Brightstar Solid Waste And Energy Recycling Facility: An Innovative
advertisement

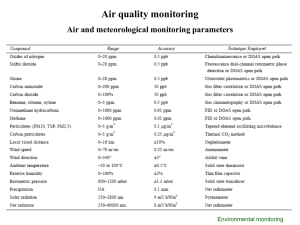
10th North American Waste to Energy Conference ASME 2002 NAWTEC10-1012 BRIGHTSTAR SOLID WASTE AND ENERGY RECYCLING FACILITY: AN INNOVATIVE WASTE TO ENERGY TECHNOLOGY Stephen C. Schwarz, P.E., DEE Leah K. Richter, E.I. Malcolm Pirnie, Inc. 1425 South Andrews Avenue, 2nd Floor Fort Lauderdale, Florida 33316 Telephone: (954) 761-3460 Fax: (954) 761-7939 E-mail: sschwarz@pirnie.com ABSTRACT The Brightstar Environmental Solid Waste and Energy Recycling Facility (SWERF) is a municipal solid waste (MSW) to energy facility utilizing a gasification (pyrolysis) process. At this time, the only operational SWERF is in New South Wales, Australia. While pyrolysis of MSW is not in itself new, the Brightstar technology is believed to have reached a sufficient level of development, and to incorporate sufficient new features, to qualify as new and cutting edge. This paper presents findings from a trip to Australia to inspect the facility, as well as the results of a Request for Proposals process for a municipal client in Florida. Analysis includes process, environmental, and economic factors. 1.0 INTRODUCTION In August of 2001, representatives (the "team") from Malcolm Pirnie, Inc. and Collier County Government (Collier County, Florida) traveled to Australia in order to investigate the Brightstar Environmental Solid Waste and Energy Recycling Facility ("SWERF") technology. SWERF is an innovative gasification technology for managing municipal solid waste ("MSW"). At this time, the only operational SWERF is in Wollongong, New South Wales ("NSW"), Australia. Subsequent to this investigative site visit, Collier County Government issued a Request for Proposals ("RFP") soliciting competitive proposals from firms to design, build, own (with the option to transfer), operate, and finance a MSW processing and gasification facility for residential and commercial solid waste generated in the County. 2.0 BRIGHTSTAR ENVIRONMENTAL Brightstar Environmental LLC ("Brightstar") is a partnership between Energy Developments Limited and BSC Holding Company, the United States company that commercialized the pyrolysis and steam reforming gasifer integral to the SWERF process. Energy Developments Limited ("EDL"), the parent company of Brightstar, is an integrated energy company that engages in the development and management of an international portfolio of energy projects, with a particular focus on renewable and waste fuels. 1 19 EDL owns and operates 33 power projects totaling 306.7 megawatts ("MW ") of generation capacity fueled by: Landfill Gas Coal Seam Methane Diesel and Natural Gas 108.7 MW 96.8 MW 101.2 MW A number of further projects are currently under construction in Australia, Taiwan, Greece, the United States, and the United Kingdom. 3.0 THE SOLID WASTE AND ENERGY RECYCLING FAOLITY The SWERF is located adjacent to the Whyte's Gully Landfill in Wollongong, NSW, Australia. Wollongong is an industrial city with a population of approximately 255,000 (Wollongong Statistical District, 1996) located about 80 kilometers (50 miles) south of Sydney, NSW. The SWERF is a full-scale demonstration facility that began its operations in February 2001. Design capacity is in the range of 50,000 to 75,000 tonnes per year (150 to 226 tons per day) depending upon the calorific value of the fuel. [Note: one metric ton (or tonne) is equal to 1.102 U.s. tons] Currently, it is licensed for only 30,000 tonnes per year ("Tpy") or 91 tons per day ("tpd"). In actual operations, the SWERF is handling much less than its licensed capacity. An exact figure was not provided, but the SWERF was described as having processed "several thousand tonnes" since initial operations began in February. Estimating that roughly six months have passed from February to the time of the site visit, at full licensed capacity, the SWERF would have processed approximately 15,000 tonnes. "Several thousand tonnes", or whatever the exact amount may be, is clearly significantly less than 15,000 tonnes. Brightstar representatives stated that the facility was still in a refinement and optimization mode, and did not expect to achieve full commercial operation until December 2001. Indeed, a key process element, char gasification, has yet to be implemented. The fact that the SWERF is not operating near its full capacity is not surprising considering the developmental nature of this technology. However, it has important implications concerning the pace of commercialization in the United States. 4.0 PROCESS DESIGN The SWERF technology consists of three key components: • • • 4.1 Pretreatment and Separation Gasification Energy Generation Pre-Treatment and Separation Figure 1 provides an illustration of the waste pre-treatment and separation process. MSW is received by tipping onto a below-grade apron conveyor with an opening sealed by an automatic hatch (see Photo 1). The conveyor is level and discharges to an enclosed receiving hall where waste is sorted by a front-end loader and then transferred to a conveyor at the rear of the hall. According to Brightstar, future designs will locate the loading hatch inside of a building in order to minimize wind-blown litter. 120 FIGURE 1: Waste Pre-Processing Schematic Photo 1: Loading Hatch Air from the tipping hall is exhausted by ductwork and then used as combustion air for the engine generators. Thus, the tipping hall is maintained under negative pressure, thereby minimizing the escape of odors. Additionally, the design of the tipping hall, which avoids large truck doors that remain open, also reduces the release of odors. Indeed, the facility was observed to have only slight garbage and/or synthesis gas ("syngas") odors, and those were noted only in close proximity to the equipment. Based upon the team's observations, this facility would be expected to have minimal off-site odors under normal operation. Following the tipping hall, waste is conveyed to an autoclave (see Photo 2) where it is heated for a period of approximately 45 minutes up to a temperature of 135 - 140 C (275 - 284 F). This step is believed to be a unique feature of the Brightstar process and contributes to its good materials recovery performance. The autoclaving step "cooks" the waste and largely destroys the normal physical structure of the MSW. The resulting pulp is more easily handled and recoverable materials are more easily removed. After the autoclaving step, pulped waste is discharged to a transverse walking floor storage bini conveyor (see Photo 2) and is then conveyed to a trommel screen (see Photo 3). 12 1 Photo 2: Autoclave and Transverse Walking Floor Photo 3: Trommel The first section of the trommel has a 20-millimeter ("mm") mesh and the second section is 100 mm. The trommel thus generates three fractions: • • • One fraction smaller than 20 mm. This is largely One fraction between 20 mm and 100mm; and One fraction over 100 mm. the pulp fraction; These three streams are then processed by an arrangement of conventional materials recovery facility ("MRF") equipment (see Photo Nos. 4 8) including conveyors, magnetic separators, eddy current separators, balers, a primary and secondary shredder, and hand sorting. - 122 Photo 4: Overview of RecyclabJes Recovery Photo 5: Magnetic Separator Photo 6: Primary and Secondary Shredders 123 Photo 7: Ferrous Baler Photo 8: Hand Sorting Picking Stations Approximately 70 percent by weight of the material leaving the autoclave ends up as pulp going on to energy recovery. The remaining material is approximately 25 percent recovered materials and 5 percent residue. The recovered materials include ferrous and non-ferrous metals, and selected plastics. The quality of the recovered materials appeared good upon visual inspection. Overall, the design of the MRF portion of the facility seems to still be in the developmental stage. Although the MRF is operating successfully, it is operating in a low-stress mode due to the relatively small quantities of waste being handled at this time. The MRF layout lacks redundancy, has too many right-angle turns, and appears overly complex. Brightstar personnel appeared to understand these issues and indicated that any subsequent facilities would incorporate the appropriate revisions. In s ummary, the MRF technology is conventional and there is no reason that, with proper design, it should not work successfully. 124 4.2 Gasification Pulp from the MRF is conveyed to a walking floor pulp buffer storage bin. From this bin, the pulp is conveyed to a washing tank which separates the pulp (floats) from glass and other debris (heavies). The pulp is then pumped to the dewatering section (See Photo 9), which includes bow screens and a dewatering screw press. Excess water from this process is returned to the pulp washing plant. Dewatered pulp (moisture content approximately 40 percent) is conveyed by bucket elevator to the secondary pulp buffer storage bin, which is another walking floor type bin. The dewatered pulp is fed into a pressurized steam drying process that utilizes heat from the generator exhaust gases. The drying process further homogenizes the pulp and reduces its moisture content to less than 5 percent. At this point, the dried pulp has the appearance of blotter paper torn into �-inch by lA-inch sized pieces, "cornflakes". Minor glass contamination was noted, but it appeared to be relatively free of other gross contamination. Photo 9: Pulp Dewatering The dried pulp is then conveyed to the pulp storage silos and from there to the gasification process itself. Because the pulp (RDF) has been reduced at this point to a fine, dust-like powder, many of the mechanical problems typically encountered by other MSW gasification systems are reduced or avoided. Brightstar's gasifiers are modular, factory-assembled units (see Photo 10). Dried pulp is conveyed in internal spiral metal tubes, and heated from the outside by recirculated hot gases at about 850 - 950 0 C (1,562 - 1,742 0 F). As the pyrolytic (gasification) step occurs inside a closed vessel, with no air present, the formation of pollutants which require oxygen (SOx, NOx, dioxin) is minimized. 125 Photo 10: Gasification Plant The hot fuel gases produced by the gasification step are then cooled and scrubbed. This process results in a relatively clean gas, which goes on to energy generation, and a residue or char. Various undesirable organics, such as benzene and naphtha, condense out in this step and are absorbed on the char. The char, as presently constituted, would probably fail a toxic leaching contaminant procedure ("TCLP") test and require disposal as a hazardous waste. In order to address this issue, Brightstar reports that they have developed a secondary gasification process (char gasification) to recover the energy content of the char and to remove/ gasify the undesirable organics, as well as most of the carbon, from the char. The unit was not installed at the time of the site visit, but Brightstar reports that they have now installed the char gasifier and are in the commissioning phase. The resulting residue, according to Brightstar, will be suitable for disposal in an ordinary, non-hazardous waste landfill. Brightstar reports that most heavy metals are removed from the syngas in the scrubbing process, and that the majority of the metallic compounds are either insoluble or are locked into the char and non-leachable. Analysis of the char shows significant levels of heavy metals but testing of the leaching potential using the USEPA TCLP method confirms the char complies with the NSW EPA's standards for "inert" disposal. A small proportion of the metallic compounds removed in the scrubbing process are soluble and can be absorbed in activated carbon beds in the water treatment plant. A few of the metallic compounds (mercury, beryllium and arsenic) are only partially removed in the scrubbing process and remain in the syngas stream. The mercury and beryllium are removed in activated carbon filters. According to Brightstar, a test program is currently underway to determine the best method to increase the removal of arsenic from the syngas. This issue will be discussed at greater length in a subsequent section of this paper. 4.3 Energy Generation Power generation is accomplished in modular engine-generator sets (see Photo 11), similar to those used by EDL and others to recover energy from landfill gas. conventional and well proven. 126 This technology is Photo 11: Generator Modules 5.0 MAss AND ENERGY BALANCE An overall block diagram of the SWERF process is provided in Figure 2. Outputs, on a weight basis, are approximately: o Recovered Materials o Glass, Sand, and Debris o Ash Residue - - 25% 5% - 4 to 7% The percentages reported above are projections made by Brightstar. Current data (March 2001 quarterly report to NSW EPA) illustrates a much higher char residue percentage (approximately 40 percent by weight). However, Brightstar anticipates this will be reduced to the 4 to 7 percent range noted above, following implementation of the second stage char gasification process. It should also be noted that residue quantities are dependent on waste composition, and the effectiveness of curbside recycling programs, if present. Brightstar indicated that they are continuing to work on developing markets for the various residue fractions, as, for example, building materials or road base. Their goal is to eliminate the need for landfilling entirely. Based on these numbers it appears that approximately 10 to 15 percent by weight of the incoming waste will require landfill disposal, when Brightstar's process modifications are fully implemented. This would compare favorably with other solid waste management options, such as mass-burn waste-to-energy, where approximately 25 percent of incoming waste requires disposal as ash residue. Net output is estimated by Brightstar to be approximately 700 kilowatt-hours per tonne of infeed. This translates into an overall thermal efficiency of about 25 percent (assumes a higher heating value for typical Australian MSW of 4,300 Btu/lb of waste, per Brightstar). However, based upon a cold gas efficiency of 90 percent and an engine efficiency of 36 percent, Brightstar [Data validating this estimate has not been furnished at this time}. In comparison, mass-burn waste-to-energy plants in the U.S. typically achieve 17 to 20 projects an overall thermal efficiency of 31 percent percent. 127 IV 00 SAND & GLASS ., I PROCESS WATER .... PULP STEAM PROCESS TO MATERIALS RECOVERED STEAM .. �I TAR I PELLETS WATER PROCESS ASH TO " �.,.!l:,*:; _ PELLETS CIRCULATION [- GASES FLUE � I S N G A S N A S Y G y Is USAGE PROCESS � WATER TO -- SWERF PROCESS BLOCK DIAGRAM FIGURE 2 ELECTRICITY DRAWING No. REVNo.4 SALES TO GRID 8400-BA-004-06 Issued Nov 17 '00 6.0 ENVIRONMENTAL FACTORS As part of this trip, meetings were held with an official, Mr. William Dove, Senior Regional Operations Officer, of the NSW EPA, the state body that regulates the Wollongong facility. NSW EPA has granted Brightstar a trial license for operation at 30,000 Tpy, for two years, for the Wollongong facility. Brightstar is required to report quarterly, and is currently preparing a health risk assessment ("HRA") using actual monitoring data from the facility. Before authorizing full operation, NSW EPA will require monitoring data demonstrating compliance with environmental standards while operating at the full license rate. In addition, NSW EPA will need the final HRA. As the facility is still operating at partial load, and undergoing modification, NSW EPA is not yet prepared to license operations above the 30,000 Tpy. Brightstar anticipated achievement of this milestone would occur by December 2001, however, based upon the most recent communications with Brightstar, this milestone did not occur as anticipated. NSW EPA's primary regulatory interest is in the air emissions from the facility. Wastewater from the facility is largely recirculated, and the wastewater that is discharged is pretreated and discharged to the sewer system. Wastewaters which meet the standards for industrial discharge are not regulated by the NSW EPA. Brightstar's goal is to improve the quality of the wastewater from the MSW processing and drying so that it may be used as process makeup and cooling water. The ash residue produced by the facility is also regulated by the NSW EPA utilizing the USEPA's TCLP methods. According to Brightstar, the ash residue is currently stockpiled on site, and not disposed of at the landfill. Mr. Dove indicated that NSW EPA is satisfied with the facility's performance to date. He did mention that there have been typical start-up incidents, but these appear to have been minor in nature and were corrected. A pollutant of particular interest is dioxin. The NSW EPA emissions limit for dioxin is 0.1 ng/m3, expressed as equivalent units of 2,3,7,8 tetrachlorodibenzo-p-dioxin, or 2,3,7,8-TCDD. Actual facility emissions, based upon the March 2001 sampling results, were determined to be roughly one-third of this limit, or 0.03 ng/Nm3. Furthermore, results for the July 2001 sampling period demonstrate even lower dioxin emission levels (0.0039 ng/Nm3). The USEPA emissions limit for dioxin is expressed not in 2,3,7,8-TCDD units, but in actual concentration of polychlorinated dibenzo-p-dioxins and -furans, or PCDD/PCDF). Expressed on this basis, Brightstar's facility emissions (March results) were determined to be 2.5 ng/m3. By comparison, the limit for mass-burn waste-to-energy facilities currently operating in the U.S. is 30 ng/m3. For newly constructed facilities, the standard is 13 ng/m3. The NSW EPA did raise some concern about the air pollutant arsenic. The permit limit for arsenic is 0.008 mg/m3 and the facility's emissions are approximately 0.0055 mg/Nm3 and 0.013 mg/Nm3, for the March and July sampling periods, respectively. Following the reporting of the March test results, Brightstar believed that an important reason for the relatively high arsenic levels was arsenic in the waste feed. For this reason, they focused on the removal of chromated copper arsenical ("CCA") treated timber prior to gasification. Procedures were implemented to remove as much CCA treated timber as practicable from the incoming waste during the separation process. The results of this approach were satisfactory, however, July's test results indicate that in addition to CCA treated timber there is additional arsenic consistently contained within the domestic waste of Wollongong and as a result, reasonably evenly distributed in the pulp. To this end, Brightstar reports that a sampling and testing program is underway to determine the most efficient way to increase the removal of arsenic from the syngas. Several additional systems under consideration include: 129 • • • A secondary water scrubbing system An acid, caustic, or chemical scrubbing system Addition of activated carbon specifically doped for arsenic removal to the existing carbon bed. The next round of testing was scheduled for December 2001, and to date, the results have not yet been reported. 6.1 Environmental License As previously discussed, the Brightstar SWERF holds a trial operation license from the NSW EPA. As a condition of the license, Brightstar is required to conduct quarterly monitoring tests and submit quarterly reports. The most recent report, for the period March 2 to June 1, 2001, includes results for testing performed on March 1 and 2, 2001. Another round of testing was scheduled for July 2001, and the results were provided by Brightstar in a media release dated November 16, 2001. The results from both the March 2001 and July 2001 sampling periods are summarized in Table 1. Generally, the reports show that the facility is in compliance with its permit conditions. However, there are some issues, which are discussed below: • Arsenic (As): Although test results for March's sampling period were approximately 37 percent below the permit limit of 0.008 mg/Nm3, July's results exceeded the license limit. As previously discussed, Brightstar's is currently investigating the most suitable arsenic removal system to adopt to ensure the level of arsenic emissions is lowered as far below the license requireJl1ents as practicable. • Chromium VI (Cr VI): March's test results for Chromium VI were reported as 0.008 mg/Nm3. The permit limit of 0.0003 mg/m3 requires a significant sampling period (in excess of six hours), which was not achieved during the March testing period. However, July's test results, which achieved the required sampling time, indicate compliance with the permit limit. • Hexachlorocyclohexane: Due to a contaminated sample, this analysis was not completed in the March testing. July's test results demonstrate a level far below the permit limit « 0.00005 mg/Nm3) of 0.005 mg/Nm3. • Sulphur Oxides (SOx;) and/or Sulphuric Acid: March's test results showed significant exceedances for S03/H2S04 emissions. Measured emissions were 190 mg/Nm3 versus a permit limit of 100 mg/Nm3. However, Brightstar installed a sour gas (H2S) treatment system to remove sulphur and July's test results were significantly lower «0.23 mg/Nm3). • Volatile Organic Compounds NOCs) Destruction Efficiency: The permit calls for 98 percent destruction of VOCs. Test results indicate levels in the syngas prior to combustion of < 0.22 mg/Nm3, and a level of 0.05 mg/Nm3 in the engine exhaust (March sampling period). This equates to a destruction efficiency of about 77 percent. Brightstar argues that, due to the low concentrations of VOCs, it might be better for the permit to address concentration limits rather than destruction efficiency. According to Brightstar, the NSW EPA is receptive to a concentration limit as well. Currently, the U.S. New Source Performance Standard ("NSPS") VOC emission standard for control of landfill gas using an enclosed combustion device is 20 ppm dry volume as hexane at 3 percent 0:2. Brightstar reports March's test result for the SWERF's engine exhaust (0.05 mg/nm3) is equivalent to less than 20 ppb dry volume (or 0.020 ppm dry volume) as hexane at 3 percent 0:2. 130 • Dioxin and Furan Congeners: Although not in exceedance, dioxin and furan emissions deserve discussion due to the importance of these emissions to the public and the regulatory community. The NSW EPA emissions limit for dioxin is 0.1 ng/m3. Actual facility emissions were determined to be roughly one-third of this limit, or 0.03 ng/m3 for the March sampling period, and results for the July 2001 sampling period demonstrate significantly lower dioxin emission levels (0.0039 ng/m3). For comparison to typical USEPA emission limits, refer to the discussion in Section 6, Environmental Factors. In reviewing these results, it should be noted that they are from a facility still in shakedown and In that context, the results appear to be generally good and show commissioning mode. encouraging signs. However, Brightstar clearly still has several issues to resolve before it can be certified for full operation. TABLE 1 Summary of SWERF Air Emission Test Results Proposed Units of Pollutant Measure NSWEPA License Limits for Combined Stack Carbon Dioxide % Carbon Monoxide Chlorine mg/Nm3 mg/Nm3 Dioxins and Furans ng/Nm3@ Cogeners (Total I-TEQ) 11%02 Hexachlorobenzene Hexachlorocyclohexane mg/Nm3@ 11%02 mg/Nm3@ 11%� Emissions Test Emission Test Results Results Sample Date: Sample Date: March 1-2,2001 July 3, 4, and 18, 2001 200 6.1-10.3% 440-625 1.0 -1.4 10.1-10.9% 681-692 <15 0.1 0.0331 0.0039 0.005 0.000009 <0.0004 Not Analysed due 0.005 to sample <0.00005 contamination Hydrogen Chloride mg/Nm3 100 <1.0 0.38 Hydrogen Fluoride mg/Nm3 50 0.59 <0.2 Hydrogen Sulfide mg/Nm3 5 <2 <1.5-2.1 0.00082 0.0003 0.0051 0.013 <0.0002 <0.0002 <0.0002 0.011 0.013 0.039 <0.008 <0.0002 Metallic Compounds Antimony (Sb) mg/Nm3 Arsenic (As) mg/�m3 0.008 Beryllium (Be) mg/Nm3 Cadmium (Cd) mg/Nm3 Chromium (Cr) mg/Nm3 Chromium VI (CrVI) mg/Nm3 Cobalt (Co) mg/Nm3 <0.0002 0.0016 Lead (Pb) mg/Nm3 0.0051 0.0064 (Mn) mg/Nm3 0.008 0.0037 Mercury (Hg) mg/Nm3 0.0029 0.0006 Nickel (Ni) mg/Nm3 0.016 0.0019 Selenium (Se) mg/Nm3 <0.0002 <0.0002 Tellurium (Te) mg/Nm3 <0.0002 <0.0002 Manganese 1 0.0003 1 13 1 Proposed Units of Pollutant Measure Emission Test Emissions Test NSWEPA License Limits for Combined Stack Results Results Sample Date: Sample Date: March 1-2, 2001 July 3, 4, and 18, 2001 Tin (Sn) mg/Nm3 0.021 0.022 Vanadium (V) mg/Nm3 <0.0002 0.01 Total MetalE mg/Nm3 5 0.072 0.11 500 40-96 190-300 8.6-8.8 8.0-9.5a mg/Nm3@ Nitrogen Oxides Oxygen 7%� % (02) � 9.2-10.3b mg/Nm3@ Particulate matter 28 7%02 1.6-10 0.91 0.0267 <0.05 Polycyclic Aromatic mg/Nm3@ Hydrocarbons (PAH's) 11%� Benzene mg/Nm3 2.3 0.0027-0.0039 0.0016 Sulphur Dioxide mg/Nm3 36 <0.1 11 0.05 2 190 <0.23 Volatile Organic mg/Nm3 Compounds (VOC's) Sulphuric Acid mist 98% destruction efficiency mg/Nm3 and/or Sulphur Trioxide Source March sampling results are as reported in Brightstar's "Quarterly Submission of Monitoring Data to the New South Wales Environmental Protection Authority" for the period March 2, 2001 through July 1, 2001. July sampling results are as reported by Brightstar in a media release dated November 16, 2001, "Brightstar Announces Emission Results for Whytes Gully SWERF." Notes a Samples during July 3 and 4, 2001 b Samples during July 7.0 18,2001 FINANOAL PRO FORMA PROJECTIONS Brightstar considers this information to be sensitive and proprietary and was not willing to release such data for inclusion in this paper, however, Brightstar has proposed that they would be able to build, own, and operate a comparable facility in the U.S. for between $35 and $45 per ton. It should be noted that these figures are variable depending upon location, waste characteristics/availability, electricity and recyclables market, etc. and should be considered to be an approximation provided for discussion purposes only. Brightstar has indicated that an individual pro forma analysis may be made available on a case-by-case basis, upon request from interested parties. 8.0 PuBLIC ACCEPTANCE In order to gauge public attitudes towards the facility, the team met with three organizations, the City of Wollongong, the Total Environment Centre, and the Waste Management Board, as well as attempted to meet with Greenpeace, while in Australia. 132 The City of Wollongong 8.1 The team met with Lord Mayor George Martin and other City staff members. The City entered into an agreement with Brightstar because their landfill was running out of space. The Mayor and his staff expressed satisfaction with the performance of the Brightstar facility to date. The City understood they were taking some risk in relying upon a new technology, but felt the benefits, both environmental and economic, outweighed the risks. Selection of Brightstar was negotiated, not competitive, and benefits will be shared if Brightstar is successful. The community in the vicinity of the facility is upper middle class, and the nearest home was described as being as close as 500 meters from the facility. According to the City, local environmental groups have accepted the facility, and there have been relatively few complaints to date. (Furthermore, one of the City staff, Michael Hyde, Director of City Services, is a new hire and is relocating from Sydney. He has purchased a house less than one mile from the facility.). The City stressed the need for an open and consultative process with community groups, during facility siting and development. In summary, the phrase the Lord Mayor used to describe the facility was a "waste management system of excellence." Total Environment Centre 8.2 The team also met with a representative, Jeff Angel, Director, from a national environmental group, the Total Environment Centre ("TEC"), in Sydney. The TEC is active in environmental issues both nationally and in NSW. TEC is currently preparing a life cycle analysis of various waste management options. Although this study is not yet complete, apparently it is far enough along that Mr. Angel was willing to discuss its findings. TEC's perspective is that various communities in Australia, including Sydney, are looking for new solid waste management options and are considering what, in Australia, are called "megatips." These are very large, remote, regional or super-regional landfills. TEC is opposed to the "megatip" concept because they believe landfills waste further resources and cause environmental damage. They also believe the long hauls to these remote landfills waste resources and cause pollution. Thus, while TEC favors waste avoidance and waste minimization as long­ term management strategies, they recognize that these cannot be complete answers in the near future. Consequently, they evaluate management options such as the Brightstar SWERF, not compared to ideal long-term solutions, but compared to other available near-term options that offer alternatives to "megatip" landfills. TEC considers the following criteria in its evaluations: • • Favor alternatives which do not interfere with curbside recycling; Favor alternatives which can deal with contaminated materials which would be rejected by a clean MRF; and • Favor alternatives which do not add significant new sources of air contamination. Based upon these criteria, TEC indicated that it considers the Brightstar SWERF to be a good concept, and certainly preferable to landfilling or mass-bum incineration. Mr. Angel stated that he was fairly confident that the SWERF would offer greater recovery of materials and energy than other alternatives, and that it also appeared that the SWERF air emissions profile was "impressive." However, he also noted, accurately, that the facility is still in its developmental stage. In particular, he noted the issue of organic contaminants on the char fraction, and the need for the successful demonstration of the char gasification system. overall, TEC was supportive of the SWERF concept. 133 Notwithstanding these issues, 8.3 Greenpeace The team attempted to arrange a meeting with representatives from Greenpeace in order to learn of their opinion of the Brightstar SWERF technology. A meeting proved impossible, but several e-mails were exchanged in the process. In brief summary, Greenpeace does not support the SWERF technology, which they consider in the same category as incineration and other mass-burn technologies. Their reasons for opposition appear to include the following: • Concern about potential toxic emissions; • A belief that incineration and other mass-burn technologies promote waste and obstruct reuse and recycling; and • A belief that waste-ta-energy plants are not efficient at reclaiming energy as compared to recycling or materials recovery policies. 8.4 Waste Management Board The Illawarra Region Waste Management Board (the "Board") is a public authority, chartered and funded by NSW, with a vision statement of "No waste to landfill by 2010." The Board is not a regulatory agency, but rather focuses on waste program coordination and program delivery. The Board develops plans for waste management and the councils (local governments) are obligated to comply with these plans. The Board deals with four communities, including Wollongong, serving a total population of approximately 330,000. The team met with John Riggall, General Manager, and Russell Jennings, Industrial Liaison Officer. The Board's general view of the Brightstar SWERF is that it is an excellent part of the region's waste management program. This view appears to be based on the facility's ability to reduce the amount of waste diverted to the landfill. They stated that, "no other process comes close" to the ability of the SWERF to reduce the reliance upon landfills. Mr. Jennings happens to live in the vicinity of the SWERF and serves on the local community liaison committee. He reported that the community was initially unhappy with the way the SWERF project was adopted. This unhappiness was a result of what the community perceived was insufficient consultation. However, now that the facility is in operation, he reported that the community has few, if any, complaints. Indeed, since the community has many more issues with the adjacent landfill, they are looking forward to the time when the SWERF completely replaces the landfill. 9.0 COLLIER COUNfY REQUEST FOR PROPOSALS As previously stated, an RFP process is currently underway in Collier County, Florida for a MSW processing and gasification facility for the residential and commercial solid waste generated in the County. Collier County is soliciting competitive proposals from firms to design, build, own, operate, and finance the facility with a minimum processing capacity of 75,000 tons per year (base 150,000 tons per year (optional proposal). Because the proposals are not due until April 5, 2002, results from this process are not available at this time; however, Brightstar is one of proposal) or several firms anticipated to propose on this project. 134 10.0 FINDINGS AND CONCLUSIONS Overall, the SWERF technology was impressive. The basic concepts, including autoclaving, separation using conventional MRF technology, gasification, and energy recovery using conventional landfill gas type engine generators, appear to be working. The use of modularized equipment helps to keep capital costs down and minimizes the construction timeline. Overall, the cost ranges claimed by Brightstar are less than half that of competing technologies and even less than landfilling in some parts of the U.s. On the environmental front, the SWERF performance to date appears to have been good. There have been some exceedances and data gaps, but this is not unusual for a facility in startup and development. The NSW EPA, the responsible regulatory agency, appears to be satisfied with Brightstar's progress to date. The City of Wollongong also appears satisfied with Brightstar's progress to date, and appears to be pleased with their choice of technology. technology is a significant accomplishment. Having a satisfied customer for a new In addition, the facility appears not to have caused significant problems for nearby residents and has won acceptance from at least some Australian environmental advocacy groups. On the other hand, the Wollongong facility clearly is not yet in commercial operation. The City of Wollongong sends some waste to the SWERF, as requested, but still relies primarily on its landfill. In addition, a key process element, the secondary (char) gasifier, has not yet been demonstrated. In summary, our judgment would be that the safest course would be to defer any U.S. projects until full-scale commercial operation is demonstrated at Wollongong. However, for a project with a particularly urgent timetable, it would be possible to proceed with project development, understanding that project implementation should be deferred until commercial operation is demonstrated. 135