutions concentrations of 1.0 and
9.0 M
Alcoa Technical Center
Dow Corning Co.
Essex Brownell
3M
Kepro-circuit systems, ambient
temperature
Resistor process materials (Layer 1)
SC1827 photo-resist
Shipley
453 microposit developer
Shipley
Ferric chloride solution
Kepro-circuit systems, temperature
115◦ C
KOH
Reagent grade Fisher Scientific,
saturated solution at 98 ◦ C
Cleaning solution for
Fisher Scientific used at ambient
electroplating
temperature
Top layer materials
Glass slides
HF Dip 5:1
Corning Glass Company
J.T. Baker Chemical Co.
408
A.M. Cardenas-Valencia et al. / Sensors and Actuators B 95 (2003) 406–413
the reservoir cavity and the working channel. PDMS layer
1 is 80 m thick and layer 2 is 500 m thick. The channel
thickness is 380 m (80 m in layer 1 and 300 m in layer
2) The reservoir was designed to hold 100 l of fluid 80 l
working fluid—FC77 and 20 l of electrolyte—1.0M KOH
solution. The dimensions of the reservoir and the holes for
charging the fluids are shown in Fig. 7b. The figure also
illustrates the reservoir fill pattern. In the figure, the fluids
FC77 and the aqueous KOH solution, are represented by
vertical and horizontal lines respectively.
The change in volume of the fluid, subjected to heating
is given by law of expansion of liquids.
V = VγT
(1)
where V is the initial volume of the working fluid, V the
change in volume because of change in temperature T due
to heating and γ is the volume coefficient of expansion for
the working fluid FC77 (0.0016 K−1 [11]). For our design,
a 7.8 ◦ C change in temperature leads to a volume increase
of 1%. The cell was designed to activate at a volume change
of 7.5% from ambient (22 ◦ C). To ensure its deployment in
a wide temperature environment.
Assuming that the only losses in the system can be represented by an overall heat transfer coefficient, U (units of
energy per unit time per unit area) from the reservoir to its
surroundings, the total energy balance on the cell is:
dT
mCp
(2)
+ UA(T − Text ) = P
dt
where m is mass of FC77; Cp heat capacity of the FC77; T
temperature of the liquid (◦ C), t the time required to reach
T. The heat losses to the environment take place through an
area, A. Text the external or ambient temperature, and P is
the power input into the system. In taking this approach, the
effect of thermal conductivity of the fluid has been assumed
to be negligible. This is a reasonable first assumption given
that the thin layer of fluid that is being heated. The solution
to Eq. (2):
P
T =
(1 − e−(UA/mCp )t ) + Text
(3)
UA
Eq. (3), assumes that U is constant for a given power P.
It can be seen that the heat losses (represented by U) will
increase with increase in temperature of the working fluid
and will depend on the heat capacity of the fluid. The heat
capacity (Cp ) of FC77 (1.170 J/(g C)) is considerable less
value when compared to that of water [11]. It is in fact
easier to achieve volumetric expansion per unit energy when
heating FC77 than water itself. The minimization of U has
been considered by choosing proper fabrication materials.
Upon heating, the volumetric expansion of the fluid results in increased pressure. Once the forces are larger than
the capillary effects, KOH gets pushed into the “L” shaped
channel. The “L” channel serves as the galvanic cell compartment.
The bottom and top of the “L” shaped channels of PDMS
layer 2 are Aluminum and a commercial oxygen catalytic
carbon clad nickel mesh/PFTE coated porous cathode, respectively, when the cell is fully integrated. The cell needs to
be open to allow the oxygen from the air to come in contact
with the cathode as well as the release of the hydrogen gas
that is potentially produced in the system. To ensure that the
micro-bubbles do not stop the flow of the electrolyte, initial
actuation tests have been made on an open-ended channel.
2.2. Chemistry
The Al/air electrochemical cell chemistry being used here
has been extensively studied over the years. The major advantage of the chemistry lies in the high energy density. Under standard conditions, the chemistry provides a reversible
energy of 25.1 kJ/g or 67.8 kJ/cm3 as an anode in strong alkali media. The overall desired electro-chemical reaction in
alkali media is:
4Al + 3O2 + 6H2 O → 4Al(OH)3
(4)
The chemistry of this type of system presents some drawbacks that have not allowed for the development of a reliable commercial Al/air cell [3,4]. A major drawback of this
chemistry is the competing reaction
2Al + 3H2 O → 2Al(OH)3(s) + 3H2(g)
(5)
Unlike reaction (4) this reaction delivers less energy at lower
voltages. Also, this reaction results in the formation of insoluble aluminum hydroxide that deposit on the cell walls,
passivating the cell. Cell design, reagents and reagent feed
rate have been optimized to ensure that reaction (4) drives
the cell.
3. Fabrication
As discussed earlier, fabrication of the cell was carried
out in four steps, each one corresponding to the layers represented in Fig. 1. The complete cell is a multi layer stack
of three different substrate materials, which are aligned and
bonded together as illustrated in Fig. 1.
3.1. Heater fabrication
Two types of heaters were fabricated and tested for thermal actuation of the cell. NiCr resistors were fabricated on
a silicon wafer using standard micro-fabrication processes.
Electroplated Cu resistors were made using liquid crystal
polymer (LCP), as substrate through a maskless-lithography
process.
One hundred nanometers thick NiCr resistor was fabricated by standard lift-off process, using Shipley AZ 5214
image reversal resist and 20 nm Cr as an adhesion layer. Au
contacts were then fabricated on the NiCr. The length of the
resistive element was 11 cm and its resistance is ∼10 .
The Cu resistors were fabricated using the masklessphotolithography. After fabrication, the resistors were
A.M. Cardenas-Valencia et al. / Sensors and Actuators B 95 (2003) 406–413
409
Fig. 4. Micrographs of the resistors fabricated according to process flow
described in Fig. 3 and tabulated in Table 2. (a) Resistor design 1; (b)
resistor design 2; and (c) resistors design 3.
Fig. 2. Schematic showing the maskless system for the photo-resist exposure.
the significantly cheaper material. One of the major advantages of LCP materials, is that can be patterned with standard lithographic photo-resists and can be readily etched.
Additionally, the properties of LCP substrates have allowed
them to become materials of choice for packaging of MEMS
devices [13,14].
3.2. PDMS layers
Sylgard silicone polydimethyl-siloxane elastomer was
used to fabricate the fluid reservoir and the channels. The
PDMS layers were formed by spinning the previously mixed
monomer and curing agent and casting them on substrates
1 and 2 (Fig. 1). The spin speed was tailored to obtain the
different thicknesses reported earlier. PDMS was spun for
10 s and cured at 120 ◦ C for 20 min. This process polymerizes the PDMS and makes it insoluble in most solvents and
all chemicals that are used in the fabrication/actuation of
the cell. Fig. 5a shows a picture of the Si wafer with the
NiCr resistors, and the PDMS reservoirs for the working
fluid. Fig. 5b shows the LCP substrate with Sn-passivated
Cu resistor, and the reservoir formed with PDMS layers.
3.3. Top layer
Fig. 3. Process flow for the copper/LCP resistors fabrication using
maskless-lithography.
passivated with Sn to prevent Cu oxidation. The equipment
used for maskless pattern transfer was SF-100 (Intelligent
Micro Patterning LLC, St. Petersburg, FL). The system
is schematically shown in Fig. 2 [12]. The system uses a
digital mirror array to direct light on the substrate and can
provide a resolution upwards of 16 m. Fig. 3 schematically
illustrates the maskless patterning-based fabrication process. Using this technique, resistors of various dimensions
and resistances were made. The dimensions are tabulated
in Table 2. Fig. 4 shows the different resistors fabricated.
Fabrication with flex-circuit material in which the substrate is a liquid crystal polymer was undertaken to evaluate
The top layer was fabricated using both soft borosilicate glass (Corning microscope glass slides), and a piece of
PMMA 1/8 in. thickness. The micro-channels were etched
in glass using HF. while the PMMA was machined using
a milling machine. The channels that formed the galvanic
cell were fabricated using PDMS [15]. PDMS was spun at
1500 rpm, 20 s for the formation of the thinner PDMS layer
2, on the substrate 2 (Fig. 1). The resin is cured at 120 ◦ C
for 20 min.
Table 2
Dimensions and resistance obtained for the maskless produced resistors
Resistor
Length
Width
Resistance
1
2
3
2.3
6.0
7.9
125
100
75
0.99
3.5
6.0
Fig. 5. (a) Picture of the Si wafer with the NiCr resistors, and the PDMS
reservoirs for the working fluid and (b) LCP substrate with tin-cladded
copper resistor, and the reservoir formed with PDMS layers.
410
A.M. Cardenas-Valencia et al. / Sensors and Actuators B 95 (2003) 406–413
Fig. 6. (a) PDMS coating on glass slide substrate showing reservoir, filling
holes and channels and (b) dimensions of reservoir and channels.
The rectangular liquids reservoir and the “L” shaped channels reservoir were cut and peeled-off the substrate 1 and 2,
respectively. Fig. 6a shows the glass wafer with the channel and the reservoir. Fig. 6b reveals the dimensions of the
reservoir and “L” shape channel.
4. Results and discussion
4.1. Low power thermal micro-actuation
The ability of micro-fluidic thermal actuation to fill the
channel of an assembled cell has been successfully tested.
As discussed earlier, the energy required to initiate the flow
is a very important factor. This, together with the galvanic
cell dimensions, which determine the output energy, will
dictate the efficiency of the galvanic cell. Hence, it is imperative that the actuation energy be considerably less than
the output energy. The micro-fluidic cell design was guided
by simple heat transfer calculations. However, the decision
on the resistor design to be used was based on experimental
observations. Several experiments were conducted to determine the temperature increase of the liquid, as function of the
input electrical power, a direct measure of losses in the cell.
Fluke 80T 150 U temperature probe (P–N junction temperature device) was employed to record the liquid temperature as function of time. The reservoirs were charged with
80 l of FC77 and sealed. The temperature probe was then
inserted in the reservoirs. The resistors were connected to
a dc power source. Two Fluke 189 multi-meters were connected to measure the applied voltage and current flowing
through the resistor. The temperature, voltage and current
were recorded. This experiment was repeated for the resistors described above at different applied voltages.
Fig. 7 shows the FC77 temperature as function of time
obtained when using the 10 NiCr resistor patterned in the
silicon wafer.
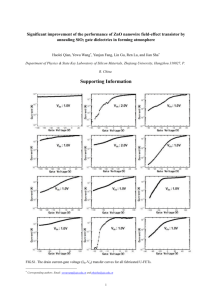
Similar results for the copper on LCP substrate resistors
are shown in Fig. 8. Most of the power input lines are for
the resistor labeled as design 3 in Fig. 4. Additionally, temperature profiles for the smallest power input obtained with
resistors 1 and 2 are also presented in the figure. A careful comparison between the three resistors shows that for a
Fig. 7. FC77 temperature in the working fluid reservoirs as function of
time for different power inputs, results with 10 NiCr resistors at on
silicon wafer.
constant power input different temperature increments are
achieved. The results shown that resistor 1 heats the liquid
to a temperature of 30.5 ◦ C at 40 s while the temperature
was almost 34 ◦ C for resistors 2 and 3 at 40 s. This validates
that the resistor design has an effect on its heating power.
In both figures, the shape of this temperature temperaturetime profile confirms the fact that the FC77 thermal conductivity can be practically neglected. Also, as suggested
by Eq. (3) U can be constant for a given power input. It is
important to note that a larger energy needs to be provided
to achieve a desired temperature if silicon wafer is used due
to higher losses because of its higher thermal conductivity.
The use of the PCB material makes the heat transfer into
the working fluid much more efficient. This in turn will require a smaller energy input for the micro-fluidic actuation
of the cell.
It can be seen that for each of the input times a steady
state temperature is reached (Figs. 7 and 8). The magnitude
of U depends on the properties of the materials forming the
reservoir. It was expected that less heating capacity will be
obtained on the silicon substrate resistor since its thermal
conductivity is large when compared to that of the LCP material. The fact that there is a balance between the heat transfer coefficient the input of power and the time required for
Fig. 8. FC77 temperature in the working fluid reservoirs as function
of time for different power inputs. Results obtained for some of the
non-conventional fabricated resistors (using maskless-lithography).
A.M. Cardenas-Valencia et al. / Sensors and Actuators B 95 (2003) 406–413
411
The cell activation energy for different configurations was
measured experimentally. The actuation energy required to
activate the cell was found to be 24 J for the glass substrate
capped cell and 16 J for the PMMA capped cell. Both measurements were made with NiCr resistors. However when
the heating resistor was the Sn-passivated Cu, the energy
required to move approximately 4 l of the fluid was 3.7 J
(the average power input was around 0.10 W).
4.2. Energy output of the micro-galvanic cell
Fig. 9. Eighty microliter FC77 average temperature increment after 40 s per
unit energy input as function of the power inputs, for the non-conventional
resistor (resistor 3 in Fig. 5).
reaching such steady temperature suggest that there could
be an optimal value of energy input that would cause the
temperature to a certain value. In order to better appreciate
this, the results have been expressed in a measured temperature increment per unit of energy input in the system are
shown in Fig. 9. The figure illustrates that there is an optimum power input into the system. A similar curve for the
NiCr resistor showed a decaying value for the power inputs
tested. The maximum of temperature increment per unit energy was found to be 0.5 ◦ C/J at the power input of around
0.05 W.
The actuation mechanism was tested without electrodes,
to get a better visualization of the micro-fluidic system. Pictures of the movement of the fluid with the actuation of the
cell were taken for flow visualization. To get a better contrast, the flow visualization studies were done using FC77
and water with red dye. Fig. 10 represents a typical set of
photographs taken during the flow visualization studies. For
this set, the resistor (on Si) was activated with 5.0 V dc supply. It approximately took 1 min for the aqueous solution to
fill the channel after activation.
Fig. 10. Time lapse photographs illustrate the filling of the channel upon
actuation of the battery.
It is well known that the cell performance of an electrochemical cell depends on the power that is withdrawn from
it [16]. In order to characterize a cell of this nature, a polarization curve is needed. The polarization curve shows the
values of a unit area cell potential as certain current is drawn
from it. As more current is drawn from a cell over-potentials
(either due to local concentration gradients or to the hindered ionic transport due to gas release), reduce the effective voltage produced. The polarization curve depends on
the physical configuration of the cell and on the chemicals
and their concentrations used. This relationship is a unique
to each cell and defines its performance. The active cell
area, and the load imposed on the cell determines the current
available, thus specifying the energy available. The Al/air
micro-galvanic cell has been characterized using this criterion. Various micro-cells were fabricated and their output
voltage was recorded as function of time when subjected to
different resistive loads. The values of the resistance varied from 1 to 494 . The cell potential results obtained as
function of time vary with time. This is to be expected as
the cell contains a limited source of reactants that depletes
with time (Fig. 11). Based on such a voltage and the resistor used as load cell the current was calculated. Using values obtained from micro-fabricated cells the plots in Fig. 12
were produced. Fig. 12a shows the polarization curves (cell
potential) and Fig. 12b shows the power output for the
cells as function of the current density for two different
electrolytes.
The voltage error bars are constructed with the standard
deviation of the time dependent voltage values obtained
while the cell was under certain load (error bars are ±2σ)
representing a 95% confidence in the data if the variability is normally distributed. Error-bars, corresponding to two
standard deviations variability for the power were calculated
using error propagation analysis. In order to have an idea of
the time dependence of the performance of the micro-cell
results of voltage vs. time under a constant loads of 100 and
20 are also presented. The aluminum foil was totally consumed in both cases when the 9M KOH solution is used.
However, it is not the case when the 1M KOH is used. While
the cell potential values with 9M KOH solution were higher
than those with the 1M KOH solution, the cell efficiency
was found to be considerably less. This can be explained
through the side reaction (4) that provides less energy than
that of the desired electrochemical reaction.
412
A.M. Cardenas-Valencia et al. / Sensors and Actuators B 95 (2003) 406–413
Fig. 13. (a) Cell potential, and (b) delivered cumulative energy as a
function of time for an Al/air and a Zn/air, 1 cm2 cell.
Fig. 11. (a) Voltage as function of time of two micro-galvanic cells. Runs
using two different electrolyte concentrations, under a 20 load and (b)
total energy delivered as function of time, calculated using numerical
trapezoidal integration.
Even though the presented values give an exact idea of the
cell described herein, it does not provide a mean to compare
the cell with commercially available systems. An additional
experiment was performed to obtain this comparison. The
cell potential over time for our cell and a commercially
available AC675 zinc/air battery is presented in Fig. 13.
Both cells have an area of 1 cm2 and are subjected to a 100 load. The voltage-time profile is presented in Fig. 13a.
Fig. 13b reveals the total energy delivered (calculated by
numerically integrating the power). The results of the performance of the cells are comparable. These results suggest
that the aluminum-based galvanic cell can easily and effectively be fabricated for use as an on demand, on-chip power
source.
5. Conclusions
A new micro-fluidics based Al/air galvanic cell as an
on-chip power source has been designed and fabricated.
Multiple micro-fluidic actuators have been fabricated,
tested and evaluated to determine the most efficient actuator design. The net power output of the cell has been
measured and compared to commercial cell. The actuation technique and power output of the cell show that this
is a viable concept for on demand power generation in
MEMS.
Acknowledgements
Fig. 12. (a) Polarization curve and (b) power density vs. current density
for the micro-fabricated Al/air galvanic cell.
The financial support for this project, provided by the US
Army, Space and Missile Defense command to the University of South Florida through grant DASG60-00-C-0089 is
gratefully acknowledged. The authors would like to thank
the help of George Steimle and Heather Broadbent for their
help in the maskless-resistors fabrication and Dr. Donald Smith of Alcoa Technical Center for the high purity
Aluminum samples he provided for this research.
A.M. Cardenas-Valencia et al. / Sensors and Actuators B 95 (2003) 406–413
References
[1] P.B. Koeneman, I.J. Busch-Vishniac, K.L. Wood, Feasibility of micro
power supplies for MEMS, J. Microelectromech. Syst. 6 (4) (1997)
355–362.
[2] D. Pescovitz, The Power of Small Tech Small Times, Small Times
Media, Ann Arbor, MI (www.smalltimes.com) 2002, pp. 21–31.
[3] M. Richter, R. Linnemann, P. Woias, Robust design of gas and liquid
micropumps, Sens. Actuators A 68 (1998) 480–486.
[4] S. Shoji, Fluids for sensors systems, Top. Cur. Chem. 194 (1998)
163–188.
[5] M. Gad-el-Hak (Ed.), The MEMS Handbook: Series for Mechanical
Engineering, CRC Press, Boca Raton, 2001.
[6] T. Merkel, M. Graeber, L. Page, A new technology for fluidic microsystems based on PCB technology, Sens. Actuators A 77 (1998)
98–105.
[7] N. Nguyen, X. Huang, Miniature valve less pumps based on printed
circuit board technique, Sens. Actuators A 88 (2001) 104–111.
413
[8] Q. Li, N.J. Bjerrum, Aluminum as anode for energy storage and
conversion: a review, J. Power Sources 110 (2002) 1–10.
[9] S. Licht, Novel aluminum batteries: a step towards derivation of
superbatteries, Colloid Surf. A 134 (1–2) (1998) 241–248.
[10] A. Henning, in: Proceedings of the IEEE Aero. Conference on
Microfluidic MEMS, Pistacaway, NJ, USA, March 1998.
[11] Specialty Fluids 3M Specialty Materials. “FluorinertTM Electronic
Liquids”, Application Information 3MTM , St. Paul, MN, 1999.
[12] http://www.intelligentmp.com/SF100 system.htm.
[13] http://www.circuitree.com/CDA/ArticleInformation/features/BNP
Features Item/0,2133,74043,00.html.
[14] R. Yang, Liquid Crystal Polymers, Advanced Packaging Magazine,
Nashua, NH, 2002, pp. 17–22.
[15] B.H. Jo, L.M. Van Lerberghe, K.M. Motsegood, D.J. Beebe, Threedimensional micro-channel fabrication in polydimethylsiloxane
(PDMS) elastomer, J. Microelectrmech. Syst. 9 (1) (2000) 76–81.
[16] P.W. Atkins, Physical Chemistry, fourth ed., Freeman, New York,
1990, p. 907.