Letters to the Editor / Carbon 41 (2003) 2159 – 2179
2177
Tension–tension fatigue behavior of unidirectional single-walled
carbon nanotube reinforced epoxy composite
Yu Ren a , Feng Li b , Hui-Ming Cheng b , Kin Liao a , *
b
a
School of Mechanical and Production Engineering, Nanyang Technological University, Singapore 639798, Singapore
Shenyang National Laboratory for Materials Science, Institute of Metal Research, Chinese Academy of Sciences, 72 Wenhua Road,
Shenyang 110016, China
Received 11 April 2003; accepted 3 June 2003
Keywords: A. Carbon nanotubes, Carbon composites; D. Mechanical properties
Owing to the recent rapid development of synthesis
methods for carbon nanotubes (CNTs), high quality, long
and aligned CNT ropes are now available [1–5]. These
advances in synthesis methods enabled the mechanical
properties of CNTs to be more easily assessed, and
applications in macroscopic devices and load-bearing
structures one step closer to reality. To date, some of the
most important mechanical properties of CNTs, such as the
Young’s modulus and tensile strength, have been characterized experimentally [6–10]. At present, however,
studies on the long-term performance of CNTs or CNT
reinforced composites are still absent. An understanding of
their behavior under repeated mechanical loads will enable
the potential of CNTs to be better realized for long-term
structural applications. In this study, the fatigue behavior
of unidirectional, aligned SWNT rope reinforced epoxy
composite was investigated. The SWNT ropes used in this
study were synthesized by the hydrogen / argon electric arc
discharge method, with lengths up to 100 mm [3]. The
density of the SWNT is 1.138 g / cm 3 and a volume
fraction of 65% in the SWNT bundles [7]. The matrix
material used was Epicote 1006 epoxy resin, a room
temperature curing system.
To fabricate the composite sample, a thin layer of
as-prepared epoxy resin was evenly brushed onto a hard
surface pre-pasted with release tape to ensure the composite sample can be easily detached from it after curing.
Twenty millimeter long, weighted SWNT ropes were then
aligned by a slight tension and subsequently laid onto the
epoxy layer. More epoxy was then applied to cover the
SWNT ropes, and the thickness of the small composite
plate was controlled in the range 0.4–0.6 mm using a
roller. The composite (hereafter referred to as SWNT /
epoxy) was cured completely after 72 h at room temperature. Dog-bone SWNT / epoxy specimens with dimensions
*Corresponding author. Tel.: 165-6790-5835; fax: 1656791-1859.
E-mail address: askliao@ntu.edu.sg (K. Liao).
of about 40 mm in length and 3.5 mm in width were cut
from the cured thin composite plate, and their edges were
polished to reduce the possibility of edge-related failures
(Fig. 1). The volume fraction of SWNT ropes in the
composite was controlled within the range 0.1–0.9%. Nine
unidirectional SWNT / epoxy specimens with gauge length
of about 15 mm were fabricated and cyclically tested by an
Instron姠 8800 Microforce Tester in under tension–tension
at 5 Hz, using a sinusoidal wave function at an R ratio
(ratio of minimum to maximum cyclic stress) of 0.1.
Since the SWNT volume fraction varied from sample to
sample, on an S–N plot SWNT stress cannot be inferred
from the applied stress of the composite according to the
rule of mixtures. Therefore, the maximum cyclic SWNT
stress is plotted against the number of cycles to failure of
the composite. The SWNT stress in the composite was
calculated using sCNT 5 (ECNT /Ec )sc , where sCNT and sc
are the stress of SWNT and of the composite, respectively,
and ECNT and Ec are the Young’s modulus of SWNT and
of the composite, respectively. The Young’s modulus of
SWNT was estimated to be 800 GPa [7], and it follows
that the maximum cyclic stresses of SWNT were calculated to be between 5.37 and 24 GPa. It is worth
mentioning that the Young’s modulus of SWNT used here
is somewhat intermediate between reported values [6].
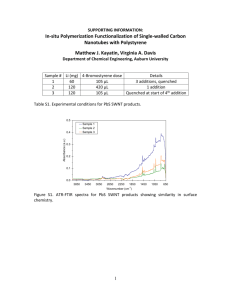
The S–N data of the SWNT / epoxy composite is shown
in Fig. 2. Also included in Fig. 2 is the tensile strength data
for SWNT, obtained previously [7]. It should be mentioned
that the length of the SWNT / epoxy composite from which
the SWNT tensile strength was obtained was about 10 mm,
which is less that those used in the present fatigue study
Fig. 1. A SWNT / epoxy sample failed under cyclic stress.
0008-6223 / 03 / $ – see front matter 2003 Elsevier Ltd. All rights reserved.
doi:10.1016 / S0008-6223(03)00248-3
2178
Letters to the Editor / Carbon 41 (2003) 2159 – 2179
(15 mm). The S–N data for unidirectional carbon fiber
reinforced epoxy, shown in the gray rectangular region of
Fig. 2, are adapted from Ref. [11], which encompasses
unidirectional carbon / epoxy data from a variety of
sources. In Fig. 2, the maximum cyclic stress of the carbon
fiber is used instead of that of the composite stress in order
to make a comparison with the data from the present study.
A simple linear relation often used for S–N curves is
sa /sult 5 1 2 m log N, where sa and sult are the applied
and ultimate stress, respectively, N the number of cycles to
failure, and m the slope of the normalized S–N curve. The
S–N curve obtained for the SWNT / epoxy composite is
very flat, similar to the characteristics of the unidirectional
carbon / epoxy composites. Slope m for most unidirectional
carbon / epoxy composites ranges from 0.035 to 0.057 [11].
For SWNT / epoxy composites, m obtained from linear
regression of the quasi-static tensile strength and S–N data
is calculated to be 0.042, which is within the range of the
unidirectional carbon / epoxy composites. However, it
should be mentioned that the estimated maximum cyclic
stress of SWNT is at least twice that of the carbon fiber in
unidirectional composites. In other words, the fatigue
strength of SWNT in epoxy is at least twice that of carbon
fibers.
All fatigue fractures of SWNT / epoxy samples occurred
within the gauge region; a typical one is shown in Fig. 1.
Damage and failure modes of SWNT / epoxy were examined under a scanning electron microscope (SEM).
Selected SEM images of the fatigue fracture surface of
SWNT / epoxy specimens are shown in Figs. 3–5. No
SWNT-bridged transverse matrix cracks were observed on
the specimen surface, which can be attributed to the fact
that the SWNT ropes were all fully embedded in the
matrix material. SWNT-matrix splitting was not observed,
Fig. 2. S–N diagrams. Filled circles are data obtained from this
study. Quasi-static tensile data (filled square with white cross) are
adapted from Ref. [7]; the error bar represents the standard
deviation. The gray rectangular region covers most S–N data for
unidirectional carbon fiber reinforced epoxy composites [11].
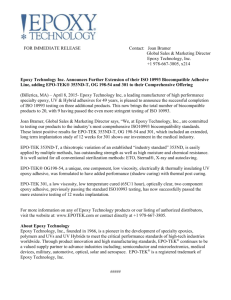
Fig. 3. Fatigue fracture surface of a SWNT / epoxy sample. The
lower left corner is a region of the matrix containing no SWNT,
showing a featureless, flat fracture surface, while the failure
modes of the composite portion include SWNT pullout, matrix
cracks bridged by SWNT. Scale bar 10 mm.
as compared to fatigue damage of carbon fiber composites
where fiber-matrix splitting is a common damage mode.
Macroscopically, the SWNT / epoxy composite exhibited
a brittle-type fatigue failure with flat fracture surfaces (Fig.
1), similar to the fracture surface of unidirectional carbon /
epoxy composites. In the lower left-hand corner of Fig. 3
where the epoxy matrix contains no CNT reinforcement, a
flat, featureless fracture surface is seen. However, local
failure modes around the SWNT ropes showed ductile-like
failure with plastic deformation of the epoxy and pullout of
SWNT ropes, as seen from the composite portion of Figs.
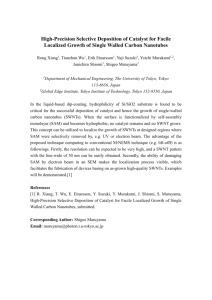
Fig. 4. Fatigue fracture surface of a SWNT / epoxy sample.
Bridging of a matrix crack by SWNT ropes is clearly seen. The
small contact angles between the epoxy matrix and the reinforcement suggest good wetting of the SWNT rope by the matrix.
Scale bar 2 mm.
Letters to the Editor / Carbon 41 (2003) 2159 – 2179
2179
although SWNT were loaded at much higher cyclic
stresses. The results show that SWNT ropes have good
potential as reinforcement in fatigue resistant, high fracture
toughness polymer composites.
Acknowledgements
HMC acknowledges financial support from NSFC (grant
No. 50025204).
References
Fig. 5. Fatigue fracture surface of a SWNT / epoxy sample.
Pullout of SWNT ropes from the epoxy matrix can be clearly
seen. The pullout length of the SWNT ropes could be as long as
40 mm. Scale bar 5 mm.
3 and 4. Bridging of matrix cracks by SWNT ropes is also
clear from Figs. 3 and 4.
One of the major issues concerning the use of CNT as
reinforcement in polymer composites is its adhesion to the
polymer matrix, because the interfacial characteristics are
critical in controlling the performance of the composite.
Studies have shown that CNT–polymer interfacial adhesion can be very strong [12,13]. From the morphology of
the fracture surface, shown in Figs. 4 and 5, wetting of
SWNT ropes by epoxy seems very good: thin sheets of
epoxy containing SWNT ropes showed small contact
angles between the two. Polymer debris is also seen
sticking onto the SWNT bundles, not detached from them,
unlike the rather clean carbon fiber pullouts seen in micro
fiber reinforced composites. From a molecular dynamics
simulation of CNT pullout from epoxy [12], the interfacial
shear stress between CNT and epoxy was estimated to be
138 MPa, about an order of magnitude higher than that
between carbon fiber and epoxy. Pullout of a SWNT
bundle can be seen on the fatigue fracture surface. The
pullout length of SWNT ropes from the epoxy matrix,
obtained from SEM images, is about 30 mm, and some can
even reach 40 mm or longer, as illustrated in Fig. 5. The
long pullout length of CNT ropes from the epoxy matrix
and the strong interfacial shear stress suggest that CNT
may be an ideal reinforcement for composites with high
fracture toughness.
In summary, we have studied the tension–tension
fatigue behavior of unidirectional, aligned SWNT rope
reinforced epoxy composite. The flat S–N diagram of
SWNT / epoxy is very similar to that of carbon / epoxy,
[1] Terrones M, Grobert N, Olivares J, Zhang JP, Terrones H,
Kordatos K et al. Controlled production of aligned-nanotube
bundles. Nature 1997;388:52–5.
[2] Cheng HM, Li F, Su G, Pan HY, He LL, Sun X et al.
Large-scale and low-cost synthesis of single-walled carbon
nanotubes by the catalytic pyrolysis of hydrocarbons. Appl
Phys Lett 1998;72:3282–4.
[3] Liu C, Cheng HM, Cong HT, Li F, Su G, Zhou BL et al.
Synthesis of macroscopically long ropes of well-aligned
single-walled carbon nanotubes. Adv Mater 2000;12:1190.
[4] Zhu HW, Xu CL, Wu DH, Wei BQ, Vajtai R, Ajayan PM.
Direct synthesis of long single-walled carbon nanotube
strands. Science 2002;296:884–6.
[5] Jiang K, Li Q, Fan S. Spinning continuous carbon nanotube
yarns. Nature 2002;419:801.
[6] Pan ZW, Xie SS, Lu L, Chang BH, Sun LF, Zhou WY et al.
Tensile tests of ropes of very long aligned multiwall carbon
nanotubes. Appl Phys Lett 1999;74(21):3152–4.
[7] Li F, Cheng HM, Bai S, Su G, Dresselhaus MS. Tensile
strength of single-walled carbon nanotubes directly measured
from their macroscopic ropes. Appl Phys Lett
2000;77:3161–3.
[8] Yu MF, Files BS, Arepalli S, Ruoff RS. Tensile loading of
ropes of single wall carbon nanotubes and their mechanical
properties. Phys Rev Lett 2000;84:5552–5.
[9] Yu MF, Lourie O, Dyer MJ, Moloni K, Kelly TF, Ruoff RS.
Strength and breaking mechanism of multiwalled carbon
nanotubes under tensile load. Science 2000;287:637–40.
[10] Falvo MR, Clary GJ, Taylor RM, Chi V, Brooks Jr. FP,
Washburn S et al. Bending and buckling of carbon nanotubes
under large strain. Nature 1997;389:582–4.
[11] Harris B, Reiter H, Adam T, Dickson RF, Fernando G.
Fatigue behavior of carbon fiber reinforced plastics. Composites 1990;21(1):232–43.
[12] Xu XJ, Thwe MM, Shearwood C, Liao K. Mechanical
properties and interfacial characteristics of carbon-nanotubereinforced
epoxy
thin
film.
Appl
Phys
Lett
2002;81(15):2833–5.
[13] Cooper CA, Cohen SR, Barber AH, Wagner HD. Detachment
of nanotubes from a polymer matrix. Appl Phys Lett
2002;81(20):3873–5.