The advantages of applying flow synthesis towards hydrogenation
advertisement

The advantages of
applying flow synthesis
towards hydrogenation
from laboratory to process
scale
Richard Jones
Product Manager
Increased Mixing Efficiency
• Batch heating is limited by non uniform heating
and mixing.
• Flow reactors can achieve homogeneous mixing
and uniform heating in microseconds
Increased Rates of Reaction, Yields and Selectivities
Rapid heat transfer and mixing speeds up reactions
O
OSiMe3
+
O
OH
TBAF
H
Br
Br
Time needed to Reach 100% Conversion
Flow: 20 minutes
Batch 24 hours
Wiles, C.; Watts, P.; Haswell, S. J.; Pombo-Villar, E. Lab Chip 2001,1, 100.
Precise temperature control can lead to selective chemistries
O
O
HO
MgCl
+
A
B
Optimized Conditions: 78% Yield
Regioisomer Ratio: 95:5 A:B
Taghavi-Moghadam, S.; Kleemann, A.; Golbig, K. G. Org. Process Res. DeV. 2001, 5, 652.
Accessiblity of Exothermic and Runaway Reactions
Flow reactors typically have high heat transfer properties
OH
OH
OH
NO2
HNO3
+
NO2
• Yield of mononitrate mixture increased from 55% to 75%
• Purity increased from 56% to 78%
• Polymeric byproducts reduced by a factor of 5
• Exotherms eliminated
Ducry, L.; Roberge, D. M. Angew. Chem., Int. Ed. 2005, 44, 7972.
Improved Safety
Small volumes undergo reaction at any one time.
Highly exothermic or toxic reagents may be used safely
O
10% F2 in N2
O
OEt
O
O
Formic acid, 5°C
OEt
F
99% Conversion, 73% Yield
Jahnisch, K.; Baerns, M.; Hessel, V.; Ehrfeld, W.; Haverkamp, V.; Lowe, H.; Wille, C.;
Guber, A. J. Fluor. Chem. 2000, 105, 117.
Increased Efficiency
Flow reactors can also run reactions at higher concentrations due to
higher heat transfer
Less solvent and less byproducts from a reaction creates significantly
less waste
Solvent-Free Paal-Knorr Reaction
O
+ H2N
O
OH
65°C
N
OH
Taghavi-Moghadam, S.; Kleemann, A.; Golbig, K. G. Org. Process Res. Dev. 2001, 5, 652.
Other advantages
•
•
•
•
•
Fast Optimization
On-line reaction monitoring
Automation
Smoother transition to scale-up
Potential for multi-step flow synthesis
Why improve hydrogenation?
Accounts for 10-15% of reactions in the chemical
industry
Current batch reactor technology has many
disadvantages:
Time consuming and difficult to set up
Expensive – separate laboratory needed!
Catalyst addition and filtration is hazardous
Analytical sample obtained through invasive means.
Mixing of 3 phases inefficient - poor reaction rates
H-Cube™ Overview
O2N
H2N
N
H
• HPLC pump flows a continuous stream of solvent into reactor
• Hydrogen generated from water inside of the instrument
• Hydrogen is mixed with sample, heated and passed through a
catalyst cartridge. Up to 100°C and 100 bar. (1 bar=14.5 psi)
• Hydrogenated product emerges continuously into reaction vial.
N
H
H-Cube Reaction Line
Pressure
Detector
CatCart
Holder
Bubble Detector
H2/Substrate
Mixer
Back
-pressure
valve
CatCart Heater
Catalyst System-CatCart™
•Catalyst contained in sealed
disposable cartridges
•No filtration necessary
•Enhanced phase mixing
30 mm
Filter
Smallest catalysts can reduce
10mg-5g of substrate
Largest CatCarts up to 100g
•Over 50 heterogeneous and
Immobilized homogeneous catalysts
10% Pd/C, PtO2, Rh, Ru on C, Al2O3
Raney Ni, Raney Co
Pearlmans, Lindlars Catalyst
Wilkinson's RhCl(TPP)3
Tetrakis(TPP)palladium
Pd(II)EnCat BINAP 30
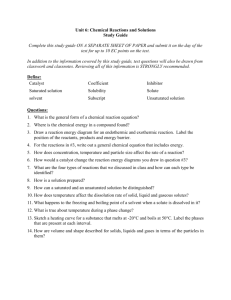
H-Cube vs. Batch Comparison
O2N
10% Pd/C
H2N
Methanol, RT, 1 bar
N
H
N
H
Product Conversion (%)
Batch vs Flow
100
80
60
batch
40
flow
20
0
0
3
6
9
time
12
15
Conventional Batch and Continuous Flow Mode
Starting material
Gap
Gas introduction
Side-product
Starting material
Product
Product
Debenzylation before catalyst poisoning
1
R
N
S
N
2
R
i. H-Cube, 10% Pd/C CatCart30
low dilution, conditions.
1
N
R
S
HN
2
R
• Requires high catalyst:substrate loading for efficient conversion in the presence of the thiazole
• Very difficult transformation as a batch process.
•Performed by Mark Ladlow and his team at GSK lab in the University of Cambridge
How long can a CatCartTM be reused?
H-Cube™ conditions: 0.1M, [50:50] EtOAc:EtOH, ~1 bar, 30 oC, 1 mL/min;
Total material processed = 30x 1mmole fractions = 30 mmoles = 4.85 g with
140 mg Pd/C
Product
PRODUCT
STARTING MATERIAL
Starting Material
Simple Validation Reactions (out of 5,000)
O
O
10% Pd/C, RT, 1 bar
Yield: 86 - 89%
Batch reference: Reagent: water, catalyst: Pd on active
carbon, 250 °C, 40-50 bar, yield: 64%
Matsubara, Seijiro; Yokota, Yotaka; Oshima, Koichiro; Org.
Lett.; EN; 6; 12; 2004; 2071-2074
N
MeO
NH2
MeO
Raney Ni, 70°C, 50 bar 2M NH3 in MeOH
Yield: >85%
No batch reference
Simple Validation Reactions (out of 5,000)
10% Pd/C, 60˚C, 1 bar
Yield: >90%
O
H
N
NH2
O
N
H
N
H
Batch reaction of {3-[(2-carbazol-9-yl-acetylamino)methyl]-benzyl}-carbamic acid benzyl ester
Reagent: H2, catalyst: 10% Pd/C, EtOH, 1 atm,
Yield: 76 %
Conn, M. Morgan; Deslongchamps, Ghislain;
Mendoza, Javier de; Rebek, Julius; JACSAT; J. Am.
Chem. Soc.; EN; 115; 9; 1993; 3548-3557.
Raney Ni, 80˚C, 80 bar
Yield: 90%
N
OH
NH2
Batch reference:
Reagent: HCOONH4, catalyst: 10% Pd/C, solvent: MeOH,
Reaction time: 30 min, 1 atm. Yield: 78 %
Kaczmarek, Lukasz; Balicki, Roman; JPCCEM; J. Prakt.
Chem/Chem-Ztg.; EN; 336; 8; 1994; 695-697
Simple Validation Reactions (out of 5,000)
O
N
OH
N
10% Pt/C, RT, 70 bar, 0,05M,
ethanol,
LC-MS result: 95%
without purification, full conversion
Batch reference:
Reagent: NaBH4, Solvent: MeOH, reaction time: 10 min, 0° C
Yield: 83 %
Pitts, Michael R.; Harrison, Justin R.; Moody, Christopher J.;
JCSPCE; J. Chem. Soc. Perkin Trans. 1; EN; 9; 2001;
955-977
D
D
D
D
D-source is D2O
Conditions: Toluene, 30°C, 1 bar
(full H2 mode), 10% Pt/C
Purity after evaporation: 98% (NMR)
Yield: 90%
Batch reference deuteration of trans-propenyl-benzene:
Reagent: D2, Catalyst: Wilkinson catalyst, Solvent:
Benzene
Yield: 20 %
Heesing, Albert; Leue, Hans-joachim; CHBEAM; Chem.
Ber.; GE; 119; 4; 1986; 1232-1243
H-CubeTM Complex Reactions Examples
Example: a dangerous reaction in batch reactor
N3
O
10% Pd/C
BOC2O, EtOAc
O
CO2Et
BocHN
O
O
CO2Et
1.0 ml/min, 0.1M
50oC, 1 atm
„2-step-1 flow” reaction
Highly exothermic in batch reactor(inhouse experience)
In H-CubeTM:
- Small quantities reacted at any one time – safer!
- Effective temperature control
- Good yield (< 40% in batch)
(76%, 1.1g)
Chemoselective hydrogenations
O
O
OH
O
O
5% Pt/C, 75°C, 70 bar, 0,01M,
ethanol,no byproduct
Yield: 75%
O
Batch reference:
Reagent: aq. NaBH4, Solvent: THF; 0°C, Yield: 76,1 %
Nelson, Michael E.; Priestley, Nigel D.; JACSAT; J. Am.
Chem. Soc.; EN; 124; 12; 2002; 2894-2902
O
O
OH
O
2-Hydroxy-[1,4]naphthoquinone
OH
route A
O
route B
Route A: Raney Ni, abs.
EtOH, 0,01 M, 70 bar, 25°C.
Yield: 80%
O
Route B: Raney Ni, abs.
EtOH, 0,01 M, 70 bar, 100°C.
Yield: 85%
O
No batch reference
Faster Optimization
Monitor reaction progress
after 4 minutes!
Temperature can be
changed during the reaction
50 reaction conditions can
be validated in a day.
Product Collection
Example for fast optimization
cis-stilbene
H2 / cat.
+
H2 / cat.
1,2-diphenylethane
diphenyl-acetylene
trans-stilbene
•
Batch reactions gave results after 4 hours!
H. H., Horváth; G, Papp; Cs., Csajági; F., Joó; Catalysis Communications; 8; 3; 2007; 442-446
Hydrogenation of diphenylacetylene, one day optimization, %f(T)
[RuCl2(mTPPMS)2]/Molselect DEAE
•
80
diphenylethane
cis-stilbene
trans-stilbene
conversion
60
% 40
20
0
30
40
50
60
70
80
0
T ( C)
•
•
•
p(H2) = 30 bar, [S] = 0.1 M
Solvent: toluene/ethanol 1/1
24 experiments, total operation time
is one day
H. H., Horváth; G, Papp; Cs., Csajági; F., Joó; Catalysis Communications; 8; 3; 2007; 442-446
University of Cambridge-Prof. Steven Ley
N
R1
H2O
Entry
R3
R
R1
R2
electrolysis
(%)
R3
R2
Catalyst
H2 (g)
Yield Purity
Imine
HN
(%)
Entry
Imine
OH
1
MeO
N
MeO
Yield
Purity
(%)
(%)
96
85
92
>95
quant.
90
quant.
90
OH
quant.
>95
5
93
>95
6
N
OH
2
N
N
OH
N
3
N
quant.
95
7
quant.
84
8
N
OH
4
N
NC
O
O
H
O
N
N
S. Saaby, K.R. Knudsen, M. Ladlow and S.V. Ley, J. Chem. Soc., Chem. Commun., 2005, 2909.
Flow Synthesis of Oxomaritidine
catch, react, release
NMe3N3
HO
HO
(1)
Br
MeCN:THF (1:1), 70 oC
N3
HO
Ph(nBu)2P
(2)
rt to 55 oC
N
MeO
OH
NMe3RuO4
OMe
O
MeO
MeO
OMe
OMe
electrolysis
O
F3C
HO
10% Pd/C, THF
O
O
H2 (g)
H2O
Flow hydrogenation
CF3
HO
80 oC
N
O
MeO
N
H
CF3
OMe
MeO
OMe
O
rt
MeOH / H2O (4:1)
PhI(O2CX3)2
O
NMe3OH
MeO
MeO
H
MeO
N
CF3
O
35 oC
MeO
N
(±)-oxomaritidine
I.R. Baxendale, J. Deeley, C.M. Griffith-Jones, S.V. Ley, S. Saaby, G. Tranmer, J. Chem. Soc., Chem. Commun., 2006, 2566.
Production of a primary amine library with no
protection/deprotection
O2N
O
H2N
O
R
N
H
Conditions:
10% Pd/C
Methanol, 1 bar (Full H2 mode), 30 ºC
Injection time: 6 min/25 mg
R
N
H
Result:
50 compounds/ 5 hours
LC-MS purity above 90%,
without purification in most cases
Model Library
O
O
Pd/C
O
O
Full H2
H
H
60°C
EtOAc/EtOH
N
N
NH2
NO2
5-10 mg/mL
R = Cl, dehalogenation
R
R
O
O
Ra-Ni
O
O
Full H2
6 examples
95% - Quant.
H
H
N
30°C
R1 = H, R2 = Cl
N
NH 2
NO 2
Quantitative
R1 = Cl, R2 = H
5-10 mg/mL
EtOAc/EtOH
R1
R1
R2
R2
Sauer, D. R., Recent advances in high-throughput organic synthesis for drug discovery, Application of Modern Tools in Organic Synthesis, Edinburgh University Summer Program Edinburgh, July 2426, 2007
Abbott automated debenzylation
CatCart Changer™ with H-Cube™
• Line can be directed between
6 catalysts
• Individually changeable
temperature
• Software control
• No stop between changes
• Rapid optimization
The H-Cube Midi
Hydrogenation Scale up
Reactor
Flow Scale up Advantages
Problems associated with Batch Scale up
Time consuming-new optimzation
Handling of hazardous reagents and/or solvents
Catalyst handling is problematic
Temperature control
Reaction with materials of batch reactors
Gas production
Reproduction
H-Cube Midi Flow Scale up
Low amount of optimzation
Reproducibility-no unexpected side reactions
High level of temperature control
Hazardous chemicals reacted in small amounts
continuously
Gas production not a problem-system not sealed
Parameters, such as Time, vs Cost, can be
selected flexibly based on the project need and
status
30
25
20
t /min
15
Flow
Batch
10
5
0
Aldoxim reduction
Aldehyde reduction
H-Cube Midi™
Touch Screen Panel
Heating Unit With MidiCart™
Exchangable for different CC
Outlet Bubble
Detector
Inlet Bubble Detector
System Pressure
Sensor
Mixer Unit
Inlet Pressure Sensor
System Pressure
Valve
Pump
Outlet Valve
Switch
Inlet Valve Switch
Heat Exchanger
Preheating Unit
Scale-up of cartridge
CatCart® for the H-Cube®
30 × 4 mm
MidiCart™ for the H-Cube Midi™
90 × 9,5 mm
90 x 14 mm
90 x 22 mm
Difference between a normal hydrogenation reactor and
the H-Cube Midi™
Normal
Hydrogenation
Reactor
H-Cube Midi™
Scale-up from mg to Kg in one day
Old method in batch
6-8 weeks
One day
H-Cube®
H-Cube Midi™
Optimization Procedure
•
•
•
•
Optimize reaction on small scale on H-Cube
Take temperature and pressure and apply it to Midi
Start with 0.15M and 10mL/min flow rate
Take first sample and then increase flow rate
during reactions.
• Go back to original flow rate and increase
temperature and/or pressure by 20ºC or 20 bar
and increase flow rates.
• All parameters can be increased on the fly!
• Reactions may be optimized in less than 1 hour!
Effect of the flow rate and the concentration I.
O
O
OCH3
OCH3
H2
NH 2
NO 2
Parameters:
120
5% Pd/C
P = 70 bars
T = 70°C
c = 0,2-0,1 M
Flow rate = 20-2,5 mL/min
Conversion (%)
MeOH
100
0,2M
80
0,17M
60
0,15M
0,12M
40
0,1M
20
0
0
5
10
15
Flow rate (mL/min)
20
25
Effect of the flow rate and the concentration II.
O
Parameters:
MeOH
P = 50 bars
T = 100°C
c = 0,2 – 0,4 M
100%
Conversion (%)
10% Pd/C (2,45 g)
120%
80%
60%
40%
20%
0%
0
5
10
15
20
25
Flow rate (mL/min)
Flow rate: 2,5-20 mL/min
0,4M
0,35M
0,3M
0,25M
0,2M
Industrial Experience Example 1
N
NH2
Conditions
Catalyst
Temperature
Pressure
Flow-Rate
Concentration
Conversion
Production Rate
H-Cube
20% Pd(OH)2/C
60ºC
50 bar
1mL/min
0.05M
100%
300mg/hour
H-Cube Midi
20% Pd(OH)2/C
60ºC
50 bar
12mL/min
0.15M
100%
10g/hour
Industrial Experience Example 2
O
Conditions
Catalyst
Temperature
Pressure
Flow-Rate
Concentration
Conversion
Production Rate
H
OH
H-Cube
Raney Ni
60ºC
50 bar
1mL/min
0.05M
100%
300mg/hour
H-Cube Midi
Raney Ni
60ºC
50 bar
12mL/min
0.15M
100%
10g/hour
Industrial Hydrogenation Example 3
HO
N
R
Conditions
Catalyst
Temperature
Pressure
Flow-Rate
Concentration
Conversion
Production Rate
H
N
HN
R
H-Cube
Raney Ni
60ºC
50 bar
1mL/min
0.05M
100%
500mg/hour
H
N
H-Cube Midi
Raney Ni
60ºC
50 bar
7mL/min
0.15M
100%
10g/hour
Conclusion
Starting
Material
Product
O
Reaction Conditions
OH
O
OH
O
O
OH
OH
H2 N
O2 N
OH
OH
O
Calc. Amount
for 8 hours
Yield
Flow-rate: 10 mL/min
Temperature: 40°C
Pressure: 70 bar
Solvent: methanol
Catalyst: 10% Pd/C (2,9 g)
Concentration: 0.35 M
71 g in 3 hours
190g
72%
Flow-rate: 25 mL/min
Temperature: 40°C
Pressure: 70 bar
Solvent: methanol
Catalyst:10% Pd/C (10,84 g)
Concentration: 0.35 M
74,2 g in 80 min
445,2
74%
Flow-rate: 30 mL/min
Temperature: 30°C
Pressure: 30 bar
Solvent: methanol
Catalyst: 10% Pd/C (2,81 g)
Concentration: 0.05 M
46,2 g in 3 hours
123g
90%
Flow-rate: 10 mL/min
Temperature: 90°C
Pressure: 10 bar
Solvent: ethanol
Catalyst: Raney Cu (17,4 g)
Concentration: 0.2 M
92 g in 6 hours
122.66
82%
Flow-rate: 10 mL/min
Temperature: 60°C
Pressure: 50 bar
Solvent: ethanol
Catalyst: 10% Pd/C (3,1 g)
Concentration: 0.05 M
13.9 g in 1.5 hours
74g
95%
NH 2
HN
O
Ph
N
H
Amount
Processed/Time
N
H
X-Cube Flash for High T Reactions
Tmax. = 350°C
pmax. = 200 bars
• Extends the boundaries of
lab synthesis
• Match microwave reaction
rates
• Offers viable alternative
for microwave scale up
Diels-Alder reaction in batch and MW conditions
Activation
Extended
heating
Microwave
Medium
T / °C
t/h
Yield / %
Toluene
250
24
60
No solvent
No solvent
No solvent
150
150
150
3
24
3
19
44 (40)
64 (62)
Products
1-a:1-b =
65:35
1-a
1-a
1-a
Using Flash reactor: 350°C, 1 mL/min, 8 min residence time, 80 bar
98% conversion, 100% selectivity: 1-a
Loupy, A. et al, Tetrahedron, 2004, 60, 1683-1691
Alkylation of triazole with trichloroacetophenone in batch
and MW conditions
Activation
Microwave
Conventional
heating
Microwave
Conventional
heating
Microwave
Conventional
heating
Microwave
Conventional
heating
Medium
Pentanol
DMF
o-xylene
No solvent
Conversion / %
90
N1/N4/N1,4
95 / 5 / 0
90
95 / 5 / 0
90
95 / 5 / 0
90
95 / 5 / 0
82
100 / 0 / 0
95
32 / 28 / 40
92
100 / 0 / 0
100
36 / 27 / 27
Loupy, A.; Perreux, L.; Liagre, M.; Burle, K.; Moneuse, M. Pure Appl. Chem. 2001, 73, 161.
Alkylation of triazole with trichloroacetophenone in Flash
reactor
T
(°C)
Conversion
%
Selectivity
% (N1,4)
Selectivity
% (N1)
Selectivity
% (N4)
140
2
0
100
0
170
20
30
70
0
200
25
25
75
0
210
31
23
78
0
220
35
20
80
0
230
35
0
100
0
240
37
0
100
0
250
40
0
100
0
260
75
0
100
0
270
92
0
100
0
Reaction optimization using Flash reactor:
T= 140 – 350 °C
P= 80 bar
v= 0,5 mL/min – residence time: 16 min
c= 0,1 M (acetonitril)
100
90
100
0
94
5
290
100
0
81
12
300
100
0
62
38
310
100
0
43
44
320
100
0
40
49
330
100
0
30
56
340
100
0
21
77
350
100
0
15
80
70
Selectivty
280
80
60
50
N1,4
40
N4
30
N1
20
10
350
330
N1,4
340
320
300
290
270
310
Temperature
280
250
260
240
220
230
200
210
140
170
0
Serial link of flow reactors
•Flow reactors may be
linked sequentially
•H-Cube and X-Cube
may be linked for multistep synthesis
Chemistry using coupled reactors
Step 2a: Reduction of azide group in H-Cube
:
N3
Step 1: Organic Azide formation in X-Cube :
Br
Azide CatCartTM
•0.4mL/min, 100°C, 20 bar, 0.1M
•Immobilized azide in CatCartTM
•Quantitative conversion
NH2
•1.0 mL/min, RT, 70 bar, 0.05M, 10% Pt/C
•Quantitative conversion
N3
Step 2b: Triazole synthesis in X-Cube:
N3
O
+
O
N N
N
•0.2 mL/min, 200°C, 40 bar, 0.1M, K2CO3
•Yield: 82% (from crude azide)
O
O-CubeTM Overview
O-Cube can eliminate almost all disadvantages of
current ozonolysis:
• Ozonolysis difficult to carry out
• Ozonide is unstable and explosive!
• The ozone source is water
• Continuous-flow method
with effective reaction heat
dissipation .
• Reactions performed on
room temperature
• Reactions may be
performed under pressure
• Reaction parameters-pressure, temperature,
• concentration, flow rate etc. are easy to control.
O-CubeTM Room Temperature Reactions Examples
Cl
O-CubeTM
OH
OH
Cl
O
DCM, RT, Atm.
N
H collected in 40% NaBH4 MeOH
+
Cl
NH2
N
H
Conversion 80%
0,05 M, 1,0 ml/min
No batch reference
OH
OH
O-CubeTM
+
DCM, RT, Atm.
N
H collected in 40% NaBH4 MeOH
N
H
O
NH2
Conversion 100%
0,05 M, 1,0 ml/min
No batch reference
O
O-CubeTM
HO
DCM, RT, Atm. HO
collected in 40% NaBH4 MeOH
N
N
O
0,05 M, 1,0 ml/min
Batch reference: 0°C, DCM, 10% NaOH, O3, H2O2, 4 h
Yield: 40%
Conversion: 85 %
Thank you to the
ThalesNano
Chemistry team in
Budapest, Hungary for
their hard work and
results!
Thank you for your attention!
Any questions?