Network Design for Load-driven Cross-docking Systems
advertisement

Network Design for Load-driven Cross-docking Systems
H. Donald Ratliff
John Vande Vate
Georgia Institute of Technology, Industrial and Systems Engineering
765 Ferst Drive, Atlanta, GA 30332-0205
Mei Zhang
i2 Technologies, Inc. One i2 Place, MD 1-6B, 11701 Luna Rd.
Dallas, TX 75234
DRAFT: DO NOT DISTRIBUTE
ABSTRACT
Schedule-driven cross-docking systems dispatch transportation units (e.g.,
railroad cars, trucks, etc.) on a channel according to a fixed schedule regardless of the
volume of goods awaiting transportation on that channel. These systems are designed to
provide a guaranteed level of service at the cost of potentially low vehicle utilization.
Load-driven cross-docking systems, on the other hand, dispatch transportation units on a
channel only when a sufficient volume of goods is awaiting transportation on that
channel. These systems ensure high vehicle utilization, but provide a reduced level of
service. This paper explores a mixed-integer linear programming model for determining
the number and location of cross-docks in a load-driven system and allocating flow
through them. The model is similar in structure to the uncapacitated facility location
model in which the linear programming relaxation often provides an integral optimal
solution. We motivate and test our model in the context of North American automobile
delivery systems.
1
1. INTRODUCTION
Cross-docking is an operating strategy that moves items through flow
consolidation centers or cross-docks without putting them into storage.
With the
exception of a companion paper (Donaldson, 1998), which deals with schedule-based
cross-docking systems, research on cross-docking has focused on design of the crossdock itself (for example, Bartholdi and Gue, 2000). Our research focuses on the design
of distribution networks that include cross-docks. In particular, we develop a mixedinteger linear programming model to determine the ideal number and location of crossdocks in a network.
We focus on “load-driven” systems in which vehicles are dispatched only when a
specified minimum load is available, as opposed to schedule-driven systems considered
in Donaldson et al. (1998), which dispatch vehicles on a fixed schedule. We motivate and
test our models in the context of a North American automobile delivery system.
2. AUTOMOBILE DELIVERY
Most new automobiles manufactured in the US are transported by rail from
manufacturing plants to special railroad centers called ramps and then by truck to local
dealers. This is typically a load-driven system. Newly assembled automobiles are parked
in load lanes at the plant according to their destination ramp. Whenever a sufficient
number of vehicles destined for a single ramp accumulates in a load lane, the vehicles are
loaded onto a railcar, which is dispatched into the “loose car network”. Typically, the
2
railcars used to transport automobiles to the ramps are tri-levels capable of carrying 15
sedans, 5 on each deck.
The “loose car network” is a load-driven cross-docking system for railcars, rather
than automobiles. Cross-docks in this system are switching yards where railcars headed
in the same direction are sorted into trains. While crossing the country, a railcar may pass
through half a dozen switching yards before reaching its final destination. The average
transit time is about 15 days.
At the final destination ramps, vehicles are off-loaded from the railcars and
parked to await delivery to their designated dealerships. When a sufficient number of
vehicles destined for dealerships in a given area accumulates, the vehicles are loaded on a
rig and delivered. Car hauling rigs typically carry between 8 and 12 sedans.
Note the distinction in our use of the terms “ramps” and “load lanes”. A ramp
refers to a destination rail facility where vehicles are transferred from rail to car hauling
rigs for local delivery. A load lane is a designated area at a plant or elsewhere in the
distribution network, where we collect vehicles bound for the same ramp.
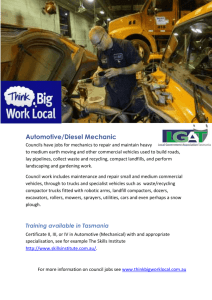
In 1996, Ford ran a pilot study to examine the potential for special cross-docking
centers (called mixing centers) in the rail network. The pilot included 5 plants in the
eastern US and 15 rail ramps in the west and mid-west (see Figure 1). Prior to the pilot,
each plant dispatched railcars to each ramp via the loose car network. In an effort to
reduce the 14 to 15-day average delivery time from the plants to the dealerships, Ford
3
introduced a mixing center in Kansas City, Missouri and routed all vehicles from the 5
plants to the 15 ramps through this mixing center.
We will show how the mixing center promised to reduce the total inventory of
vehicles at the 5 plants destined for the 15 rail ramps from over 500 to under 150 (35 at
the plants and about 105 at the mixing center). This anticipated reduction in inventory of
approximately $7 million1 is not nearly enough to justify the approximately $75 million
price tag for construction of the Kansas City mixing center. The real motivation for the
mixing center concept arose from the anticipated reduction in the average days required
to deliver vehicles.
Ford reported selling approximately 4.8 million vehicles in North America in
1999. At an average value of approximately $20,000 per vehicle, each single day
reduction off their average delivery time amounts to an approximately $260 million
reduction in pipeline inventory.
Ford subsequently built four additional mixing centers: in Fosteria, OH,
Shelbyville, KY and two in Chicago, IL. Nevertheless, in December 1999, their average
delivery time had risen to 15.8 days. Industry experts lay much of the blame for this
initial failure of the mixing center concept to other factors including:
Delays in service associated with railroad mergers,
1
Ford reported revenues of $137 billion on world-wide auto sales of 7 million vehicles or just under an
average of $20,000 per vehicle.
4
The significant increase in the average size of vehicles with the growth in
popularity of minivans and SUV’s,
Unionization of the mixing center labor force.
In February, 2000, Ford announced an alliance with UPS Logistics group with a goal of
reducing by 40% the time required to get vehicles to dealerships. In February, 2001,
Ford announced that it’s average delivery time had reduced by 4 days, a reduction in
finished vehicle inventory of over $1 billion.
In this paper, we analyze the potential of the mixing center concept in terms of
faster transportation modes and reduced inventories. We exploit this analysis to develop a
mixed-integer programming model for determining the ideal number and location of
cross-docks in a network like the Ford new car distribution system.
Orillia
Laurel
Portland
Omaha
Denver
Salt Lake
Louisville
Kansas City
Benicia
St.Louis
Norfolk
Mira Loma
Belen
Amarillo
Oklahoma City
El Mirage
Alliance
Houston
Reisor
Atlanta
Plant
Ramp
5
Figure 1: Ford Pilot Study
2.1 Plant Operations
In a system operating without any mixing centers, newly produced automobiles
are parked in load lanes at the plant according to their destination ramps. When a full
railcar load of c automobiles accumulates in a load lane, the vehicles are loaded onto a
railcar and dispatched into the loose car network. Consequently, if the production rate of
vehicles destined for the ramp is relatively constant, the average inventory of vehicles in
the load lane at the plant is (c-1)/2. Note that this number is independent of the volume of
vehicles shipped to the ramp.
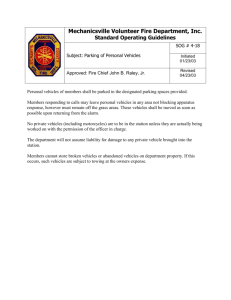
To better understand why the average number of vehicles in a load lane is
independent of the volume of vehicles shipped to the corresponding destination ramp,
consider the following example. Suppose a given plant produces p1 vehicles per day
destined to ramp 1 and p2 vehicles per day destined to ramp 2. Figure 2 illustrates the
inventory of vehicles at the plant in the load lanes for these two ramps over time.
Assuming a railcar carries c automobiles, the number of automobiles waiting in a load
lane never exceeds c-1, for once it reaches c, the vehicles are loaded into a railcar.
Consequently, the inventory at the plant is a function of the railcar capacity c and the
number of load lanes. Consolidating shipments through mixing centers reduces this
inventory by reducing the number of load lanes.
6
With a small supply rate (e.g., p1) it takes a longer time to build up a load. In
particular, vehicles destined for ramp i (with supply rate pi vehicles per day) will wait ((c1)/2)/pi days on average for a load to accumulate. Thus, while the average number of
vehicles in each of the two load lanes will be the same, (c-1)/2, the average times vehicles
in these load lanes spend waiting for a load to accumulate will be quite different. The
total delay per day incurred waiting in a load lane, however, is the product of the average
delay per vehicle and the number of vehicles incurring that delay. Thus, we observe:
Observation: In a load lane, the total delay per day incurred waiting for transportation
depends only on the capacity of the transportation vehicles used.
In our example, the total time delay per day incurred waiting for transportation is the
same in both load lanes. It is simply (c-1)/2 vehicle-days.
# autos
p1
c-1
c/2
Figure 2: Inventory in a Load Lane
Time
p2
c-1
c/2
Time
7
2.2 Mixing Center Operations
At the mixing center, automobiles are unloaded from arriving railcars into load
lanes according to their destination ramps. When sufficient vehicles accumulate for a
given destination ramp, they are loaded onto an empty railcar and sent on.
Any
remaining vehicles wait at the mixing center.
Thus, a mixing center serves as a load-driven cross-dock. Like all cross-docks, it
introduces additional handling of the product in order to reduce overall transportation
costs and, more importantly in this case, it introduces additional transportation time.
Routing shipments through a mixing center can reduce transportation time and
cost in two ways:
Faster Mode: Consolidating shipments out of each plant destined for a number of ramps
to a single mixing center can generate sufficient volume on the channel to warrant using
faster unit trains. Unit trains, consisting of 20 or more railcars with a common
destination, move directly from the plant to the destination ramp, bypassing the switching
yards. A mixing center serving several plants can consolidate shipments to a destination
ramps facilitating the use of unit trains on outbound shipments as well.
Reduced Wait: Because the daily supply rates to some ramps (e.g., Laurel, Montana) are
much smaller than the capacity of a railcar, automobiles destined for these ramps may
wait several days for a full load to accumulate. Consolidating shipments through a
mixing center can eliminate these delays. Further, the number of vehicles waiting at the
8
plant influences both the average delivery time and the size of the lot at the plant.
Typically, automobile manufacturing plants are surrounded by suppliers’ facilities and, as
a result, land is scarce and expensive. Reducing the number of vehicles waiting at the
plant frees up valuable land for more productive uses.
In the remainder of this section, we discuss the effects of different operating policies at
the mixing center.
2.3 Equipment Balance Strategy
The equipment balance strategy is not a true load-driven strategy. It strives to
avoid bringing empty railcars into the mixing center by balancing outbound volumes with
inbound volumes.
This strategy ensures a predictable workload and simplifies the
handling of railcars at the mixing center. We say that a mixing center is fully balanced if
each arriving railcar that is unloaded can be completely reloaded with vehicles all
destined for a common ramp. In this way, no empty railcars are brought into or taken out
of the mixing center (i.e., railcars come in full and depart full). Note that if a mixing
center is operated in a fully balanced manner it will maintain a constant inventory level.
The following lemmas characterize the inventory of vehicles at the mixing center
required to ensure the center can be fully balanced.
Lemma 1: Let mc be the smallest multiple of c at least as great as (r-1)(c-1), where c is
the capacity of a railcar and r is the number of ramps the center serves. A mixing center
with mc vehicles can be operated in a fully balanced manner.
9
Proof.
Consider a mixing center with mc vehicles in inventory. After a railcar is
unloaded, the number of vehicles at the center increases to mc +c = (m+1)c > r(c-1) and
so there must be at least c vehicles destined for some ramp. Once we load c vehicles
destined to this ramp onto the railcar, the inventory at the mixing center returns to mc. □
Lemma 1 shows that a mixing center with an inventory of mc vehicles can operate in a
fully balanced manner. Observe that we could have equivalently defined mc as the
greatest multiple of c not exceeding r(c-1).
Lemma 2 shows that the inventory of
vehicles at the mixing center will eventually grow to this limit under the following
assumptions:
Assumption 1. We start with no inventory at the mixing center.
Assumption 2. Each railcar arrives with exactly c vehicles.
Assumption 3. Each railcar either departs with exactly c vehicles or, if no load lane has
at least c vehicles, departs empty.
Assumption 4. For each set of non-negative integers {ni: i = 1, 2, …, r} such that
(ni: i = 1, 2, …, r) = c
there is a positive probability that the next railcar contains exactly ni vehicles destined
for each ramp i = 1, 2, …, r.
Lemma 2: Let mc be the smallest multiple of c at least as great as (r-1)(c-1), where c is
the capacity of a railcar and r is the number of ramps the center serves. Under
Assumptions 1-4, inventory at the mixing center will, with probability 1, grow to mc
10
vehicles. Thereafter, the mixing center will operate in a fully balanced manner and the
inventory will remain at mc vehicles.
Proof. We first observe that since the mixing center starts with no vehicles in inventory
and vehicles always arrive and depart in multiples of c, there will always be a multiple of
c vehicles at the mixing center. Further, since each railcar arrives fully loaded, inventory
at the mixing center can never decrease.
We now show that for each possible configuration with fewer than mc vehicles in
inventory, a sequence of railcar loads that occurs with positive probability will increase
the number of vehicles in inventory. This shows that the number of vehicles in inventory
grows to mc with probability 1.
Suppose there is a total of k ≤ (m-1)c vehicles in inventory in all the load lanes.
Case 1. There are vi < c vehicles destined for each ramp i = 1, 2, …, r.
In this case, we demonstrate a single railcar load that will increase the inventory to k+c
vehicles.
Since (vi: i = 1,2, …, r) = k ≤ (m-1)c and mc ≤ r(c-1),
(c-1-vi: i = 1, 2, …r) = r(c-1) – k ≥ r(c-1) – mc + c ≥ c.
Thus, we can choose a set of c vehicles to load on the next railcar in such a way that after
unloading the vehicles, there are at most c-1 vehicles destined for each ramp – simply
choose a load with ni ≤ c-1-vi vehicles destined for each ramp i = 1, 2, …, r. After
11
unloading this railcar, we will not be able to load it again as no load lane will have c
vehicles and so the inventory will increase.
Case 2. There are vi ≥ c vehicles in inventory destined for each ramp i in a subset J of the
ramps. In this case, we demonstrate a railcar load that will reduce the number of vehicles
in inventory destined for ramps in J without creating a full load for any of the other
ramps. After a sequence of such railcar loads, the inventory of vehicles destined for each
ramp will be less than c and we can use Case 1 to construct a railcar load that will
increase the inventory.
Renumber the ramps so there are vi ≥ c vehicles in inventory destined for each ramp i = 1,
2, …, s and vi < c vehicles in inventory destined for each ramp i = s+1, s+2, …, r.
By assumption there is a total of at most (m-1)c vehicles in inventory and at least c
vehicles in inventory destined for each ramp i = 1, 2, …, s. Thus, there is a total of k ≤
(m-s-1)c vehicles in inventory destined for ramps s+1, s+2, …, r. Further, since (m-s)c ≤
(r-s)(c-1), the arguments of Case 1 tell us how to construct a railcar load of vehicles all
destined for ramps s+1, s+2, …, r so that we do not accumulate a full load of vehicles
destined for any of these ramps. Thus, the railcar will depart with a load of vehicles
destined for one of the ramps in 1, 2, …, s. □
It may take a long time to build up an inventory of mc vehicles at a mixing center
operating in accordance with Assumptions 1-4, but in the meantime, we only need to deal
12
with empty railcars leaving the mixing center. We will never have to worry about
delivering empty railcars to the center.
When operating in a fully balanced manner, we will be able to unload and reload
every railcar on each arriving train. This greatly simplifies the problem of forecasting the
workload at the mixing center – we do not need to know what vehicles are on each
railcar, just how many railcars will arrive each day.
A mixing center operating in a fully balanced manner will generally have a
number of destinations with more than a full railcar load of vehicles waiting in inventory.
This will influence both the average delivery time of vehicles and the size of the lot
required to operate the mixing center.
The average delay per vehicle incurred waiting for transportation at the mixing
center will be mc/P days, where P is the number of vehicles arriving at the center each
day. The total delay incurred each day waiting for transportation at the mixing center will
simply be mc vehicle-days – the number of vehicles sitting at the mixing center each day.
If instead of beginning with no vehicles in inventory at the mixing center, we
begin with b (mod c) vehicles then, under Assumptions 2 – 3, there will always be b
(mod c) vehicles at the mixing center. In this case, the mixing center will become fully
balanced with an inventory of mc + b vehicles.
At the Kansas City mixing center, vehicles are also trucked in from the local plant
and trucked out for local delivery. A mixing center like Kansas City, served by
13
transportation units of various capacities, will operate in a fully balanced manner with
respect to each type of transportation unit if it has an inventory of (r-1)(cmax-1) vehicles,
where cmax is the capacity of the largest transportation units that serve it.
2.4 Minimum Inventory Strategy
The minimum inventory strategy is a true load-driven strategy. It attempts to
minimize the inventory of vehicles at the mixing center by bringing in empty railcars
whenever necessary to handle all available full loads. The minimum inventory strategy
satisfies Assumptions 1, 3, 4 and
Assumption 2’. Each railcar arrives with exactly c vehicles or arrives empty.
Lemma 3 shows that the maximum inventory at the mixing center under this
strategy is exactly the inventory level required to support operating in a fully balanced
manner, namely mc vehicles.
Lemma 3: Under the minimum inventory strategy, the inventory at a mixing center
serving r ramps with railcars of capacity c can reach, but not exceed, mc, the smallest
multiple of c at least as great as (r-1)(c-1).
Proof. Under Assumptions 1, 2’ and 3, there will always be a multiple of c vehicles at
the mixing center. If there are more than r(c-1) vehicles at the mixing center, then there
must be at least c vehicles waiting in inventory destined for one of the ramps and the
minimum inventory strategy would bring in an empty rail car to deliver them. So, the
inventory at the mixing center cannot exceed mc.
14
To see that the inventory can eventually reach mc, note that the arguments of Case 1 in
Lemma 2 demonstrate a possible sequence of railcars leading from every possible
inventory configuration to a configuration with mc vehicles in inventory. □
We next argue that the average inventory level at a mixing center operating under
the minimum inventory strategy will be r(c-1)/2. We offer two arguments, one intuitive
and the other technical. The intuitive argument is simply by analogy to the situation at the
plant where, by assumption, vehicles are completed and enter inventory one-by-one and
at a relatively constant rate.
Argument by symmetry here – point out the incorrect independence assumption.
Note that although the average inventory level of the minimum inventory strategy
will be significantly smaller than that of the equipment balance strategy, the center must
be large enough to handle mc vehicles under both strategies. Further, under the minimum
inventory strategy, neither the inventory at the mixing center nor the workload is easy to
predict.
Under the minimum inventory strategy, the center will also need to maintain an
inventory of empty railcars. We will add to this inventory when there are insufficient
loads at the mixing center to fill all the newly arrived railcars and draw from it whenever
extra empty railcars are required to handle the loads.
15
3. MIXED INTEGER PROGRAMMING MODEL
There are two basic sets of decisions in designing a “load-driven” cross-docking
network: the location decisions, which deal with the number and positioning of crossdocks, and the routing decisions, which deal with how flow should be routed through the
selected cross-docks. Our objective is to minimize the average delay between the time a
vehicle is produced and the time it reaches its destination ramp. The two components of
this delay are the transportation delay (i.e., the time spent travelling) and the loading
delay (i.e., the time spent on waiting to be loaded on transportation units).
The total transportation delay incurred on a lane is simply the product of the
transportation time on that lane and the number of vehicles incurring that time.
As we have seen, with a constant supply rate, the total loading delay in each load
lane at the plant is (c-1)/2 vehicle-days per day. The total loading delay in each load lane
at the mixing center, on the other hand, depends on the operating strategy. Under a
minimum inventory strategy, the average is (c-1)/2 vehicle-days per day. Under the
equipment balance strategy, however, we can only describe the total over all the load
lanes: It will be mc, the smallest multiple of c not smaller than (r-1)(c-1) vehicle-days per
day. If we approximate the total delay on each load lane to be (c-1) vehicle-days per day,
we will always be within c vehicle-days per day of the total delay incurred at the mixing
center under this strategy.
16
In this section, we model the problem of designing a load-driven cross-docking
network in which the mixing centers operate under the minimum inventory strategy as a
variant of the fixed charge design model (Magnanti, 1984). Our model assumes that
vehicles are either routed directly from the plant to the ramp or are routed from the plant
to a mixing center and from there to the ramp. Later, in Section 5, we generalize the
model to multi-tiered distribution systems in which vehicles may pass through several
mixing centers.
We let tij denote the travel time and fij the total loading delay per day incurred by
vehicles moving from point i to point j. Further, we assume the average supply rate in
vehicles per day from plant p to ramp r, denoted by spr, is known. This assumption is
consistent with North American automobile distribution in so far as typically all or nearly
all production of a given model occurs at a single plant. In other settings, this assumption
is justified when demand through each distribution center is assigned to a single plant.
The variables in our model are:
xpr, the number of vehicles moving directly from plant p to ramp r per unit time,
ypcr, the number of vehicles moving from plant p to ramp r via mixing center c per
unit time and
zij, indicating whether or not any vehicles move directly from point i to point j.
17
The objective of our model is to minimize the average delay between the time a vehicle is
produced and the time it reaches its destination ramp. The first constraint ensures that all
deliveries are made.
Constraints (2)-(4) enforce lane selection: no vehicles can be
shipped on a lane unless the delay on that lane is incurred.
min Σ{fpr zpr + tpr xpr: all plants p and ramps r} +
Σ{fpc zpc : all plants p and centers c} + Σ{fcr zcr : all centers c and ramps r} +
Σ{(tpc + tcr)ypcr : all plants p, centers c and ramps r}
s. t.
Σ {ypcr : all centers c} + xpr = spr for each plant p and ramp r
(1)
ypcr ≤ spr zpc for each plant p, center c and ramp r
(2)
ypcr ≤ spr zcr for each plant p, center c and ramp r
(3)
xpr ≤ spr zpr for each plant p and ramp r
(4)
xpr, ypcr ≥ 0 for each plant p, center c and ramp r
(5)
zij {0, 1} for each lane ij
(6)
Given potential sites for cross-docking centers, the model determines which of the
centers should be open and routes the flows from each plant to each rail ramp to
minimize the overall average delay.
18
4. COMPUTATIONAL RESULTS
To test the model, sample problems approximating the Ford new car network
were randomly generated. In these examples, the transportation delay was assumed to be
proportional to Euclidean distance.
Random flow rates were generated for each
supply/demand pair again trying to be consistent with Ford production rates. Table 1
shows the computational results for a representative set of the problems tested. Of the 5
problems presented here, one problem required 3 branch-and-bound nodes to reach
optimality. For the rest, the LP relaxation provided an integral optimal solution.
Number Number
Number
of
of
Number of
of Plants Centers Ramps Variables
1
2
3
4
5
10
10
25
25
30
15
15
10
10
15
30
30
40
40
60
Number of
Constraints
4800+900
4800+900
11000+1650
11000+1650
28800+3150
9600
9600
22000
22000
59600
Number Branch CPU
IP
of Open & Bound Time
Solution Centers Nodes (Sec)
236786.7
131784.2
556606.4
725904.7
1316414
5
3
6
6
10
3
0
0
0
0
38
54
297
168
1365
Table 1: Example Problems in Single Transportation Mode Network
Problems 1 and 2 have the same number of plants, centers and the ramps but they differ
in the actual locations of the nodes. The same is true for Problem 3 and Problem 4. The
fifth column in Table 1, indicates the number of continuous variables and the number of
19
binary variables, e.g., Problem 1 has 4,800 continuous variables and 900 binary variables.
The seventh column is the MIP optimal obtained using CPLEX 5.0. The next column is
the number of open centers in an optimal solution followed by the number of branch-andnodes required to find and prove the optimality of that solution. The last column is the
CPU time on an IBM RS6000 (Series 590) workstation. Problems 3 and 4 most closely
approximate Ford’s new car distribution system in 1996.
The structure of the formulation for the load-driven systems is essentially the same as the
uncapacitated facility location problem, for which the LP relaxation often gives an
integral optimal solution. For further discussion of this problem see Discrete Location
Theory (Mirchandani, 1990).
5. EXTENSIONS
As we mentioned earlier, consolidating flow on a channel in the automobile
delivery network can facilitate the use of faster unit trains. This faster transportation
mode involves more inventory (albeit on loaded railcars) and a longer loading delay as
the train cannot depart until a sufficient number of railcars are loaded. The average
inventory of waiting automobiles is approximately one-half the capacity of the train. The
model above extends in a straightforward way by simply allowing additional arcs for
each link where building a unit train is possible.
The following is the result of some randomly generated problems for the
automobile distribution system with optional unit trains between every pair of ship
20
points. Unit trains typically take 25-50 railcars and can travel up to 5 times faster than
individual railcars in the loose car network. For a unit train with 25 railcars, the fixed
delay for a link using a unit train is (25*15-1)/2 = 187 vehicle-days per day. The
problems in Table 2 are the same as Table 1 but with both unit trains and loose cars
allowed between every pair of ship points in the network. The objective values of all
problems are reduced because in some part of the network unit trains are used. Because
the multi-mode networks are much bigger than that of the single mode problems, the
problems all required more CPU time, especially the two larger problems.
Table 2: Example Problems with Two Transportation Modes
Number Number Number
of
of
of
Plants Centers Ramps
1
2
3
4
5
10
10
25
25
30
15
15
10
10
15
30
30
40
40
60
Number of Branch CPU
Number of
IP
Open
& Bound Time
Constraints Solution Centers
Nodes (Sec)
Number of
Variables
18600+1800
18600+1800
42000+2650
42000+2650
111600+6300
21
23400
23400
53000
53000
140400
167014.1
118019.5
333167.9
385276.3
632073.6
3
3
1
1
1
0
0
0
0
0
1442
975
5631
5281
36904
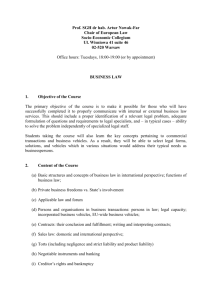
Figure 3: Multi-level Cross-docking
Our model extends in the natural way to distribution systems with more than one
tier of cross-docks as illustrated in Figure 4. To accommodate the possibility of passing
through more than one cross-dock in moving from a plant to a ramp, we extend the
variables ypcr to include all paths from the plants to the ramps including those that use
Level 2
CD centers
Level 1
CD center
demand
nodes
supply
nodes
more than one ramp. For larger problems, these variables can be generated via standard
column generation techniques. Table 3 contains computational results for this extension
of our model to networks with up to two tiers of cross-docks. In all of these problems the
LP relaxation provided an optimal integral solution. The optimal solutions to Problem 1
and Problem 2 include paths using both levels of cross-docking as well as paths using
only a single level of cross-docking. The last column of Table 3 is the CPU time on the
same IBM RS6000 (Series 590) workstation.
22
Number
of Plants
1
2
3
10
10
15
Number of Number of Number
Level 1
Level 2
of
Centers
Centers
Ramps
10
10
15
10
10
15
30
40
40
Number of
Variables
Number of
Constraints
36300+1200
48400+1500
153600+2475
42600
56800
172200
Branch & CPU
Bound
Time
Nodes (Secs)
0
0
0
964
3153
20877
Table 3: Example Problems with Two Levels of Cross-docking
Acknowledgements: The authors would like to thank Biff Wilson and the people at
Allied Systems for bringing the Ford pilot study to our attention and for providing advice
and data supporting the development and testing of our model. We would also like to
thank Ellen Ewing at UPS Logistics for providing statistics on the performance of Ford’s
delivery network since 1999.
23
REFERENCES
1. Bartholdi III, John J., and Kevin R. Gue , “Reducing Labor Costs in an LTL Crossdocking Terminal”, Operations Research, forthcoming, (1999).
2. Donaldson, Harvey, Ellis L. Johnson, H. Donald Ratliff, and Mei Zhang, “Network
Design for Schedule-Driven Cross-Docking Systems”, Georgia Tech TLI Report,
(1998).
3. Magnanti, T. L., “Network Design and Transportation Planning: Models and
Algorithms,” Transportation Science 18(1), 1-55 (1984).
4. Mirchandani, Pitu B., and Richard L. Francis (1990) “The Uncapacitated Facility
Location Problem,” in Discrete Location Theory, John Wiley & Sons, Inc., 1990.
24