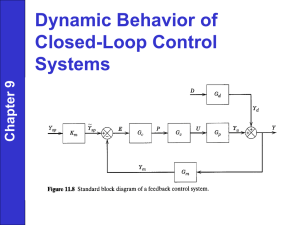
Pressure Control Valves
advertisement

Pressure Control Chapter 3 Material taken from Fluid Power Circuits and Controls, John S. Cundiff, 2001 Introduction Pressure control is a key element in the design of any circuit. Used correctly, it can achieve a given functional objective, as well as safe operation. In circuit design the pressure must be limited to a level below the working pressure of the lowest-rated component in the circuit. 1 Introduction Six pressure-control valves are discussed: Relief valves Unloading valves Sequence valves Pressure-reducing valves Counterbalance valves Brake valves Introduction Each of these valves works on the same principle; a spring force balances a hydraulic force. The hydraulic force is produced by fluid pressure acting on a given area. When hydraulic force exceeds the spring force, the valve spool moves. 2 Primary Flow Control Valves Introduced Review of Needed Symbols An open-center (float) valve allows flow between all four ports when the valve is in the center (nonactuated) position. The actuator (downstream from the valve) is not held in position but is free to float. 3 Review of Needed Symbols The open-center valve also allows free flow from the inlet port to the return (or tank) port, but it blocks the actuator ports. The actuator can not move (neglecting leakage) when the opencenter valve is in the center position. Review of Needed Symbols The closed- center valve has all four ports blocked when it is in the center position. There is no pathway through the valve between any of the four ports. 4 Relief Valve The relief valve is used to limit pressure in an entire circuit. It is generally the first component downstream from the pump. Relief valves can be direct acting or pilot operated. Direct-Acting Relief Valve Pressure acts on the annular area of the valve spool. The hydraulic force is given by Fh = Paa Where Fh = hydraulic force (lbf) P = pressure (psi) Aa = annular area (in2) 5 Direct-Acting Relief Valve The notation Fs will be used for the spring force. When Fh equals Fs, the valve cracks open, meaning that the spool lifts off its seat and allows fluid to flow to the reservoir. As pressure increases, the spool lifts higher, allowing more flow to bypass to the reservoir. At some pressure level, the total flow bypasses to the reservoir. Direct-Acting Relief Valve A typical flow vs. pressure curve for a direct-acting relief valve is shown. The valve is set to open at 1500 psi. This pressure is known as the cracking pressure. 6 Direct-Acting Relief Valve At 2000 psi, the valve is fully open, and all flow is bypassed to the reservoir. The 500 psi differential between cracking and full bypass is needed in direct-acting valve when it is used for flow control, as well as pressure limiting. Direct-Acting Relief Valve In this circuit, the flow control valve is an adjustable orifice. When the flow control valve is partly closed, a pressure drop is created across the valve. Relief valve pressure = pressure drop across the flow control valve plus the pressure drop across the motor. 7 Direct-Acting Relief Valve Motor speed is controlled by closing the flow control valve enough to crack open the relief valve. Part of the pump output now bypasses to the reservoir; thus, flow to the motor is reduced, and the speed decreases. Pilot-Operated Relief Valve A pilot-operated relief valve has a different pressure vs. flow curve then the direct acting valve. The pilot-operated valve opens completely over a narrow pressure range. This allows the circuit to operate over a wider pressure range without loss of fluid over the relief valve. 8 Pilot-Operated Relief Valve The main spool has a small hole (orifice) drilled in the skirt. Because of this hole, pressure is the same on the top and bottom of the skirt. As long as there is negligible flow through the orifice, there is no pressure drop across the orifice. 9 Pilot-Operated Relief Valve The pilot section is on top of the valve. A dart is held in place by the pilot spring. When the hydraulic force on this dart becomes greater than the pilot spring force, the dart is unseated, and fluid flows from the cavity above the skirt, through an internal drain to the valve outlet. Pilot-Operated Relief Valve Flow through the orifice replaces the fluid lost from the cavity above the skirt. The spool is still held in position by the main spool spring. 10 Pilot-Operated Relief Valve The key advantage of a pilot-operated valve is that it allows the designer to use pressure to within 100 psi of the valve setting to meet the functional objective of the circuit. In comparison, the direct-acting valve cracks open at 1500 psi, and pressure must increase to 2000 psi before it is fully open. Pilot-Operated Relief Valve A pilot-operated relief valve can be used with a remote pilot. The remote pilot functions like the pilot built into the top of the main relief valve. It allows the designer to set two pressure levels with one main relief valve. A pilot-operated relief valve can be used to unload the pump at low pressure during periods between work cycles. 11 Example Circuits Using PilotOperated Relief Valves A diagram of the circuit that uses a pilot-operated relief valve to unload the pump at low pressure is shown. The relief valve symbol designated “A” refers to the main spool of the pilotoperated relief valve. 12 Example Circuits Using PilotOperated Relief Valves The orifice in the skirt is is orifice B, and the symbol designated with letter “C” is a symbol that shows that the valve is held closed with spring pressure and a pilot pressure. The relief valve symbol designated with a letter “D” refers to the pilot stage of the valve (dart held in place with the pilot spring). Example Circuits Using PilotOperated Relief Valves Using the pilot-operated relief valve to unload the pump between work cycles is shown on the following slide. Here, a special directional control valve is used with a fifth port. This port provides a pathway for the pilot line to be connected to the reservoir when the directional control valve is centered. 13 Example Circuits Using PilotOperated Relief Valves When the directional control valve is shifted, the pilot line is blocked, and the pilot-operated relief valve will not open until the pressure equals the pilot spring pressure plus the main spring pressure. 14 Example Circuits Using PilotOperated Relief Valves This circuit is designed to provide highpressure relief during extension and lowpressure relief during retraction. Unloading Valve The symbol for an unloading value is similar to the symbol for a relief valve except that the pilot line is not connected to sense pressure at the valve inlet. 15 Unloading Valve Example The accumulator is a key component in the circuit. There are three types of accumulators: Bladder Diaphragm Piston Unloading Valve The diaphragm accumulator is a pressure vessel divided into two compartments by a flexible diaphragm. The top half is precharged with a gas, generally nitrogen, and sealed. The bottom half is connected to the hydraulic circuit. 16 Unloading Valve The accumulator is designed for some rated pressure, and pressure must be controlled to ensure that it does not exceed this rating. The unloading valve accomplishes this task. An accumulator provides pressure to the actuator at the moment the directional control valve is shifted. Unloading Valve Pressure does not have to build from a low pressure as it does in a circuit with an opencenter directional control valve. If a large load is being moved, pressure must build to achieve enough force to overcome static friction and provide the inertial force to accelerate the mass. It takes an interval of time to build this pressure. This time delay can be eliminated if pressure is already available at the moment the directional control valve is shifted. 17 Unloading Valve In this circuit, the pump builds pressure in the accumulator until the setting of the unloading valve is reached. At this point, the unloading valve opens, and flow bypasses to the reservoir. The pressurized fluid is trapped in the accumulator by the check valve and the closedcenter directional control valve. Unloading Valve A functional diagram of an unloading valve is shown next. Two features are added to a pilotoperated relief valve to create the unloading valve. 18 Unloading Valve A check valve is builtin, and a small piston is included in the top section in line with the dart and pilot spring. When the unloading valve is closed, fluid flows through the check valve to charge the accumulator. Unloading Valve When the directional control valve is shifted, fluid drains from the accumulator and the pressure drops. The hydraulic force on the piston drops and, when the pilot spring force becomes greater, the dart reseats. At this point, pressure equalizes on both sides of the spool skirt. The spool spring reseats the spool and the pump begins to build pressure. 19 Unloading Valve When the accumulator is charged to the desired pressure, the unloading valve dumps flow to the reservoir. Unloading Valve Pressure drops at the directional control valve as the accumulator empties. The minimum pressure is a function of the load, the characteristics of the accumulator, and the characteristics of the pump. 20 Sequence and Pressure Reducing Valves The sequence valve and press-reducing valve have some similar features. Both valves are externally drained, meaning that there is a separate line from the valve back to the reservoir. The relief valve and unloading valve are both internally drained. Sequence and Pressure Reducing Valves The outlets of the sequence and pressure-reducing valves are not connected to the reservoirs, so they can not be internally drained. The check valve built into both valves is there to provide free flow in the reverse direction. In effect, it takes the valve out of the circuit when the flow is reversed. 21 Sequence and Pressure Reducing Valves As shown on the next slide, the sequence valve and pressure-reducing valve symbols are similar. The sequence valve is a normally closed valve with a pilot line to sense inlet pressure, and the pressure-reducing valve is a normally open valve with pilot line to sense outlet pressure. Sequence and Pressure Reducing Valves 22 Sequence Valve The sequence valve is used to ensure that a certain pressure level is achieved in one branch of the circuit before a second branch is activated. Consider a machining operation where the workpiece must be clamped with a certain force before it is extended to make contact with the cutting tool. If the piece is not securely fastened, it can slip and damage both the tool and the piece. Sequence Valve In this circuit, the sequence valve is set on 600 psi, meaning that the pressure must build to 600 psi before the valve opens. This setting ensures that the clamp cylinder exerts a 600-psi clamp force before the extend cylinder moves. 23 Sequence Valve When the directional control valve is shifted for reverse flow, the check valve provides free flow, and there is no sequencing of the cylinders. Either one can retract before the other, depending on the pressure required for retraction. The cylinder with the lowest pressure requirement always retracts first. Pressure Reducing Valve A pressure-reducing valve does not allow pressure downstream of the valve to exceed the set point. Suppose the workpiece must be clamped with two clamps. The second clamp is placed at a point where too much clamping force will damage the workpiece. A pressure-reducing valve is used to limit clamping pressure. 24 Figure 3.23 Pressure-reducing valve used to limit clamping force. The valve is a second type of pressurereducing valve, the reducing/relieving valve. This valve operates like the pressurereducing valve except that it bypasses fluid to the reservoir when the spool is shifted upward by the hydraulic force. Pressure Reducing Valve The orifice between the inlet and bypass (to reservoir) opens as pressure increases, so the valve functions like a relief valve. It combines the functions of the pressure-reducing valve and the relief valve, thus the name reducing/relieving valve. 25 Counterbalance and Brake Valve The counterbalance valve and brake valve have similar symbols. The single difference is that the brake valve has a remote pilot line in addition to an upstream pilot line. As with the sequence and pressurereducing valves, a check valve is built in to allow free flow in the reverse direction. Figure 3.26 Symbols for counterbalance and brake valves. 26 Counterbalance and Brake Valve Resistive load: a load that acts in the opposite direction to actuator motion. Overrunning load: a load that acts in the same direction as actuator motion. Counterbalance Valve The counterbalance valve, also called a holding valve, is used to prevent a weight from falling uncontrollably. When the directional control is shifted, the platen will fall unless there is a means for creating an opposing hydraulic force. A counterbalance valve accomplishes this task. 27 Counterbalance Valve Generally, the valve is set about 50 psi higher than the pressure required to hold the load. Often it is desirable to use the weight of the platen to help build the total pressing force. In this case, a counterbalance valve with remote pilot line connection is used. If pressure at the cap end, and thus the pilot line, drops below the set point, the counterbalance valve partly closes to slow the platen. 28 Counterbalance Valve There is an additional reason for using a counterbalance valve other than to prevent uncontrolled motion of the actuator. When the platen is moving down too fast, the pump can not keep the cap end filled with fluid, and a negative pressure can develop. It is possible to suck the fluid out of the pump fast enough to cause void spaces in the pump. The condition when the pump is not completely filled with fluid is called cavitation. 29 Brake Valve A brake valve performs the same function as a counterbalance valve, but it is designed to overcome a key disadvantage. The pressure drop across the counterbalance valve is converted to heat; consequently, half the hydraulic power is wasted. A brake valve overcomes this. Brake Valve A brake valve has an internal pilot passage and a remote pilot passage. Suppose the spring is set for 1000 psi. When the pressure at the internal pilot reaches 1000 psi, the piston pushes the spool upward to open the valve. 30 Brake Valve The area in the piston is much less than the area of the bottom of the spool. A typical area ratio might be 10:1. The remote pilot applies pressure directly to the bottom of the spool; consequently, only 100 psi is required to compress the spring and open the valve. Pressure required to open the valve is 1000 psi at the internal pilot and 100 psi at the remote pilot. Brake Valve A brake valve is used in this circuit. It requires 100 psi at the motor inlet to keep the valve open. As long as the load on the motor requires more than 100 psi, the brake valve does not affect circuit efficiency. If the load starts to overrun, and the pressure drops below 100 psi, the brake valve closes. 31 Brake Valve It requires 1000 psi at the direct, or internal, pilot to open the valve. This 1000-psi pressure drop across the brake valve converts the mechanical energy of the overrunning load to heat energy and slows the load. When pressure at the inlet builds to 100 psi again, the brake valve opens. 32